

Известные производители
Крупнейшими изготовителями сварочных электродов, в т.ч. типа Э42, являются:
- ООО «НПО Спецэлектрод».
- ЛЭЗ.
- СЗСМ.
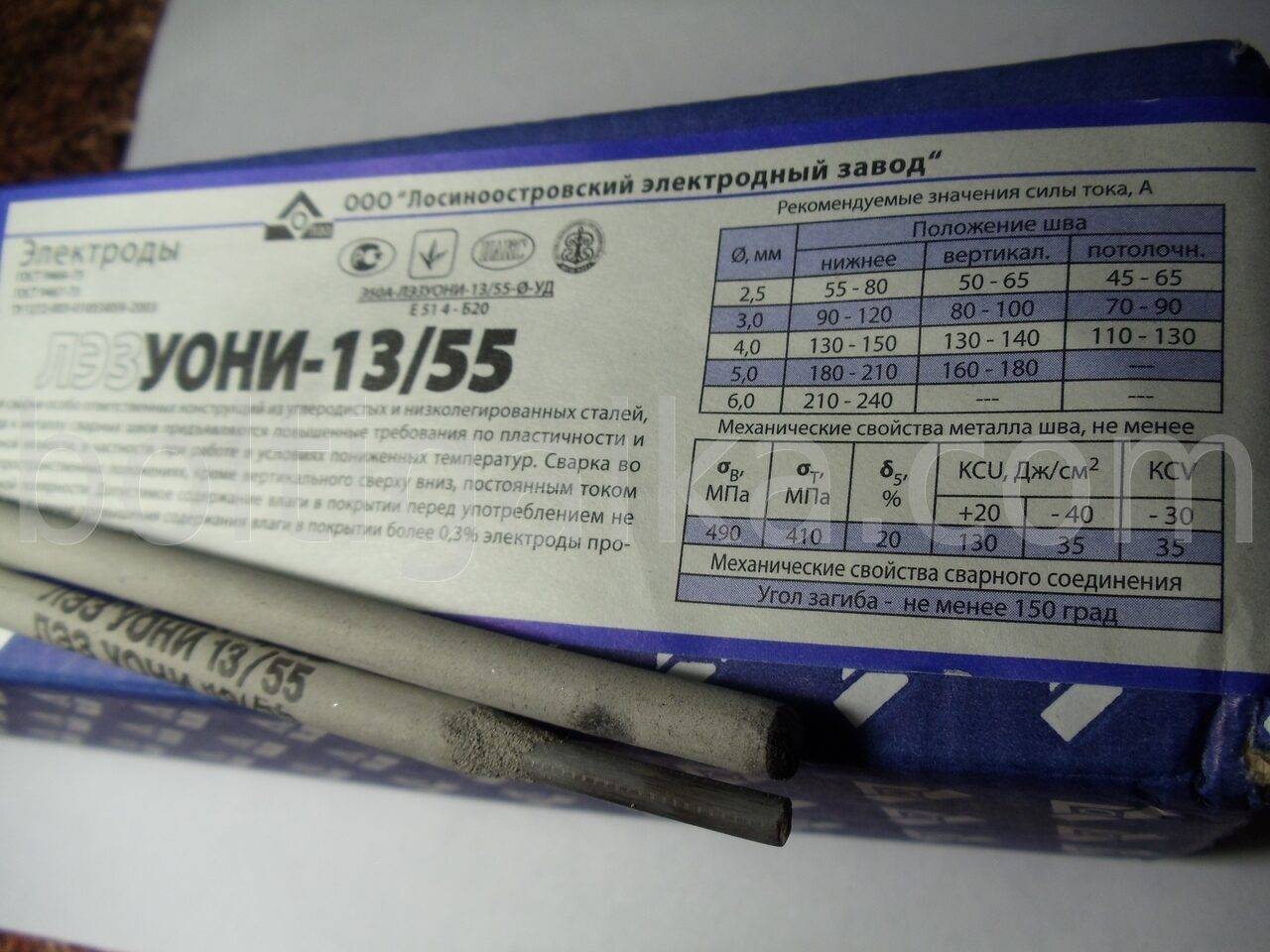
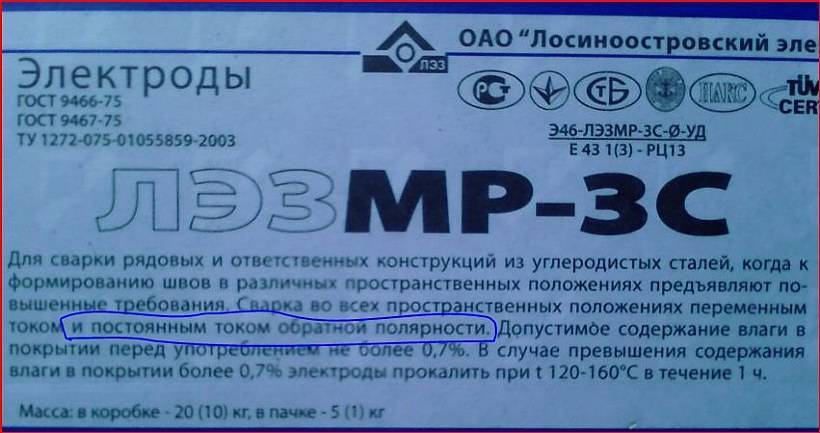
- ОАО «Лосиновский электродный завод».
- ООО «Уральский электродный завод».
- ПАО «Плазматек».
- «Хобэкс».
- Monolith.
- «Мост».
- Esab.
- Kobleco.
- Linkoln Electric.

Известные производители сварочных электродов.
История каждого предприятия насчитывает десятки лет. Ведутся научно-исследовательские работы в лабораториях, результатом которых становится появление новых, более эффективных стержней и обмазок. Постоянно обновляется парк оборудования, в т. ч. используемого для контроля качества. Благодаря этому почти 100% брака выявляется до отправки продукции в магазины.
Часть компаний, например «НПО Спецэлектрод», берутся за выполнение индивидуальных заказов с характеристиками, которые предоставит покупатель.
Расшифровка, особенности и назначение электродов Э42А
Расшифровка обозначения:
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.
С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.

Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
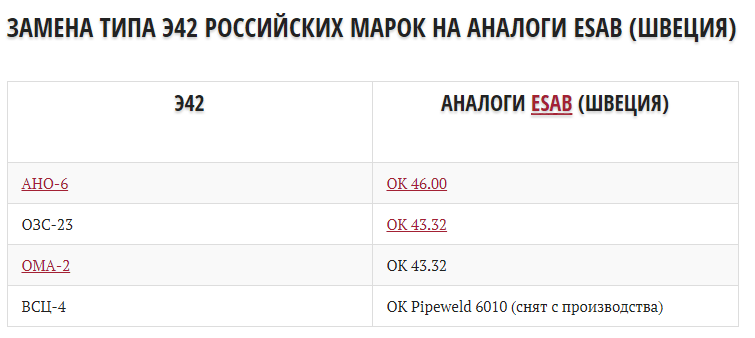
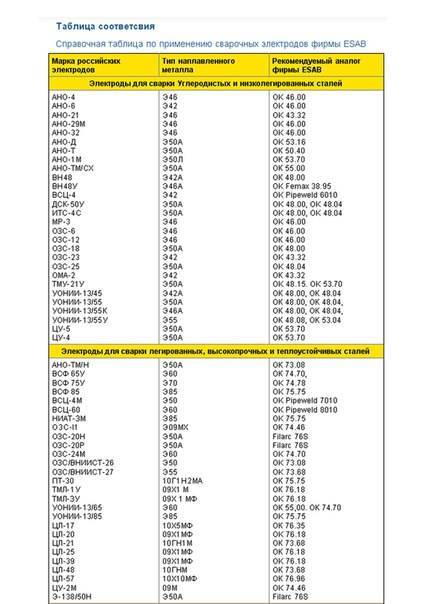
Аналоги, чем заменить
Э42 взаимозаменяемы с большим числом аналогов. Их можно заменять на электроды типа Э42А (с кислым покрытием, при сварке не образуются поры, если металл имеет следы окалины. Нужно иметь в виду, что такие швы имеют склонность к горячим трещинам).
| АНО-6 | OK 46.00 |
| ОЗС-23 | OK 43.32 |
| ОМА-2 | OK 43.32 |
| ВСЦ-4 | OK Pipeweld 6010 (снят с производства) |
Главным критерием для заменяемости электродов будет материал сварочной проволоки, из которой изготовлены изделия. Этот материал должен иметь состав, приближающийся к составу того сплава, который образуется при сварке сплава или пары сплавов. От химического состава образующихся при сварке сплавов шва зависят его механические и коррозионные свойства. Для Э42 применяется сварочная проволока марок Св–08, Св–08А по ГОСТ 2246–70. Из покрытий чаще всего присутствует рутил (минерал с высоким содержанием двуокиси титана).
К сведению! Электроды Э42 широко распространены, изготовителей много, цена на этот материал относительно невелика. Поэтому, поиск аналогов для данного материала является довольно редким делом.
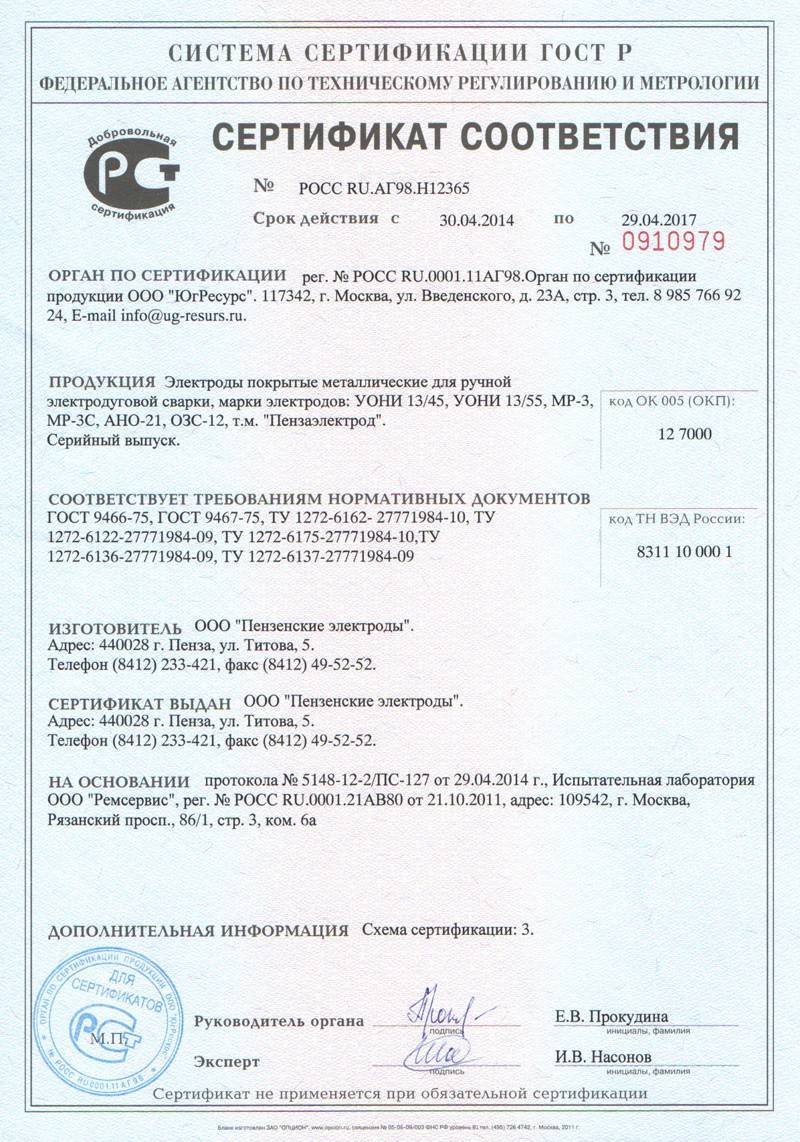
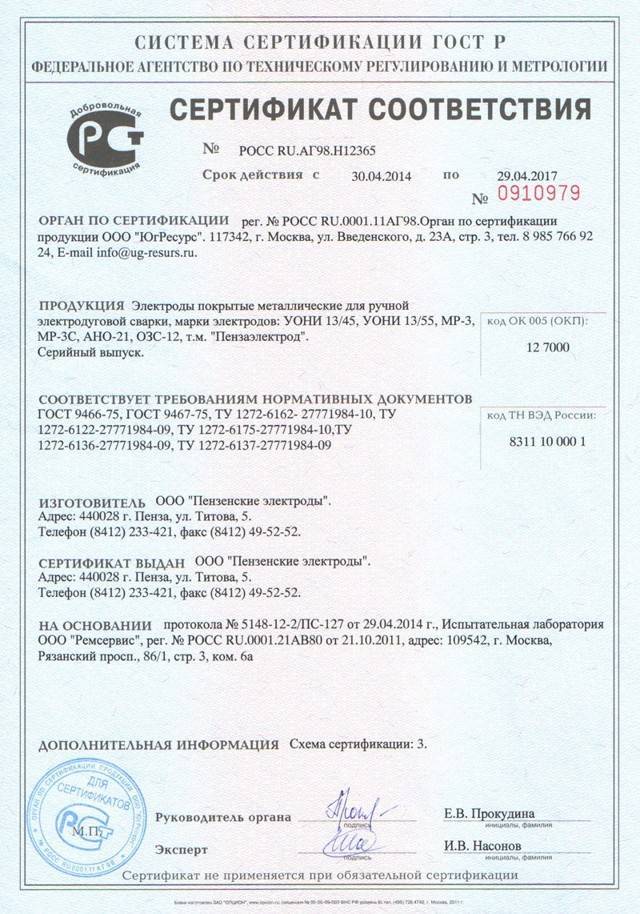
Сертификация качества
В России в настоящее время не требуется обязательной сертификации на сварочные электроды общего назначения. Однако потребитель может затребовать у изготовителя такой документ.
Сертификаты Морского и Речного Регистров требуются для сварочных материалов, которые применяют в соответствующих условиях. Сертификат Ростехнадзора требуется для материалов применяемых на опасных производствах.
Большинство предприятий добровольно сертифицируют свою продукцию, чтобы расширить рынок сбыта. Большая часть изделий типа Э42 выпускается с сертификатами.
Наличие сертификатов позволяет контролировать производителей и поставщиков на предмет качества. Сварные соединения, как правило, несут большую механическую нагрузку и поэтому все работы, связанные со сваркой, в конечном счете обходятся недешево. Поэтому все потребители должны быть заинтересованы в высоком качестве сварочных электродов.
Популярные производители
Из предприятий России: СпецЭлектрод (Москва), ЛЭЗ, СЗСМ, ООО Уральский электродный завод. Импортные: ESAB (Швеция), Lincoln Electric (США), Kobleco (Япония).
Обозначение
В России электроды обозначаются по ГОСТ’ам 9466-75 и 9467-75 (действующие). На странице “Маркировка сварочных электродов” смотрите что означают маркировки и расшифровку отдельных полей.
Все подробности характеристик (их достаточно много) находятся в указанных ГОСТ’ах.
Имейте в виду! Маркировка обязательно должна присутствовать на упаковке или обертке, в некоторых случаях предприятия даже маркируют сами электроды, нанося маркировку на покрытие.
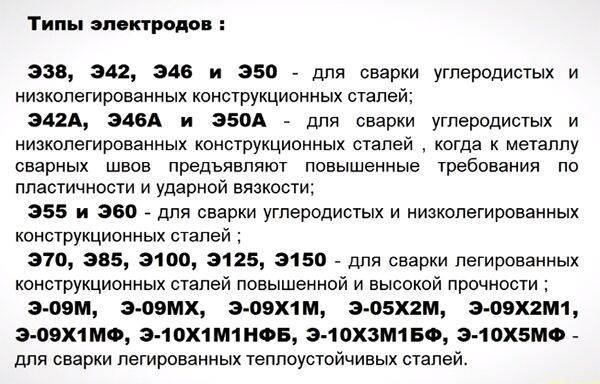
Для каких сталей
Электродами типа Э42 можно варить углеродистые и низколегированные стали, для большинства малонагруженных металлоконструкций. Нельзя использовать их при сварке вертикальных швов сверху вниз. Источник тока может быть как переменным, так и постоянным. В случае постоянного тока необходимо использовать обратную полярность. Шлак удаляется легко с любых швов.
Тип Э42, особенно АНО-6, часто используется при домашних сварочных работах. Дуга от них горит стабильно, зажигается без больших трудностей и хорошо поддается удержанию для сварщиков непрофессионалов.
Можно ли какие-то электроды этого типа использовать по нержавейке?
Нужно знать! Для типа Э42 нет марок, подходящих для сварки нержавеющих сталей.
Нержавеющие стали, для однородности шва, должны вариться проволокой из нержавеющей стали, содержащей хром и никель в соответствующих пропорциях. Если сварить нержавейку электродами типа Э42 то шов будет, как минимум, подвержен сильной коррозии и вся ценность нержавеющей стали в такой конструкции будет лишена смысла. Механические свойства шва окажутся также низкими. Смотрите тут про электроды по нержавейке.
Все марки электродов
Стоимость
Стоимость их находится в диапазоне от 65 до 70 рублей. Производителем в России является , расположенная в Москве. Также создают их на Уральском электронном заводе. Пользуются спросом не только в России, но и в других зарубежных странах. Благодаря сертификации продукт расширяет свой сбыт.

Аналоги электродов э42, такие как МР3, продаются от 60 рублей. Большим преимуществом э42 являются универсальные характеристики, которые позволяют проводить сварку над разными изделиями.
Применение
Но, несмотря на различия в марках, электроды типа Э42 все же имеют что-то общее. Все они предназначены для сварки углеродистых и низколегированных сталей. Не стоит применять их при сварке особо ответственных конструкций и вести вертикальный шов сверху вниз. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.

Не рекомендуется варить электродами э42 нержавеющую сталь, поскольку в составе таких электродов нет хрома и никеля в нужной пропорции. А без этих компонентов нержавейку варить нельзя. Вы можете провести эксперимент и попробовать сварить нержавеющую сталь электродами э42. В результате металл потеряет все свои антикоррозийные свойства и станет хрупким.
Выше мы уже писали, что электроды Э42 очень распространены. Данные стержни выпускает сразу несколько компаний, поэтому вы можете найти продукцию под свои задачи и кошелек. Логично, что в этой ситуации не приходится искать аналог э42
Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми
Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Если и Э42А вам не подходит, то ориентируйтесь на проволоку, из которой изготовлены электроды-аналоги. Узнайте, какой состав у стали, которую вы будете варить, и убедитесь, что электрод-аналог схож с металлом по своему составу. У Э42 чаще всего используется рутиловое покрытие, так что можете найти аналог еще и по этому критерию.
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46.00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.





Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными. Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие. Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.
Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Рекомендуем приобрести герметичный пенал для хранения ваших электродов. Так они сохранят все свои эксплуатационные характеристики, не будут крошиться или отсыревать. Необязательно покупать пенал, если вы не располагаете нужными средствами. Сделайте его из пластиковой трубы.
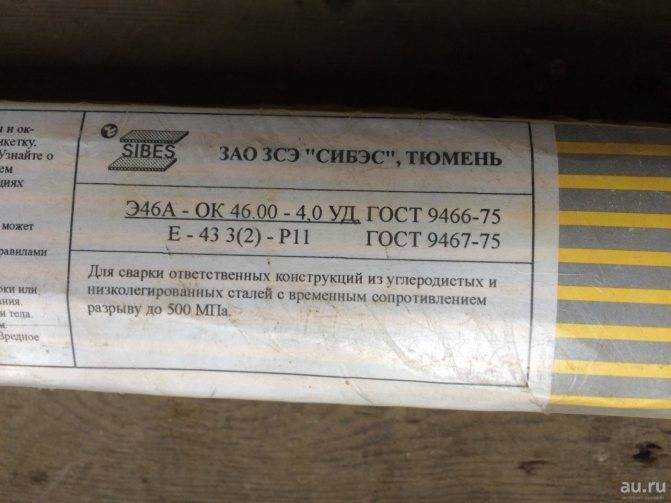
Электроды Э46а
Для сварки стальных изделий, когда к металлу шва предъявляются повышенные требования, касающиеся ударной вязкости и относительного удлинения, находят применение электроды типа Э46а марки. Они являются расходниками этого вида, имеющиеся улучшенные свойства. Могут применяться при сварке конструкций из толстых листов, в положениях, неудобных для сварщика, при монтаже на строительных площадях.
К такому виду относится целый ряд различных марок. Марка электрода Э46а используется для сварки стальных изделий с высокими требованиями к пластичности. Пример обозначения:
Цифра 3,0 означается размер диаметра электрода этой марки. Отличие от Э46 заключается в показателях пластичности, которые являются более высокими. Их предпочитают, когда предстоит сварка конструкций, которым предстоит эксплуатироваться при низких показателях температуры и механических нагрузках, имеющих переменное значение. Примером являются холодильные установки.
Область применения
Электроды типа Э42 всех марок широко распространены при монтаже промышленных металлоконструкций. Причина в том, что в промышленности и в строительстве, на практике, происходит работа со сталями, содержащими небольшое количество углерода в своем химическом составе. А это является условием применения изделий этого типа по ГОСТу.
Э42 допускается использовать для сварки тонких труб газопровода и водопровода при условии их эксплуатации с относительно низким давлением.
Этими изделиями могут пользоваться как профессионалы, так и начинающие сварщики. Их можно использовать в частных мастерских и в гаражах, если есть сварочный трансформатор.
К преимуществам этих стержней надо отнести их доступность на рынке, так как стоимость вполне приемлема около 70 рублей за килограмм.
Рекомендуемые производители:
- Гранит.
- Патон.
- Вистек.
- Плазматик.
- MaxWeld.
- Френзе-Электрод.
Электроды Э42 надежно обеспечивают постоянную работу дуги, однородное расплавление металла и непрерывный перенос его в сварочную ванну. А также хорошее образование шва, незначительное разбрызгивание металла, легкое удаление шлака с поверхности шва и минимальную токсичность газов, образующихся в процессе сварки.
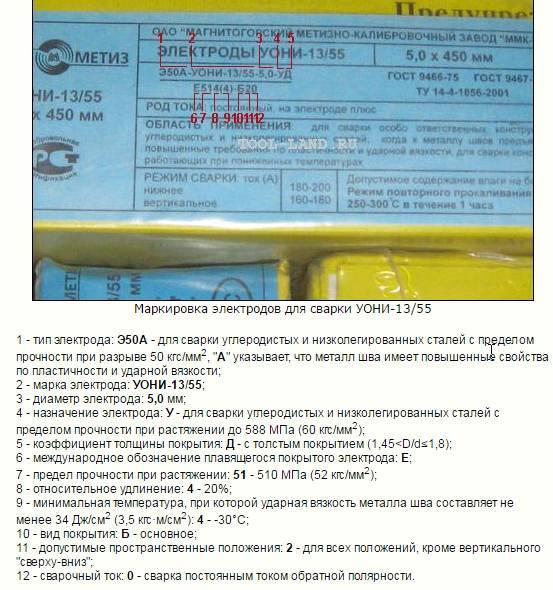
Расшифровка обозначения
На любой упаковке электродов имеется его обозначение. Знание «зашифрованных» составляющих обозначения поможет осуществить правильный выбор для конкретной сварочной работы. В обозначении имеются сведения о типе электрода, его марке, величина диаметра поперечного сечения, толщина покрытия, указания на прочностные характеристики, вид покрытия, вид допустимых положений электрода при сварке, рекомендуемые ток и полярность.

Важным указанием является тип электрода. Он показывает прочностную характеристику. Так, отличие электродов Э42 и Э46 заключается в том, что в первом случае прочность наплавленного металла шва составляет 420 Мпа, а во втором – 460 Мпа. Зная, какую сварочную работу предстоит выполнить, и какими характеристиками должен обладать будущий шов, следует осуществлять выбор между существующими моделями.
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.

Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Данные сведены в таблицу:
Рекомендуем к прочтению Как используются графитовые электроды
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.

Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги – 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).

Расходники Э42 не подходят для вертикальных швов. В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность – менее 50%.
- Показания на термометре – не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.

Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал. П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
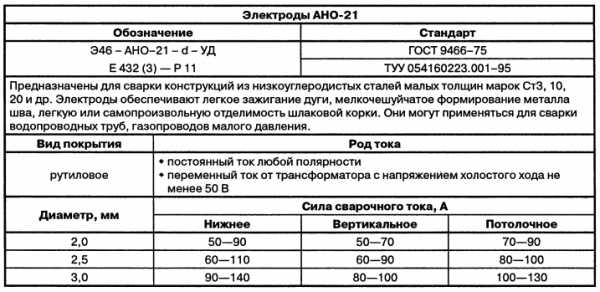
Рекомендуем к прочтению Описание электродов АНО-21
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.

Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
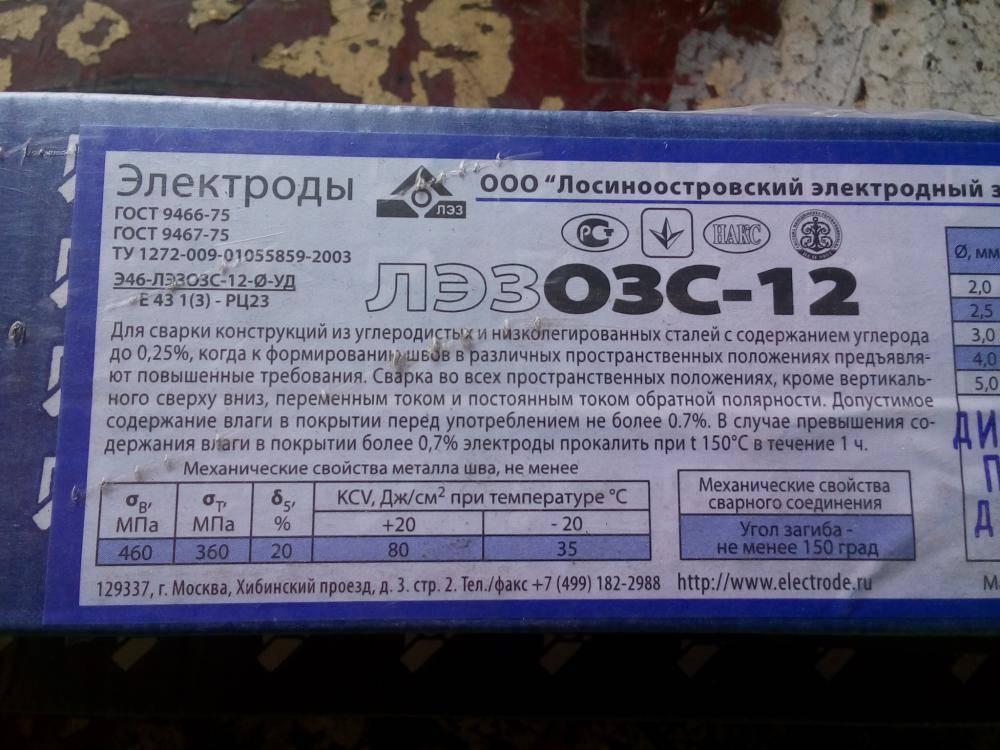
Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.
Электроды типа Э42
Время чтения: ≈5 минут
Электродуговая сварка немыслима без электрода. От него зависит, с каким металлом вы можете работать, какую силу тока можете использовать, и каков будет конечный результат. Существует несколько десятков типов электродов, к которым относятся свои марки.

Электрод типа Э 42 широко применяется как в профессиональной, так и в домашней сварке. Поэтому мы решили рассказать вам все об этом типе электродов. В этой статье вы узнаете, какие марки относятся к Э42, в каких случаях применение таких электродов нежелательно, как выбирать и правильно хранить стержни для сварки.
Описание и сфера применения
Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.

Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды. Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.
Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений).
Рутиловую
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.

Кислые электроды содержат оксиды железа, кремния и марганца. Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
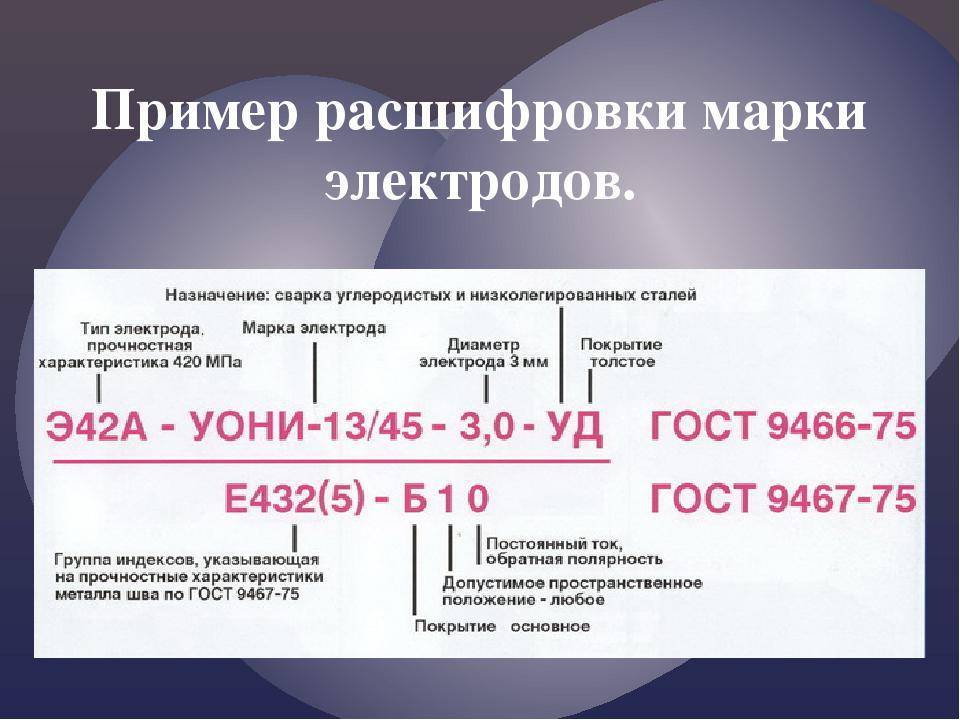
Расшифровка маркировок
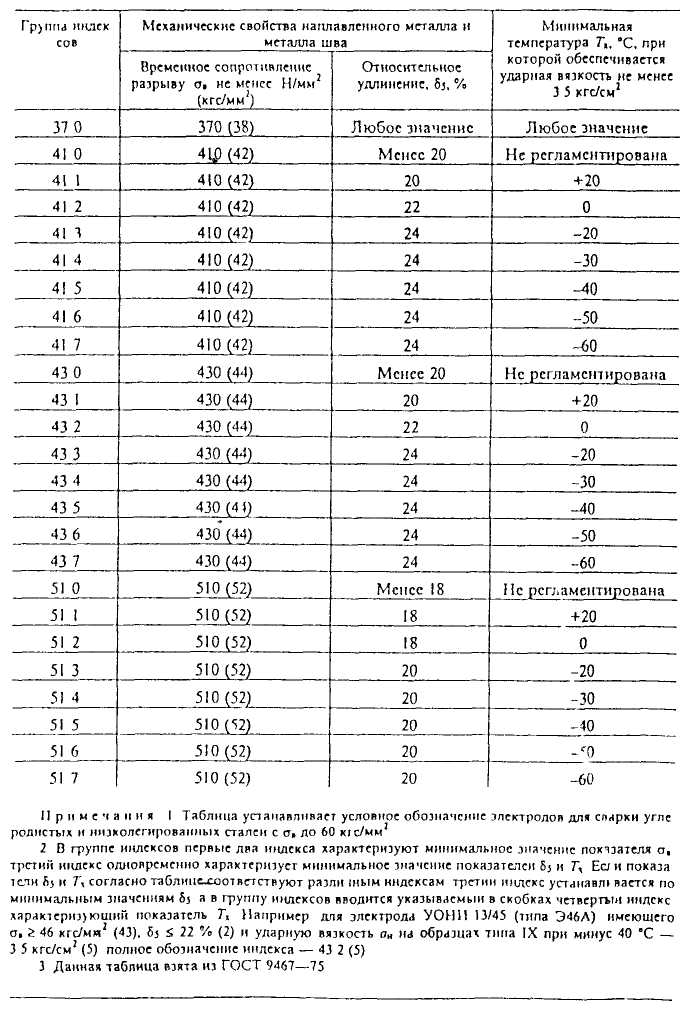
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 – временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
Рекомендуем к прочтению Характеристики и эксплуатация неплавящихся электродов
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 – выполнено из сварочной проволоки диаметром 4 мм.
- У – предназначено для сварки углеродистой стали.
- Д – имеет толстое покрытие. Другие варианты: С – среднее, М – тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.

Расшифровка наименований электродов.
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
Технические показатели
Изделия типа Э42 соответствуют ГОСТ 9466 и ГОСТ 9467 . Сварка осуществляется постоянным и переменным током.
Выбор конкретной марки определяется типом покрытия стержня. Покрытие Э42 может быть кислым или рутиловым.
Металл шва, произведенного электродом с кислым покрытием, имеет склонность к образованию трещин. Если шов выполнен изделием с рутиловым покрытием, его металл не образует трещин и соответствует спокойной или полуспокойной стали.
Благодаря покрытию стержень хорошо переносит воздействие на него газов — азота и кислорода, выделяющихся при сварке. Покрытие обеспечивает поддержание горения дуги и обогащает сплав необходимыми легирующими компонентами.
https://youtube.com/watch?v=wkx2TUgIPhQ
Основные параметры характеристики Э42:
- Временное сопротивление разрыву.
- Ударная вязкость.
- Относительное удлинение.
- Угол изгиба.
Химический состав электродов Э42: углерод — 0.08%, марганец — 0.7%, кремний — 0.1%, сера — 0.035%, фосфор — 0.035%.
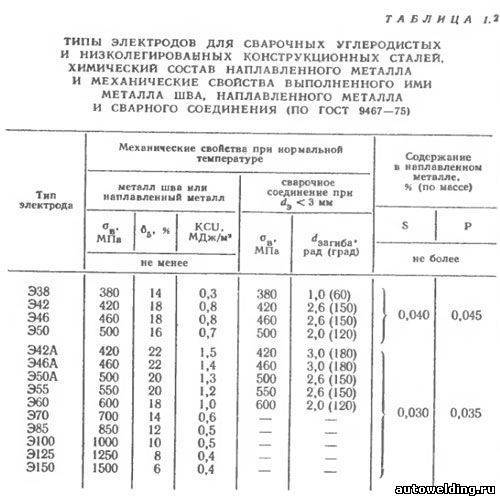

Свойства электродов Э42:
- Временное сопротивление разрыву — 420 МПа.
- Длина стержня диаметром 4 мм — 450 сантиметров.
- Сварка производится при температуре от (- 20 градусов) до (+ 20 градусов).
- На 1.6 кг наплава расходуется 1 кг подсобного материала.
- Ударная вязкость шва 150 Дж/кв.см при температуре (+20), при (-40) она составляет 35 Дж/кв. см.
- Удлинение шва не более 22%.
Особенности электродов Э42
Сварка металлоконструкций осуществляется во всех положениях, кроме вертикального положения сверху вниз. Это требование при маркировке стержней обозначается цифрой «2».
Для шва, производимого электродом диаметром 4 мм Э42, присуща однородность и отсутствие пустот.
Шлаковая корка, полученная в результате образования шва, легко удаляется.
В процессе сварки горячий наплавляемый материал не растекается.
При применении электродов Э42 происходит быстрое воспламенение дуги. Она отличается стабильностью.
Шов прочный и пластичный.
Используя стержни типа Э42 можно сваривать заржавевшие и мокрые металлы.
Качество сварки высокое, не зависит от длины дуги и скачков напряжения в сети.
Если используется переменный ток, необходимо, чтобы сварка производилась на обратной полярности.
Стержни следует подбирать по требуемым материалам и конкретным условиям работ. Для того чтобы выбор был правильным, необходимо знать толщину свариваемого металла, марку стали, тип электрического тока и положение сварки.
https://youtube.com/watch?v=neMXjs3dtng
Характеристики электродов
Сто газпром 2-2.2-136-2007 инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. часть i
Расходники изготавливаются из сварочной проволоки Св-08 или Св-08А (ГОСТ 2246-70). Ее длина составляет 45 см.
ГОСТ и другие требования
Необходимые технические характеристики и правила обозначения для электродов приведены в ГОСТ 9466-75 и 9467-75. Согласно этим документам, производитель обязан наносить маркировку на упаковку. Некоторые компании указывают ее и на самом изделии.
К какому металлу применяется
Расходники Э42 используются для сварки следующих видов сталей:
- углеродистой;
- низколегированной, например марок 09Г2 и 14Г2.

Расходники Э42 используются для сварки углеродистой стали. Для работы с медью и прочими цветными металлами они не подходят.
Физические и химические свойства шва
Состав электрода и его покрытия должны обеспечить следующие показатели:
- Временное сопротивление разрыву — 42 кгс/кв. мм.
- Относительное удлинение — до 22%.
- Ударную вязкость (сопротивление хрупкому разрушению, хладноломкость) — 150 Дж/кв. см при +20°С и 35 при -40°C.
- Наплавочный коэффициент — 10 г/А*ч.
- Расход на 1 кг шва — 1,6 (кг).
Содержание химических элементов в стержне изделия:
- Углерод (C) — 0,08%.
- Марганец (Mn) — 0,7%.
- Кремний (Si) — 0,1%.
- Сера (S) — 0,035%.
- Фосфор (P) — 0,035%.

Сварочные электроды необходимы при создании конструкций из металла.
Рабочий диапазон температур — от -20°C до +20°C.
Для электродов менее 3 мм
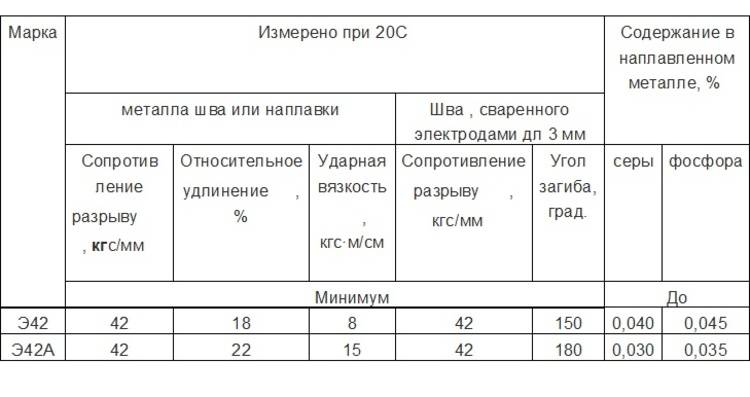
Расход на 1 кг шва составляет 1,6 кг, а угол загиба — 150°.
Доля химических элементов в металле шва или наплавке:
- серы — не более 0,04%;
- фосфора — до 0,045%.
Временное сопротивление разрыву — 42 кгс/кв. см.





