

Как узнать
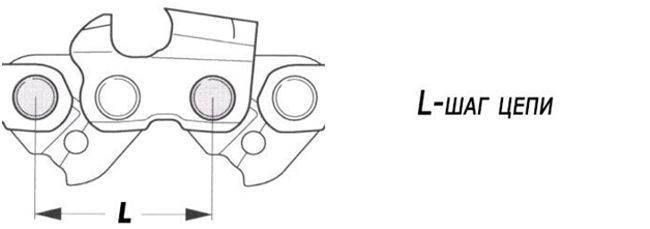
Есть несколько способов узнать шаг цепи:
- Посмотреть значение шага на пильной шине. Производители пильной гарнитуры, обязательно указывают длину шины, ширину паза и шаг ведомой звездочки на хвостовике пильного полотна.
- Измерить расстояние между хвостовиками соседних зубьев или центрами трех соседних заклепок.
- Способ, который подходит для цепей в фирменной упаковке, это посмотреть характеристики цепи на коробке.
На фирменной упаковке цепей Штиль указана исчерпывающая информация о продукции, ознакомившись с которой можно узнать не только расстояние между соседними звеньями, но и тип зубьев, ширину звена, рекомендованный размер напильника для заточки.
Особенности снятия со скоростного велосипеда
При необходимости снять кассету со скоростного велосипеда нужно внимательно ознакомиться с рядом особенностей и нюансов, характерных для этой процедуры. Так, например, можно столкнуться с определенными трудностями при разборке звездочек на шести- и семискоростном велосипеде. Для каждого случая есть свое решение проблемы.
С 7 звездочками
Чтобы выполнить демонтаж, надо заранее убедиться в наличии стопорного кольца и ознакомиться с технологией зажима всех звездочек между собой. В бюджетных моделях трансмиссии звездочки не прикручены, а жестко соединены с помощью заклепок. Необслуживаемые экземпляры можно сразу же выбросить, если с их зубьями что-то случится.

С 6 звездочками
Шестискоростной набор — это, в подавляющем большинстве случаев, трещотки. Для выполнения этой процедуры необходимо использовать ключ 15 мм — чтобы избавиться от заднего колеса, и ключ 17 мм — для откручивания гаек на оси. Далее для снятия заднего набора звездочек с велосипеда нужно придерживаться инструкции:
- Снятие подшипникового конуса.
- Снятие подшипника с противоположной стороны втулки.
- Снятие оси с подшипником и конусом. Если старые элементы втулки вышли из строя, у владельца велосипеда появляется отличный повод установить новый ремкомплект.
- Установка в шлицы съемника для кассеты.
- Установка хлыста на наиболее легкую (большую) звезду.
- Вращение звезды в направлении по часовой стрелке.
Последний этап — вращение съемника против часовой стрелки с помощью головки или разводного ключа.

Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
3 ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ЗВЕЗДОЧЕК ЦЕПЕЙ
Звездочки цепей имеют стандартизованный профиль, определяемых типоразмером цепи. На чертежах дают изображение звездочек в разрезе с необходимыми размерами и помещают таблицу, состоящую из трех частей, которые отделяют друг от друга сплошной основной линией.
В первой части таблицы приводят обозначение сопрягаемой цепи с указанием стандарта на нее, во второй части — данные звездочки, в третьей — справочные данные.
Таблицу параметров приводят в правом верхнем углу чертежа.
При выполнении чертежа блока звездочек в одной таблице указывают необходимые данные для каждого типа звездочек. Венцы обозначают прописными буквами русского алфавита. В неиспользованных графах таблицы ставят прочерк.
На чертеже звездочки, имеющей профиль, частично отличающийся от стандартизованного, помещают изображение профиля зуба (см. рис. 8.17). На изображении профиля указывают диаметр окружности, ограничивающей стандартизованную часть профиля:
наносят все необходимые размеры для изготовления нестан- дартизованной части профиля или оговаривают эту часть профиля в технических требованиях чертежа;
стандартизованную часть профиля выделяют пггрихпунктирной утолщенной линией.
Предельные отклонения диаметра отверстия ступицы не ниже
Звездочки к приводным роликовым и втулочным цепям по ГОСТ 13568—75 и ГОСТ 21834—76 выполняют по , профиль зуба звездочек — по . Геометрическая характеристика зацепления X. « 2 (7. = t/D4), где I — шаг цепи; Ц, — диаметр элемента зацепления цепей — втулки, ролика.
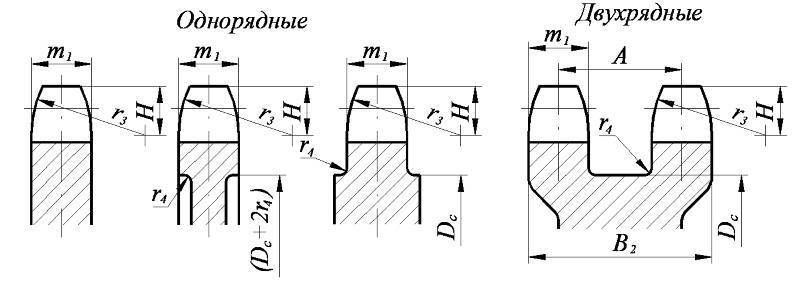
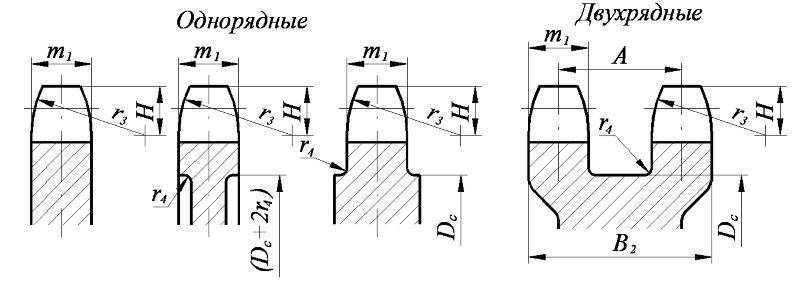
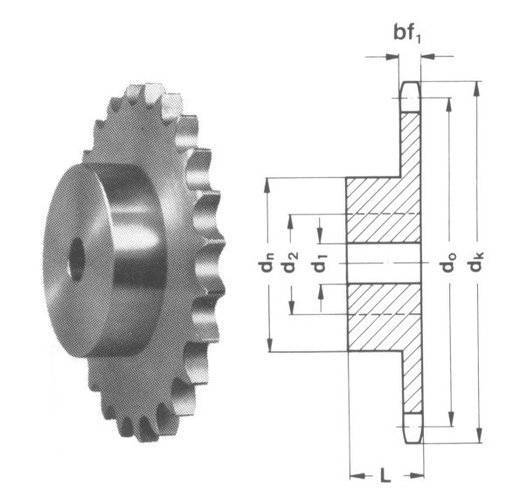
На изображении звездочки (рис. 8.13) указывают: ширину зуба звездочки Ь,, Ь2; ширину венца (для многорядной звездочки) В2, В3; радиус закругления зуба (в осевой плоскости) г3; расстояние от вершины зуба до линии центров дуг закруглений (в осевой плоскости) h3; диаметр обода (наибольший) Д.; радиус закругления у границы обода (при необходимости) г4; диаметр окружности выступов De; шероховатость поверхности зубьев Ra не более 6,3 мкм для окружной скорости до 8 м/с и не более 3,2 мкм для окружной скорости свыше 8 м/с.
Рис. 8.13. Параметры, указываемые на осевом разрезе однорядной (а—в), трехрядной (г) и двухрядной (д) звездочек
Пример изображения звездочки и таблица параметров к нему приведены на рис. 8.14 (7 —3 — части таблицы).
Вместо указанных в таблице параметров могут быть приведены: диаметр d, втулки (вместо диаметра D ролика); надпись Со смещением (вместо Без смещения)] размер наибольшей хорды Lx и предельные отклонения (для звездочек с нечетным числом зубьев вместо Ц); расстояние А между рядами для многорядной цепи. При необходимости указывают и другие справочные данные, относящиеся к элементам зацепления.
В особо точных кинематических реверсивных передачах с одно- и двухрядными цепями рекомендуется применять звездочки с профилем без смещения центров дуг впадин. В остальных случаях — со смещением центров дуг впадин.
Звездочки для пластинчатых цепей тяговых по ГОСТ 588—81, грузовых по ГОСТ 191 —82, а также для приводных роликовых цепей
Рис. 8.14. Пример изображения звездочки к приводной роликовой или втулочной цепи
Рис. 8.15. Осевое сечение (разрез) венца звездочки для пластинчатых цепей:
а—в — однорядной исполнения 1,2. 3; г — двухрядной исполнения 4 (повторяющиеся размеры на изображениях б, в, г не указаны)
по ГОСТ 13568—75, работающих при скоростях до 5 м/с, и транспортерных цепей на базе цепей типа ПРД по ГОСТ 13568—75 выполняют по , их профиль — по .
На чертеже звездочки, имеющей стандартизованный профиль зуба, помещают осевое сечение (или разрез) звездочки (рис. 8.15 и 8.16) с указанием размеров и таблицу параметров. На рис. 8.16
Рис. 8.16. Пример чертежа звездочки для пластинчатых тяговых цепей
Рис. 8.17. Пример изображения профиля звездочки для пластинчатых цепей с нестандартизован- ными участками
таблица параметров дана для звездочек пластинчатых тяговых цепей.
Для звездочек грузовых цепей указывают: число зубьев z; диаметр вспомогательной окружности DR; радиус впадин зубьев г, радиус головки зуба R; профиль зуба со ссылкой на соответствующий стандарт.
Пример изображения профиля звездочки с нестандартизован- ными участками приведен на рис. 8.17. Стандартизованные участки профиля отмечены штрихпунктирной утолщенной линией.
Параметры выбора звездочек
Приведенная выше информация определяет то, что звездочка цепной передачи характеризуется довольно большим количеством различных свойств, которые должны учитываться при выборе наиболее подходящего варианта исполнения. Рекомендациями по выбору назовем следующее:
Наружный диаметр. Этот параметр определяет то, какой длины устанавливается приводная цепь и какое усилие может передаваться. Показатель наружного диаметра варьирует в достаточно большом диапазоне. Кроме этого, слишком большой диаметр не позволяет проводить установку в конкретном случае. При различных диаметрах звездочки проводится понижение или повышение количества передаваемых оборотов.
Оптимальное передаточное отношение. Довольно большое распространение получило понятие передаточного отношения звездочки. Это значение определяет то, сколько зубьев ведущего элемента приходится на зубья ведомого. Для определения подобного показателя применяются специальные формулы.
Диаметр внутреннего посадочного отверстия также имеет значение. Этот показатель во многом зависит от наружного диаметра, также варьирует в достаточно большом диапазоне
При выборе рекомендуется уделять внимание и размерам шпоночной выемки.
Тип применяемого материала при изготовлении изделия может оказывать влияние на эксплуатационные характеристики. В большинстве случаев применяется углеродистая сталь, которая обладает достаточной прочностью и износоустойчивостью
В последнее время большое распространение получили изделия из легированных сплавов, так как они более устойчивы к воздействию повышенной влажности. В большинстве случаев проводится термическая обработка для существенного повышения эксплуатационных характеристик.
Форма зуба в большинстве случаев стандартная. По этому признаку выбирается изделие крайне редко.
В продаже встречается просто огромное количество различных вариантов исполнения звездочек для приводных цепей. При выборе проводится визуальный осмотр, в ходе которого выявляют:
- Отсутствие дефектов. Есть вероятность того, что при производстве были допущены ошибки, которые становятся причиной появления трещин, выемок и других дефектов. Они могут негативно отразиться на прочности и других эксплуатационных характеристиках.
- Точность геометрической формы. Этот момент проверить достаточно сложно, так как даже отклонение в несколько миллиметров может стать причиной возникновения биения и других проблем. Визуально подобный дефект практически не выявить.
- Неравномерность оттенка металла указывает на то, что термическая или другая обработка была проведена с нарушениями. Именно поэтому рекомендуется отдавать предпочтение вариантам исполнения с однородным цветом.
В целом можно сказать, что заусенцы и другие дефекты указывают на низкое качество детали
Именно поэтому следует уделять внимание другим приводным звездочкам, которые на вид выглядят идеально. Основные параметры звездочек во многом определяют эксплуатационные характеристики механизма
Звездочки для цепей
Звездочки для приводных цепей представлены профилированными колесами, которые на поверхности имеют зубья. Эти элементы изделия предназначены для зацепления с приводной цепью на момент ее эксплуатации. Особенности заключаются в нижеприведенных моментах:
- Изделие отличается от стандартных зубчатых колес и шкивов. При этом отличия заметны визуально.
- Форма зуба характеризуется тем, что она не предназначена для непосредственного зацепления и контакта на момент эксплуатации.
- При изготовлении звездочек применяется металл, характеризующийся повышенной устойчивостью к износу.
- Основной характеристикой можно назвать количество зубьев. При этом производятся однорядные и многорядные варианты исполнения.
Подобное изделие сегодня получило широкое распространение, применяется в качестве основного элемента при создании различных механизмов.
Преимущества универсальной конструкции звездочек
Универсальные варианты исполнения рассматриваемого изделия получили весьма широкое распространение. Особенности конструкции звездочек характеризуются следующими достоинствами:
- Универсальность в применении. Существует довольно большое количество различных механизмов с цепью, которые работают за счет цепного привода. При этом не имеет значение то, для какой цели проводится передача усилия.
- Длительный эксплуатационный срок. Применение стали определяет то, что зубья выдерживается длительную эксплуатацию для повышения основных эксплуатационных характеристик проводится закалка и отпуск, а также внесение различных веществ для изменения прочности.
- Высокая устойчивость к воздействию окружающей среды. Как правило, при изготовлении звездочки используется сталь, которая в составе имеет легирующие элементы. К примеру, повышенная концентрация хрома становится причиной коррозионной стойкости.
- Надежность в эксплуатации. Звездочка с правильными параметрами обеспечивает надежную передачу усилия или вращения.
Универсальные приводные элементы для приводных цепей можно встретить в продаже в специализированных магазинах.
Именно поэтому часто механизм смазывается моторным маслом или другим подобным веществом, которые способны повысить степень защиты поверхности от воздействия окружающей среды и снижения степени износа.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Звездочки для цепей
Звездочки для приводных цепей представлены профилированными колесами, которые на поверхности имеют зубья. Эти элементы изделия предназначены для зацепления с приводной цепью на момент ее эксплуатации. Особенности заключаются в нижеприведенных моментах:









- Изделие отличается от стандартных зубчатых колес и шкивов. При этом отличия заметны визуально.
- Форма зуба характеризуется тем, что она не предназначена для непосредственного зацепления и контакта на момент эксплуатации.
- При изготовлении звездочек применяется металл, характеризующийся повышенной устойчивостью к износу.
- Основной характеристикой можно назвать количество зубьев. При этом производятся однорядные и многорядные варианты исполнения.
Подобное изделие сегодня получило широкое распространение, применяется в качестве основного элемента при создании различных механизмов.
Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
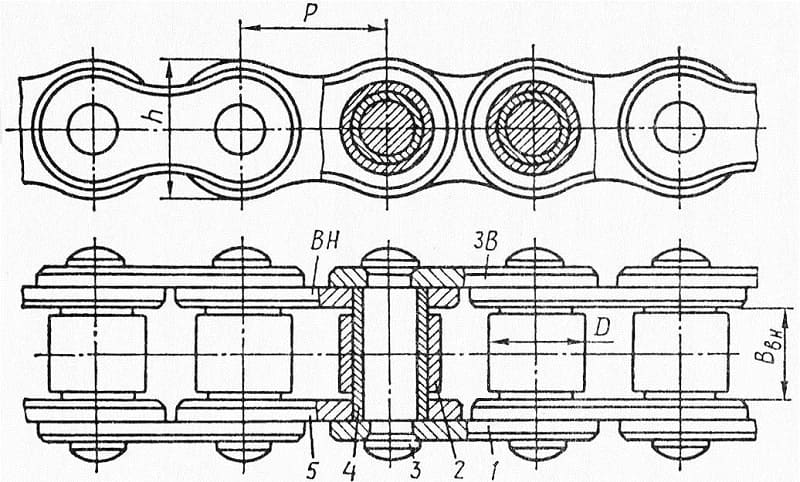
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;
Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:
- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.
При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Параметры выбора звездочек
Приведенная выше информация определяет то, что звездочка цепной передачи характеризуется довольно большим количеством различных свойств, которые должны учитываться при выборе наиболее подходящего варианта исполнения. Рекомендациями по выбору назовем следующее:
Наружный диаметр. Этот параметр определяет то, какой длины устанавливается приводная цепь и какое усилие может передаваться. Показатель наружного диаметра варьирует в достаточно большом диапазоне. Кроме этого, слишком большой диаметр не позволяет проводить установку в конкретном случае. При различных диаметрах звездочки проводится понижение или повышение количества передаваемых оборотов. Оптимальное передаточное отношение. Довольно большое распространение получило понятие передаточного отношения звездочки. Это значение определяет то, сколько зубьев ведущего элемента приходится на зубья ведомого. Для определения подобного показателя применяются специальные формулы. Диаметр внутреннего посадочного отверстия также имеет значение. Этот показатель во многом зависит от наружного диаметра, также варьирует в достаточно большом диапазоне
При выборе рекомендуется уделять внимание и размерам шпоночной выемки. Тип применяемого материала при изготовлении изделия может оказывать влияние на эксплуатационные характеристики. В большинстве случаев применяется углеродистая сталь, которая обладает достаточной прочностью и износоустойчивостью
В большинстве случаев применяется углеродистая сталь, которая обладает достаточной прочностью и износоустойчивостью
В последнее время большое распространение получили изделия из легированных сплавов, так как они более устойчивы к воздействию повышенной влажности. В большинстве случаев проводится термическая обработка для существенного повышения эксплуатационных характеристик. Форма зуба в большинстве случаев стандартная. По этому признаку выбирается изделие крайне редко.

В продаже встречается просто огромное количество различных вариантов исполнения звездочек для приводных цепей. При выборе проводится визуальный осмотр, в ходе которого выявляют:
- Отсутствие дефектов. Есть вероятность того, что при производстве были допущены ошибки, которые становятся причиной появления трещин, выемок и других дефектов. Они могут негативно отразиться на прочности и других эксплуатационных характеристиках.
- Точность геометрической формы. Этот момент проверить достаточно сложно, так как даже отклонение в несколько миллиметров может стать причиной возникновения биения и других проблем. Визуально подобный дефект практически не выявить.
- Неравномерность оттенка металла указывает на то, что термическая или другая обработка была проведена с нарушениями. Именно поэтому рекомендуется отдавать предпочтение вариантам исполнения с однородным цветом.
В целом можно сказать, что заусенцы и другие дефекты указывают на низкое качество детали
Именно поэтому следует уделять внимание другим приводным звездочкам, которые на вид выглядят идеально. Основные параметры звездочек во многом определяют эксплуатационные характеристики механизма
Звездочки для цепей
Звездочки для приводных цепей представлены профилированными колесами, которые на поверхности имеют зубья. Эти элементы изделия предназначены для зацепления с приводной цепью на момент ее эксплуатации. Особенности заключаются в нижеприведенных моментах:
- Изделие отличается от стандартных зубчатых колес и шкивов. При этом отличия заметны визуально.
- Форма зуба характеризуется тем, что она не предназначена для непосредственного зацепления и контакта на момент эксплуатации.
- При изготовлении звездочек применяется металл, характеризующийся повышенной устойчивостью к износу.
- Основной характеристикой можно назвать количество зубьев. При этом производятся однорядные и многорядные варианты исполнения.
Подобное изделие сегодня получило широкое распространение, применяется в качестве основного элемента при создании различных механизмов.
ГОСТ 2.408-68 ЕСКД. Правила выполнения рабочих чертежей звездочек приводных роликовых и втулочных цепей
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ РАЗЛИЧНЫХ ИЗДЕЛИЙ
ПРАВИЛА ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ ЗВЕЗДОЧЕК ПРИВОДНЫХ РОЛИКОВЫХ И ВТУЛОЧНЫХ ЦЕПЕЙ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Единая система конструкторской документации
ПРАВИЛА ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ ЗВЕЗДОЧЕК ПРИВОДНЫХ РОЛИКОВЫХ И ВТУЛОЧНЫХ ЦЕПЕЙ
Unified system for design documentation. Rules for making working drawings of sprocket wheels for roller and sleeve-type chains
Дата введения 01.01.71
1. Настоящий стандарт устанавливает правила выполнения элементов зацепления на рабочих чертежах звездочек для приводных роликовых и втулочных цепей с профилем зубьев по ГОСТ 591 .
2. Рабочие чертежи звездочек приводных роликовых и втулочных цепей должны быть выполнены в соответствии с требованиями стандартов Единой системы конструкторской документации и настоящего стандарта.
3. На изображении звездочки (черт. 1 — 3 ) указывают:
ширину зуба звездочки;
ширину венца (для многорядной звездочки);
радиус закругления зуба (в осевой плоскости);
расстояние от вершины зуба до линии центров дуг закруглений (в осевой плоскости);
диаметр обода (наибольший);
радиус закругления у границы обода (при необходимости);
диаметр окружности выступов;
шероховатость поверхности профиля зубьев, торцовых поверхностей зубьев, поверхности выступов и шероховатость поверхностей закругления зубьев (в осевой плоскости).
4. На чертеже звездочки в правом верхнем углу помещают таблицу параметров. Размеры граф таблицы, а также размеры, определяющие расположение таблицы на поле чертежа, приведены на черт. 1 .
5. Таблица параметров зубчатого венца звездочки состоит из трех частей, которые отделяют друг от друга сплошными основными линиями:
первая часть — основные данные (для изготовления);
вторая часть — данные для контроля;
третья часть — справочные данные (см. черт. 1 — 3).
6. В первой части таблицы параметров приводят:
число зубьев звездочки z;
параметры сопрягаемой цепи: шаг t и диаметр ролика d3 или втулки d2;
профиль зуба по ГОСТ 591 надписью: «Со смещением» или «Без смещения» (центров дуг впадин);
группа точности по ГОСТ 591.
7. Во второй части таблицы параметров приводят:
размер диаметра окружности впадин Di и предельные отклонения (для звездочек с четным числом зубьев) или размер наибольшей хорды Lx и предельные отклонения (для звездочек с нечетным числом зубьев);
допуск на разность шагов;
допуск радиального биения окружности впадин;
допуск торцового биения зубчатого венца.
8. В третьей части таблицы параметров приводят:
диаметр делительной окружности dд;
ширину внутренней пластины цепи h;
расстояние между внутренними пластинами цепи b3;
для многорядной цепи — расстояние между рядами цепи А;
число рядов цепи.
При необходимости указывают и другие справочные данные, относящиеся к элементам зацепления.
6 — 8. (Измененная редакция, Изм. № 2).
9. Если звездочка состоит из нескольких зубчатых венцов, отличных по числу зубьев или по числу зубьев и шагу цепи, то значения параметров указывают в таблице параметров для каждого венца в отдельных графах. Каждый зубчатый венец и соответствующую графу (колонку) таблицы обозначают прописными буквами русского алфавита (см. черт. 3 ).
10. Неиспользуемые графы таблицы параметров исключают или прочеркивают.
11. Примеры выполнения элементов зацепления на рабочих чертежах звездочек приведены на черт. 1 — 3 .










Пример выполнения зубчатого венца звездочки для приводной роликовой однорядной нормальной цепи
* Размер для справок.
Пример выполнения чертежа зубчатых венцов звездочки для приводной роликовой трехрядной цепи
* Размер для справок.
Пример выполнения чертежа зубчатых венцов блока звездочек для однорядных цепей
* Размер для справок.
(Измененная редакция, Изм. № 2).
1. РАЗРАБОТАН И ВНЕСЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР
В.Р. Верченко, Я.Г. Старожилец, Ю.И. Степанов, В.И. Дозорцев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 19.06.68 № 948
Изменение № 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 8 от 12.10.95)
Зарегистрировано Техническим секретариатом МГС № 1777
За принятие изменения проголосовали:
Наименование национального органа стандартизации
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
Снимаем кассету
Для начала вам необходимо снять колесо с велосипеда. Используйте ключи или шестигранники, думаем с этим вы справитесь без проблем. Следующим шагом нужно поставить колесо перед собой, чтобы перед вашим лицом виднелась стопорная гайка кассеты.

Видите надпись «LOCK>40N*m»? Вот она-то нам и нужна! Стрелкой показано направление затяжки стопорной гайки, по часовой стрелке. Нам нужно открутить её против часовой стрелки. Возможно придётся приложить немало усилий, чтобы сорвать её с места, но не переживайте, это нормально. Всё из-за небольших шлицов на самой маленькой звезде и стопорной гайке. Они там для того, чтобы гайка случайно не открутилась во время катания. Так же между гайкой и звездой может быть тонкая шайба, не потеряйте её, когда будете снимать.
Выбор по нескольким критериям
Кассеты для велосипедов можно разделить в соответствии со следующими критериями:
- материал изготовления;
- количество звезд и их диапазон;
- совместимость с различными типами велосипедов;
- конструкции.
Материалом для изготовления может служить:
- Сталь — основной материал для изготовления большинства крепких велосипедных узлов. Детали из неё отличаются оптимальным соотношением прочности и стоимости. Для защиты от коррозионного разрушения готовые изделия хромируют — делают блестящими, никелируют — покрывают желтым металлом, или воронят — чернят в масле.
- Алюминий имеет наименьшую плотность из всех металлов. Детали, изготовленные из его сплавов, самые легкие, но по прочности и сроку службы уступают стальным. К тому же, алюминиевые кассеты дороже стальных. Анодированные детали из алюминия имеют особую популярность у фанатов снижения веса велосипеда по максимуму — вейтвиннеров.
- Титан хотя и тяжелее алюминия, но легче стали. Он имеет достаточную прочность для долгой работы любых сильно нагруженных велосипедных узлов. Этот материал и его сплавы не ржавеют. Минус один — высокая стоимость изделий из него. Если у вас нет цели максимально уменьшить вес велосипеда, то лучше приобрести самую передовую кассету из стали за такие деньги, которая выдержит больше и прослужит дольше.
Велосипедная кассета может быть набрана из разного числа звезд:
- 7 — можно увидеть на старых велосипедах, тех же годов выпуска, что и у экземпляров с трещоткой.
- 8–10 — самые распространенные, применяемые сегодня на многих велосипедах, от горных до шоссейных.
- 11 — производства Campagnolo. Поставить их можно лишь на втулки этой фирмы.
Количество звезд и их диапазон указывается в маркировке кассеты. Например, надпись «11-36T, 10 speed» означает, что наименьшая звезда имеет 11 зубов, наибольшая — 36, а всего их 10 штук.
Количество и диапазон звездочек кассеты определяет совместимость с конкретным типом велосипеда:
- Горные. Задние узлы трансмиссии с 8–10 звездами. Наименьшая должна иметь 11–12, самая большая — 28–36 зубов.
- Шоссейные. Кассеты, имеющие самые маленькие звездочки с 11, наибольшие — с 22–27 зубьями. Навесное оборудование Campagnolo с 11 звездами сочетается только с велосипедами этого типа.
- Городские, кроссовые, складные. Подходят устройства с наименьшей звездочкой на 12 и самой большой — на 27 зубов.
Выделяют пять разновидностей кассет по типу сборки:
- Разборные — большинство кассет для велосипеда, у которых звезды, кроме двух наименьших, собраны вместе с помощью заклепок или винтов. Так нужно для доступности обслуживания и сборки. Но такая конструкция слишком тяжелая и забивается грязью.
- На пауке — некоторые конструкции, собранные на алюминиевом каркасе, который и называется пауком. К нему приклепывают две наименьшие звездочки тоже. Славятся легким весом и отлично поддаются очистке от грязи.
- На нескольких пауках — редкие и дорогие изделия, собранные из двух частей по 2–3 звезды в каждой. Удобно, когда нужно заменить одну из двух износившихся частей, а не менять кассету целиком. Как и на одном пауке, они легче распространенных разборных, к тому же их ещё проще почистить.
- OpenGlide — монолитная конструкция от компании SRAM, предназначенная исключительно для шоссейных велосипедов. Она удерживается на шлицах барабана храповика лишь крышкой у основания наибольшей звезды и алюминиевой гайкой в самой маленькой звездочке.
- X-Dome — то же монолитное устройство от фирмы SRAM, непохожее только по способу крепления на храповике. Если в верхней части у малой звездочки оно закрепляется также как предыдущая конструкция, то у основания креплением служит самая большая звезда, а не отдельная крышка. Для снижения веса часто наибольшая фиксирующая звезда изготавливается из алюминия.
РАСЧЕТ И ПОСТРОЕНИЕ ПРОФИЛЯ ИНСТРУМЕНТА ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
1. Расчет и построение исходного профиля инструмента для нарезания зубьев звездочек типов 1 и 2 должны производиться в соответствии с черт. 1, 2 и табл. 1.
Построение профиля инструмента (спаренная фреза) для нарезания зубьев одноходовых звездочек с геометрической характеристикой зацепления λ £2,2
Черт. 1
Построение профиля инструмента (спаренная фреза) для нарезания зубьев одноходовых звездочек с геометрической характеристикой зацепления λ > 2,2
Черт. 2
Таблица 1
Основные зависимости для расчета и построения профиля инструмента для нарезания зубьев звездочек типов 1 – 3 (черт. 1 – 4)
Наименование параметра | Обозначение | Расчетная формула |
Расстояние между центрами скругления спаренной фрезы (черт. 1, 2) | tr | |
Высота зуба звездочек типов 1 и 2 – глубина врезания (черт. 1, 2) | hy | |
Высота зуба звездочек типов 1 и 3 – глубина врезания (черт. 3, 4) | hi | hi ³ 0,5(De – Di) |
Диаметр делительной окружности | dд | По табл. 1 и 2 настоящего стандарта |
Диаметр наружной окружности | De | |
Диаметр окружности впадин | Di | |
Радиус впадины зубьев | r | |
Смещение центров дуг впадин | е | |
Половина угла заострения зуба | g | |
Радиус закругления головки зуба при λ < 2,2 | ri | По табл. 1 настоящего стандарта |
Угол впадины зуба – угол фрезы | b |
2. Расчет и построение исходного профиля инструмента для нарезания зубьев звездочек типа 3 должны производиться в соответствии с черт. 3 и табл. 1.
Построение профиля инструмента для нарезания зубьев двухходовых и двухзаходных звездочек
Черт. 3
3. Допускается построение профиля инструмента для одноходовых звездочек при λ > 2,2 выполнять по черт. 3 и при λ £2,2 по черт. 4.






Построение профиля инструмента для нарезания зубьев одноходовых звездочек с геометрической характеристикой зацепления λ £2,2
Черт. 4
4. Для нарезания звездочек, применяемых в передачах, работающих в загрязненных средах, допускается применение стандартных дисковых фрез.
5. Расчет и порядок нарезания зубьев звездочек типов 2 и 3 стандартными дисковыми фрезами следует производить в соответствии с черт. 5 и табл. 2.
Порядок нарезания граней зубьев звездочек типов 2 и 3 стандартной дисковой фрезой
Нарезание первой грани
Нарезание второй грани
Черт. 5
Таблица 2
Основные расчетные зависимости для нарезания зубьев звездочек типов 2 и 3 стандартными дисковыми фрезами (черт. 5)
Наименование параметра | Обозначение | Расчетная формула |
Смещение оси заготовки относительно торца фрезы | b | b = 0,5[dд · sin (j + g – ρ) – Dц] |
Угол смещения центров впадин | ρ | |
Глубина врезания фрезы | hy | b = 0,5[De – dд · cos (j + g – ρ) + Dц] |
Ширина дисковой фрезы | В | В £ 0,5Dц |
Половина углового шага звездочки | j | |
Диаметр делительной окружности | dд | По табл. 1 и 2 настоящего стандарта |
Диаметр наружной окружности | De | |
Диаметр окружности впадин | Di | |
Диаметр элемента зацепления цепей | Dц | |
Смещение центров дуг впадин | e | |
Половина угла заострения зуба | g |
ПРИЛОЖЕНИЯ 1, 2. (Измененная редакция, Изм. № 1).
1. Методы расчета и построения профиля зубьев. 1 2. Предельные отклонения. 7 Приложение 1 Значения геометрической характеристики зацепления. 8 Приложение 2 Расчет и построение профиля инструмента для нарезания зубьев звездочек на металлорежущих станках. 12 |





