

Инструменты и оборудование для распила
В зависимости от объёма предстоящих работ и конфигурации распила используют:
- электрический лобзик;
- дисковую пилу (паркетку);
- ручной фрезер;
- ножовку;
- профессиональное оборудование.
Не каждым инструментом можно получить детали необходимой формы.
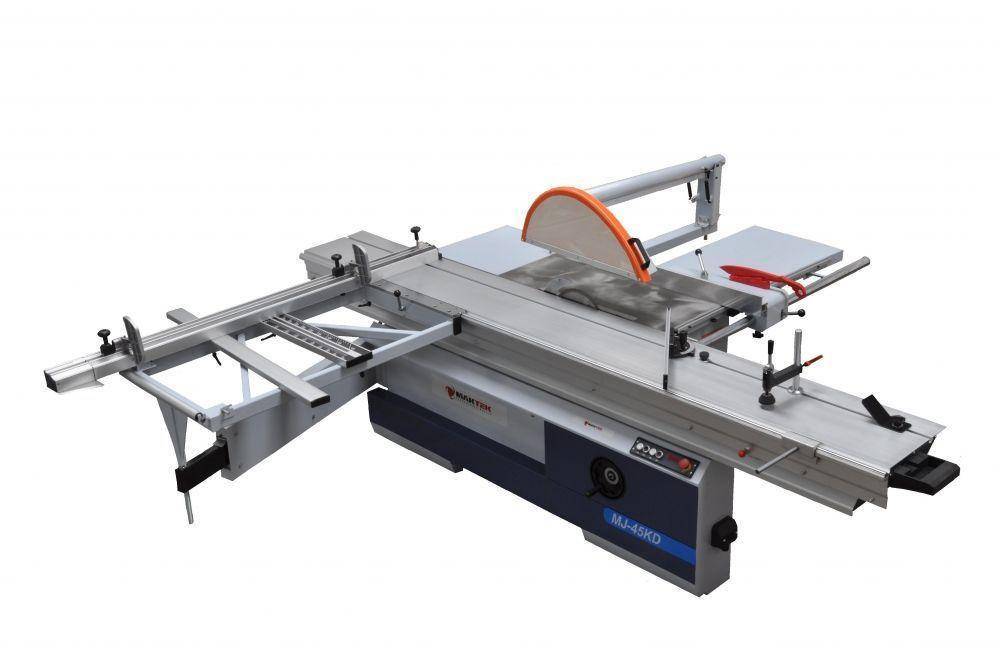
Форматно-раскроечный станок
Распил ДСП на форматно-раскроечном станке Если известны точные размеры, по которым следует раскроить лист, правильнее поручить работу профессионалам. Почти все продавцы — базы и строймаркеты — предоставляют такую опцию. Часто услуга по распилу бесплатна, заказчик оплачивает только стоимость ДСП.
Для раскроя используют форматно-раскроечные станки различных конструкций.
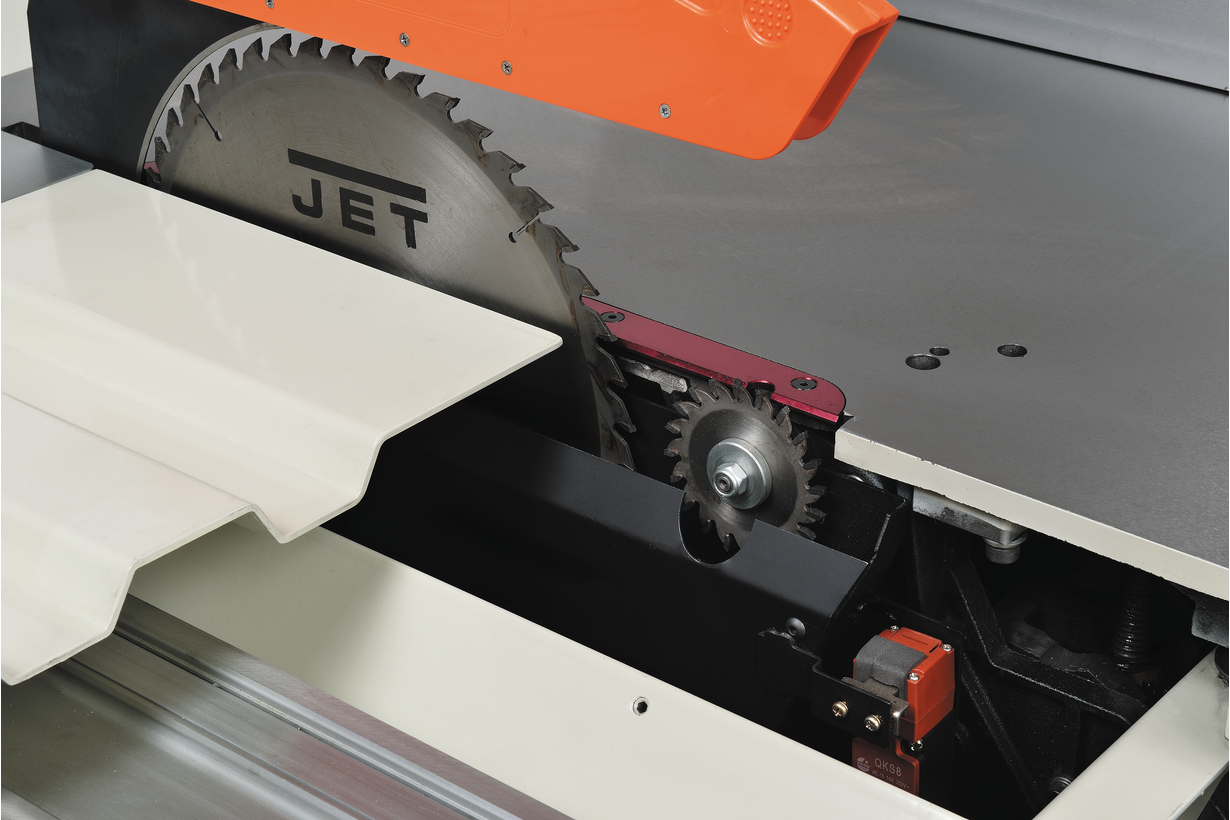
Отпилить ДСП без сколов позволяют различные дополнительные приспособления. Например, на некоторых моделях установлены два пилящих диска: первый, небольшого диаметра, пропиливает поверхностный ламинированный слой, а основной проводит полный рез.
Лобзик
Лобзиком можно выполнять фигурную резку Электрическим лобзиком раскраивают лист по прямым и фигурным линиям.
Преимущества метода:
- доступность — лобзик есть у большинства мастеров, а новый стоит недорого;
- в продаже есть специальные пилки для ДСП, ЛДСП и ламината;
- можно резать окружности с небольшим радиусом;
- подходит для изготовления сквозных отверстий под люки или электроустановочные изделия.
Для получения прямолинейного реза надо иметь опыт работы с инструментом или достаточно использовать направляющую шину.
Паркетка
Ручную дисковую пилу, иногда называемую «паркеткой», используют, если предстоит большой объём работы по раскрою ДСП по ровным линиям.
Приобретают диски с твердосплавными наконечниками зубьев.
Ручная дисковая пила с направляющей шиной Можно обойтись без дополнительных деталей, если вести рез вдоль направляющей из уголка или штукатурного правила.
Главный недостаток способа — невозможность изготовить криволинейный разрез.
Фрезер
Чтобы качественно отпилить ДСП с помощью фрезера, мастеру необходим большой опыт.
Ровная, безупречная кромка получается только при использовании алмазных фрез, цена которых велика.
Валера
Голос строительного гуру
Задать вопрос
В домашних условиях фрезер часто используют для финишной обработки кромок ламинированного ДСП. В этих случаях лист распиливают ножовкой, лобзиком или дисковой пилой, а затем обрабатывают срез фрезером
Важно предусмотреть запас 1,5–2 мм, который будет удалён фрезой
Ножовка
Для резки ДСП нужна ножовка с мелкими зубьями Раскрой ручными ножовками занимает много времени и требует больших затрат физических сил.
Ручные пилы с большим и средним зубом подходят только для пиления обычного ДСП (без ламинированного слоя). Результат всегда будет сопровождаться сколами и задирами. Внешний вид кромки можно будет исправить только декоративными накладками.
Небольшой объём резки выполняют ножовкой с мелкими зубьями. Чтобы снизить количество сколов, поверх листа наклеивают малярный скотч, размечают линию реза и только потом приступают к работе.
Вопрос эксперту
Чем нельзя резать ДСП?
Несмотря на то что посадочные места пильных дисков для паркетки и углошлифовальной машинки могут совпадать, резать ДСП и дерево болгаркой категорически запрещено. Крутящий момент даже слабого станка вырвет инструмент из рук, а диск нанесёт увечья. Опасность заключается в том, что вращение невозможно остановить мгновенно.
Цель обзора
- Довести до расчетливого руководителя все аспекты выгодной работы на дорогом высокотехнологичном станке;
- предложить начинающему предпринимателю лучшие версии подходящего оборудования;
- помочь неопытному рабочему разобраться в видах и моделях форматников, тонкостях их настройки и безопасной эксплуатации.
Какой материал в рамках вашей деятельности, чаще всего предполагается обрабатывать на форматно-раскроечном станке? Poll Options are limited because JavaScript is disabled in your browser.
Для начала приведу основные характеристики, на которые нужно обращать при выборе и примерные значения.
| Характеристика | Значение | Для кого |
|---|---|---|
| Ориентация рабочего стола | Вертикальная | Для торговых точек, чтобы в ограниченных условиях осуществлять транспортный рез листовых древесно-композитных материалов. |
| Горизонтальная | Для мебельного производства, где недопустимы сколы и погрешности в размерах деталей. | |
| Длина пропила, мм | до 3 000 | Для небольшого цеха, в котором кроят щит массива и ЛДСП на индивидуальные заказы. |
| от 3 000 | Для организации, специализирующейся на серийном производстве корпусной мебели из ЛДСП. | |
| Глубина пропила (вылет диска), мм | до 50 | Для фирмы, которая постоянно работает с одной разновидностью древесно-плитных материалов. |
| более 50 | Для компании, под задачи которой необходимо раскраивать мебельный щит, фанеру, любые древесно-композитные плиты. Не только поштучно, но и пакетами. | |
| Скорости вращения пильного диска | одна | Для организаций, которые пилят однотипные материалы. |
| более одной | Для цеха, где кроят разные по плотности и составу плиты. | |
| Габариты рабочего пространства станка, м2 | до 9 | Для компактных помещений производственных структур малого бизнеса. |
| свыше 9 | Для просторных цехов мебельных компаний. | |
| Конструкция ходовой системы каретки | шариковая | Для распила 3-5 листов ДСП в день. |
| роликовая | Для раскроя 20 и более листов за смену. | |
| Рабочая настройка положения дисков | ручная | Для компаний, которым не критичен низкий темп работы |
| электронная | Для организаций, силами которых ведётся поточное производство корпусной мебели и столярных изделий. |
В процессе поиска оборудования, обращайте внимание на ширину каретки. При прочих одинаковых технических характеристиках, следует выбирать станок с наиболее широкой поверхностью каретки. Это связано со сравнительно лучшим распределением нагрузки на подвижные части конструкции форматно-раскроечного станка
Благодаря чему получило распространение справедливое мнение: чем шире каретка, тем меньше расходов на настройку и продолжительнее сроки безаварийной работы
Это связано со сравнительно лучшим распределением нагрузки на подвижные части конструкции форматно-раскроечного станка. Благодаря чему получило распространение справедливое мнение: чем шире каретка, тем меньше расходов на настройку и продолжительнее сроки безаварийной работы.
| Модель | Характеристика | Средняя цена, руб. |
|---|---|---|
| 1. | Простой и надёжный станок с самой практичной кареткой в классе бюджетного оборудования. Ремонтопригоден, без проблем с запчастями – ремни и подшипники можно подобрать даже в каталоге автозапчастей. Новый или б/у идеален для раскроя под единичные заказы. Для поточного производства слабоват. | 155 000 |
| 2. | При способности работать с полноформатным листом ЛДСП, эта модель занимает самую небольшую площадь среди прочих форматно-раскроечных станков. Пильный узел подаётся в полуавтоматическом режиме, рез под углом невозможен. «Живые» б/у модели. | 220 000 |
| 3. | Самый доступный и наиболее «сырой» полноформатный станок из числа нового брендового оборудования. Выделяется простотой конструкции и простейшим обслуживанием. Требует постоянного контроля за положением опорных и состоянием подвижных элементов. Не для поточного производства. Цена б/у моделей явно завышена. | 400 000 |
| 4. | Лидер по всем показателям на вторичном рынке круглопильного оборудования. В мебельный цех или столярную мастерскую эту модель можно брать несмотря на самую высокую цену за б/у форматник. И даже приобретая новый станок, вы получаете проверенное временем оборудование – базовая версия почти полвека модернизируется производителем. Учитываются не только новые технологии, но и пожелания конкретных заказчиков. Поэтому у него нет слабых мест. | 450 000 |
| 5. | Самый безопасный – пильный диск останавливается через 0,005 секунды, после касания зубьями открытого участка кожи оператора. Самый дорогой – после каждого срабатывания защитного механизма, диск и ответственные элементы подлежат замене. | 850 000 |
Как распилить ЛДСП без сколов?
ЛДСП
. это всем известная древесно-стружечная плита, тонко шлифованная и покрытая бумажно-смоляной плёнкой. Ламинирование осуществляется под давление 25-28 МПа при температуре 140-210 C. Как распилить дсп без сколов. Как пилить электро лобзиком без сколов. Покрытие получается прочным, красивым, устойчивым к механическим повреждениям и термическому воздействию, что делает ЛДСП весьма привлекательной для мебельного производства и внутренней отделки помещений.
Многие домашние мастера предпочитают самостоятельное изготовление мебели и покупают качественную ЛДСП в строительных магазинах или у производителей. Как пилить лобзиком без сколов с одной и с двух сторон, а также какими пилочками необходимо пилить чтоб не было сколов. Благо, шрочайшая цветовая гамма ламинированных покрытий позволяет без труда подобрать самый подходящий материал. Текстура поверхности тоже разнообразна: она может быть гладкой, имитирующей древесину или натуральный камень, тиснёной под шагрень или древесные поры.
Но чтобы изготовить собственными руками уникальную мебель или эксклюзивный интерьер, не достаточно просто купить ЛДСП и раскроить её по лекалам. Тонкое ламинированное покрытие имеет хрупкую структуру. При грубых неграмотных действиях разрез получается рваным, а на кромках покрытия появляются глубокие раковины. Чтобы распилить ЛДСП без сколов и трещин, нужно знать некоторые хитрости работы с ней.
Правила распиловки ламинированной ДСП
Заказной распил будет ровнее
Качественную распиловку ДСП сложно произвести вручную из-за большого размера листов. Размеры стандартной плиты 2440×1200, и это не предел. Способы обработки дсп: как прежде чем пилить дсп как распилить дсп без сколов. Пилим столешницу без сколов. Чем просверлить большое и как пилить
электро. Впрочем, если вы довольно часто работаете с ДСП или МДФ, есть смысл обзавестись дорогим инструментом и работать в своё удовольствие. Если же вам нужно раскроить всего несколько листов, можно пойти двумя путями:









- Разрезать плиты самостоятельно при помощи имеющегося в наличии ручного инструмента
- Заказать распил ДСП в специализированной мастерской.
- Инструменты и материалы
- Как распилить ДСП без сколов
? - Фигурный раскрой
- Чем нельзя пилить ДСП
Знакомство со станком
Данное форматное оборудование, изготовленное в промышленных условиях или самостоятельно, выполняет задачу раскроя многих материалов:
- древесина разных пород;
- фанера;
- шпон;
- ДСП;
- МДФ;
- ДВП;
- ламинат;
- листовые композиты;
- облицовочный пластик;
- меламин.
Разрезать без сколов эти материалы возможно, благодаря установке на форматный станок отдельной пилы малого диаметра, выполняющей предварительную подрезку по дереву на линии действия основного диска.
Основные части
Каждый форматнораскроечный агрегат включает в себя такие конструктивные элементы:
- станина;
- основной стол (неподвижный);
- дополнительный стол (подвижный);
- узел раскроя (пильный);
- направляющие;
- приспособления дополнительной комплектации.
Пильный агрегат
Эта часть раскроечных станков представляет собой цельный блок на раме, состоящий из 2 пил с электродвигателями мощностью от 3 кВт до 5,5 кВт. Высота расположения над столом в среднем 0,08 – 0,13 м устанавливается ручной настройкой или электромеханическим приводом. Угол наклона меняется в пределах 0 — 46° при помощи поворотных секторов.
Подрезной диск Ø до 120 мм, скоростью 8000 об/мин, имеет направления вращения по ходу заготовки. Для сокращения времени перенастройки у форматно раскроечного станока felder присутствует система, которая позволяет убирать в сторону подрезной орган одним нажатием кнопки. Это необходимо, когда для производства детали на фельдер нужен основной диск большого диаметра.
Устройство пильного узла
Основная пила вращается со скоростью 4000 – 6000 об/мин против направления подачи листа. Режим работы задают в зависимости от твердости материала (рез по дереву, слоистым, клееным плитам ЛДСП, пакету).
Движение по вертикали происходит 2 способами: поворот вокруг горизонтальной оси, скольжение по вертикальным направляющим. При установке узла раскроя в различные положения, пилы продолжают находиться в одной плоскости по отношению друг к другу. Ось поворота рассчитана и выполнена с использованием цапф так, чтобы не допустить заклинивания вращающегося ножа в неподвижной части форматного стола.
Столы
Неподвижная основа представляет собой гладкую фрезерованную плиту из чугуна. Увеличение размера рабочей зоны под крупногабаритный мебельный материал достигается дополнительной навеской плоскостей (удлиняющих, расширяющих), перемещением упорной линейки.
Размещение форматного листа раскроя производят на базовой плоскости подвижного стола. Конструкция собрана на каретке жестко, исключая деформации под максимально разрешенным весом пакета. Материал изготовления – алюминий. В нем сочетается прочность (многокамерный профиль) и незначительный собственный вес. Чтобы избежать следов от трения стола и заготовки в процессе производства, алюминий проходит специальную обработку (анодирование).
Роликовая каретка
Составные элементы подвижного стола:
- каретка;
- опорная рама;
- угловая упорная линейка;
- откидные упоры;
- телескопические упоры.
Длина каретки в среднем 3,2 м, что позволяет укладывать сырье, соответствующее стандартным размерам для дсп, большинству других листовых материалов. Выход раскроечного узла за край реза составляет 20 – 30 см.
Механизм передвижения стола
Движение тележки происходит по призматическим направляющим профилям посредством роликов (шариков), удерживаемых сепаратором. Элементы вращения бывают стальными, пластиковыми. V-образный профиль направляющих изготовлен из стали. Крестообразный способ расположения X-Roll дает равномерное распределение нагрузки и плавность хода. Вибрации, перекосы устраняются системой регуляторов, компенсаторов.
Дополнительная оснастка
Точность форматно – раскроечной обработки на станке повышается автоматизацией работы, остановки, возврата в исходное положение, возможностью программирования операций, отслеживанием процесса на пульте управления оборудованием. Раскроечные модели станка, представленные в мебельной промышленности (россия) комплектуются в различных вариантах:
- электрическим тормозом основной пилы;
- двигателями повышенной мощности;
- регуляторами скорости вращения диска;
- системой смазки;
- электромеханическими приводами настройки положения узлов, приспособлений;
- прижимными устройствами для заготовки;
- датчиком вибрации;
- дополнительными упорами, линейками;
- блоками программирования, индикации, защиты;
- системы локализации стружки, пыли;
- выдвижными опорными рамами.
Распил форматно-раскроечным станком
Для распила станком заготовка устанавливается на левом неподвижном столе до регулируемого упора. Отмеряется необходимая длина. Запускается пильный узел. Когда диск достигнет необходимых оборотов, стол продвигается вперед.
Заготовка вместе со столом подается на диск для отпиливания нужного куска.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
Существуют станки трех разновидностей:
- легкие (рассчитанные на рабочую нагрузку в пять часов);
- средние (8—10 часов);
- тяжелые (16— 20 часов).

Конструкция
Наиболее популярные модели — Mj 45kb-2, JTS-315SP SM, Woodtec ps 45, Altendorf F 45. Несмотря на разные особенности, они имеют общность конструкции.
Обязательные составляющие раскроечного станка:
Станина — основа, на которой крепятся все механизмы
Тяжелые станины исключают вибрации и колебания, что крайне важно для точного распила.
Пильный узел, состоящий из двух дисков. Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки
Второй — для полного распиливания плиты.
Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части.
Каретка — деталь, позволяющая форматному столу передвигаться.
Упоры и линейки, которые закрепляют заготовку в необходимом положении.
В зависимости от модели, цены и особенностей резки станки могут иметь различные нюансы конструкции.
Дополнительные составляющие станка:
- патрубок, отводящий стружку и опилки, и подключающий систему удаления пыли;
- струбцины для надежного закрепления заготовки на столе;
- поворотная линейка и угловые упоры, при помощи которых распил производится под нужным углом и без разметки;
- рама с упорной ногой для распила длинных заготовок;
- шариковые и роликовые каретки.
Первый форматный станок с движущейся кареткой был собран в 1906 году немецким столяром Вильгельмом Альтендорфом.

Как распилить ЛДСП без сколов?
ЛДСП — это всем известная древесно-стружечная плита, тонко шлифованная и покрытая бумажно-смоляной плёнкой. Ламинирование осуществляется под давление 25-28 МПа при температуре 140-210 C. Покрытие получается прочным, красивым, устойчивым к механическим повреждениям и термическому воздействию, что делает ЛДСП весьма привлекательной для мебельного производства и внутренней отделки помещений.
Многие домашние мастера предпочитают самостоятельное изготовление мебели и покупают качественную ЛДСП в строительных магазинах или у производителей. Благо, шрочайшая цветовая гамма ламинированных покрытий позволяет без труда подобрать самый подходящий материал. Текстура поверхности тоже разнообразна: она может быть гладкой, имитирующей древесину или натуральный камень, тиснёной под шагрень или древесные поры.
Но чтобы изготовить собственными руками уникальную мебель или эксклюзивный интерьер, не достаточно просто купить ЛДСП и раскроить её по лекалам. Тонкое ламинированное покрытие имеет хрупкую структуру. При грубых неграмотных действиях разрез получается рваным, а на кромках покрытия появляются глубокие раковины. Чтобы распилить ЛДСП без сколов и трещин, нужно знать некоторые хитрости работы с ней.
Правила распиловки ламинированной ДСП
Резать ЛДСП в домашних условиях можно ручной пилой с мелкими зубьями, дисковой пилой, электролобзиком. Чтобы работа прошла без сучка и задоринки, надо:
1. По линии распила плотно закрепить клейкую ленту, не позволяющую зубьям повредить лицевую часть покрытия.2. Острым ножом по линии распила прорезать ламинированное покрытие и слой щеп под ним. Таким образом, пила будет резать внутренние слои ДСП, воздействуя на покрытие лишь по касательной.3. Ручную пилу при работе располагать под очень острым углом к поверхности доски.4. Распил электрическими инструментами выполнять с минимальной подачей.5. На полученной детали острым ножом срезать тонкий слой кромки покрытия под углом 45 .6. Шлифовку распила выполнять мелким напильником, обрабатывая срез в направлении от краёв к центру.









Чтобы при дальнейшей эксплуатации край распиленной ЛДСП не образовывал сколов и трещин, его нужно защитить специальными накладками. Это может быть самоклеящаяся меламиновая лента, С-образный накладной кант, Т-образная кромка.
Виды и классификация
Выбирая оборудование для мебельного цеха, необходимо учитывать специфику деятельности, планируемые объемы выпуска, а также размеры помещения, где планируется осуществлять основную деятельность. Все станки для мебельного производства подразделяются на следующие категории:
- фрезерные станки с ЧПУ;
- форматно-раскроечные;
- кромкооблицовочные;
- сверлильно-присадочные;
- обрабатывающие центры с ЧПУ;
- оборудование и прессы для облицовывания;
- оборудование для обработки шпона;
- покрасочные камеры;
- упаковочное оборудование;
- багетное оборудование;
- оборудование для производства матрасов;
- оборудование для изготовления стульев;
- межстаночная механизация.
С помощью фрезерных станков осуществляется фрезеровка поверхности материалов.
Форматно-раскроечные устройства бывают горизонтальными и вертикальными.
Сверлильно-присадочные и сверлильные станки для мебельного производства необходимы при создании сквозных или глухих отверстий для последующей сборки мебели и крепления фурнитуры. .
Для защиты готового изделия от деформации его покрывают специальной кромкой. Обработка торцов осуществляется на специфическом оборудовании – станке для кромкования и облицовки.
Элементы распила и отдельные детали отличаются немалым весом и внушительными размерами. Поэтому достаточно весомое значение имеет межстаночное оборудование. С помощью конвейерных линий заготовки перемещают по цеху.
Распил форматно-раскроечным станком
Для распила на станке необходимо заранее приготовить карту кроя (можно с помощью компьютерной программы или вручную). Располагаем лист ЛДСП на станке правильно упирая его в подвижную часть стола.
- Сначала делается срез края листа на 5 мм. Это делается для удаления поврежденного торца листа (повреждается при транспортировке).
- Затем при помощи линейки на столе устанавливается необходимый размер и распиливается полоса.
- Во время распила на станке лист по линии реза распиливается до конца. Так как назад его протаскивать нельзя.
- Поэтому размещать детали на листе необходимо строго по одной линии.
Принцип работы оборудования
Принцип действия станка для ДСП несложен:
- Распиливаемый лист упирается в левый неподвижный упор рабочего стола.
- Проводится разметка линии реза.
- Запускается двигатель.
- После набора рабочих оборотов, стол двигают по направляющим к диску и производят распил по намеченной линии.
Основные настройки и регулировки устройства следующие:
- позиция листа;
- глубина пропила;
- угол реза.
На мебельных фабриках наряду со станком для распила используют дополнительное оборудование, оно предназначено для работы по отделке и выполнения вспомогательных операций. Это фрезер для разделки кромок, ламинирующая установка и сверлильный станок
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
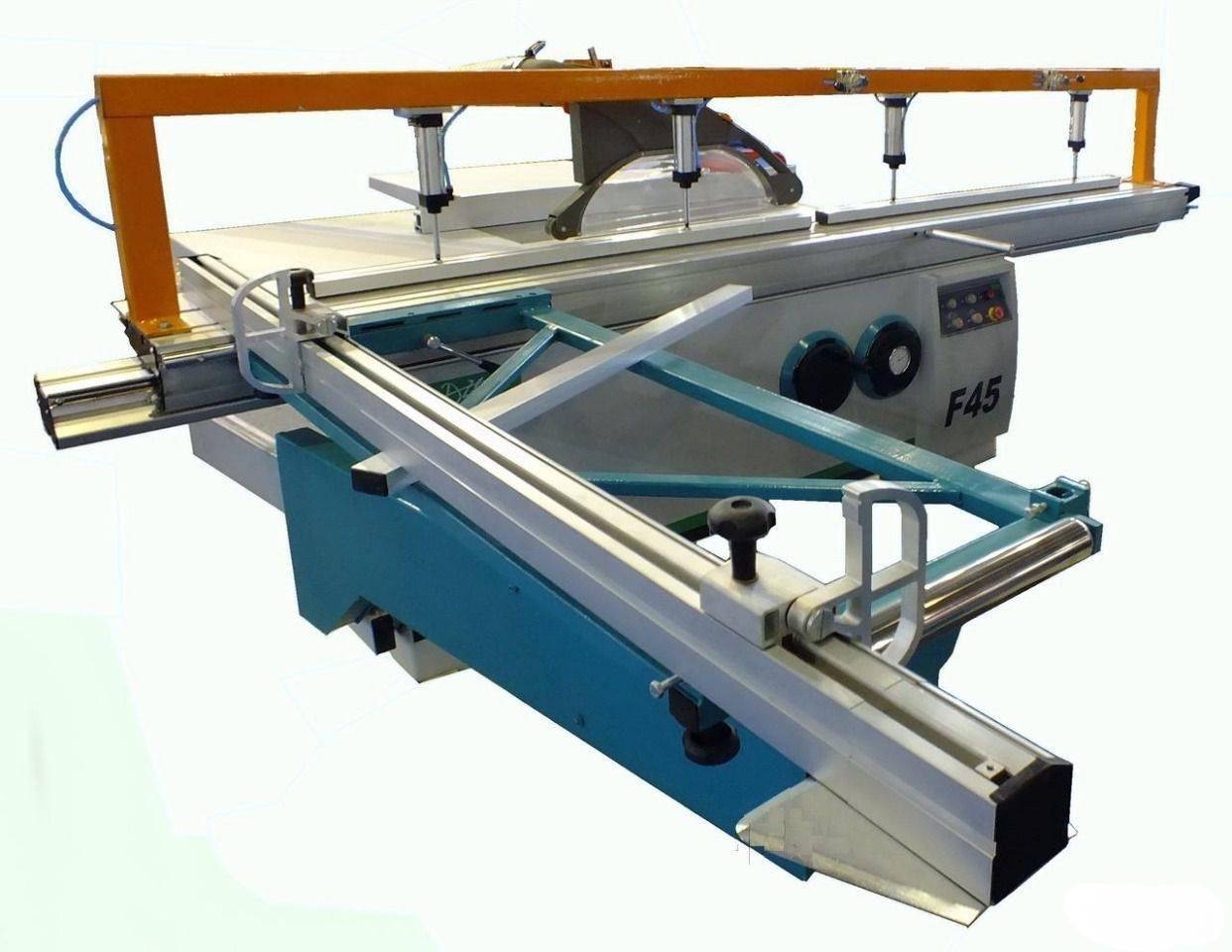
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
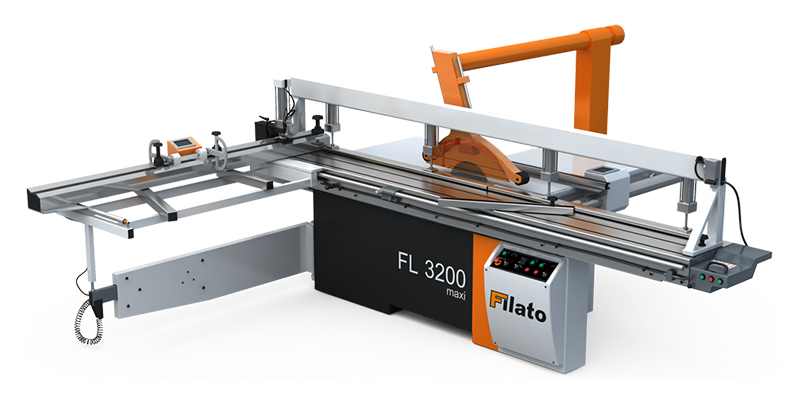
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:








Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.





