

Что дает процесс
Производители деталей из металла знают, что основная проблема, почему их продукция быстро выходит из строя, – это образование коррозии. Дело в том, что фактически любое вещество, обладающее металлическими свойствами, достаточно сильно подвергается влиянию внешней среды. Это влажность, температурные перепады, солнечное излучение, реакции с кислородом, а также загрязнения и естественный износ. Посмотрим, что дает оксидирование для производителей.
Антикоррозийные свойства
Даже при постоянном нахождении на улице под дождем и при контакте с воздухом не происходит ржавления. Это очень актуально для элементов корпуса автомобилей и других предметов, которые преимущественно эксплуатируются вне помещения.
Ограничение воздействия внешней среды
Есть некоторые средства, которые являются агрессорами по отношению к металлу. Проще говоря, они разрушают его поверхность и даже проникают более глубоко в структуру, нарушая целостность. Это пары химикатов или жидкости, а также самый обыкновенный ультрафиолет.
Электроизоляционные характеристики
Ряд деталей должен стать диэлектриком, то есть не пропускать электричество. С такой задачей отлично справляется создаваемый диэлектрический слой.
Придание оригинального декоративного вида
Это может быть черный глянцевый блеск или более экзотический перелив различных цветов. Смотрится очень красиво, причем практичность остается такой же высокой.
3 Тонкости термического и плазменного оксидирования
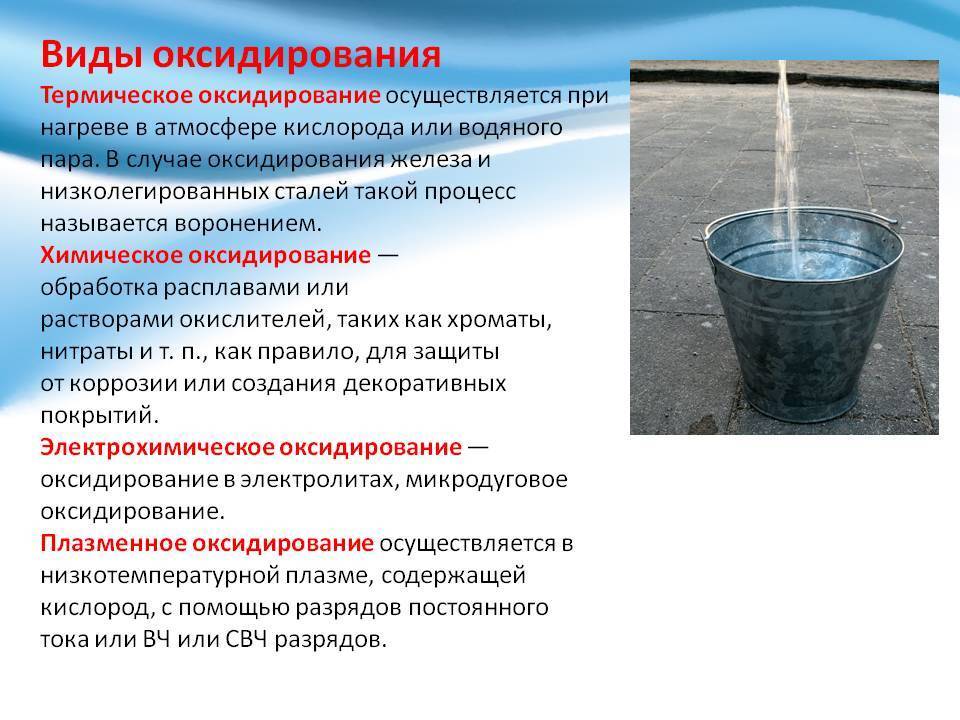
Термический процесс подразумевает, что оксидная пленка формируется на стали в атмосфере водяного пара либо иной кислородсодержащей среде при достаточно высоких температурах. В домашних условиях такую операцию не выполняют, так как она требует использования специальных печей, в которых железо либо низколегированные стали нагревают примерно до 350 градусов.

Практически нереально выполнить в домашних условиях и плазменное оксидирование. Оно производится в низкотемпературной плазме, содержащей кислород. Плазменная среда при этом создается обычно посредством ВЧ- и СВЧ-разрядов, реже применяются разряды постоянного тока. Качество получаемых защитных пленок оксидов при плазменном процессе очень высокое. Поэтому его применяют для нанесения покрытий на ответственные детали:
- кремниевые поверхности;
- полупроводниковые изделия;
- фотокатоды.

Суть и назначение технологии
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
Преимущества изделий из анодированного алюминия
19.02.13 в 15:10 | Новости компаний | Комментарии »
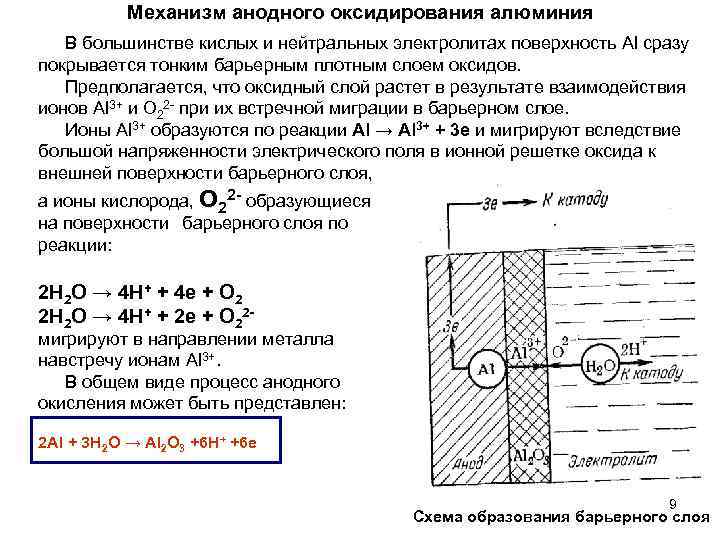
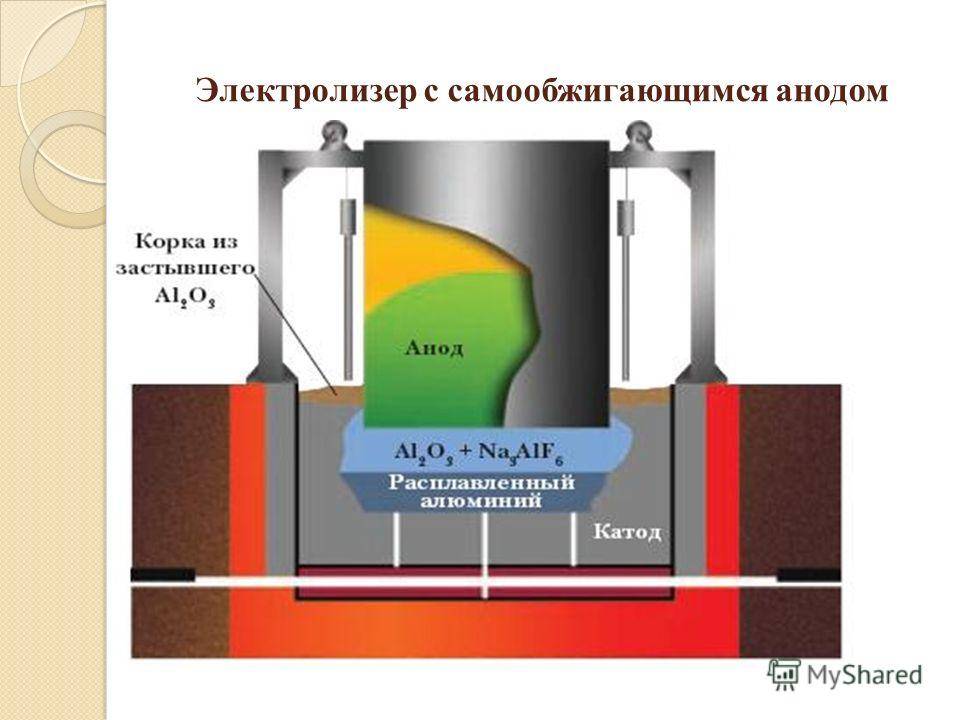
Анодирование металлических сплавов применяется в разных отраслях промышленности уже достаточно давно. Это — сложный электрохимический процесс, детальное описание которого мы не будем здесь приводить — на это потребуется слишком много времени. Приблизительно же процедура анодирования заключается в следующем — подвергаемый обработке элемент конструкции помещается в кислый электролит (к примеру, в раствор серной кислоты), после чего подключается к источнику тока. Результат — образование на поверхности металла оксидной пленки. Изделия из анодированных алюминиевых сплавов ценятся выше, чем обычный алюминий — благодаря своим преимуществам: они не подвергаются коррозии, обладают высокой прочностью и долговечностью, простотой в уходе.
Анодирование алюминия — наиболее эффективный способ защиты поверхности профиля от коррозии, исключающий отслоение покрытия и подпленочную коррозию. Помимо этого, анодирование алюминия придает изделиям дополнительные эстетические свойства и респектабельный внешний вид.
Прекрасный внешний вид этого материала делает возможным его использование для производства декоративных изделий, а высочайшие показатели функциональности делают его незаменимым при изготовлении высокопрочной фурнитуры, а также антипригарной посуды и отделки в стиле хай-тек дорогих автомобилей.
Использование анодированного алюминия для производства лестниц и стремянок весьма распространено в мире. Изготовленные из этого материала конструкции прочнее и гораздо удобнее и безопаснее в эксплуатации, чем лестницы из простого алюминия.
Преимущества анодированного профиля:
· надежная защита от коррозии,
· слой оксидной пленки (полученный в процессе анодирования) неразрывно связан с поверхностью, что делает невозможным его отслаивание или появление трещин,
· возможность применения в помещениях с повышенной влажностью,
· высокая эстетика покрытия и декоративные свойства. Анодированный профиль выглядит благороднее и богаче, что расширяет границы в дизайне изделий с использованием анодированного алюминия,
· широкая гамма цветов анодирования (хром, золото, шампань, бронза, коньяк),
· возможность получения матовой и глянцевой поверхности,
· высокая устойчивость к ультрафиолетовому излучению,
· длительный период эксплуатации, нет необходимости периодического восстановления анодированной поверхности, по истечении времени она не темнеет, не покрывается пятнами и трещинами. Кроме того, профиль анодированный не требует покраски, полировки и другого ухода,
· повышенная устойчивость к механическим повреждениям (царапинам, потертостям и др.), благодаря улучшению таких свойств алюминия как твёрдость, устойчивость к термическому воздействию.
Однако на территории нашей страны функционирует всего одна компания, занимающаяся производством стремянок из анодированных сплавов — московская . Эта организация функционирует в течение более чем семи лет, и все эти годы основным материалом производства являлся анодированный алюминий. На сайте компании, находящемся по адресу www.fabrika-lestnic.ru стремянки из анодированного алюминия представлены в широком ассортименте. Компания производит такие виды лестниц, как:
· Двух- и трехсекционные лестницы;
На каждую из лестниц производства «Фабрики Лестниц» предоставляется гарантия качества.
В чем заключается метод оксидации
Большинство металлических веществ вступает в активную фазу с различными химикатами. В ряде случаев она происходит с выделением стороннего вещества, которое может стать защитой для основного изделия. В рассматриваемом способе возникает оксидная пленка после нанесения на поверхность специального раствора.

Жидкость под влиянием окислительно-восстановительной реакции приводит к созданию верхнего слоя, который увеличивает коррозийную стойкость, а также декорирует плоскость.
Следует отметить, что разновидностей процесса несколько, они выбираются в зависимости от того, какого эффекта нужно добиться, а также – какой материал подвергается обработке. Посмотрим более внимательно за видами.






Виды оксидирования металла
Процесс оксидирования стали имеет несколько разновидностей:
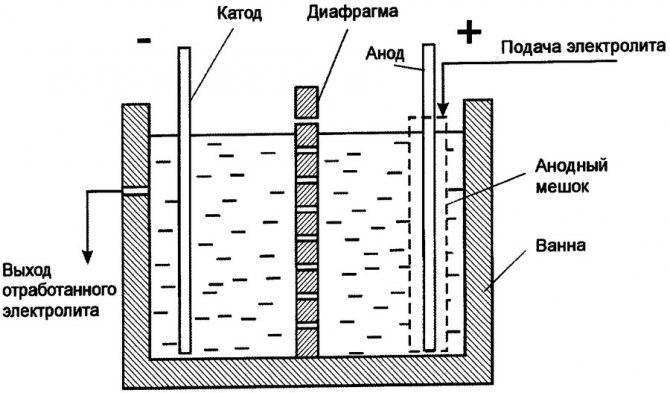
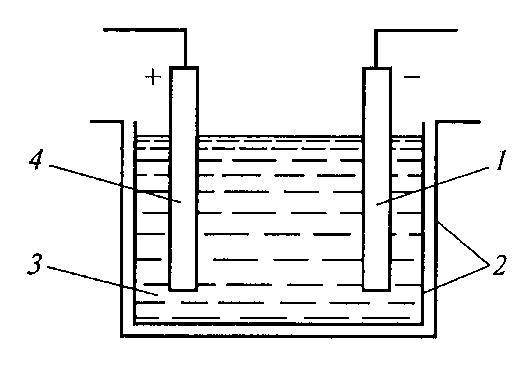
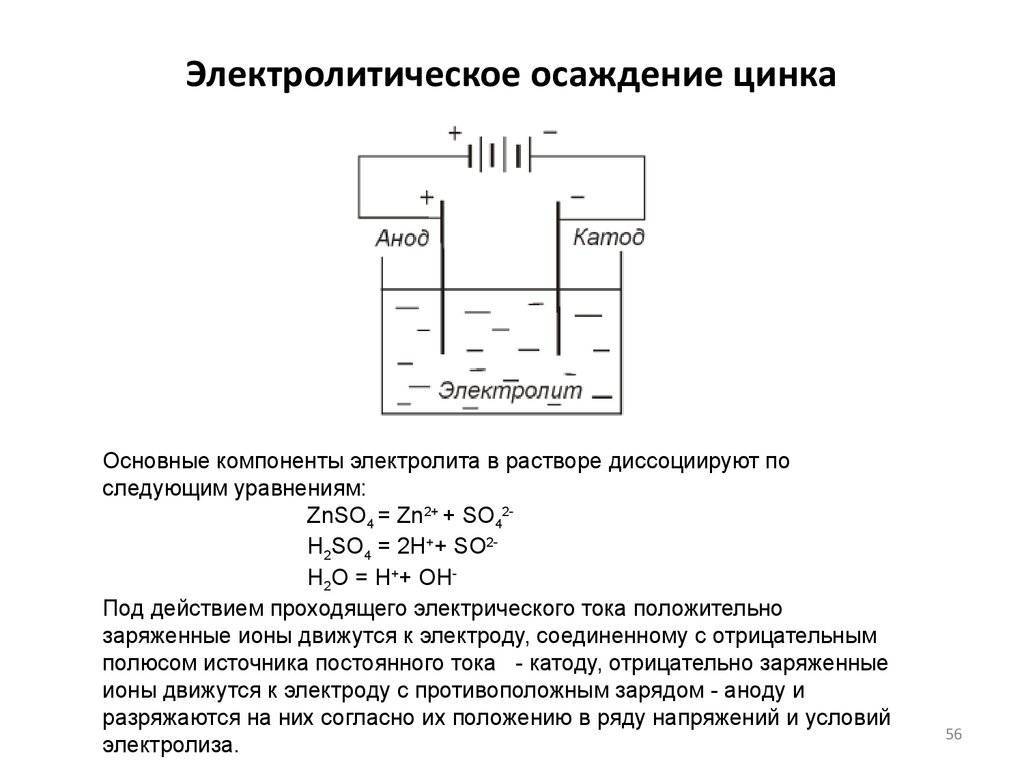
К микродуговому относится способ нанесения оксидной пленки с помощью электролизной установки. Деталь помещается в ванну с электролитом. К ней подключается «+» постоянного тока. К ванне – провод с «–». При прохождении тока на поверхности образуются микроочаги с высокой температурой и давлением. В результате происходит окисление. Микродуговое оксидирование применяют для покрытия алюминия, серебра и их сплавов.
Процесс горячего оксидирования стали заключается в нагреве детали или раствора, в котором она находится, для ускорения процесса образования пленки сложных окислов.
К холодным технологиям относятся, в основном, методы химического покрытия и плазменного, когда поверхность насыщается кислородом под воздействием микротоков или в насыщенном растворе солей.
Химическое
Химическое оксидирование проводится погружением деталей в различные растворы. Низкотемпературный процесс покрытия осуществляют при температуре 30–180 °C. Сталь погружают в раствор щелочей или кислот с добавлением марганца. Затем, после извлечения из ванны, промасливают – смазывают маслом или на несколько секунд погружают в него деталь.
Электрохимическое покрытие оксидами проводится при низких температурах – до 100 °C. Электролит представляет собой раствор нескольких нитратов и хроматов. Получают черное покрытие стали.
Анодное
Анодное оксидирование небольших деталей доступно делать в домашней мастерской. Для этого надо иметь аккумулятор или выпрямитель тока. Анод подключается к детали и источнику постоянного тока. При погружении стали в раствор слабокислого электролита возникает движение электронов, и вместе с ними частицы солей и кислот проникают в верхний слой металла. В результате образуются кристаллы железа со сложными окислами. Они постепенно покрывают всю поверхность детали слоем в несколько микрон.
Регулировать скорость процесса для образования оксидной пленки нужной толщины можно изменением силы тока и повышением температуры электролита. Анодирование влияет на первоначальные характеристики стали и цветных металлов:
- изменяет цвет;
- увеличивает прочность;
- пленка имеет низкую электропроводность;
- не допускает образования простых окислов железа – коррозии.
Термическое
Кто наблюдал за сваркой деталей или их нагревом в термопечах, видел на поверхности цвета побежалости: от желтого оттенка до синего тона, переходящего в черный. Они зависят от температуры, до которой нагрелась сталь в конкретной точке. Чем сильнее прогрет металл, тем больше он окислен, имеет более темный цвет.
Достаточно нагреть поверхность до 300 ⁰C, чтобы провести термическое оксидирование. На стали появится тонкая пленка окислов желтого и светло-коричневого цвета. Чем выше содержание легирующих веществ, тем сильнее надо греть сталь.
Плазменное
Метод холодного оксидирования – плазменное покрытие деталей. Окисление происходит при низкой температуре. Деталь помещают в плазму, которую создают токи ВЧ или СВЧ, аналогичные микроволновой печи. В камере высокое содержание кислорода.
Классификация
Химико-термическая обработка стали подразделяется на основе фазового состояния среды насыщения на жидкую, твердую, газовую.
В первом случае диффузия происходит на фрагментах контакта поверхности предмета со средой. Ввиду низкой эффективности данный способ мало распространен. Твердую фазу обычно используют с целью создания жидких или газовых сред.
Химико-термическая операция в жидкости предполагает помещение предмета в расплав соли либо металла.
При газовом методе элемент насыщения формируют реакции диссоциации, диспропорционирования, обмена, восстановления. Наиболее часто в промышленности для создания газовой и активной газовой сред используют нагрев твердых. Удобнее всего проводить работы в чисто газовой среде ввиду быстрого прогрева, легкого регулирования состава, отсутствия необходимости повторного нагрева, возможности автоматизации и механизации.
Как видно, классификация по фазе среды не всегда отражает сущность процесса, поэтому была создана классификация на основе фазы источника насыщения. В соответствии с ней химико-термическая обработка стали подразделена на насыщение из твердой, паровой, жидкой, газовой сред.
По температурному режиму ее классифицируют на высоко- и низкотемпературную. Во втором случае производят нагрев до аустенитного состояния, а в первом — выше и оканчивают отпуском.
Наконец, химико-термическая обработка деталей включает следующие методы, выделяемые на основе технологии выполнения: цементацию, азотирование, металлизацию, нитроцементацию.
Диффузионная металлизация
Это поверхностное насыщение стали металлами.
Возможно проведение в жидкой, твердой, газовой средах. Твердый метод предполагает использование порошков из ферросплавов. Жидкой средой служит расплав металла (алюминий, цинк и т. д.). Газовый метод предполагает использование хлористых металлических соединений.
Металлизация
Металлизация дает тонкий слой. Это объясняется малой интенсивностью диффузии металлов в сравнении с азотом и углеродом, так как вместо растворов внедрения они формируют растворы замещения.
Такая химико-термическая операция производится при 900 — 1200°С. Это дорогостоящий и длительный процесс.
Основное положительное качество — жаростойкость продуктов. Ввиду этого металлизацию применяют для производства предметов для эксплуатационных температур 1000 — 1200°С из углеродистых сталей.
Первая химико-термическая технология придает материалу стойкость к окалине коррозии, однако на поверхности после нее остается алюминий. Алитирование возможно в порошковых смесях либо в расплаве при меньшей температуре. Второй способ быстрее, дешевле и проще.
Хромирование тоже увеличивает стойкость к коррозии и окалине, а также к воздействию кислот и т. д. У высоко- и среднеуглеродистых сталей оно также улучшает износостойкость и твердость. Данная химико-термическая операция в основном производится в порошковых смесях, иногда в вакууме.
Основное назначение борирования состоит в улучшении стойкости к абразивному износу. Распространена электролизная технология с применением расплавов боросодержащих солей. Существует и безэлектролизный метод, предполагающий использование хлористых солей с ферробором или карбидом бора.
Сицилирование увеличивает стойкость к коррозии в соленой воде и кислотах, к износу и окалине некоторых металлов.
Процесс воронения
Оксидирование черных металлов в профессиональной терминологии называют воронением.
Если говорить о воронении стали, например, об оксидировании, чернении или синении, можно сказать, что это процесс, в ходе которого на чугуне или низколегированной стали образуют слой оксида железа. Как правило, толщина такой пленки лежит в пределах от одного до десяти мкм. Толщина слоя обуславливает и наличие определенного цвета побежалости. В зависимости от возрастания толщины пленочного слоя, цвета могут быть: желтым, бурым, вишневым, фиолетовым, синим и серым.
В настоящее время существует несколько типов воронения:
- Щелочной тип характеризуется использованием соответственных растворов, с добавлением окислителей, в условиях температуры от 135 до 150 градусов по Цельсию.
- Кислотный тип воронения использует кислые растворы и химические или электрохимические способы.
- Термическая форма обработки характеризуется использованием достаточно высоких температур (от 200 до 400 °С). Процесс проходит в толще атмосферы перегретого пара воды. Если используют аммиачно-спиртовую смесь, то требования к температуре возрастают до 880 °С, а в расплавленных солях — от 400 до 600 °С. Использование воздушной атмосферы требует предварительного покрытия поверхности запчасти тоненьким слоем лака, который должен быть асфальтным или масляным.
Зачем бороться с коррозией
Смысл использования присадок заключается прежде всего в защите внутренних поверхностей отопительной системы от накипи и ржавчины. Негативный эффект коррозии состоит в следующем:
- радиатор, покрытый изнутри ржавчиной, отдает меньше тепла. Котел или другой генератор тепла работает с повышенной нагрузкой, и, как следствие, возрастают расходы на поддержание комфортной температуры в помещении;
- попадая в теплоноситель, частицы ржавчины перемещаются по системе и стирают резиновые уплотнения, с которыми вступают в соприкосновение;
- если не бороться с коррозией в течение длительного времени, это может привести не только к засорению, но и к полному разрушению теплообменника котла. Частицы ржавчины затрудняют циркуляцию теплоносителя и засоряют фильтр котла;
- развитие коррозии увеличивает риск прорыва труб на изгибах, в местах сужения и выхода объемных колен радиатора в трубопровод, где давление теплоносителя выше.

Особенности анодного оксидирования металла
Анодное окисление металлических изделий в домашних условиях выполняют с использованием электролитных составов под действием постоянного тока.
ВАЖНО ЗНАТЬ: Оборудование для литья алюминия в домашних условиях
При этом посудина, в которой будет проводиться анодное оксидирование, не должна быть токопроводящей.
В роли электролита может выступать, разбавленная водой, серная кислота (H2SO4), из расчета 20% на 800 мл воды.
При этом не водой разбавляют кислоту, а кислотой воду. Заменить H2SO4 можно пищевой содой и солью.


![Оксидирование металла [химическое, анодное, микродуговое, цветное]](https://labequip.ru/wp-content/uploads/9/4/f/94fdb292b20404d48ce16703363024ce.jpeg)





Используя алюминиевую подвеску, к аноду прикрепляют подлежащее обработке изделие, к катоду крепят свинцовую пластину.
Расстояние между пластинами и изделием не должно быть больше 90 мм. Температура обработки должна составлять 200, при плотности тока 2-3 Ампер на квадратный дм.
Напряжение, при котором будет осуществляться анодирование, равняется 12-15В, в течение 60 минут.
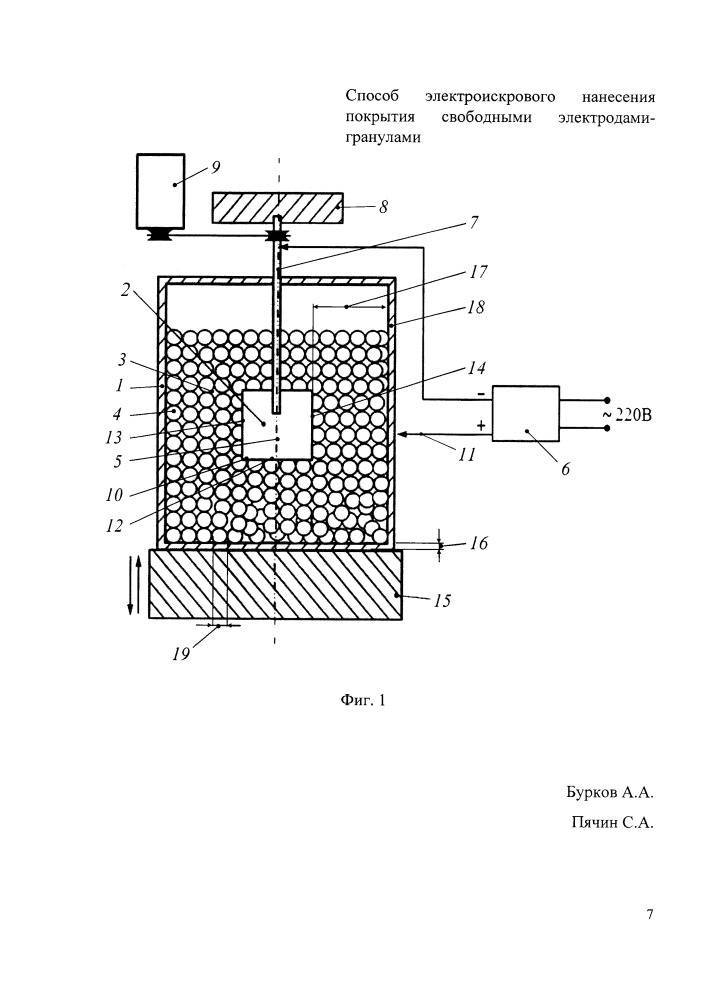
Одной из технологий анодирования считается микродуговое окисление, техническим результатом его применения является получение покрытия с выраженными декоративными характеристиками и более высокой защитной способностью.
Видео:
Микродуговое оксидирование наделяет поверхность цветного металла равномерностью, антикоррозийной стойкостью и микротвердостью.
Компонентами состава служат:
- вода;
- H3BO3 (20-30 г/л);
- калиевая щелочь (4-6 г/л);
- крахмал (6-12 г/л).
По указанному списку можно сделать электролит в домашних условиях путем обычного смешивания.
Далее микродуговое оксидирование сплавов алюминия выполняют в режиме анод-катод при температуре 25-300.
При плотности тока 15-20 Ампер на квадратный дм, при продолжительности 90-120 минут.
Термическое окисление металлов
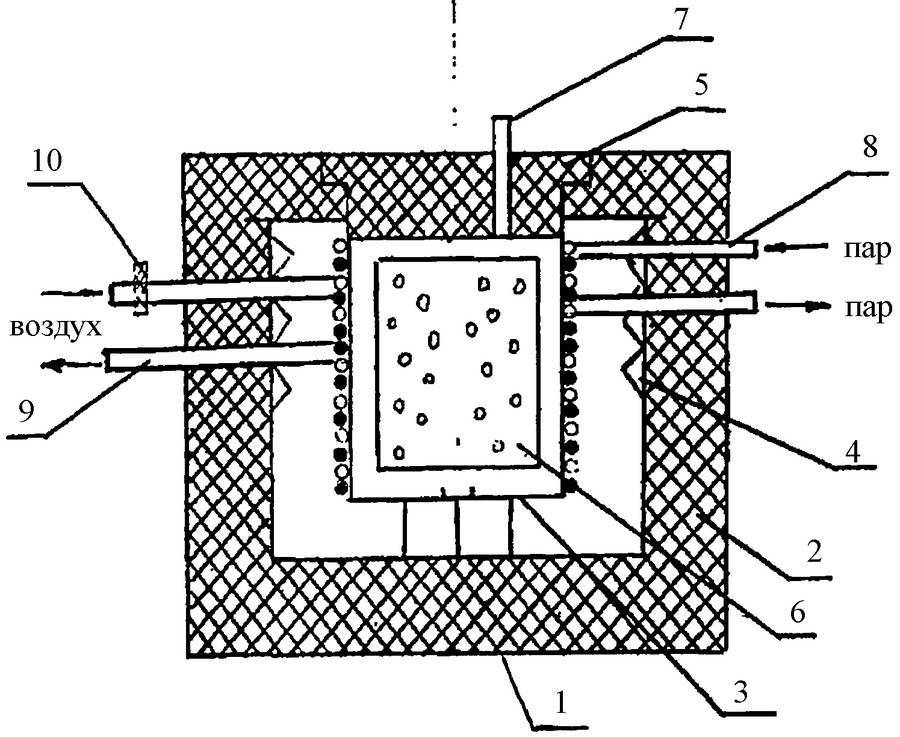
Термическое оксидирование железа, сплавов и нержавеющей стали представляет собой процесс, в результате которого на поверхности металлических изделий образуется оксидный пленочный слой.
Термическое оксидирование выполняется в условиях высокого температурного режима с использованием пара или кислорода.
Оборудование, за счет которого осуществляется термическое оксидирование, представляет собой специальные печи.
Поэтому в домашних условиях сделать термическую обработку указанным путем не получится.
Применение печей в технологии оксидирования позволяет исключить использование химикатов, травление, промывку и ряд других процессов.
Температура обработки металлических изделий в термических печах может составлять от 3500 до 7000, в зависимости от типа стали.
Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
Оксидирование в домашних условиях
Процедуру можно произвести и в домашних условиях, при этом качество покрытия ничем не будет уступать заводским или фабричным аналогам. Воронением может заняться любой человек, у которого есть в наличии щелочь и окислитель. С помощью таких компонентов производится самое элементарное химическое оксидирование.
Статья по теме: Особенности железного сурика и область применения
Естественно, оксидированный в домашних условиях материал будет уступать своими защитными характеристиками, но значительно повысится его устойчивость в сравнении с первоначальными условиями. Кроме основных особенностей и эстетическая составляющая может значительно пострадать.

Алгоритм домашней обработки:
- Сначала поверхность изделия полируется. Нужно убрать все инородные проявления и налет. Очистка должна быть тщательной и равномерной.
- Производится декопирование с помощью раствора серной кислоты. Лучше использовать 5%-й состав. Изделие помещается в раствор на одну минуту.
- Необходимо вытащить деталь из кислоты и промыть ее в кипяченой, слегка теплой воде. Процедуру при необходимости проделать несколько раз.
- После производится пассирование. Деталь помещается в воду с небольшим количеством хозяйственного мыла. Прокипятить изделие в течение нескольких минут.
- В эмалированную посуду, которая не имеет никаких нарушений поверхности, заливается вода. Сюда добавляется примерно 50 грамм едкого натра.
- Аккуратно уложить изделие в емкость так, чтобы она была полностью покрыта раствором. Нагреть содержимое до 150 градусов. Кипячение производится около двух часов. Может потребоваться и больше времени. Все зависит от температуры нагрева. Только потом завершается процесс обработки.
- Далее нужно выложить изделие на ровную поверхность и дать ему остыть. Желательно ограничить площадь соприкосновения элемента с поверхностью. Если изделие поменяло цвет, то металл поддался воронению.

Оксидированные детали существенно изменяют внешний вид и характеристики. Такое воронение соответствует химическому типу покрытия, которое наносится в заводских условиях.
Технология оксидирования серебра
Оксидирование серебра позволяет белому металлу получить синий, черный или фиолетовый оттенок, при этом структура обрабатываемого изделия не подвергается деформации или разрушению.
В домашних условиях сделать обработку серебряных изделий можно с использованием серной печени.
Для приготовления состава в домашних условиях необходимо взять калиевую щелочь и серу (купить ее можно там, где продаются удобрения).
Затем нужно соединить вещества в железной емкости: 1 часть щелочи и 2 части серы, и выдержать состав на огне до полного расплавления.
Периодически смесь необходимо помешивать. Далее готовую серную печень снимают с огня и дают ей остыть.





Когда сплав остынет, его разбивают на кусочки и перекладывают в посуду с плотной крышкой.
Теперь, когда дома есть серная печень, можно заняться обработкой серебра. Нужно взять кусочек сплава, примерно с горошину, положить его в емкость и залить горячей водой.
После того как с помощью помешивания комок растворится, в серную воду кладут серебряное изделие.
Через полчаса серебро начнет менять свой цвет, как уже говорилось выше, белый металл может принять фиолетовый, черный или синий оттенок.
Когда изделие приобретет нужный цвет, его вынимают из жидкости и ополаскивают горячей, теплой и, в завершении, холодной водой.
Анодное оксидирование
Анодирование осуществляется в проводящей среде жидкого электролита. Сущность электрохимического оксидирования заключается в том, что катод, которым является сам защищаемый металл, насыщается электронами от внешнего источника тока. Роль анода в данном случае может выполнять любой б/у металл. В результате такой реакции на поверхности детали появляется защитно-декоративная оксидная пленка. Образованное покрытие отличается более высокими защитными свойствами, чем полученное при химическом оксидировании.
Оксидирование крепежных изделий (шурупов, саморезов, болтов, шпилек, гаек) улучшает их антикоррозионные, жаростойкие и другие свойства, а также придает метизам декоративный вид и повышает их антифрикционные качества, то есть увеличивает устойчивость металла к износу. Оксидированный крепеж приобретает глубокий черный или темно-серый цвет.
Оксидирование – один из самых простых и менее затратных способов защиты металлических крепежных элементов от ржавления. Оксидированные метизы допускается использовать в слабоагрессивных условиях внешней среды. Для повышения защитной способности оксидной пленки, крепеж дополнительно пропитывают маслами, смазками или дегидрирующими жидкостями. После процедуры промасливания металл сможет служить в средних и жестких условиях.
Для крепежа, применяемого в особо ответственных конструкциях, оксидного покрытия недостаточно. Здесь нужен более надежный метод защиты от коррозии – металлический. Он заключается в покрытии стали слоем другого металла, устойчивого к агрессивной среде (никелирование, хромирование, оцинковывание). Но об этом в следующей статье. Статьи о продукции 29.08.2017 13:19:09





