Ключевые требования к эффективной производственной структуре
Конкурентоспособность предприятия, устойчивость его финансового положения, напрямую зависит от производственной структуры
В этой связи важно, чтобы она:
- была простой, но при этом включала нужное количество востребованных подразделений;
- не дублировала никакие произв. звенья;
- отвечала особенностям произв. процесса, предусматривала целесообразное месторасположение подразделений на территории предприятия;
- обуславливала константность специализации, кооперации подразделений;
- при необходимости могла оперативно перестраиваться, подстраиваясь под меняющуюся конъюнктуру рынка.
Это минимум элементарных требований, без соблюдения которых невозможно сформировать эффективную произв. структуру.
Принципы составления
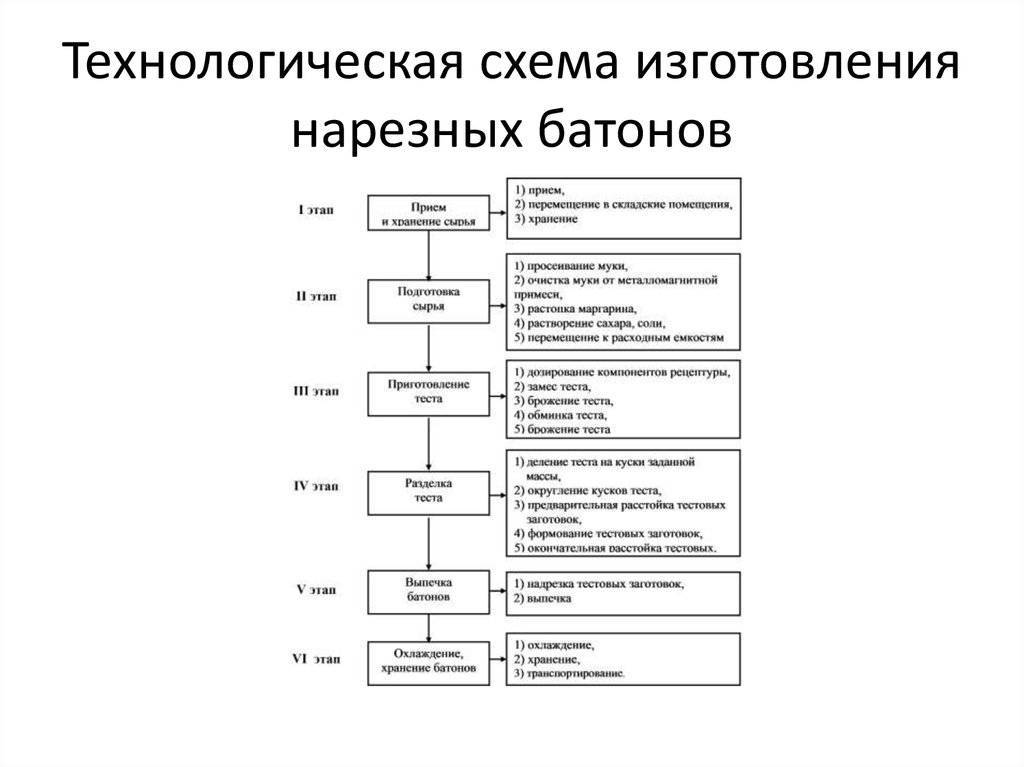
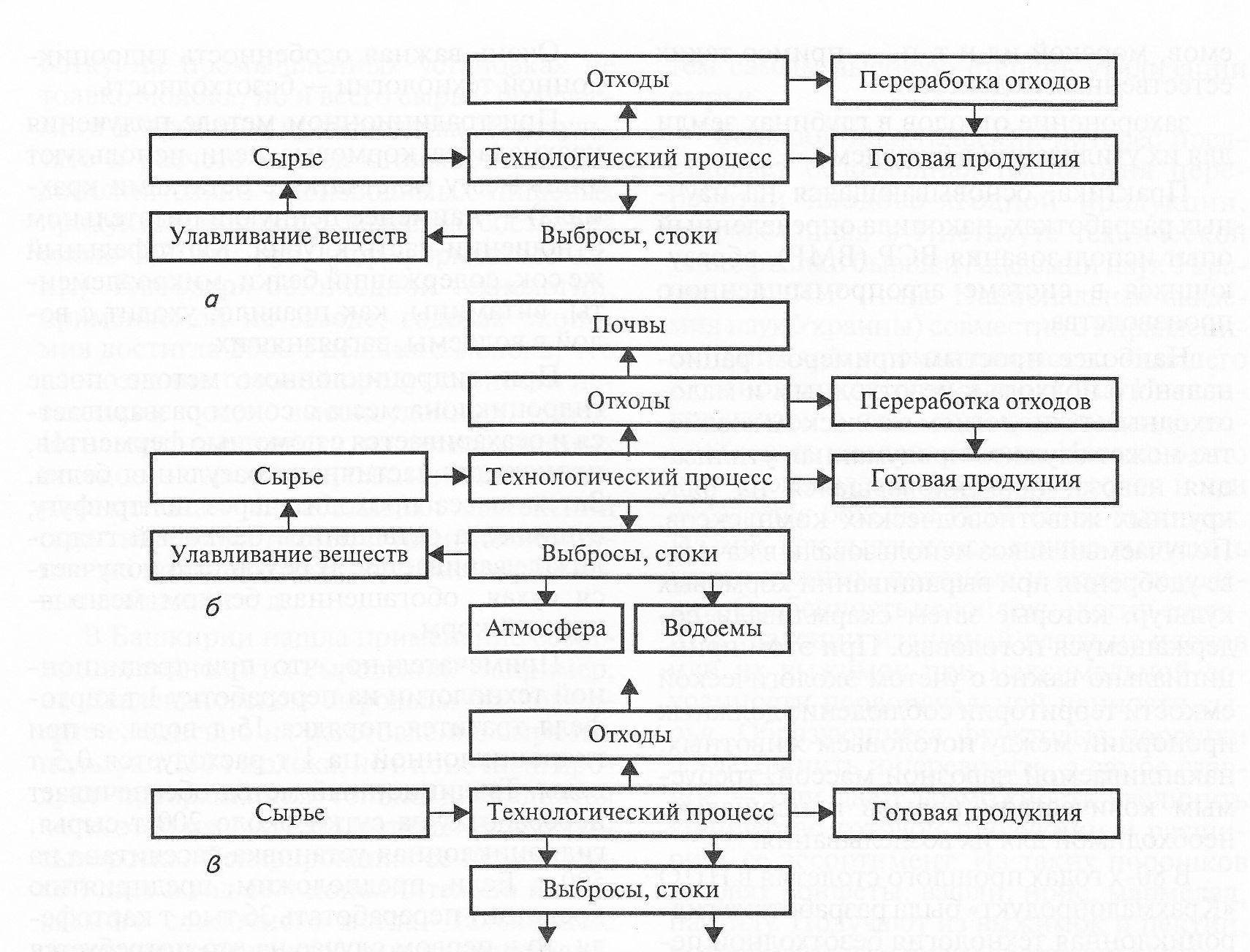
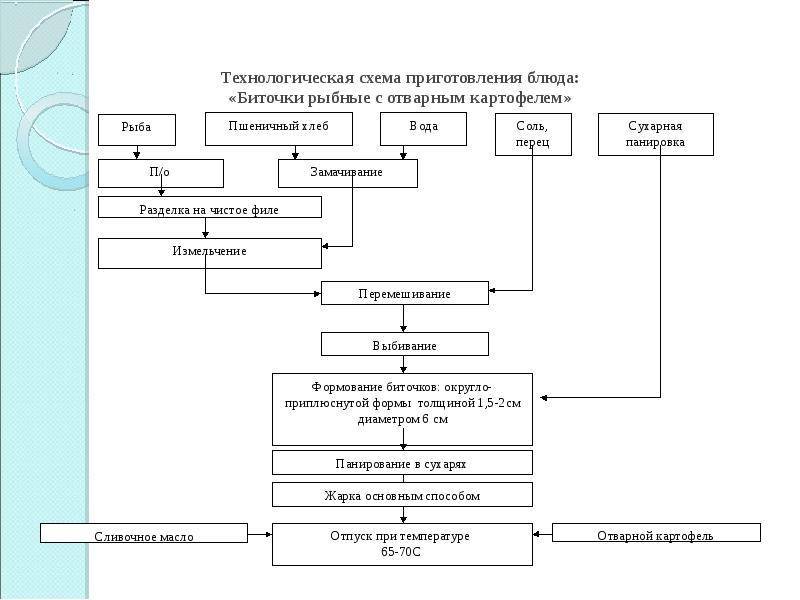
Технологическая схема должна составляться в строгой последовательности и соответствии с основными принципами. Она должна включать методы и способы производства, правила выполнения технологических процессов, условия работы, четкий порядок и последовательность этапов. Если производство сложное и объемное, для каждого отдельного этапа может быть разработан индивидуальный проект.
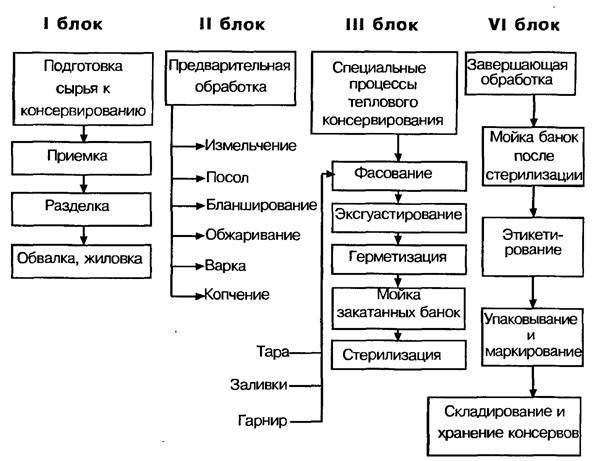
Вектора в данном случае указывают на движение продукта. Главная задача проектирования в том, что вектора должны быть направлены в одну сторону, если существует поступательно-возвратное перемещение продукта между блоков, это усложняет восприятие информации. Все должно быть четко понятно и структурировано, читая схему, инженер должен понимать все процессы, от начала поступления сырья, до хранения готового продукта.
Часто блочные схемы дополняются буквенными и цифровыми данными, указывающие на тип оборудования. Операции могут выражаться в виде треугольников, кругов, прямоугольников и других геометрических фигур. Это значительно упрощает процесс чтения, и делает ее меньше и лаконичнее.
Типовая принципиальна технологическая схема обычно содержит перечень следующих этапов:
- Этап приема основного сырья, заготовок, готовых элементов и дополнительных компонентов, расположение в складских помещениях с описанием процесса погрузочных работ.
- Первичная обработка сырья или заготовок.
- Основной этап производства, предусматривающий изготовление ключевых деталей, компонентов или узлов готового продукта.
- Этап монтажа и комплектации товара, предусматривающий соединение полученных ранее компонентов и узлов.
- Упаковка готового товара.
- Отгрузка товара на склад для хранения или поставка покупателям.
Конечно же, разработка принципиальной аппаратурно-технологической схемы может значительно отличаться в зависимости от типа производимой продукции. В некоторых случаях она может занимать несколько листов, а в некоторых – более сотни страниц.
К счастью, в наше время составлять схемы вручную не нужно, существует определенный набор компьютерных программ, позволяющих упростить и ускорить процесс выполнения проекта. К таким программам можно отнести CADE, Concept Draw Pro и Diagram Designer. Они имеют определенные шаблоны, основываясь на которых можно создавать собственный проект. Имеющийся функционал упрощает процесс создания схем, диаграмм и графиков, вводя исходные данные.
Очень важно постоянно усовершенствовать первичный проект, исходя из полученной информации в процессе производства. Если проект разрабатывается для нового предприятия, ее стоит расширить, включив несколько дополнительных разделов, регламентирующих следующие операции:
Если проект разрабатывается для нового предприятия, ее стоит расширить, включив несколько дополнительных разделов, регламентирующих следующие операции:
Подготовка помещения.Если планируется строительство нового помещения, следует рассчитать минимально возможною площадь производственного отдела и складов. Если планируется эксплуатация готового помещения, лини производства должны располагаться компактно, в соответствии с конструктивными особенностями здания, а также не мешать свободному перемещению грузов и работников. Должна учитываться пожарная безопасность. Подготовка оборудования.Оборудование подбирается в зависимости от объемов, характеристик помещения и объема капитальных вложений. Предпочтение отдается компактным моделям, позволяющим выполнять такой же объем работ, как и более габаритные аналоги. При этом все элементы линии должны полноценно совмещаться и работать в комплекте. При возможности проектируется установка автоматизированных систем. Подготовка персонала.Персонал предприятия должен иметь необходимую квалификацию, при необходимости пройти дополнительное обучение или инструктаж по эксплуатации оборудования
Важно, чтобы работники соблюдали правила безопасности и трудовой дисциплины, а также полностью понимали и разбирались в технологической схеме изготовления своего продукта. Важно наладить вертикаль управления, информация должна быстро передаваться от исполнителей к руководству, а в обратном направлении – приказы и постановления
Если технологическая схема разработана с соблюдением необходимых требований, производственное помещение ей отвечает, а сотрудники четко понимают свои обязанности, эффективность изготовления товара будет на высоком уровне.
Источник
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
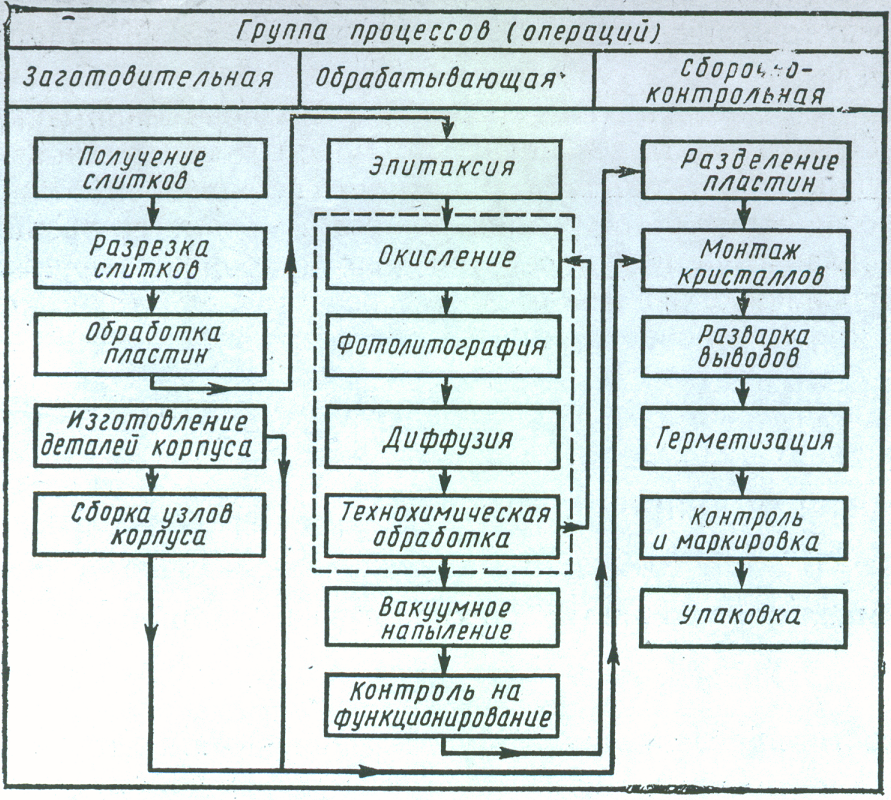
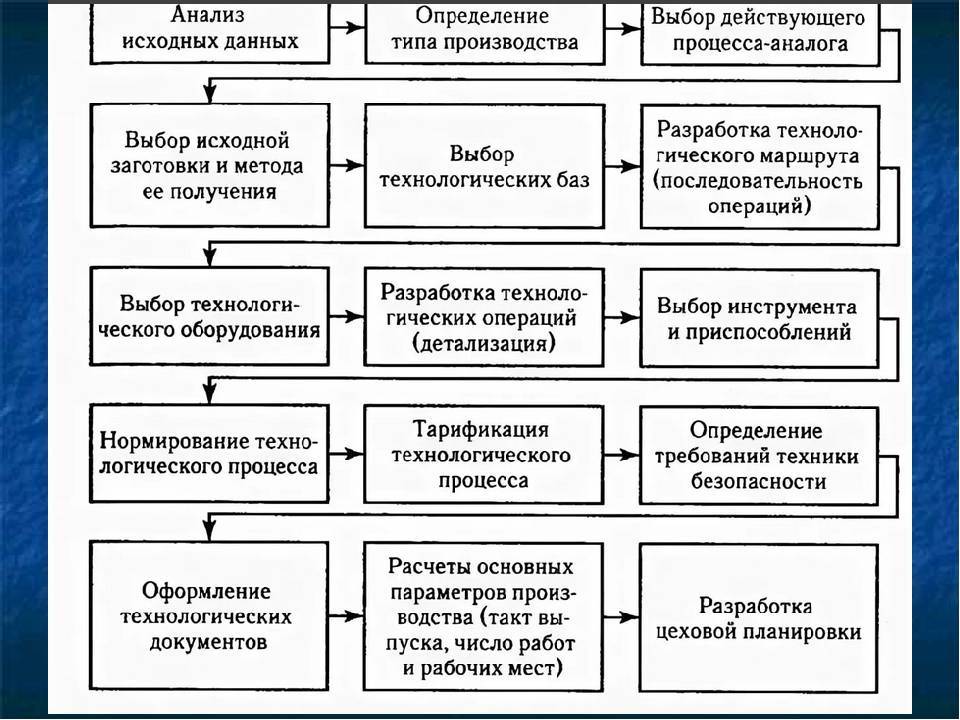
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Что делать при работе со сложными системами?
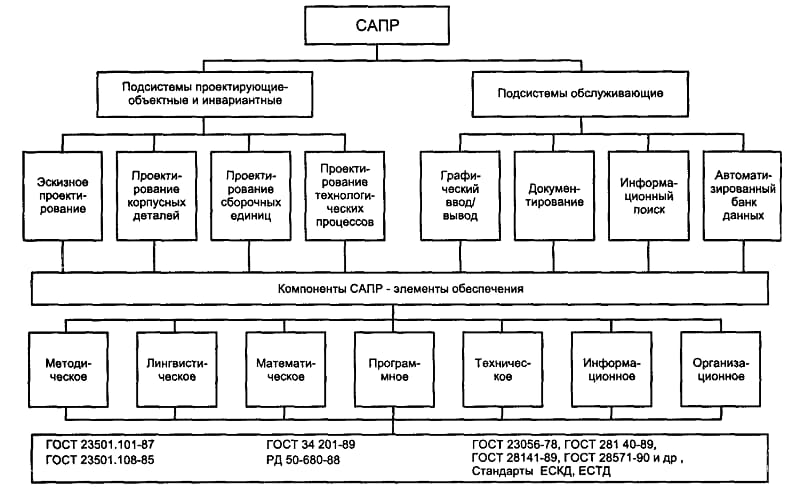
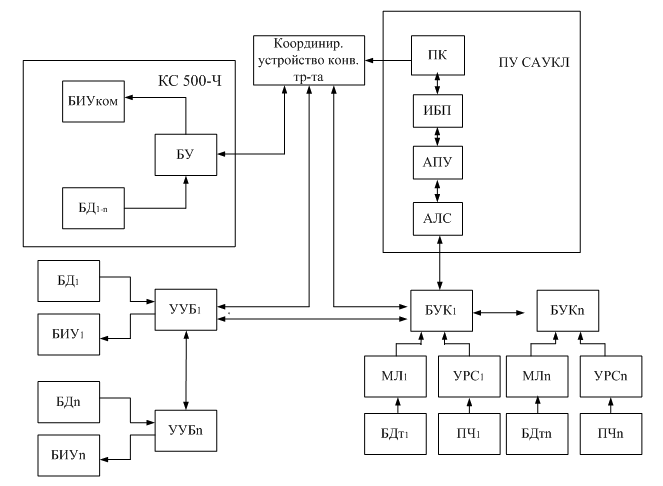
 Если присутствует много функциональных частей, то элементы могут быть обозначены одними цифрами в порядковой последовательности. При этом необходимо составить перечень расшифровки. Но недостатком этой схемы является ухудшение наглядности. Более того, может осуществляться детализация, которая заключается в том, что для каждой функциональной части разрабатывается отдельная структурная схема. На ней тоже указываются характеристики, диаграммы и поясняющие надписи. Могут быть указаны и определённые параметры для отдельных точек. Так, структурные электрические схемы могут содержать значения величин напряжений, токов, импульсов и других свойств. Данные обычно помещают на свободном поле или около графических обозначений. Результат включают в эксплуатационную документацию, чтобы будущий обслуживающий персонал смог ознакомиться с объектом.
Если присутствует много функциональных частей, то элементы могут быть обозначены одними цифрами в порядковой последовательности. При этом необходимо составить перечень расшифровки. Но недостатком этой схемы является ухудшение наглядности. Более того, может осуществляться детализация, которая заключается в том, что для каждой функциональной части разрабатывается отдельная структурная схема. На ней тоже указываются характеристики, диаграммы и поясняющие надписи. Могут быть указаны и определённые параметры для отдельных точек. Так, структурные электрические схемы могут содержать значения величин напряжений, токов, импульсов и других свойств. Данные обычно помещают на свободном поле или около графических обозначений. Результат включают в эксплуатационную документацию, чтобы будущий обслуживающий персонал смог ознакомиться с объектом.
Популярное
В зависимости от назначения схемы на чертеже изображают: а только цепи питающей сети источники питания и отходящие от них линии; б только цепи распределительной сети электроприемники, линии, их питающие ; в для небольших объектов на принципиальной схеме совмещают изображения цепей питающей и распределительной сетей. В кольцевых схемах ревизия любого выключателя производится без перерыва работы какого-либо элемента.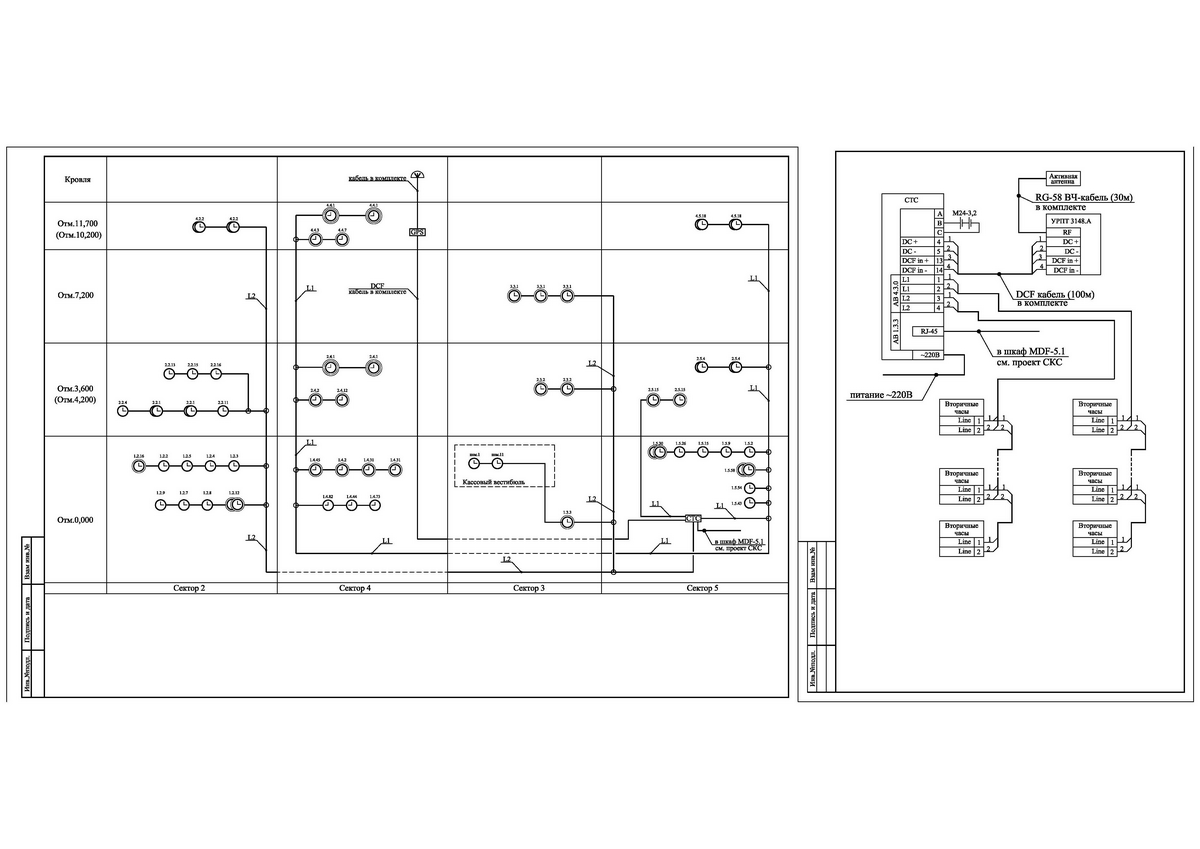
Эти два примера иллюстрируют изложенные ниже требования к выполнению перечней элементов принципиальных электрических схем.
Линии кВ имеют пропускную способность около МВт, поэтому три линии вполне обеспечат выдачу всей мощности присоединенных энергоблоков с учетом возможного расширения. Они служат основанием для разработки других конструкторских документов, например, схем соединений монтажных и чертежей.
Линии связи выполняют толщиной от 0,2 до 1,0 мм в зависимости от форматов схемы и размеров графических обозначений.
Если при повороте или зеркальном изображении условных графических обозначений может нарушиться смысл или ухудшиться читаемость обозначений, то такие обозначения изображаются только в положении, в котором они приведены в соответствующих стандартах.
Так, в частности, выполнены схемы на рис. Единственным отличием между схемами может являться расположение и соединение деталей, которые при сборке реального устройства из-за соображений упрощения монтажа или уменьшения влияния одного элемента на другой могут быть разнесены в разные стороны.
На чертеже главные схемы изображаются в однолинейном исполнении при отключенном положении всех элементов установки. Распределительное устройство — кВ АЭС выполняется с одной или двумя рабочими и обходной системами шин.
КАК ТЕЧЁТ ТОК В СХЕМЕ — Читаем Электрические Схемы 1 часть
КАК ТЕЧЁТ ТОК В СХЕМЕ | Читаем Электрические Схемы 1 часть
Статья по теме: Нормы испытания электрооборудования
Техкарты блюд и система учета
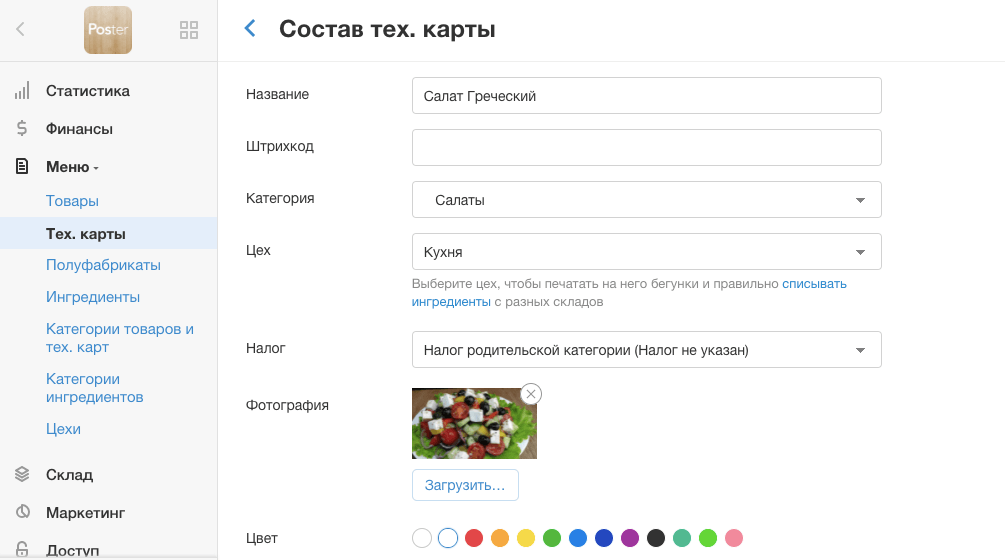
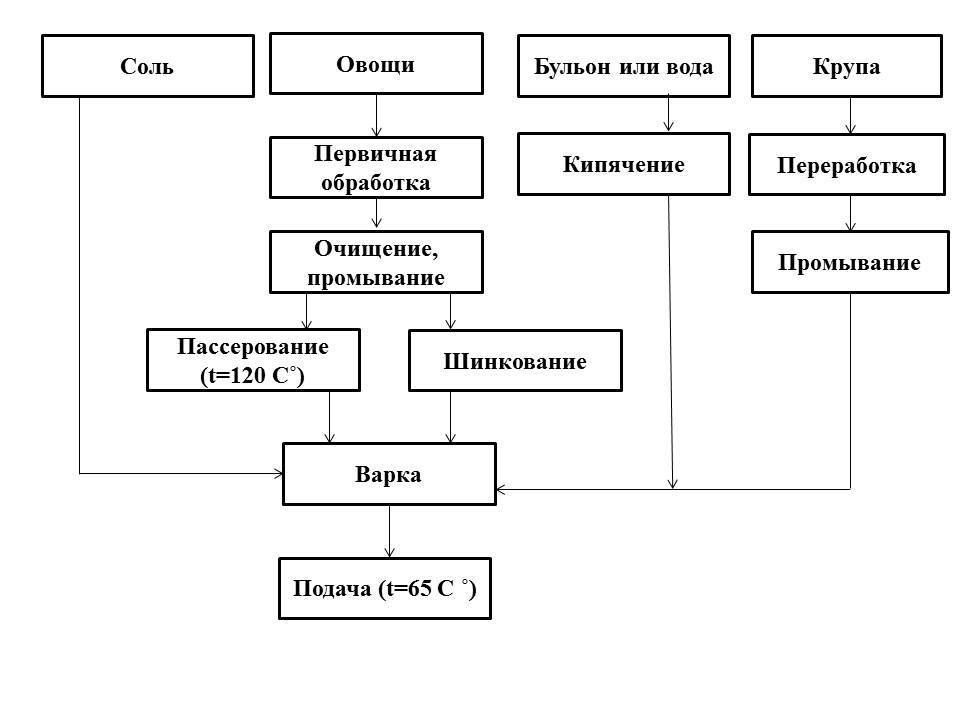
Сейчас в любой системе учета можно вносить технологические карты, это удобно и быстро — помогает сэкономить время собственнику и технологу. Чтобы объяснить на «живом» примере, мы покажем, как создавать тех. карту в система учета вашего заведения. Например, разберем как составить технологическую карту блюда в программе автоматизации кафе Poster на салат «Греческий»:
1. Чтобы создать тех. карту откройте вкладку Меню → Тех. карты в админ-панели.
2. Нажмите кнопку Добавить.
3. Введите название, выберите категорию и укажите цех, где будет готовиться блюдо.
4. Загрузите фотографию блюда или выберите цвет иконки — они будут отображаться на терминале у официанта или кассира.
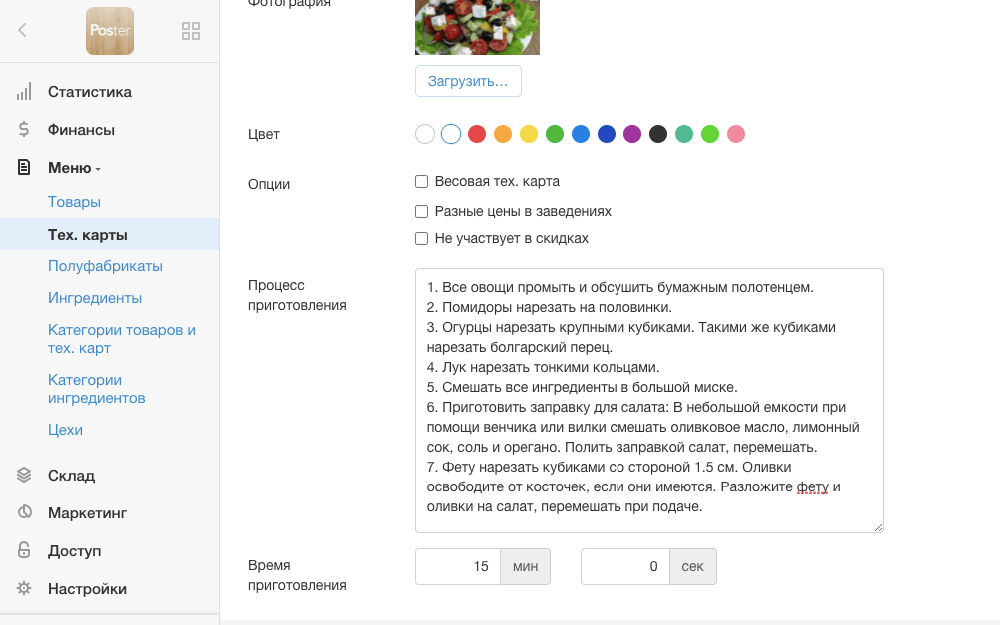
5. Распишите процесс приготовления и укажите время, которое требуется на заготовку порции салата.
6. Выберите ингредиенты и полуфабрикаты, из которых состоит блюдо. Укажите вес брутто и нетто.
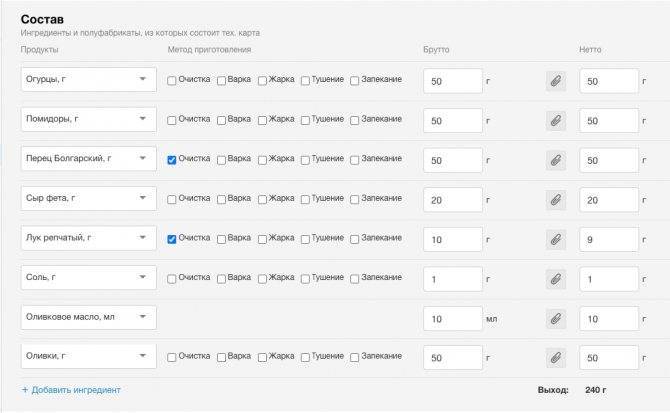
Дальше нужно указать наценку и стоимость салата, а себестоимость блюда рассчитается после того, как вы создадите поставки.
Готовые тех. карты можно распечатать повару и развесить над рабочим местом. Так он всегда будет видеть пример презентации, сможет прочитать метод приготовления и не забудет сколько грамм какого ингредиента нужно положить в блюдо.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ МОНТАЖА СВЕТОАЭРАЦИОННЫХ ФОНАРЕЙ ОБЪЕМНЫМИ БЛОКАМИ, УКРУПНЯЕМЫМИ КАК В ЗОНЕ, ТАК И ВНЕ ЗОНЫ МОНТАЖА
Размеры фонарей (ширина × длина), м | Затраты труда, чел.-час | Время работы крана, маш. час | Годовой экономический эффект по вариантам, руб. (расчеты ЦНИИОМТП) | |||||
Варианты монтажа | Варианты монтажа | второй относительно первого | третий относительно второго | |||||
первый | второй | третий | первый | второй | третий | |||
6×6 | 61,6 | 44,5 | 38,8 | 12,54 | 8,38 | 7,15 | 11200 | 14310 |
6×12 | 72,9 | 57,88 | 50,23 | 15,12 | 11,08 | 9,56 | 9675 | 10242 |
12×6 | 87,5 | 69,8 | 60,58 | 18,7 | 14,74 | 12,75 | 12100 | 16297 |
12×12 | 99,6 | 84,8 | 73,82 | 18,32 | 16,15 | 15,07 | 8010 | 13032 |
Примечания.
1. Годовой экономический аффект приведен из расчета монтажа 225 фонарей в год.



2. Варианты монтажа:
первый – монтаж светоаэрационных фонарей укрупненными плоскостными элементами;
второй – то же, объемными блоками, собираемыми в зоне работы монтажного крана;
третий – то же, укрупненными блоками, собираемыми на стационарной площадке и доставляемых в зону работы крана.
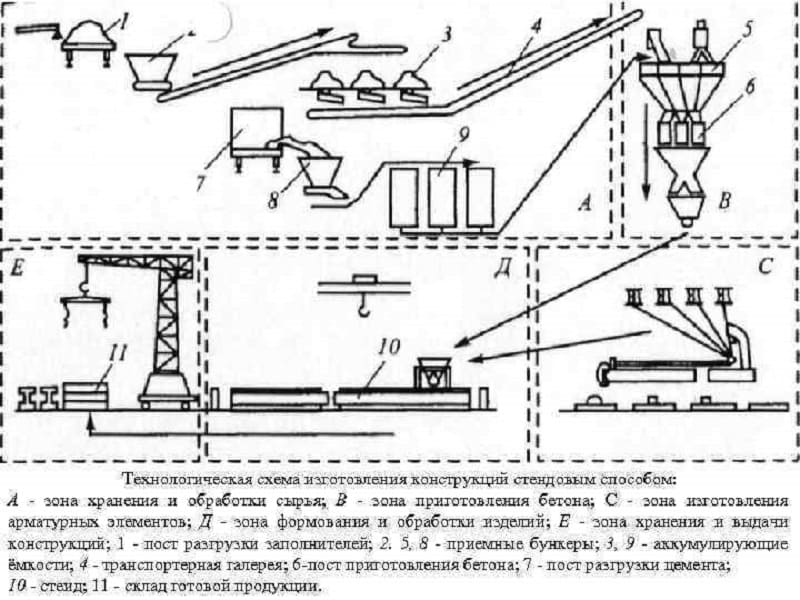
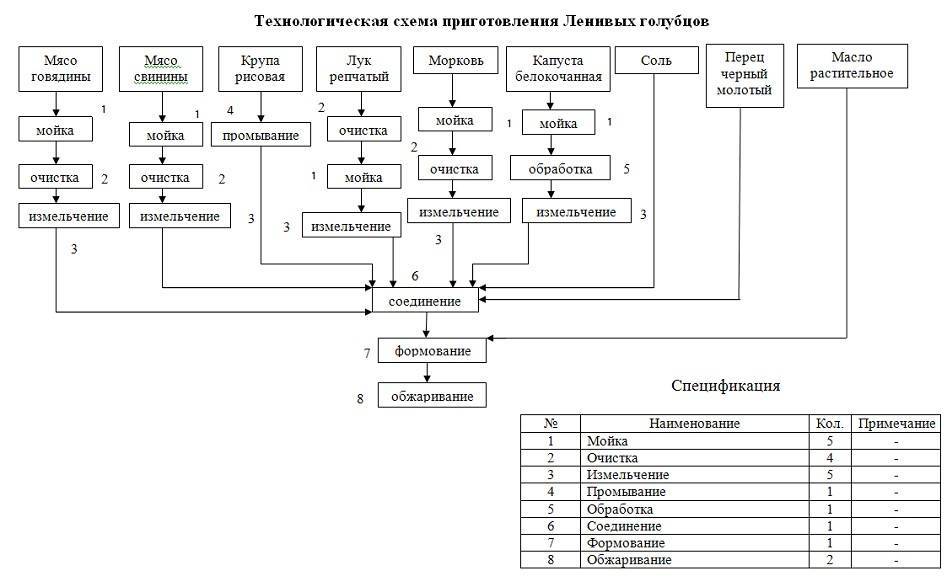
Технологическая схема
Процесс производства невозможно представить без регламентации технических действий и этапов. Для этого разрабатывается специальный документ – технологическая схема. Схема представляет собой графическую или текстовую интерпретацию необходимого набора операций, соблюдение которых приводит к получению готового продукта. При ее составлении учитывается количество производственных линий, набор используемого оборудования, этапы ручного и механизированного труда. Учет всех факторов и строгая регламентация производственных процессов, позволяет добиться высокой эффективности и качества производства.
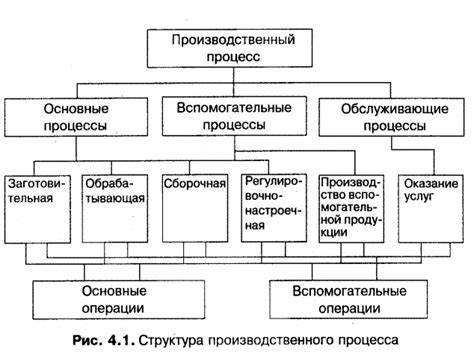
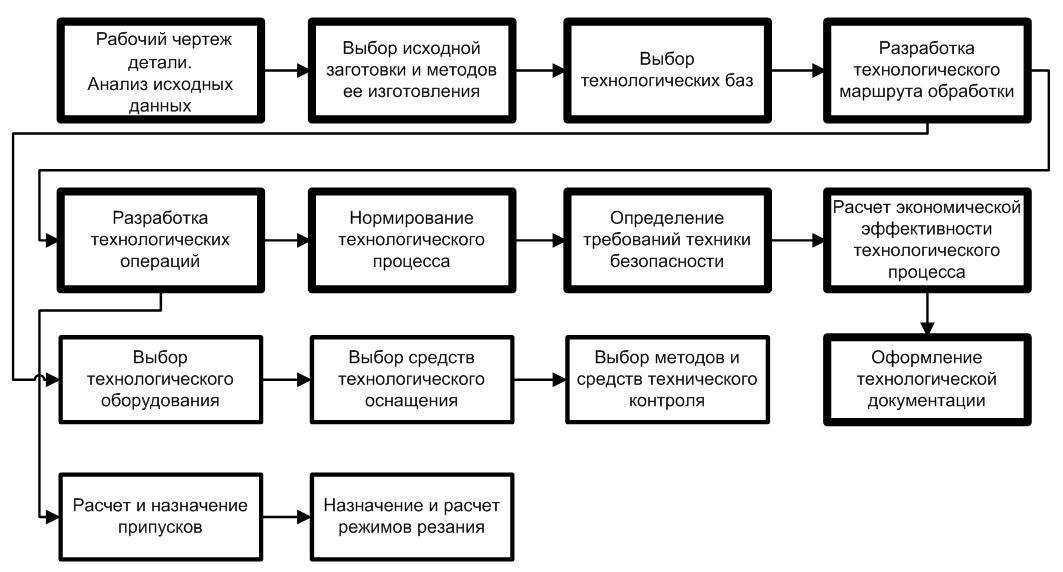
1.1.. Технологический процесс и его структура
Вопросы к
междисциплинарному экзамену
Технологическим процессом
по ГОСТ 3.1109 — 82 называется часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
В результате этих действий последовательно изменяются и контролируются размеры, форма, шероховатость поверхности, внешний вид и внутренние свойства изделий.
В зависимости от вида действий различают технологические процессы механической обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д.
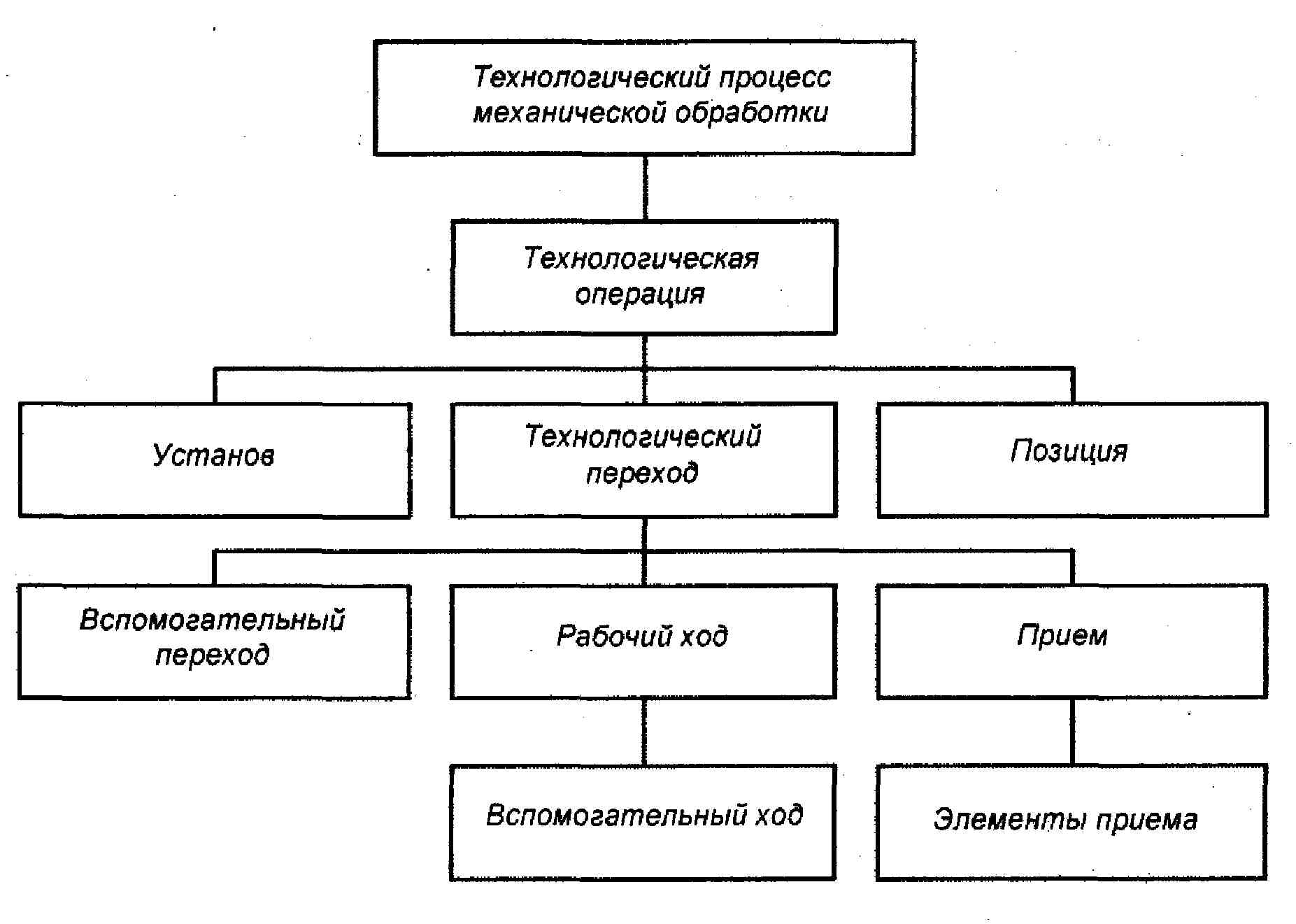
Технологический процесс состоит из технологических операций. Технологической операцией
по ГОСТ 3.1 109 — 82 называется часть технологического процесса, выполняемая на одном рабочем месте.
Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств, т.е. совокупность всех действий, которые осуществляются на данном рабочем месте над одним изделием без перехода к обработке другого изделия.
В технологической документации на технологический процесс наименование операции механической обработки записывается именем прилагательным от станочной группы, к которой принадлежит используемый на данной операции станок. Например: токарная, фрезерная, сверлильная и. т. д. Нумеруются операции цифрами кратными 5. Например: 005, 010, 015 и. т. д. Это необходимо для резервирования позиций при внесении изменений в технологический процесс.
Последовательность технологических операций обработки или сборки изделий называется технологическим маршрутом
Технологический переход
– законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход
— законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Примерами вспомогательного перехода являются закрепление заготовки на станке, смена инструмента и т.д. Наименование перехода записывается глаголом в неопределенной форме, который соответствует выполняемому действию. Например: установить, снять, переустановить.
Рабочий ход
— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход
— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
Установ
— часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Если два и более перехода выполняются при неизменном закреплении заготовки, то говорят, что эти переходы выполняются за один установ.
Позиция
— фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Изменение позиции заготовки относительно инструмента производится с помощью различных поворотных устройств и на станках револьверного типа. В технологической документации позиции обозначаются римскими цифрами (I, II, …,V,…,Х)
Прием
— законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединяемых одним целевым назначением.
Например, вспомогательный переход “установить и снять заготовку” включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя станка, выключить вращение шпинделя станка (после обработки), открепить заготовку, снять заготовку со станка. Рассмотрим структуру операции на следующем примерах.
Позиционные обозначения элементов
Всем изображенным на схеме элементам и устройствам присваиваются условные буквенно-цифровые позиционные обозначения.
Позиционные обозначения проставляют на схеме рядом с условным графическим обозначением элементов и устройств с правой стороны или над ними.
Позиционные обозначения элементам (устройствам) присваивают в пределах изделия. Порядковые номера элементам (устройствам) начиная с единицы, присваивают в пределах группы элементов (устройств) с одинаковым буквенным позиционным обозначением одной группы или одного типа в соответствии с последовательностью их расположения на схеме сверху вниз и в направлении слева направо, например R1, R2, …, C1 C2.
На схеме изделия, в состав которого входят устройства, позиционные обозначения элементам присваивают в пределах каждого устройства, а при наличии нескольких одинаковых устройств — в пределах этих устройств по правилам, изложенным выше.
Если взамен условных графических обозначений входных и выходных элементов изделия помещены таблицы, то каждой таблице присваивают позиционные обозначения замененного элемента.
Схема производства пива
Производство пива из сухого солода состоит из следующих операций:
- очистка и дробление солода,
- приготовление сусла,
- брожение сусла,
- дображивание пива,
- фильтрование и розлив пива.
Ячменный сухой солод после хранения содержит некоторое количество пыли, остатков ростков, случайно попавших металлических предметов и других примесей. Поэтому отлежавшийся солод очищают.
Солод со склада транспортируют (рисунок 6) в бункер 1, а из него для отделения пыли и другйх примесей подают на полировочную машину 2. После очистки солод поднимают норией, пропускают через магнитный аппарат 4 для отделения ферромагнитных примесей, взвешивают на автоматических весах 5 и направляют в дробилку 6. Из бункера 7 дробленный солод поступает на приготовление сусла, которое производят в варочных агрегатах. Наиболее часто устанавливают четырехаппаратные варочные агрегаты: два заторных котла, фильтрационный чан (или фильтр-пресс), сусловарочный котел. В одном из заторных котлов 8а дробленный солод смешивают с водой; полученная смесь называется затором. Часть затора, так называемую отварку, перекачивают насосом 9 в другой, рядом стоящий заторный котел 86. В котле 8б отварку нагревают для осахаривания, кипятят и после этого перекачивают в котел 8а. Затем часть затора (вторая отварка) снова перекачивают в котел 8б, нагревают, кипятят и возвращают в котел 8а. В процессе затирания примерно 75% крахмала превращается в мальтозу и 25% -в декстрины. Полученный затор фильтруют в фильтрационном чане 10.
При фильтрации затор разделяется на две части: жидкую – сусло и нерастворимую-солодовую дробину. Последнюю используют для корма скота. Сусло поступает в сусловарочный котел 11, где его кипятят с хмелем и выпаривают до определенного содержания сухих веществ.
Затем сусло направляют для отделения хмелевой дробины в хмелеотделитель 12, перекачивают насосом 13 в сборник 14, из которого сусло поступает для отделения мути в сепаратор 15 и для охлаждения – в теплообменник 16.
Охлажденное сусло поступает на брожение, которое в пивоваренном производстве проводят в две стадии: главное брожение и дображивание. Главное брожение происходит в бродильных чанах 17.
В качестве возбудителей брожения добавляют дрожжи чистой культуры из аппарата для размножения дрожжей 18 или повторно используют дрожжи из сборника 19.
При главном брожении мальтоза, содержащаяся в сусле, под действием ферментов дрожжей превращается в этиловый спирт и углекислый газ. По окончанию главного брожения получают молодое (зеленое) пиво. Его перекачивают насосом 20 для дображивания в лагерные танки 21. Во время дображивания происходит медленное сбраживание оставшихся сахаров, насыщение углекислотой, осветление и созревание пива. Готовое пиво из лагерных танков насосом 22 перекачивают для осветления в сепаратор 23, фильтруют в фильтр-прессе 24, охлаждают в охладителе 25, направляют в сборник фильтрованного пива 26 и затем разливают в бочки и бутылки.
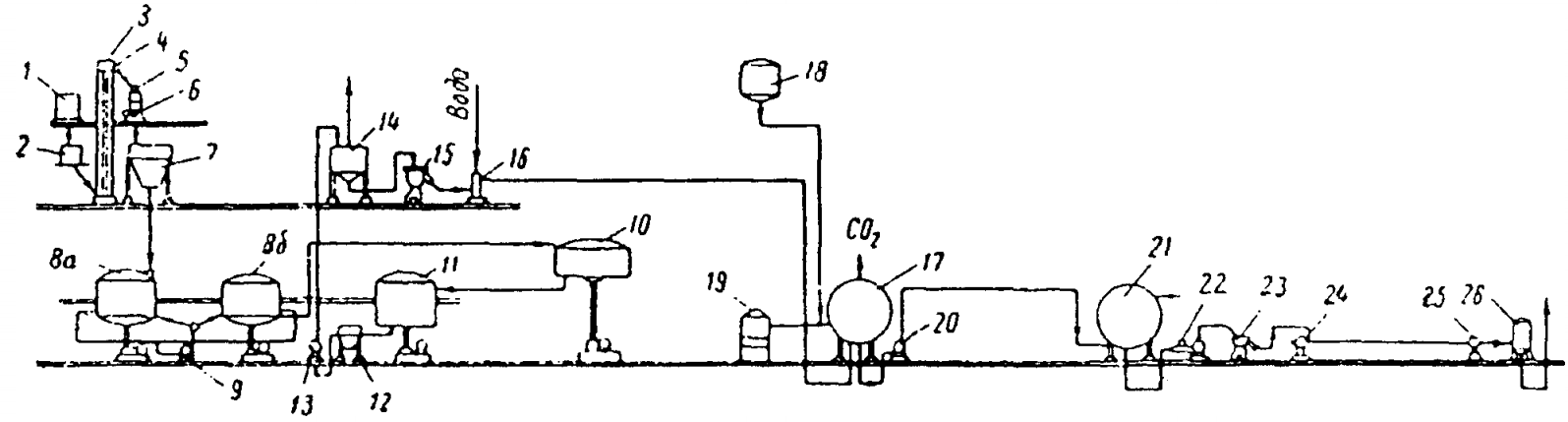 1 – бункер солода; 2 – полировочная машина; 3 – нория; 4 – магнитный аппарат; 5 – весы автоматические; 6 – дробилка; 7 – бункер дробленного солода; 8а и 8б – заторные котлы; 9 – насос отварки; 10 – фильтрационный чан; 11 – сусловарочный котел; 12 – хмелеотделитель; 1 3 -насос; 1 4 -сборник; 15 – сепаратор сусла; 16 – теплообменник; 17 – бродильные чаны; 18 – аппарат чистой культуры дрожжей; 19 – сборник дрожжей; 20 – насос зеленого пива; 21 – лагерные танки; 22 – насос готового пива; 23 – сепаратор; 24 – фильтр-пресс; 25 — охладитель; 26 – сборник фильтрованного пива.Рисунок 6 – Аппаратурно-технологическая схема производства пива
1 – бункер солода; 2 – полировочная машина; 3 – нория; 4 – магнитный аппарат; 5 – весы автоматические; 6 – дробилка; 7 – бункер дробленного солода; 8а и 8б – заторные котлы; 9 – насос отварки; 10 – фильтрационный чан; 11 – сусловарочный котел; 12 – хмелеотделитель; 1 3 -насос; 1 4 -сборник; 15 – сепаратор сусла; 16 – теплообменник; 17 – бродильные чаны; 18 – аппарат чистой культуры дрожжей; 19 – сборник дрожжей; 20 – насос зеленого пива; 21 – лагерные танки; 22 – насос готового пива; 23 – сепаратор; 24 – фильтр-пресс; 25 — охладитель; 26 – сборник фильтрованного пива.Рисунок 6 – Аппаратурно-технологическая схема производства пива
Основные технологические операции
В целом, при производстве комбикормов придерживаются следующей последовательности операций (схема 1).
Схема 1. Порядок операций при производстве комбикормов
Комбикормовому производству присуща высокая гибкость процесса. При необходимости некоторые операции могут быть исключены.








В отдельных случаях некоторые операции осуществляются повторно. Обычно, на комбикормовых предприятиях присутствует большое количество маршрутов. Маршруты, которые обходят отдельные машины, называют байпасными.
Большое количество технологических операций обуславливает расположение их в высоту, когда транспортировка продукта по маршрутам осуществляется гравитационно. Большинство (фото 3) комбикормовых заводов расположены в многоэтажных зданиях.
Фото 3. Вертикальный комбикормовый завод
Сердце производства комбикормовых смесей – это три фундаментальные операции: измельчение ингредиентов, их дозировка и смешивание. Интересно, что и здесь возможны вариации. Условно я эти схемы называю Американской, Европейской и Советской. Попробуем их проанализировать.
Наша группа «ВКонтакте»
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.
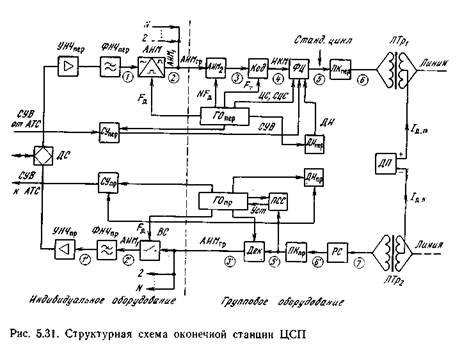
4.1. Схема электрическая структурная (Э1)
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л.
Как читать схему . Часть 7. Power sequence for Desktop.

Как читать схему . Часть 7. Power sequence for Desktop.
Технологические схемы монтажа конструкций покрытия с рядовыми фонарными блоками размерами 12×12 м
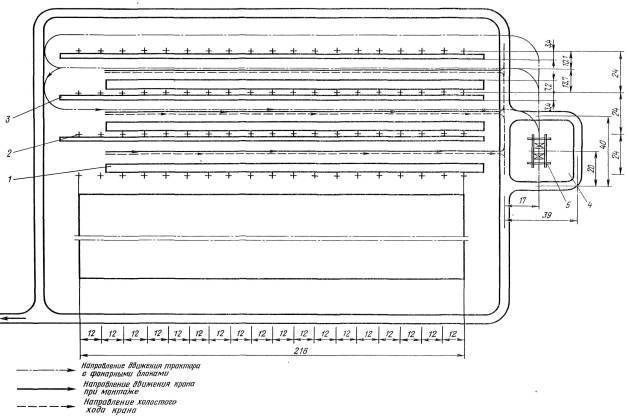
1 — зона складирования плит покрытия;
2 — колонна;
3 — зона складирования стропильных ферм;
5 — сани с кондуктором для укрепления и транспортирования фонарей блоками.
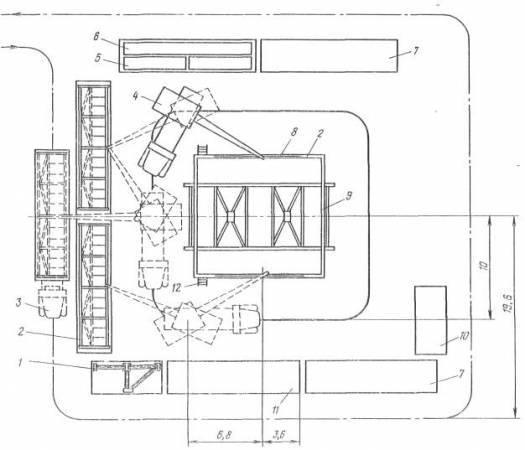
1 — элементы фонарных ферм;
2 — фонарные панели;
3 — транспортное средство;
4 — кран автомобильный к-162 со стрелой длиной 10 м;
5 — место складирования горизонтальных связей;
6 — прогоны;
7 — место складирования вертикальных связей;
8 — траверса;
9 — сани с кондуктором для укрупнения и транспортирования фонарных блоков;
10 — место складирования элементов торцевых панелей;
11 — стенд для укрупнительной сборки панелей и ферм;
12 — приставная лестница.
Примечание: Перед установкой фонарной панели в блок на панель навешиваются фонарные переплеты с нащельниками
Как решить проблему Out-of-Stocks при помощи видеонаблюдения
Слишком мало дано информации о каждом блоке, из-за чего трудно понять, как они работают.
В этой схеме можно использовать шиносоединительный выключатель для замены выключателя любого присоединения.
В качестве задания студенту выдается схема электрическая принципиальная, содержащая изображения электрических элементов и электрические связи между ними.
Так, на рис. Ниже будут рассмотрены схемы принципиальные, соединений и подключений как получившие наиболее широкое применение в электрооборудовании промышленных предприятий. Элементы одного типа с одинаковыми электрическими параметрами, имеющие на схеме последовательные порядковые номера, допускается записывать в перечень в одну строку.
Читайте дополнительно: Кто составляет энергетический паспорт здания
В Казахстане обсуждают введение СРО в строительной экспертизе
В этом случае линия W1 оказалась отключенной, хотя никаких повреждений на ней нет, что является недостатком схемы мостика. На электровозах, кроме того, имеются высоковольтные электрические цепи вспомогательных машин и отопления, для которых составляют соответствующие принципиальные схемы. Разнесенным способом выполняют схемы автоматики и электрооборудования то есть схемы, содержащие много контакторов, реле и различных контактов. Приведем пример такой схемы: Рисунок 7.
Это достигается, во-первых, введением специальной системы условных графических обозначений аппаратов и их отдельных элементов и, во-вторых, системой буквенно-цифровых обозначений элементов схем. На схеме рис. Согласно этому стандарту все участки электрических цепей, разделённые контактами аппаратов, обмотками реле, приборов, машин, резисторами и другими элементами, должны иметь разное обозначение. В эксплуатации по схемам изучают принцип действия изделия и протекающие в нем процессы. Каждую функциональную часть изделия характеризуют: — наименование, указывающее на ее конкретную функцию в изделии и характер протекающих в ней процессов; — состав; — параметры реализуемых физических процессов.
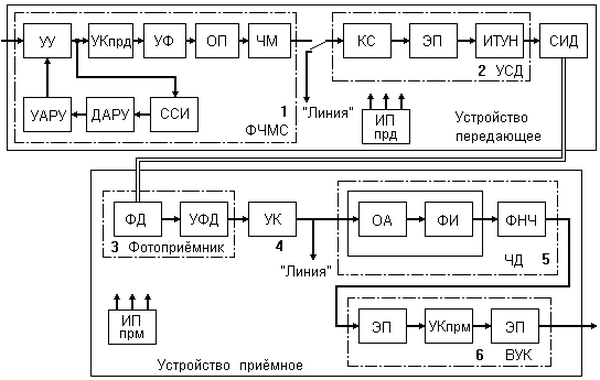
СХЕМА ПЕРЕГОВОРНОГО УСТРОЙСТВА
При повреждении на любой системе шин автотрансформатор остается в работе, исключается возможность потери обеих систем шин. В технически обоснованных случаях допускается проставлять обозначения под изображением цепи. Выключатель Q1 в мостике включен, если по линиям W1, W2 происходит транзит мощности.
Размеры условных графических обозначений можно и увеличивать, если это, например, необходимо для вписывания в них поясняющих знаков. Поэтому значение условностей и правил графического оформления схем следует рассматривать как неотъемлемую часть общей подготовки специалиста в области инженерной графики. Конечно, приведенная схема настольной лампы проста, и по ней трудно показать все моменты построения монтажной схемы, но все же сам принцип построения на ней виден.
КОМПАС Электрик Часть 2 Разработка схемы принципиальной Э3
КОМПАС Электрик Часть 2 Разработка схемы принципиальной Э3