

Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Цена центровочных сверл
Цена центровочных сверл по металлу зависит от их характеристик и бренда производителя. Популярные предприятия могут устанавливать наценку на реализуемую продукцию.
Для получения консультаций касательно представленных изделий обратитесь к менеджерам «РИНКОМ». Они расскажут об особенностях товаров, порекомендуют решения, отвечающие Вашим потребностям.
Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.
Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.
Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.
Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.
Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Как действует данный инструмент?
Вначале маленький наконечник просверливает дыру небольшого диаметра. Она, как правило, образуется уже после нескольких вращений инструмента (не более 2-3 секунд). После этого то самое маленькое отверстие расширяется режущей кромкой толстой конической части сверла. Стоит отметить, что при работе данного механизма обеспечивается точная перпендикулярность углубления относительно обрабатываемого материала и его поверхности.
Центровка
Центровка, центровочные сверла ГОСТ 14952-75
В машиностроении комбинированные центровочные сверла применяются достаточно часто для центровки отверстий заготовок и деталей. Полученные центровочные отверстия применяются для базирования в центрах, для захода сверл и других технологических операций. Центровочные сверла изготавливают в основном из быстрорежущей стали марки Р6М5.
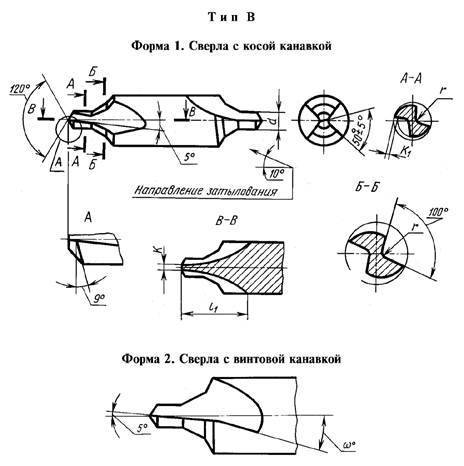
Рис. А Рис. Б
Центровки изготавливаются согласно ГОСТ 14952-75 с определенными размерами. На рисунке А мы видим центровку без предохранительного конуса 60°, а на рисунке Б предохранительный конус есть 60° и 120°. При изготовление центровок может вместо конуса быть радиус, а так же витая канавка для выхода стружки. На некоторых центровочных сверлах имеется покрытие окись титана (желтого цвета), которое понижает температуру в зоне резания, но такими центровками работать по титановым сплавам не рекомендуется (из-за покрытия центровки процесс центровки ухудшается).
Комбинированные центровочные сверла изготавливаются с разным D и d. Маркируют центровку по d, например: центровка d=1,6 значит, и на центровке будет стоять отметка, все стандартизировано. Основные размеры центровок: 1; 1,6; 2; 2,5; 3,15…6, а так же и больших размеров.
Заточка комбинированного центровочного сверла
При точении центровок из быстрорежущей стали применяются белые круги из электрокорунда. При заточке центровок особенно маленьких диаметров стоит обратить внимание на затыловку. Ленточки точим одинаковыми примерно 120° (появляется устойчивость к сколам, а так же подходит для центровки нержавеющей стали, например: 12Х18Н10Т), а затыловать необходимо так, что бы противоположная (вспомогательная кромка) не давила на металл и давала выход стружки.
Процесс работы центровками
В процессе работы необходимо правильно подобрать режимы резания. На универсальных станках процесс зацентровки происходит вручную, так что резких движений не желательно делать (можно плавно и быстро в зависимости от обрабатываемого материала). Для цветных, вязких сплавов и материалов желательно увеличить обороты вращения шпинделя до 800 об/мин, а для более твердых и каленых материалов в некоторых случаях уменьшить до 40 об/мин.


Популярные производители
В торговой сети представлены центровочные сверла лучших отечественных и зарубежных производителей. Среди российских компаний качественные изделия выпускают Сестрорецкий инструментальный завод, ООО «Секира». Ассортиментный ряд выпускается в строгом соответствии с действующими отечественными ГОСТами. Их срок службы зависит от условий эксплуатации и составляет не менее 130 операций без перезаточки.
Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
Преимущества
Плюсы использования центровочных приспособлений неоспоримы. Они таковы:
- при смене пластинки сверло имеет небольшое отклонение осей (до 0,005 сантиметра) и радиальное биение (до 0,002 сантиметра);
- минимизация продолжительности настройки оснащения;
- исключение необходимости перетачивания инструментов;
- способствование увеличению срока эксплуатации.
Если вас до сих пор мучают сомнения, какое сверло приобрести, загляните в государственный стандарт. Там вы точно найдете информацию, которая поможет правильно выбрать изделие, оптимально подходящее для выполнения поставленных вами задач.
Цена изделия зависима от его размера и вида. Стоимость таких инструментов значительно варьируется. Например A-сверло стоит примерно двадцать восемь рублей. Если же говорить о приспособлениях, часто применяющихся в домашних условиях, то цена находится в диапазоне от двадцати трех до четырехсот восьмидесяти шести рублей.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
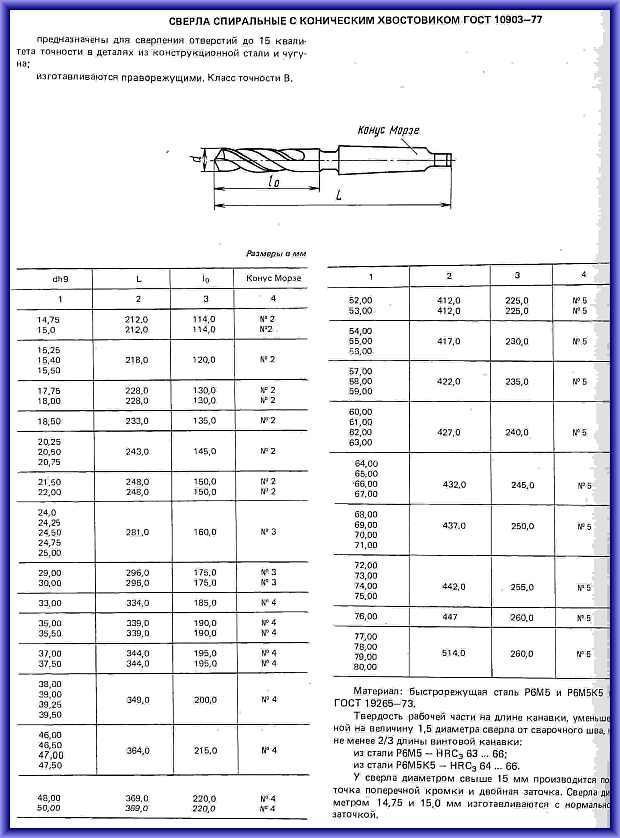
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм |
| » » » св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм |
| » » » св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм |
| » » » св. 6,0 мм до 10,0 мм | 0,13 мм |
| » » » св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм |
| » » » св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм |
| » » » св. 3,15 мм | 0,10 мм |
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.


2.13, 2.14. (Введены дополнительно, Изм. N 3).
Что это и для чего нужны?
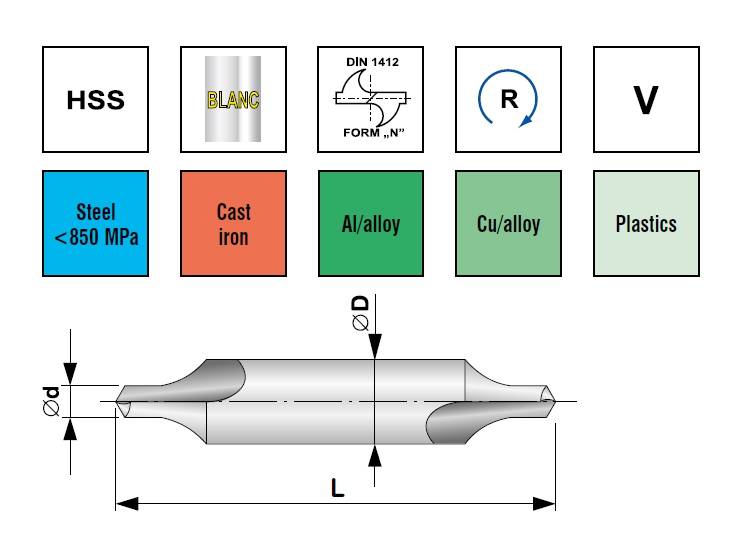
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.
Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
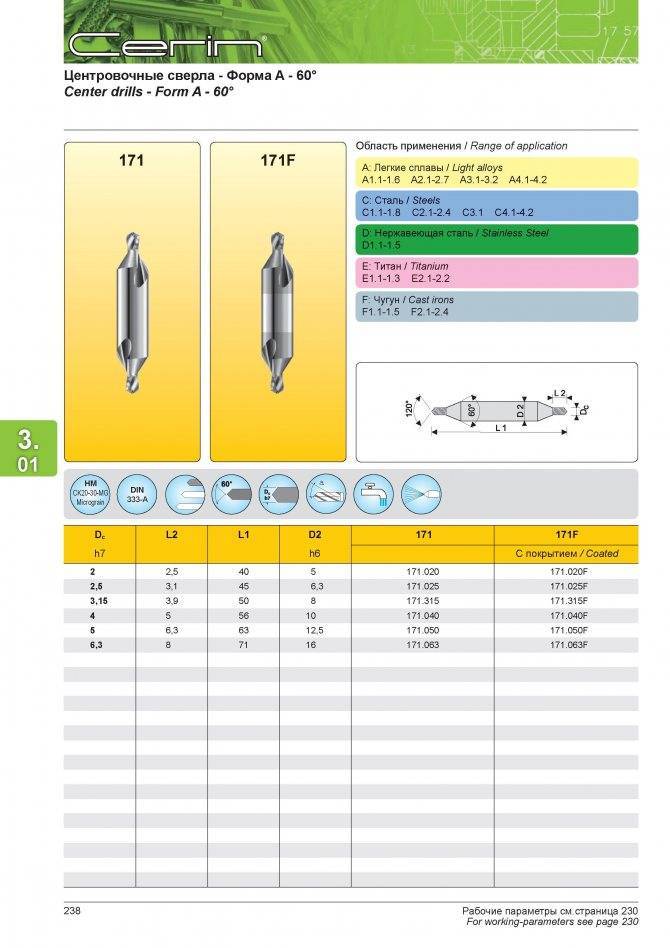
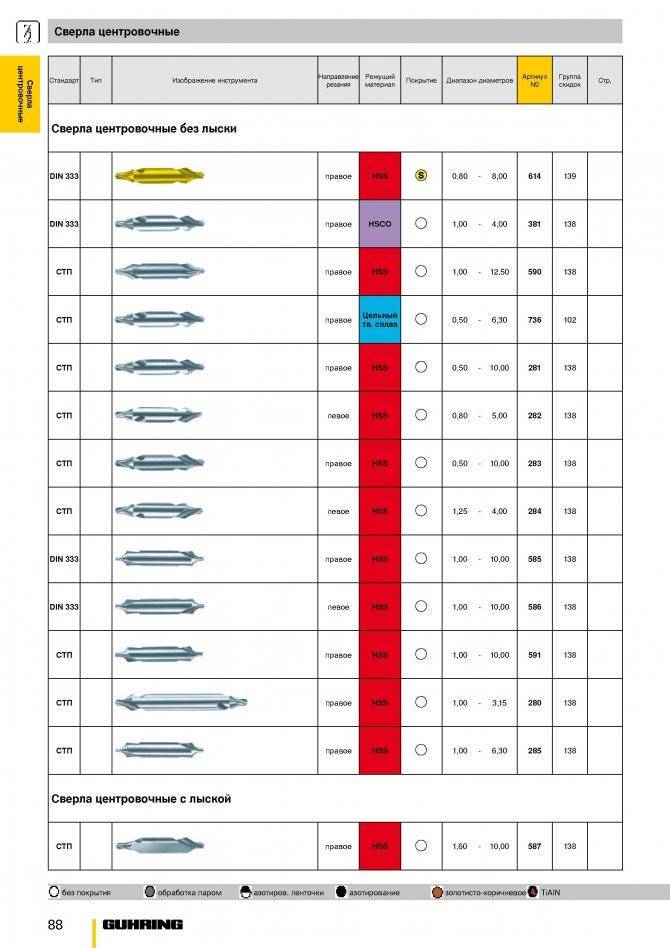
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
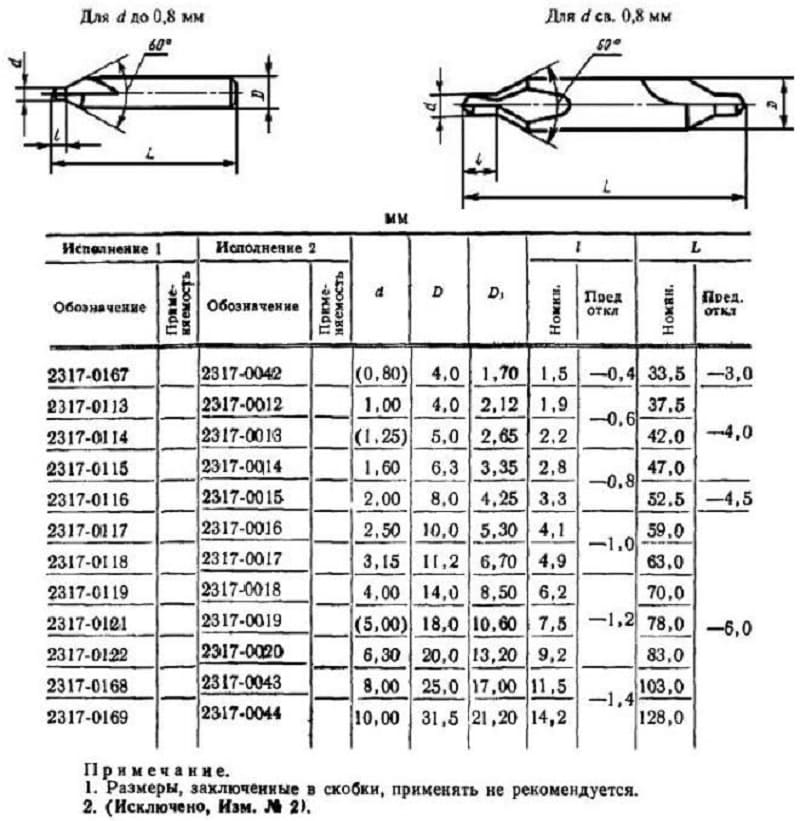
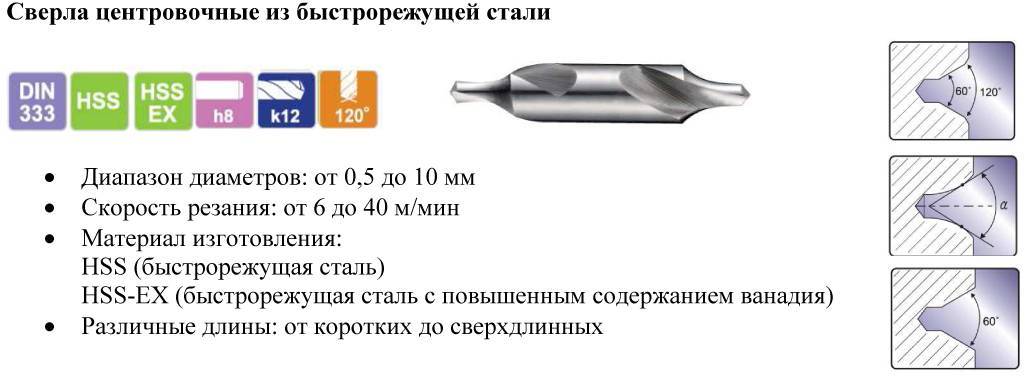
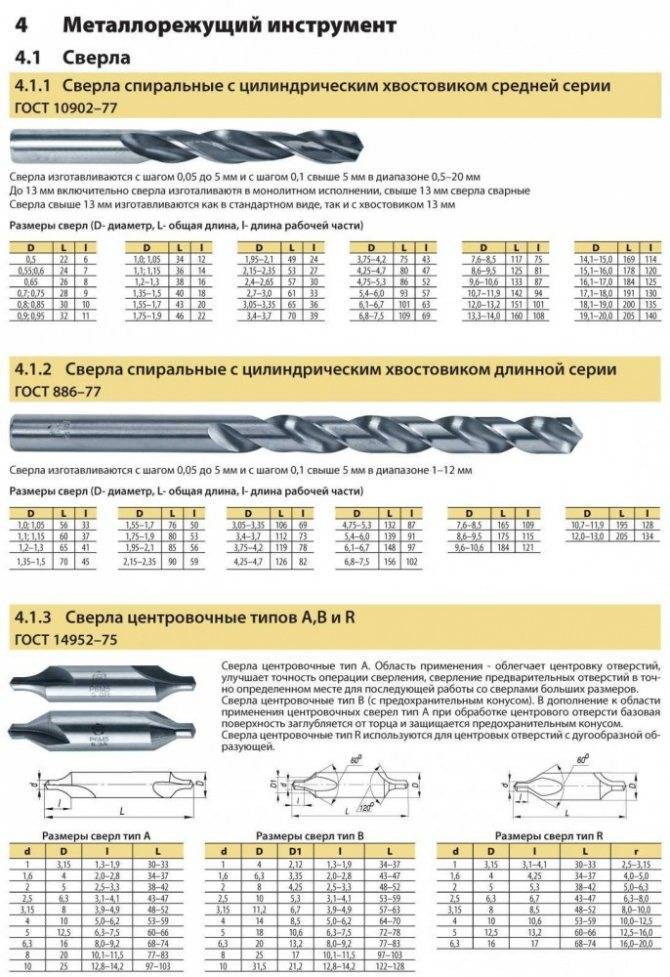
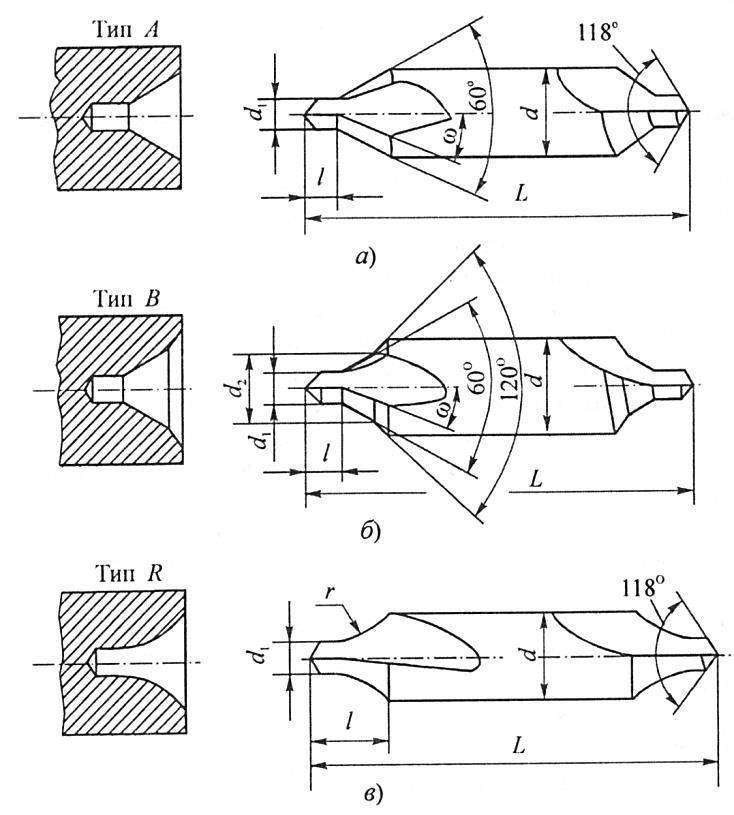
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
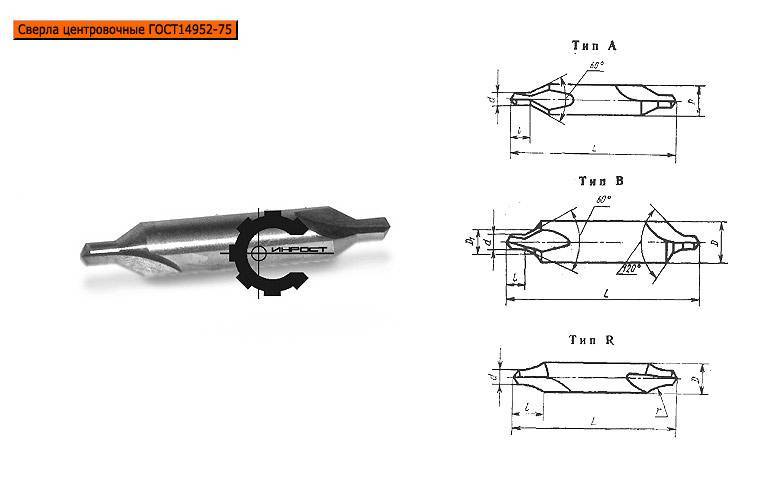
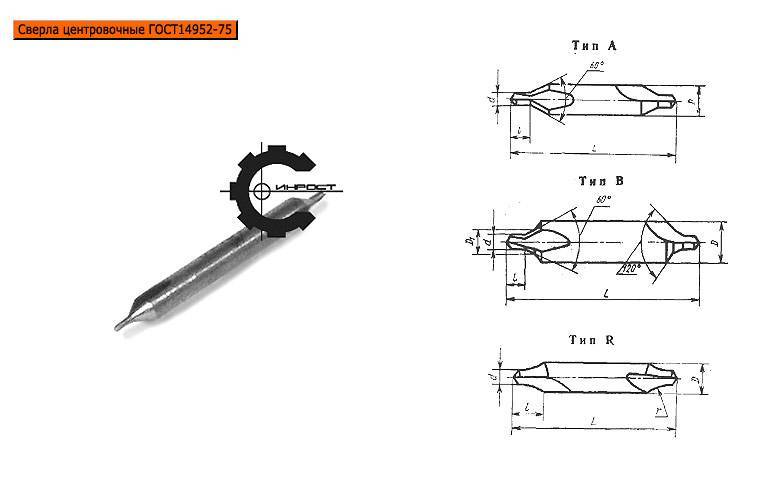
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
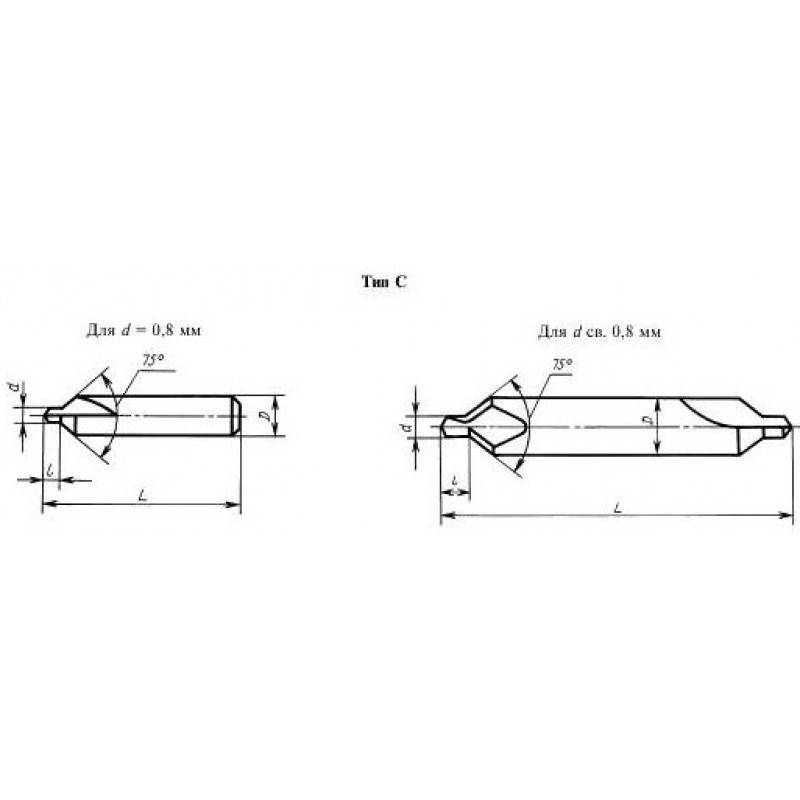
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.
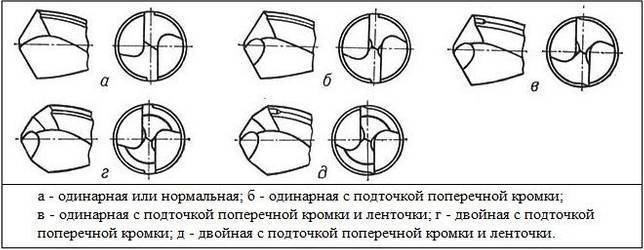
Изображение №6: виды заточки спиральных сверл
- Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
- Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
- Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
- Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
- Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
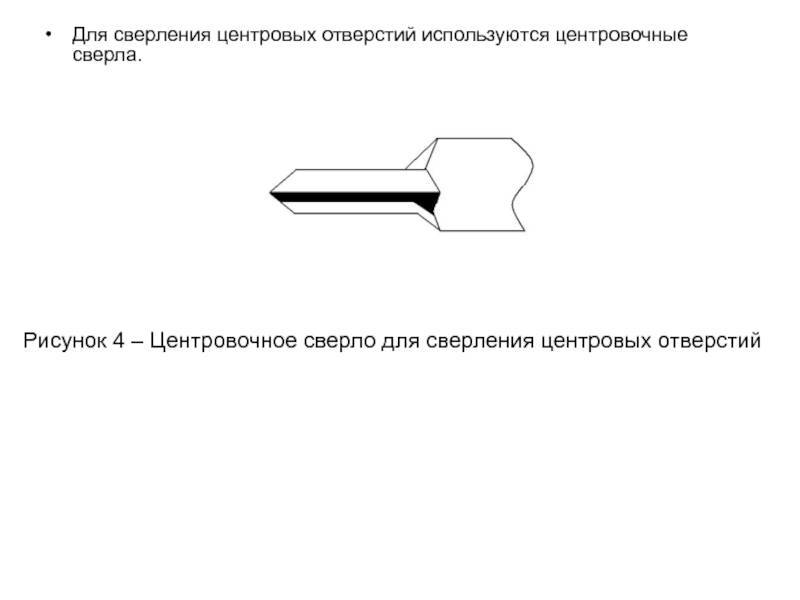
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
fastb.ru
Как правильно подобрать сверло
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:

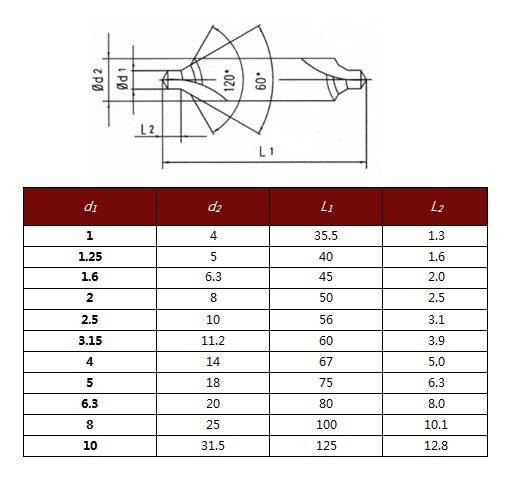
| Рабочий диаметр, см | 0,05 | 0,08 | 0,16 | 0,25 | 0,4 | 0,63 | 0,8 | 1 |
| Диаметр посадки, см | 0,315 | 0,5 | 0,8 | 1 | 1,6 | 2 | 2,5 | 3,15 |
| Длина, см | 2,1 | 3,35 | 4,2 | 5,9 | 7,4 | 8,3 | 10,3 | 12,8 |
| Длина рабочей области, см | 0,1 | 0,19 | 0,28 | 0,33 | 0,49 | 0,62 | 0,75 | 1,15 |
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл
При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой. Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток. Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.

Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от . Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.
В сталь, из которой делаются центровые инструменты Dormer, изготовитель добавляет кобальт. Это дает возможность режущему элементу оставаться твердым даже в высокотемпературных условиях. Износоустойчивость изделий «Дормер» очень высокая. Недаром на сверла этой марки дается такая продолжительная гарантия.

Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, производит центровые приспособления разного размера.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева. Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.





