

Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.

Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
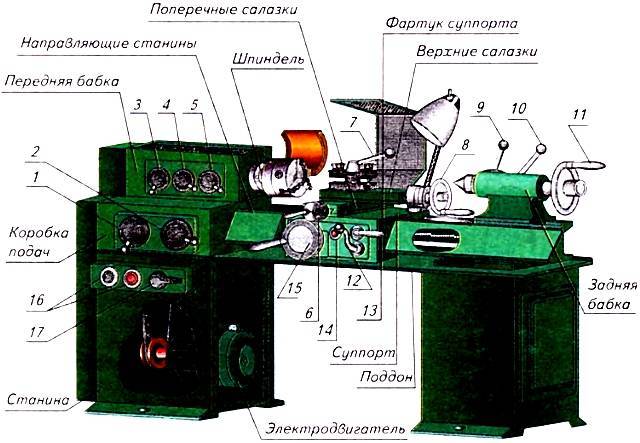
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.

Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

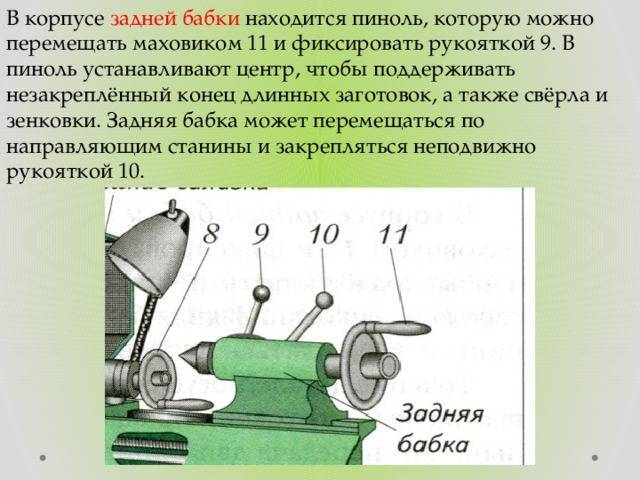
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.



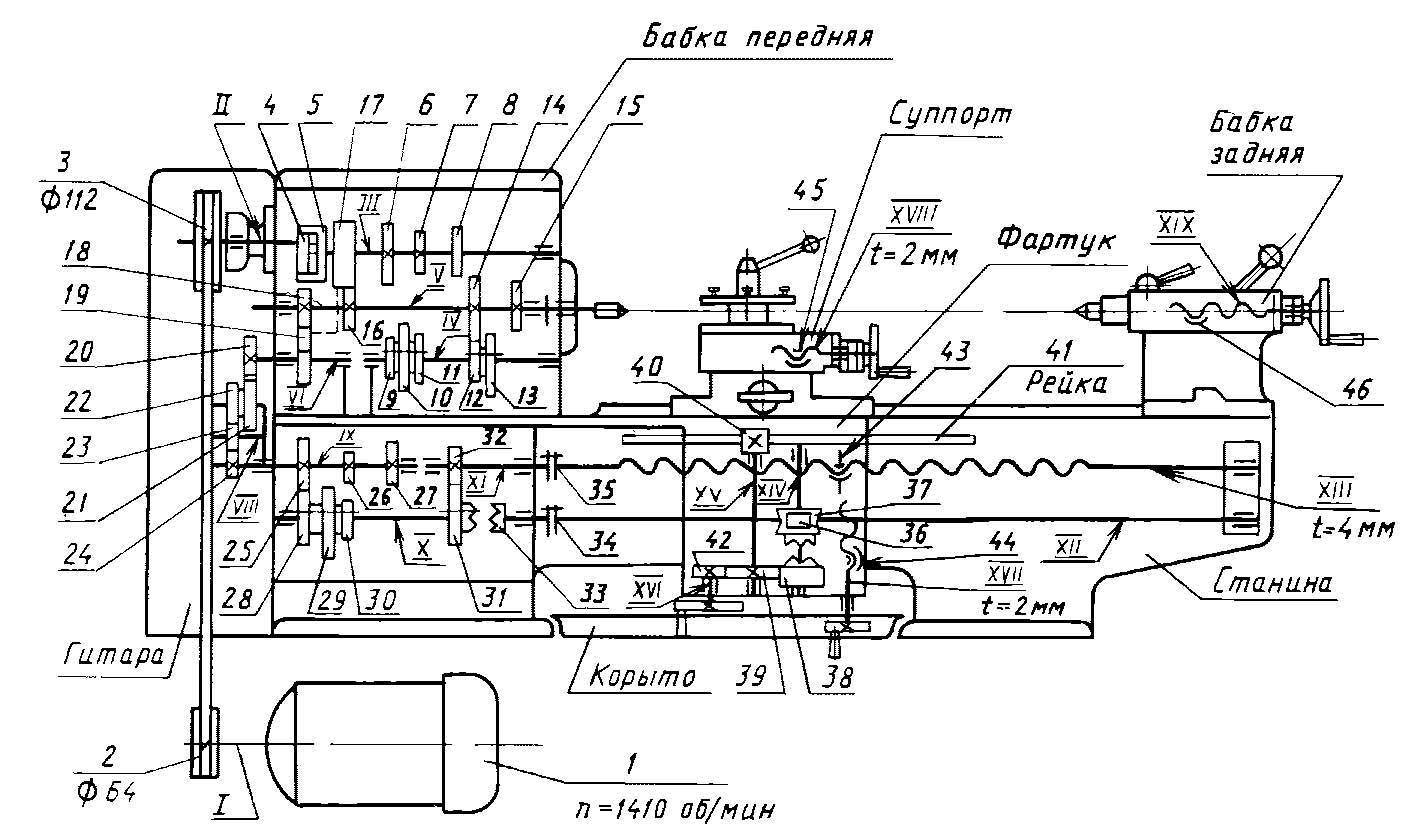

Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
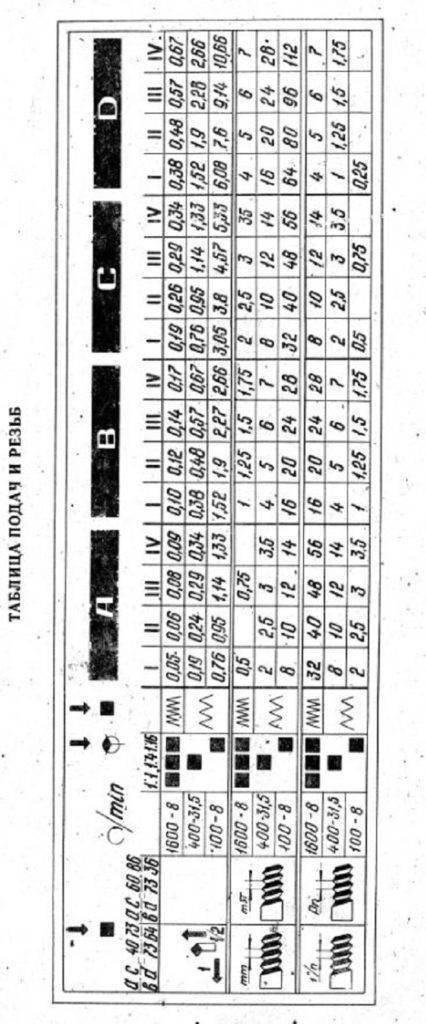
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры
Есть несколько нюансов работы, которые обязательно учитывать:
В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач
Важно, чтобы был настроен заземляющий контур.
Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка
Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен
Важно только изначально его правильно монтировать
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.
На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.




На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Уход за станком
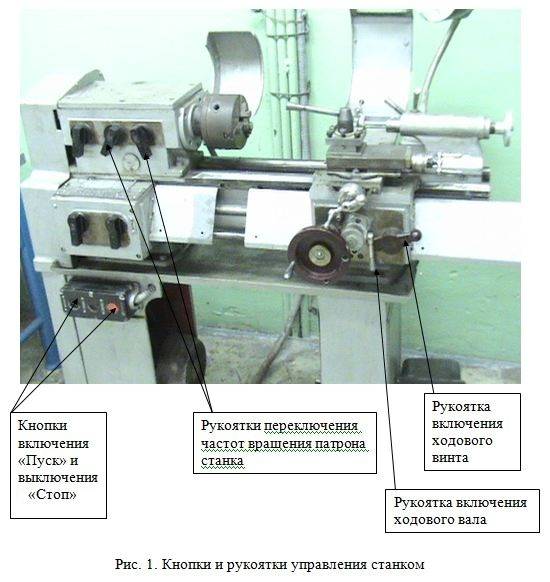
Переключение рукояток изменения чисел оборотов и реверса подач передней бабки, а также рукояток коробки подач необходимо производить при выключенном двигателе после полной остановки станка. В случае если необходимая пара шестерен или зубчатая муфта не включились, необходимо, взявшись рукой за патрон, провернуть шпиндель и ввести шестерни или муфту в зацепление (при выключенном электродвигателе).
При переключении передач в период неполной остановки шпинделя происходят резкие удары зубчатых муфт и шестерен, вследствие чего они быстро изнашиваются и приходят в негодность.
Перед тем как навернуть патрон на шпиндель, нужно тщательно прочистить резьбу на шпинделе и в патроне.
Загрязнение резьбы вызывает заедание патрона на шпинделе и может вывести шпиндель из строя.
Необходимо тщательно следить за состоянием сальников суппорта, так как со временем в них скапливается мелкая стружка, которая может вызвать задиры на направляющих станины. Сальники необходимо промывать керосином.
За направляющими станины требуется весьма тщательный уход. Ни в коем случае не следует допускать, чтобы при движении суппорта на направляющих оставался грязный след. Слой масла на направляющих станины при движении суппорта должен быть всегда чистым.
При появлении грязного следа нужно немедленно тщательно промыть керосином направляющие.
Грязный след образуется мельчайшими частицами металла, которые попадают между трущимися поверхностями суппорта и станины и при движении суппорта образуют царапины на направляющих.
Особое внимание необходимо обращать на то, чтобы не перегружать станок. У перегруженного станка во время работы наблюдается повышенный шум, происходит пробуксовывание ремня, перегревание подшипников шпинделя и перегревание электродвигателя. Пиноль при проточке деталей в центрах следует выдвигать на небольшую величину; это сохранит ее от преждевременного износа, обеспечит более прочное крепление детали
Пиноль при проточке деталей в центрах следует выдвигать на небольшую величину; это сохранит ее от преждевременного износа, обеспечит более прочное крепление детали.
Рекомендации по изготовлению и использованию держателей для метчиков и плашек и упоров продольного перемещения суппорта при работе на ручных подачах (см. приложение 3).
Ремонт станка
При эксплуатации станка в соответствии с требованиями и рекомендациями, изложенными в соответствующих разделах, и соблюдении рекомендуемого графика плановых ремонтных работ (см. табл. 9) его межремонтный цикл (срок работы до первого капитального ремонта) равен 7 годам при двухсменной работе.
Использование
Ввиду того что станок причисляется к учебному оснащению, устанавливать, налаживать его должны специалисты. Перед началом работы ученики обязательно изучают конструкцию устройства, его эксплуатационные показатели, технику безопасности.
Для монтажа станка нужно создать фундамент высотой 10 см. Для этого возможно применять бруски из дерева, бетон. Необходимо следить за тем, чтобы не было перепадов высот платформы. Можно монтировать особые регулируемые опоры.
Существуют определенные правила эксплуатации, которым нужно следовать:
- Подготовительные работы. Оснащение чистится от противокоррозийного средства, в специальную емкость заливается смазка для коробки скоростей. При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО;
- Обработка детали. Прежде всего надо удостовериться, что все рукоятки находятся в стандартном положении. Затем можно выполнять настройку. Деталь закрепляется промеж передней и задней бабки. Положение инструмента определяется посредством механизмов резцедержателя;
- Профилактические работы. После завершения обработки обязательно убираются опилки металла, выполняется проверка целостности и правильности работы ключевых частей станка. Перед пуском проверяется количество смазки.
Данное учебное оборудование не предназначается для массового производства. Ввиду этого его нельзя подвергать высоким нагрузкам. Может сломаться любая часть станка, например, резцедержатель.
Подробнее ознакомиться с особенностями эксплуатации устройства можно, посмотрев нижеприведенное видео.
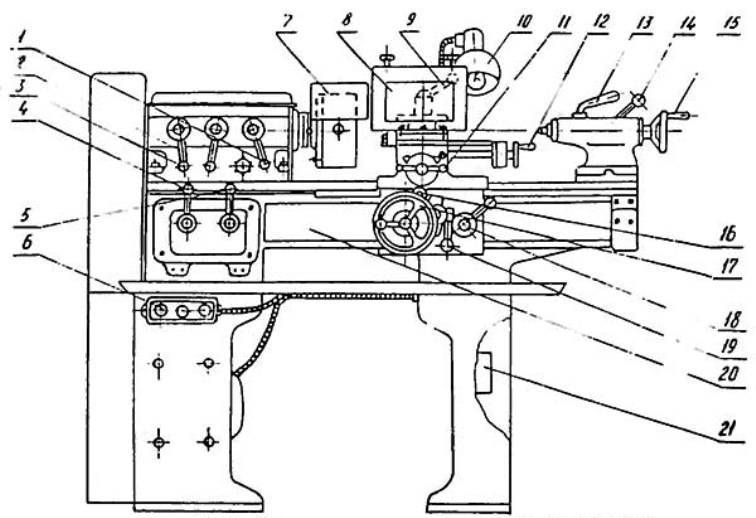
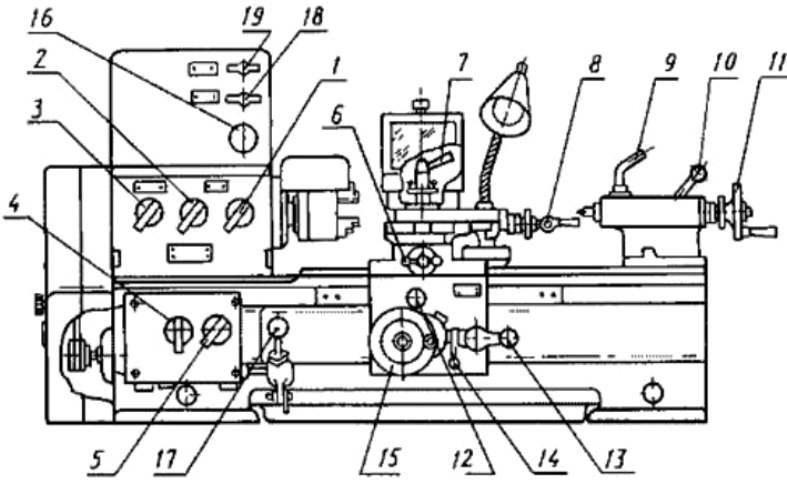
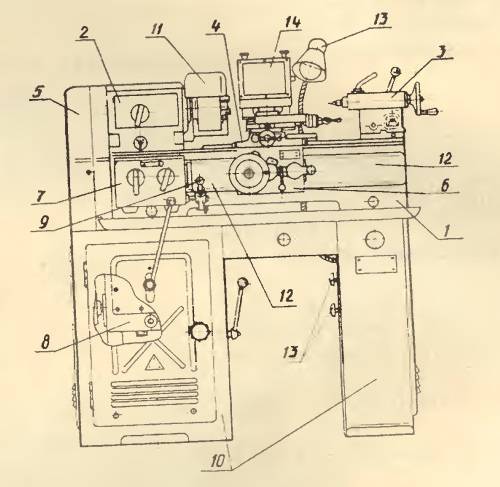
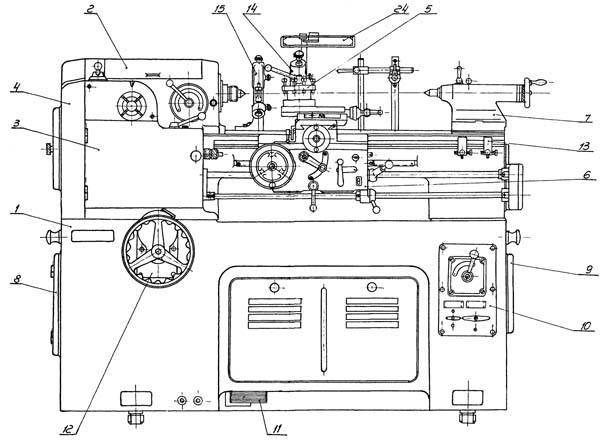
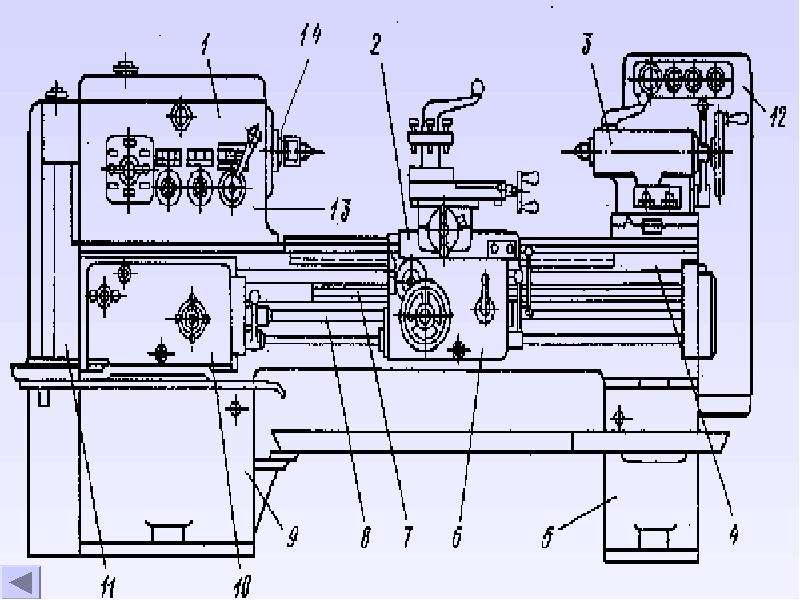
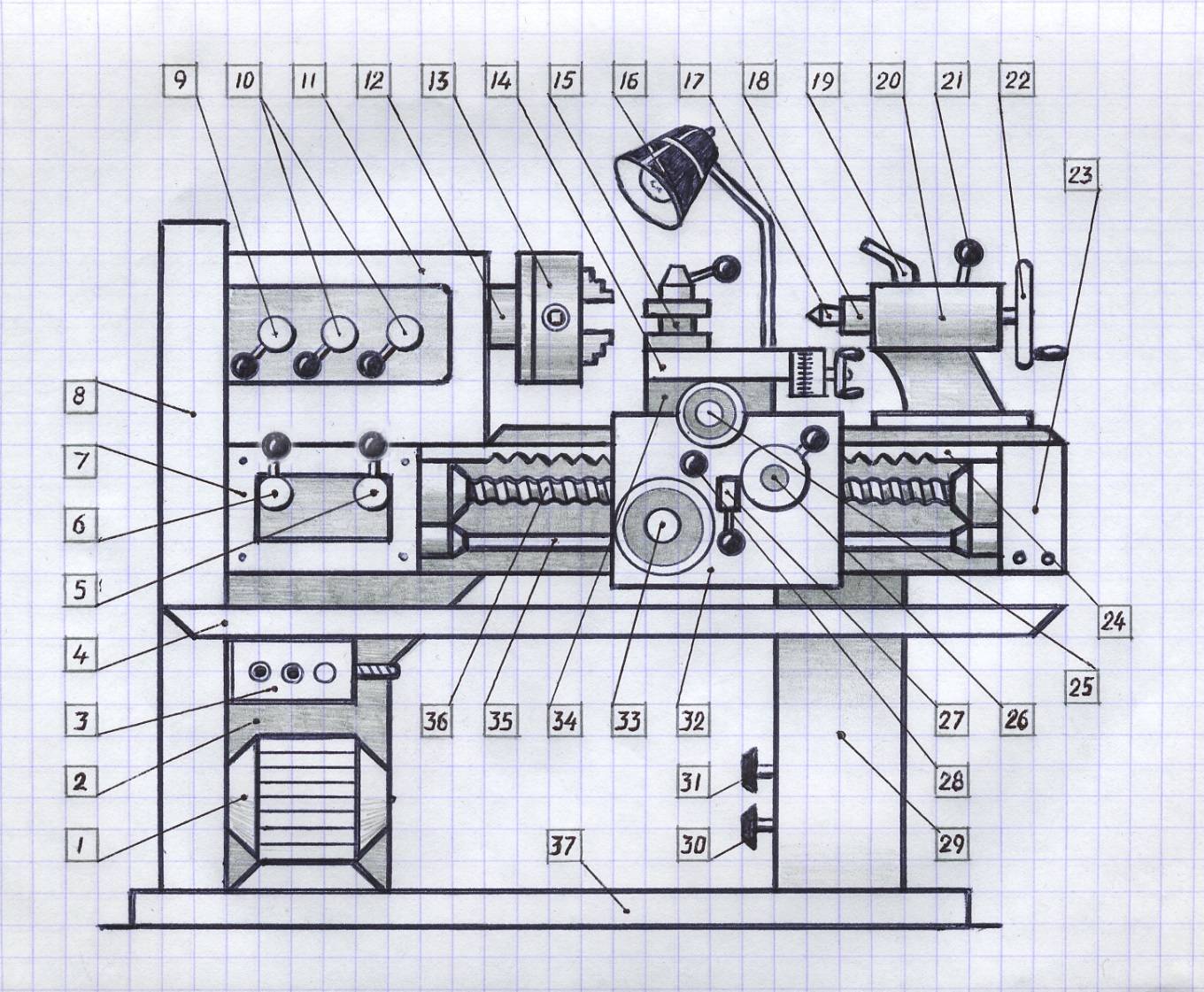
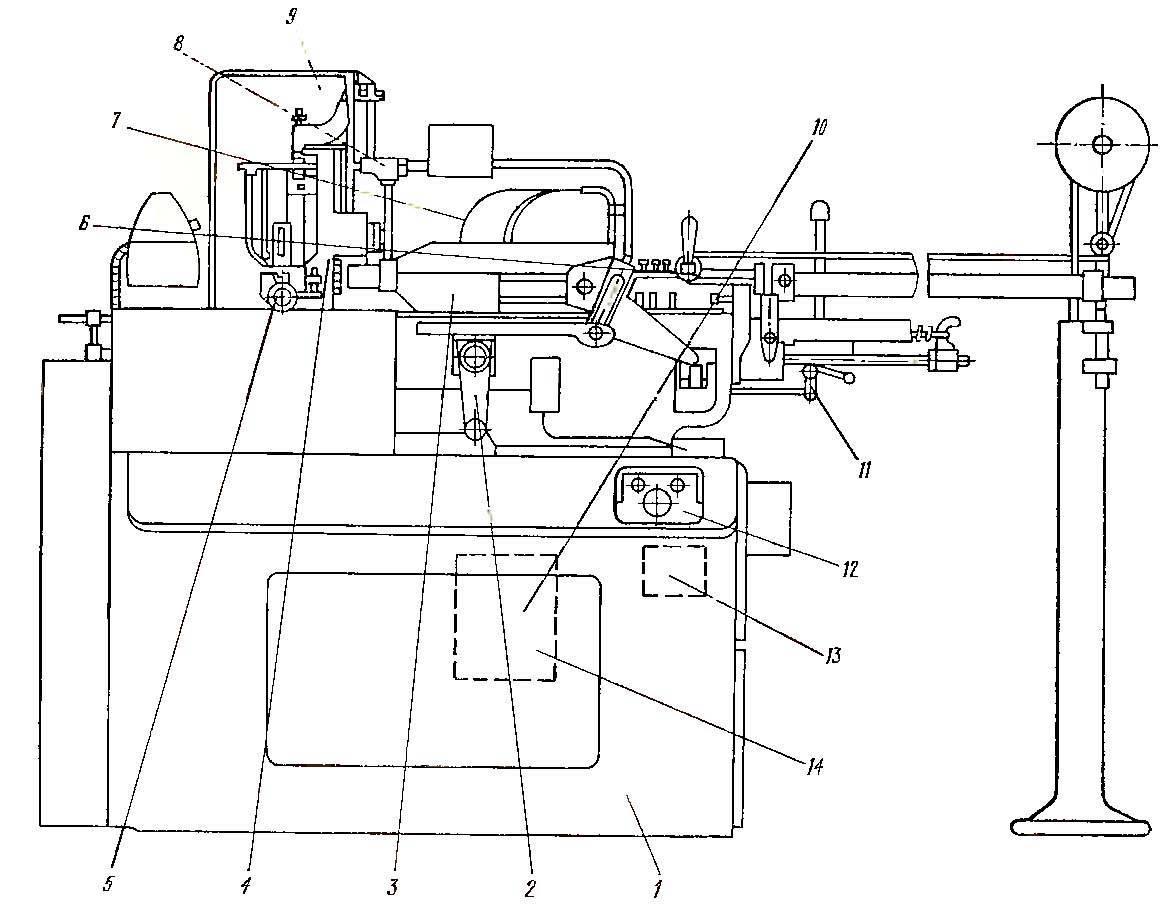
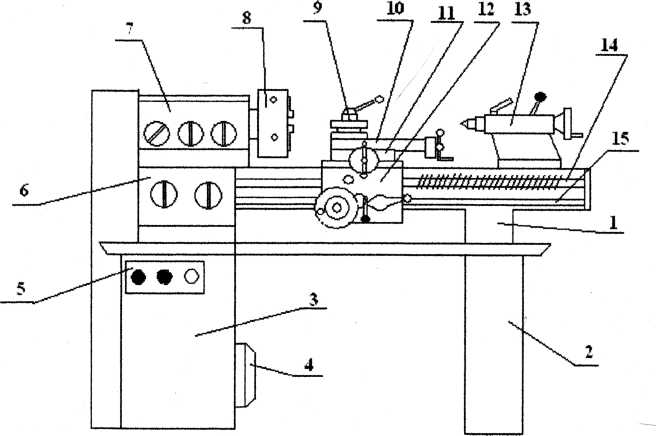
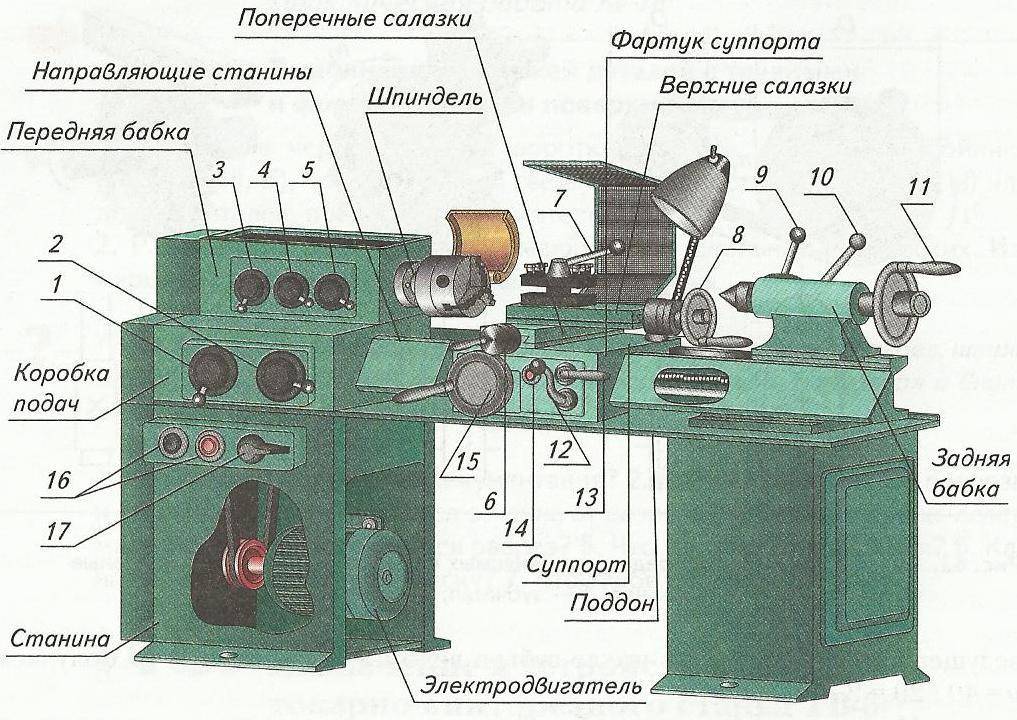
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.






- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Для каких работ применяется
Применяется на чистовых и получистовых режимах. Не стоит использовать на черновых и обдирочных работах. На станке выполняются все стандартные токарные операции, а также возможно проведение нестандартных работ в зависимости от длины кинематической цепи.
Нарезание резьбы
На станке есть возможность нарезать резьбу. В зависимости от установленных параметров есть возможность нарезать метрическую, дюймовую, модульную и питчевую резьбу, а также несколько видов нестандартных резьбы.
Метрическая
Нарезание метрической резьбы осуществляется так, чтобы угол треугольного профиля был равен 60°. Метрической данный вид резьбы называют из-за того, что все геометрическими параметры ее измеряются в миллиметрах.
Питчевая
Питчевая резьба имеет другие размеры и параметры шага. Необходимо число размера умножить на число пи, известное еще со школы.
Нестандартная
Если включить ходовой винт без коробки подач, укоротив тем самым кинематическую цепь, то появится возможность нарезать нестандартные резьбы по имеющимся параметрам.
Токарные работы на чистовых и получистовых режимах
Помимо нарезания резьбы, токарный станок ФТ-11 работает еще и по проведению других операций:
- выполнение сверления и зенкерования;
- обточка конусов;
- развертывание отверстий;
- обработка и подрезка торцов.
В каждой операции есть свои незначительные нюансы, которые помогают опытному оператору выполнить работу с максимальной скоростью и высокими параметрами точности.
Обточка конусов на данном станке, благодаря его некоторым конструктивным особенностям, возможна без применения конусной линейки. Это можно сделать при помощи перемещения верхнего суппорта.





