

Процесс изготовления
Для изготовления силовых частей станка необходимо использовать листовой металл толщиной 10 мм. Чтобы нарисовать очертания таких деталей для их дальнейшего вырезания, можно ориентироваться на рисунок. Придерживаться точных размеров не обязательно, так как от них будут зависеть только размеры тех деталей, которые вы собираетесь обрабатывать на ленточной шлифовальной машине. Вы можете нарисовать контуры деталей на листе металла маркером и с помощью болгарки и лобзика вырезать их. Такие детали вырезать плазменным резаком намного проще, но не у всех дома есть такое оборудование.

Основание, детали корпуса и двигатель перед сборкой
Чтобы сделать основу самодельной болгарки надежнее, лучше всего использовать для ее изготовления лист металла толщиной 12 мм. Можно использовать винтовые соединения для сборки основания болгарки, но тогда придется просверлить множество отверстий, которые сильно ослабят всю конструкцию. Собрать основание вашего станка электросваркой будет намного проще и надежнее.
Основание станка
Полукруглые канавки на деталях ленточно-шлифовального станка, вращающие платформу, на которой расположены ролики, займут много времени. Чтобы сделать такие пазы самостоятельно, придется повозиться сверлом, фрезами и напильником, а также использовать дрель. Вы можете значительно облегчить себе задачу, если поручите изготовление таких канавок квалифицированному фрезерному станку.
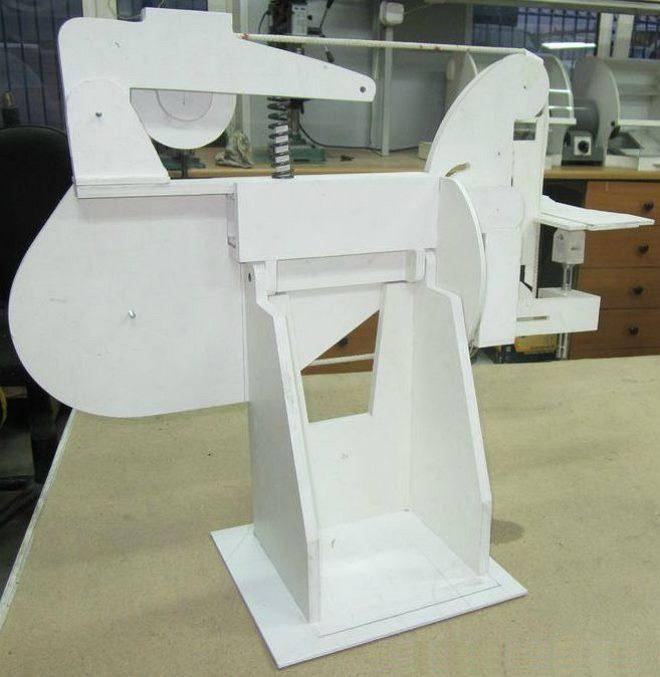
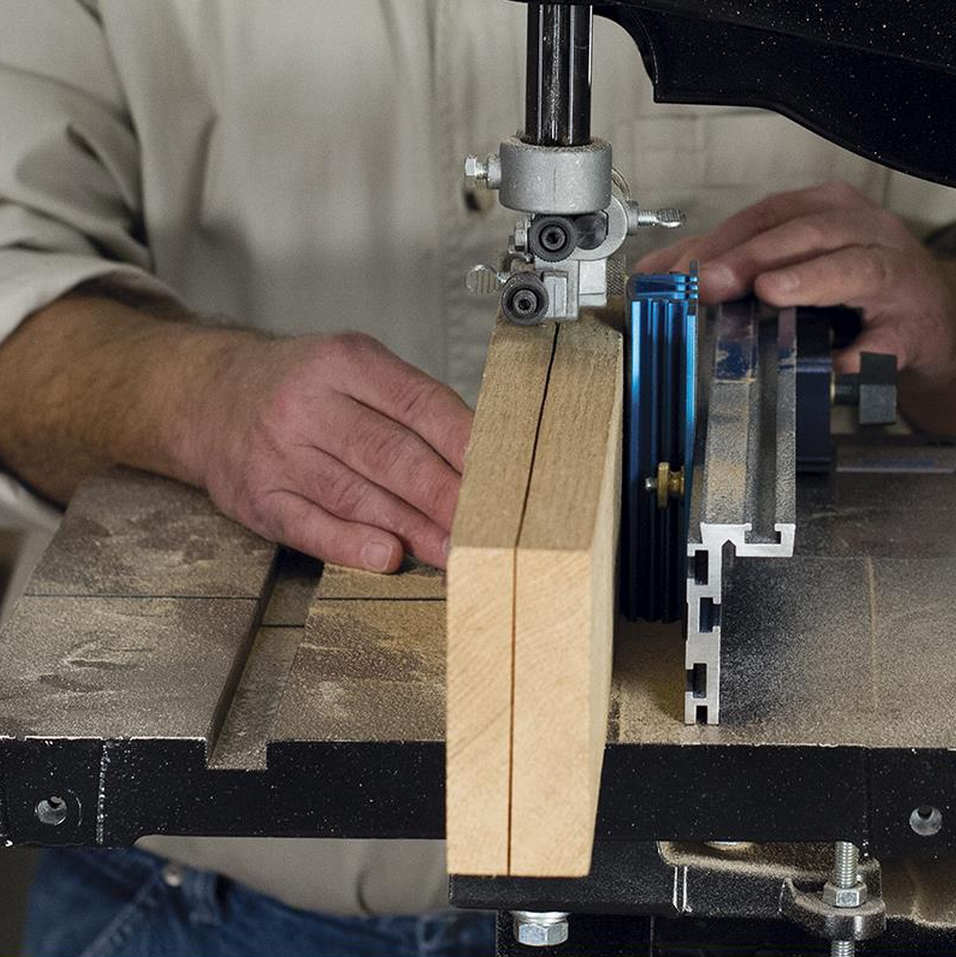
Пластиковая модель станка: благодаря вращающейся группе болгарка может находиться как в вертикальном положении.
Лучше всего для изготовления роликов своего самодельного мини-станка использовать титан или дюралюминий (Д16). Если из этих материалов невозможно найти зазоры, то можно использовать и сталь, но ролики необходимо максимально облегчить, выбрав металл из их внутренней части. Чтобы сделать ролики самодельного станка, вам понадобится помощь квалифицированного токаря, только позаботьтесь о том, чтобы подготовить для него чертеж.
Ролики заточного станка
Ролик ленточно-шлифовального станка большего размера, который будет закреплен на валу электродвигателя, все равно придется изготавливать из стали, так как титановый пруток такого диаметра найти очень сложно, а дюралюминий может не выдержать значительных нагрузок. Для всей самодельной машинки потребуется сделать 4 ролика, размеры (диаметр) которых следующие: один ведущий ролик – 150 мм, один натяжной ролик – 100 мм, два маленьких – 70 мм. Если вы планируете изготавливать мини машинку, диаметры роликов могут быть меньше.

Собирая самодельную машинку с готовыми роликами, очень важно, чтобы они лежали строго в один ряд. В противном случае вы постоянно будете сталкиваться с соскальзыванием ленты
Ширина роликов зависит от размера шлифовальной ленты, которую вы будете использовать на своем оборудовании. Делая чертеж изготовления валков, обязательно учитывайте, что они должны иметь бочкообразную форму, это обеспечит надежное удержание на них шлифовальной ленты в процессе эксплуатации. Для придания роликам такой формы с каждой их кромки делается небольшая фаска: 1–2 мм.
Готовые валки вашей самодельной ленточно-шлифовальной машины должны иметь гладкую поверхность, об этом нужно сообщить токарю, который их изготовит. Подшипники, на которых они будут вращаться, должны быть только закрытого типа, иначе они быстро забьются пылью, образующейся во время работы шлифовального станка. Чтобы ваша самодельная техника работала долго и без перебоев, нужно выбирать подшипники, которые имеют класс не ниже 6а. Ролики шлифовального станка вращаются с высокой частотой, поэтому подшипники для них должны быть самого высокого качества.

Шлифовальная машина готова в горизонтальном положении с дополнительным столом
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
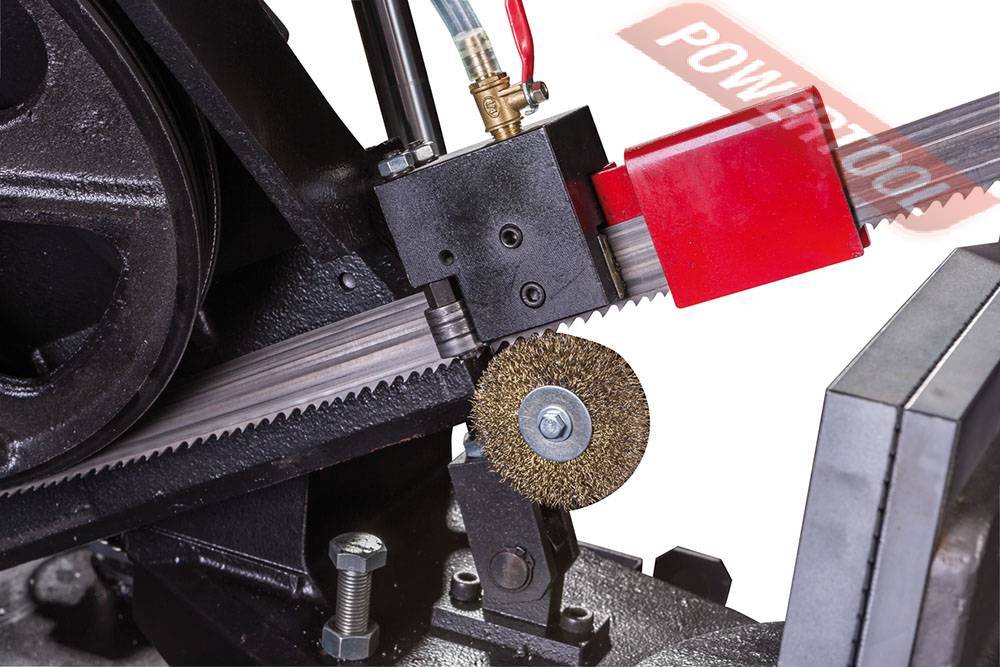
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
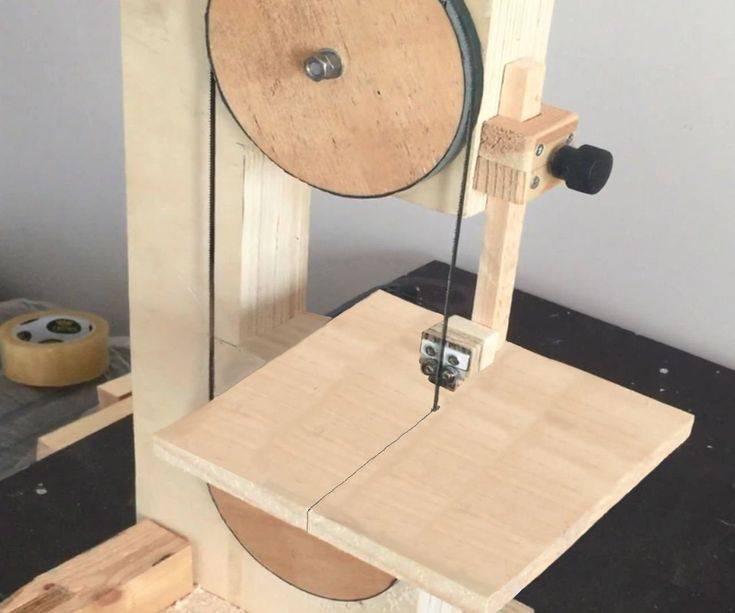
Ленточная пила своими руками
Ленточный станок выполненный из дерева
Изготовление станины
Несущая штанга — швеллер № 8, который приваривается к станине или прикручивается болтами. Он должен быть строго вертикальным и закреплен не менее чем в двух точках по длине, чтобы исключить угрозу отклонения. При закусывании пилы, например (что иногда случается) или пилении материала больших размеров нагрузки возникают довольно большие.
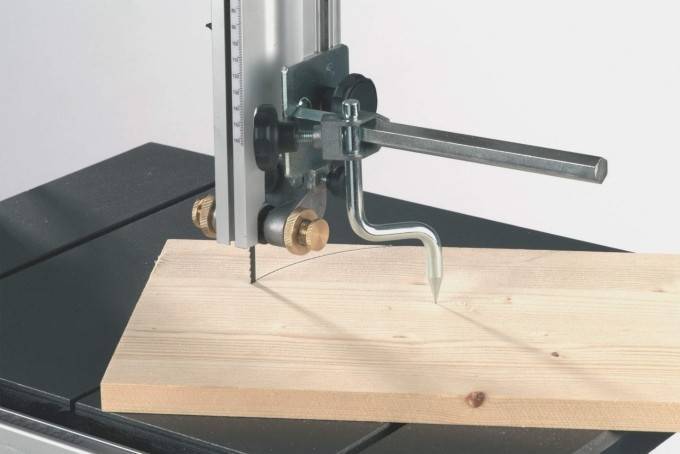
В рабочей площадке делаем пропил под пилу
На станине расположен горизонтальный рабочий стол с пропилами для движения ленты, линейкой, упором, зажимами и прочими приспособлениями для подачи и удержания заготовок. Высота стола от нижних упоров — 0,7-0,9 метра. Высота штанги над столом — 0,6-0,8 м.
В нижней части станины устанавливается асинхронный электродвигатель с конденсаторами запуска, соединенный ременной передачей с приводным шкивом изменяемого диаметра. При необходимости изменить скорость резания, клиновидный ремень просто перебрасывается на другой диаметр. Натяжение ремня обеспечивается пружинным натяжным механизмом.
Чертеж ленточнопильного станка
Монтаж привода
От биений ленты станок защищает специальный механизм демпфера, который расположен под рабочим столом. Чертежи этого устройства можно найти в интернете. Иногда можно увидеть ленточные пилы с двумя демпферами — снизу и сверху рабочей зоны. Это оправдано, если станок предназначен для работы с заготовками больших размеров или требуется исключительно высокая точность пиления.
Вал пильного привота
Система смазки и защита
Все рабочие узлы, где что-нибудь вращается или движется, необходимо защитить кожухами. Лучше всего, сделать их из водостойкой фанеры толщиной от 10 мм. Это обойдется недорого, а шлифованная фанера, покрашенная эмалью, выглядит очень хорошо.
Система пуска — стандартная кнопка с возможностью аварийного отключения. Нижнюю часть станка желательно выполнить в виде тумбочки с широкой дверкой, или даже двумя. Одна служит для отбора падающих опилок, вторая — для доступа к шкивам и регулировки скорости движения ленты.
Вращающиеся элементы закрываем кожухами
Сделать своими руками ленточный станок для опытного слесаря не составит особого труда. Часть необходимых деталей и узлов можно взять от списанных или демонтированных машин собственного предприятия или купить на рынке или и по интернету, часть — изготовить самому. В любом случае, сделанный самостоятельно станок обойдется раза в два дешевле заводского, при том же уровне работоспособности и точности регулировок.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка. Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.





Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму. Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах.
Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента. Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
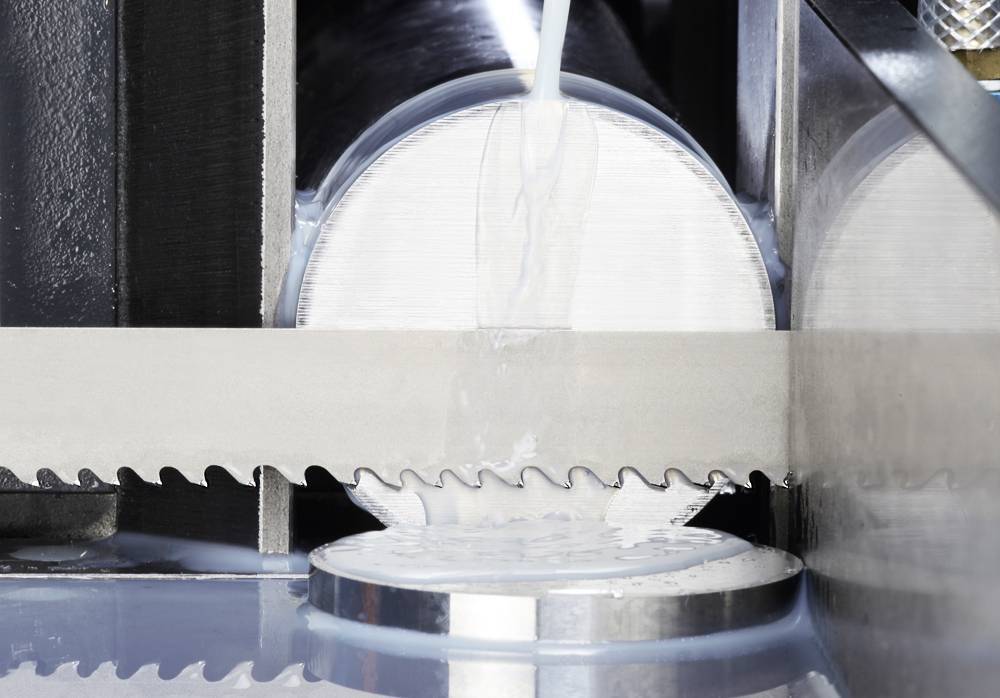
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка. Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Плотность, величина и шаг зубьев
Разводка — это поочередное загибание зубьев в разные стороны: первый влево, второй — вправо, третий — по центру. Чем сильнее наклонены зубцы пилы, тем меньше нагреваются станок и пильная лента. Правильное разведение продлевает срок службы оборудования, дает аккуратный распил и снижает уровень вибрации. Если зубья недостаточно разведены, то опилки будут прилипать к поверхности доски. Если пила сильно разведена, то на доске будут следы зубьев.
К каждой древесине подбирают полотно с определенным шагом зубьев:
- 19 мм — требует повышенную мощность двигателя и низкую подачу, легко справляется с мерзлой древесиной.
- 22 мм — распространенный вариант пильного полотна.
- 25,4 мм — находится на пильных лентах шириной в 5 сантиметров, применяется в работе на большой скорости.
Чем больше высота зуба, тем легче он справляется с твердой или мерзлой древесиной, а также с бревнами. Маленькие зубья выбирают для работы с тонкими досками и фигурной резки.
При невысокой плотности зубьев нагрузка на деталь снижается, при высокой — повышается.
После каждого запуска необходимо производить переточку пильной ленты. При этом нужно следить, чтобы шаг остался прежним.

Виды ленточных пил
Как уже было сказано, они могут быть:
- горизонтальными;

вертикальными.

Подразделяется такое оборудование и на ручное, полуавтоматическое и автоматическое. Кроме того, ленточная пила по дереву бывает трех видов:
- Зубчатая . Модель с зубьями широко применяется для обработки древесины и металла, а еще ею режут минеральную вату, пенобетон и даже продукты питания – мясо, рыбу.
- Беззубая пила трения . Ее металлическая лента тоже оборудована зубьями, но они преследуют цель усилить в процессе трения выделение тепла и тем самым повысить производительность всего оборудования.
- Ленточная пила электроискрового действия . Ее применение целесообразно в одном случае и касается он обработки заготовок, толщина которых превышает 15 мм. Обычные круглые пилы электроискрового действия справиться с ними не могут из-за большого биения, существенного диаметра и шага, поэтому и применяют ленточный агрегат.
На одном и том же аппарате могут применяться самые разные полотна – как специальные, так и для конкретных видов заготовок. Область применения режущего инструмента зависит от шага зубьев, то есть их размера, твердости кромок, их геометрии и разводки. К примеру, для обработки крупных заготовок подбирают полотно с большими зазубринами, а для резки изделий из инструментальной стали требуется повышенная твердость зубьев. Их спинки усиливают в случае, если процесс сопровождается сильной вибрацией и ударным воздействием.
Лучшие ленточные пилы по металлу
Станки для работы с металлом оснащены полотном с зубцами для распилки металла, сплавов или других твердых материалов. Перемещение ленты осуществляется не вкруговую, а вперед-назад. При выборе стоит смотреть на мощность и глубину распила. Специалисты ВыборЭксперта провели анализ ниши и выбрали 3 самые надежные модели.
Metalmaster BSM-85 17434
Станок от Metalmaster позволяет быстро и эффективно распиливать металлические заготовки в условиях мелкосерийного производства. Скорость можно плавно менять от 40 до 88 м/мин. Угол наклона можно настраивать на 45 или 90 градусов за счет поворотного механизма тисков. Вылет можно менять, что позволяет обрабатывать заготовки разных размеров.
Благодаря боковому упору можно сразу выставлять материал на нужный уровень, получать детали одинакового размера. Литая чугунная рама обеспечивает хорошую жесткость всей конструкции. Небольшой вес и компактность делают станок мобильным. Его можно перенести в другое место в одиночку.

Достоинства
- Мощная станина;
- Ровный рез;
- Не вибрирует при работе;
- Надежная фиксация тисков.
Недостатки
Нет регулировки глубины пропила.
Модель предназначена для быстрого распила цветных или черных металлов, сплавов и других твердых материалов. Станок справляется с заготовками диаметром до 85 мм. Также он удобен при пилении при частой смене угла.
Stalex BS-912G 388011
Самый производительный ленточнопильный станок в рейтинге. Благодаря наличию колесам и рукоятке его удобно перемещать по мастерской в одиночку. Модель справляется с заготовками диаметром до 23 см. Дросселируемый гидравлический цилиндр подач автоматически подстраивает скорость опускания пильной рамы при разных профилях материала. Это обеспечивает оптимальный режим распила и долгий срок службы станка. Поворотные губки тисков с зубчатым приводом надежны, позволяют пилить под углом. Эргономичные рычаги управления удобно ложатся в руку.

Достоинства
- Узкая ширина пропила;
- Малая энергоемкость;
- Простота обслуживания;
- Точный распил.
Недостатки
Цена (166 000 рублей).
Ленточная пила от Stalex относится к полупрофессиональному оборудованию и нужна, когда приходится работать с различными типами металлических заготовок. Модель надежна и проста в уходе, прослужит не один год даже при ежедневных нагрузках.







Makita 2107FK
Надежная ручная ленточная пила по металлу по мнению команды ВыборЭксперта. Модель подходит для нарезки труб и резины. Она чаще всего применяется при электротехнических, слесарных или сборочных работах. Регулятор скорости позволяет подбирать оптимальную мощность при резке различных материалов. Зажимной рычаг обеспечивает быструю установку или замену лезвия. С пилой можно работать даже в темное время суток. В нее встроена подсветка рабочей зоны, которую можно включать по необходимости.
Пила справляется с деталями разной формы диаметром до 12 см.

Достоинства
- Небольшой вес;
- Двусторонняя опора полотна;
- Качество сборки;
- Долгий срок службы.
Недостатки
Быстро раскупают.
Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.
Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.
Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:
4. Blacksmith S13.11 – от 29 367 руб.
Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
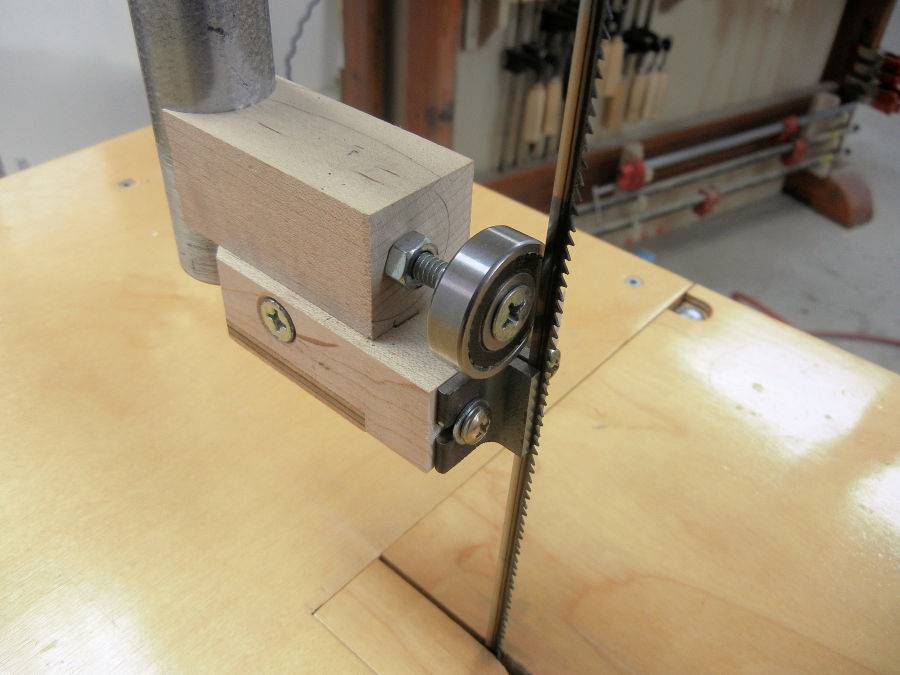
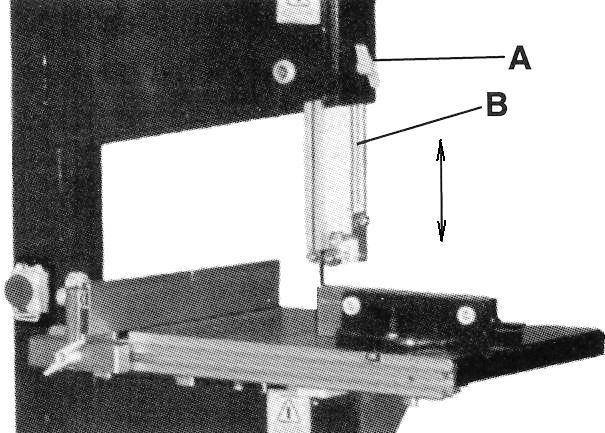
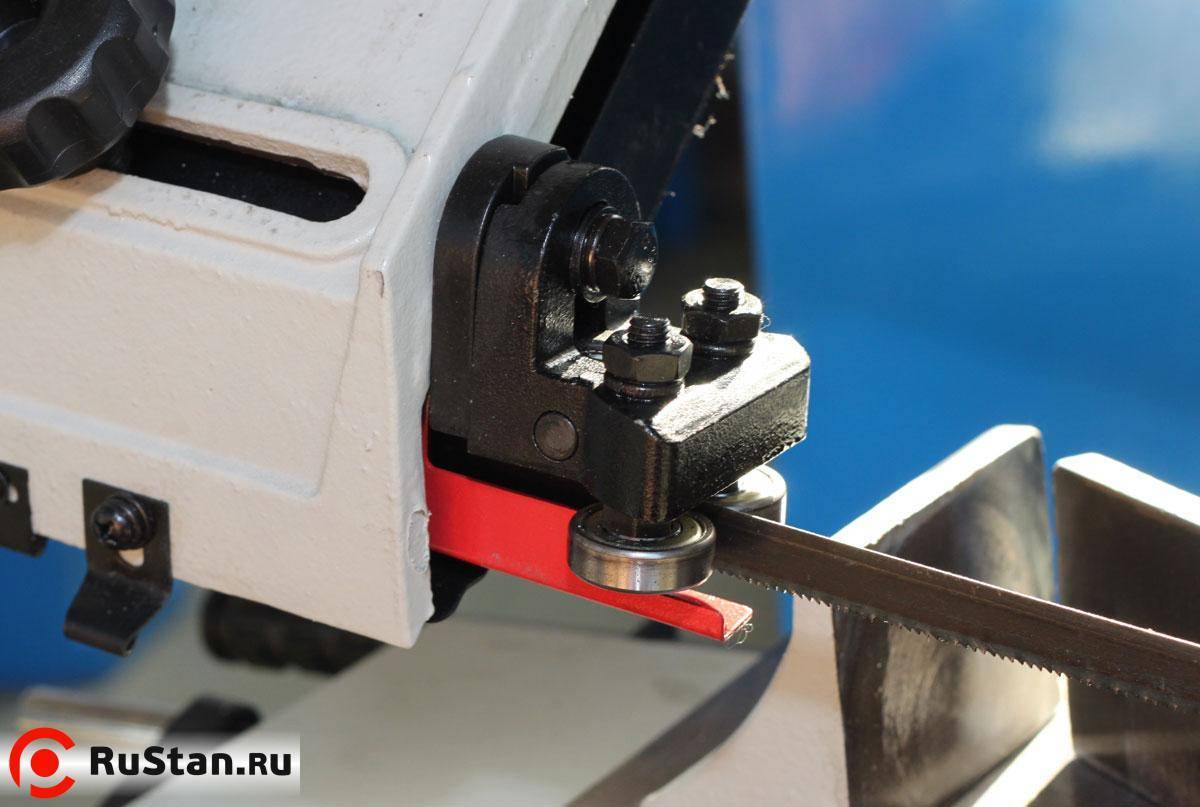
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.
Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.
Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230:
Инструкция по работе с ленточнопильными станками
При работе с ленточнопильными станками необходимо соблюдать следующие правила:
- Перед обработкой деревянных заготовок необходимо настроить на станке угол наклона, глубину реза и скорость натяжения направляющих полотен.
- Для получения точного реза и минимизации вибраций рабочего стола требуется зафиксировать заготовку.
- Необходимо обеспечить хорошее освещение рабочей зоны. Для этого рекомендуется использовать светодиодные станочные светильники.
- Малогабаритные конструкции необходимо устанавливать на специальных подставках или верстаке, крупногабаритные – на полу.
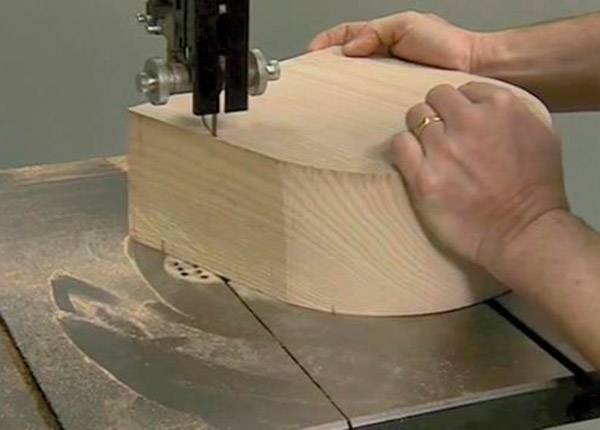
- Криволинейную распиловку необходимо осуществлять при помощи инструментов для подачи и фиксации деревянного бруска.
- Прямолинейную распиловку нужно осуществлять с помощью движимого упора.
- Периодически заменять ленточные полотна и смазывать движущиеся элементы станка.
- При эксплуатации станка требуется надевать средства индивидуальной защиты.
- Направляющие полотна пилы необходимо устанавливать близко к обрабатываемой заготовке.
- Перед уходом с рабочего места нужно отключить деревообрабатывающее устройство.
Для работы с агрегатом по обработке дерева нужно предварительно пройти инструктажи по техники безопасности. Чтобы работать со станком, оператор должен имеет достаточную подготовку и знать основы работы распиловочного устройства.
Как определить качество полотна?
Правильный выбор пилящего полотна определяет срок службы этой важной детали. Поэтому выбирать нужно лезвие, подходящее для того типа работ, которые вы хотите выполнять с помощью ленточной пилы
Самая лучшая сталь для режущего полотна — легитированная либо углеродистая.
Но также стала популярна пила из сплава двух высокопрочных металлов, которая характеризуется повышенной прочностью и отличными режущими качествами. Чем больше число зубцов на каждый дюйм, тем точнее будет осуществляться пропил. За оптимальное количество принято брать 8 зубьев на дюйм. Ширина кромки не очень важна, но полотно дольше прослужит, если она будет в пять раз больше высоты зубца.
Что нужно знать об углах заточки зубьев
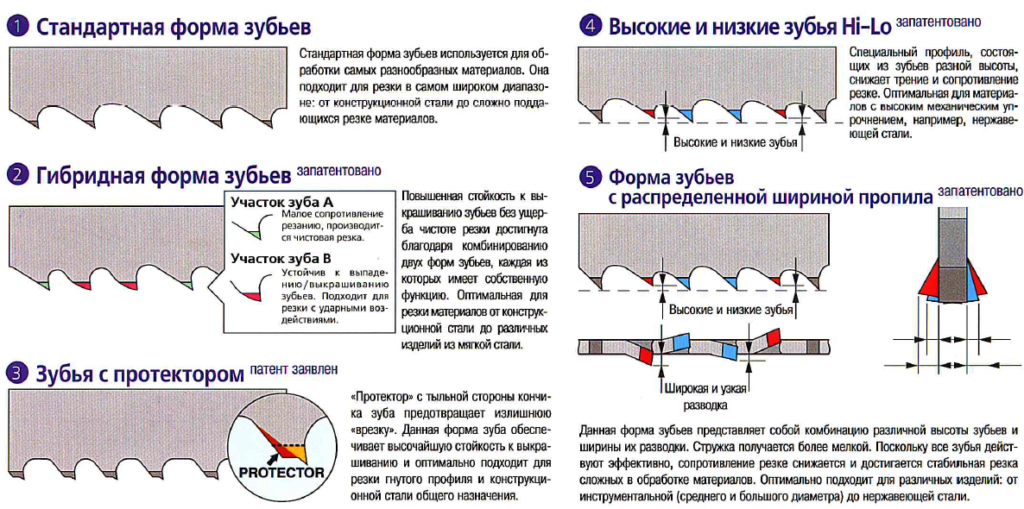
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.






Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Часто задаваемые вопросы
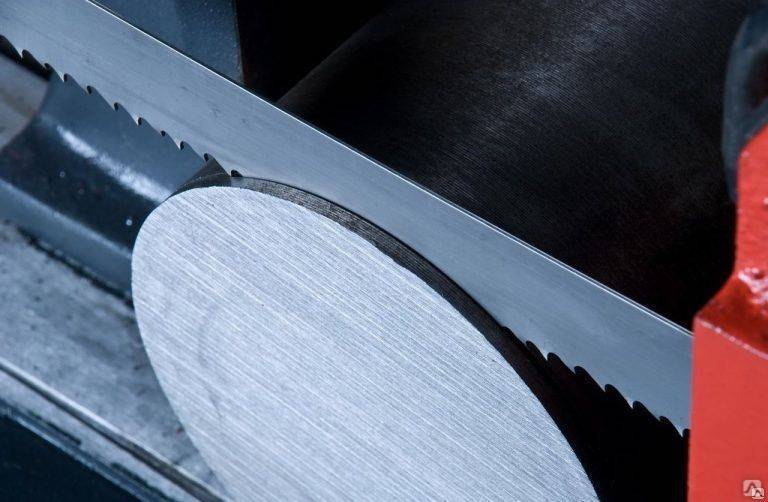
1. Можно ли ленточной пилой заменить отрезную машину? Да. Особенно если пилить круг и квадрат. К тому же, он пилит без искр. И чем больше объём работы, тем лучше видны преимущества ленточнопильного станка.
2. Ленты чьего производства лучше всего сразу прикупить к бюджетному станку, чтобы их надолго хватило? Срок службы оснастки меньше всего зависит от производителя. Имеют значение сила натяжения, марка пилы, объёмы работы. Однако если смотреть с точки зрения мелкомасштабного производства, где в работе только профильный прокат, круг и квадрат, то любой биметалл будет лучше родной оснастки у моделей начального класса.
3. Какой станок выбрать для нарезки нержавейки (круг 160)? Большой. Несмотря на то, что нержавеющая сталь бывает разная, работать с ней лучше всего пилами марки М51, а их минимальная ширина – 27 мм. То есть на небольшие станки, у которых заявлена максимальная высота заготовки менее 200 мм, такая оснастка не подойдёт.
Как часто вы обслуживаете электроинструмент?
Poll Options are limited because JavaScript is disabled in your browser.
Как выбрать подходящую модель
Выбор подходящей модели заточного станка обусловлен параметрами имеющейся ленточной пилы. Необходимо рассматривать оборудование, способное обрабатывать такие ленты, обладающее соответствующими характеристиками (шаг зубьев, толщина ленты, длина петли и т.п.). Подобрать подходящий станок для одной ленточной пилы несложно. Гораздо труднее задача, выбрать модель для обслуживания нескольких пил разной величины, имеющих собственный профиль зуба. В лесопильных или столярных мастерских часто используют по нескольку пил для экономного раскроя бревен ценных пород и для чистой резки тонких пластинок лентами с мелким зубом.
В таких случаях приходится выбирать оборудование универсального типа, способное работать с разными лентами и позволяющее быструю переналадку с одного размера на другой. Специалисты рекомендуют отдавать предпочтение отечественным производителям, которые используют более прочный металл и выпускают станки с увеличенным сроком службы.





