

Введение
Федеральный научнопроизводственный более 60 лет разрабатывает ядерные энергетические установки (ЯЭУ) различного назначения.
В настоящее время ОКБМ — одна из ведущих организаций отрасли, крупный научнопроизводственный центр атомного машиностроения, располагающий многопрофильным конструкторским и технологическим коллективом, собственной исследовательской, экспериментальной и производственной базой. Научнопроизводственный потенциал ОКБМ позволяет выполнять весь комплекс работ по созданию различных типов реакторных установок и всего спектра оборудования для них. Проводятся разработка конструкторской документации, выполнение необходимых расчетов, НИР и ОКР. Изготавливаются и испытываются опытные образцы с отработкой промышленной технологии производства. Производится изготовление и монтаж штатного оборудования, его пусконаладка и ввод в эксплуатацию, сервисное обслуживание оборудования на действующих объектах, снятие с эксплуатации. Производство ОКБМ в основном единичное и мелкосерийное, характеризующееся широкой номенклатурой выполняемых заказов и низкой повторяемостью.
Разработка конструкторской и технологической документации, проектирование специальной оснастки и нормирование техпроцессов производятся в единой среде программного комплекса разработки ОДО «ИНТЕРМЕХ». В частности, применяются следующие программные средства: TDM/PDM/Workflowсистема Search, система автоматизации конструкторского проектирования деталей и сборочных единиц Cadmech, система автоматизации технологической подготовки производства Techcard, АРМ Конструктора оснастки, АРМ Трудового нормирования ТП. Для подготовки расцеховочных маршрутов, подсчета и заказа материалов, внутрицехового планирования и управления производством используется программа АСВП, разработанная в ОКБМ. Исходными данными для этой системы являются данные, полученные в системах конструкторского проектирования и технологической подготовки производства (рис. 1). Данные из систем Search и Techcard передаются в систему АСВП автоматически.
Рис. 1. Укрупненная графическая схема КТПП
Металл
Для обработки металлов используют промышленные стационарные станки, в том числе с ЧПУ и ЧПУ 3D. Последние отличаются тем, что могут сделать деталь полностью за один раз. Если на простых станках приходится часто менять положение заготовки, или использовать разные станки, то современный станок ЧПУ 3D может вырезать деталь сразу, согласно заложенной программе. Выпускаются десятки разновидностей таких станков и сотни видов различных фрез.
Сталь
Прочный металл, когда требуется снять значительную толщину, это делается понемногу за несколько проходов. Изготовление одной сложной детали на станках ЧПУ 3D может занимать много времени.
Пример деталей, которые изготавливают на таких станках из стали и сплавов:
Мягкие металлы: алюминий, латунь
Алюминий, латунь, медь, бронза относятся к мягким металлам и сплавам. Обрабатываются таким же способом на тех же станках, что и сталь. Единственное отличие – выше скорость обработки, за один проход возможно снять более толстый слой, чем у стали. Меньше изнашиваются фрезы.
Титан
Обработка титана несколько отличается. Этот металл плохо поддается обработке. Из-за высокой химической активности титан налипает на резец, что тормозит работу и изнашивает фрезу. Титан плохо проводит и отводит тепло, потому место реза быстро перегревается. Этот металл режут с обязательно подачей СОЖ (смазочно-охлаждающая жидкость), иногда под давлением.
Керамогранит и мрамор
Эти материалы, кроме прочности, обладают высокими абразивными свойствами – способностью быстро стирать фрезу
Поэтому для их обработки важно использовать специальные фрезы:
- поликристаллические алмазные;
- прессованные (цельноспеченные) алмазные;
- с алмазным напылением;
- твердосплавные (никель, карбид вольфрама, кобальт).
Работа станка ЧПУ по камню:
Оргстекло
Относится к мягким материалам. Возможна обработка универсальными фрезами (дерево, пластик, оргстекло) или специальными. Главная проблема при резке – плавление материала и склонность к растрескиванию. Поэтому:
- Фреза должна быть острой, тупая из-за сильного трения склонна к перегреву.
- Требуется выбрать оптимальные обороты фрезы.
- Чтобы избежать трещин, материал снимают тонкими слоями.
ЦСП (цементно-стружечная плита)
Этот материал не относится к отделочным. Иногда его применяют как внутристеновой в каркасном строительстве или как утеплитель на потолочных перекрытиях. Структура грубая и рыхлая. Поэтому при монтаже, фрезеровка ЦСП практически не требуется. Иногда в ЦСП вырезают монтажные ниши (круглые под электро розетки, включатели, прямоугольные под коммуникации и т.д). Для этого используются твердосплавные коронки на дрелях, диски по камню на УШМ, лобзики и пилки с алмазным напылением.
ЦСП фрезеруют во время производства на промышленных станках. Это один из этапов технологии. Как это происходит, можно увидеть на следующем видео:
Гипсокартон
Это мягкий материал. При монтаже фрезеруют ручным фрезером, а кромку срезают обычным рубанком по гипсокартону. Применяются любые фрезы, устойчивые к истиранию гипсом. В листах гипсокартона часто приходится делать длинную выборку (пазы) например, когда нужно утопить в них несущую планку. Так же требуется монтажные ниши и проемы под электрику, провода, коммуникации. Как фрезерует гипсокартон, полно и наглядно показано на следующем видео:
Выше описаны способы фрезерования в общих чертах, с некоторыми моментами. Узкая специализация каждой технологии несравнимо обширнее. Фрезерованию металла посвящены учебники и научные работы. Практические навыки работы с ручными фрезерами также изложены в многочисленных источниках. В целом, фрезерование – это вид обработки материалов, который позволяет сделать практически любую деталь, и без которого трудно представить современную цивилизацию.
Цены на фрезерные работы от 15 000 рублей
Цены на фрезерную обработку как правило индивидуальны, так как изготовление каждой новой детали – это построение с нуля всех производственных процессов. Почему одна небольшая деталь не может стоить дешево подробно описано ниже.

Примеры ценообразования
| Описание | Цена за 1 штуку | Фото |
| Корпус в сборе Материал — Д16Т Работы: фрезерные чпу и слесарные Количество в заказе — 30 штук. | 21 000 руб. + НДС |
|
| Корпус с покрытием Материал — Д16Т Работы: фрезерные чпу, слесарные, спец. эмаль + олово-висмут Количество в заказе — 16 штук. | 157 000 руб. + НДС |
|
| Полуматрица бронзовая Материал — браж 9-4 бронза Работы: фрезерные чпу и слесарные. Количество в заказе — 15 штук. | 25 000 руб. + НДС |
|
| Скоба Материал — Д16Т Работы: фрезерные чпу, слесарные, Количество в заказе — 90 штук. | 7 400 руб. + НДС |
|
| Пирамида Материал — Д16Т Работы: фрезерные чпу, слесарные, Количество в заказе — 53 штуки. | 5 600 руб. + НДС |
|
| Держатель Материал — Д16Т Работы: фрезерные чпу, слесарные, Количество в заказе — 800 штук. | 3 100 руб. + НДС |
|
| Подковы Материал — Д16Т Работы: фрезерные чпу и слесарные. Количество в заказе — 300 штук. | 4 000 руб. + НДС |
|
| Куб с крышкой Материал — 12х18н10Т Работы: Токарно-фрезерные и слесарные Количество в заказе — 20 штук. | 9 900 руб. + НДС |
|
| Плита нержавеющая размер 1191х710х28 мм Материал — 12х18н10Т после гидроабразивной резки Работы: фрезерная обработка ЧПУ (давальческое сырье) Количество в заказе — 11 штук. | 246 000 руб. + НДС |
|
| Радиаторы Материал — Д16Т Работы: фрезерные чпу и слесарные. Количество в заказе — 33 штук. | 4 500 руб. + НДС |
|
| Фикс водоблока Материал — АМг6 алюминий Работы: фрезерные чпу и слесарные. Количество в заказе — 390 штук. | 1700 руб. + НДС |
|
| Контейнеры Материал — АМг5 Работы: фрезерные чпу и слесарные. Количество в заказе — 55 штук. | 5 300 руб. + НДС |
|
| Подставка под клавиатуры Материал — ПА6 полиамид (давальческий) Работы: фрезерные чпу и слесарные. Количество в заказе — 320 штук. | 1 300 руб. + НДС |
|
| Основание БИ-НГИ Материал — ПВХ Работы: фрезерные чпу и слесарные. Количество в заказе — 640 штук. | 1 100 руб. + НДС |
|














Почему так? К нам часто приходят клиенты, которым требуется изготовить одну небольшую деталь. По их мнению, она должна стоить небольших денег, к примеру 500 рублей, так как они ее покупали или видели в магазине за эти деньги. В магазине это действительно может быть так, но свою продукцию они закупают по оптовым ценам! Это значит, что заказывают они ее большими партиями (от 1000 и более штук), поэтому и цена получается ниже. У производителей, которые продают эти детали серийными партиями (от 1 000 штук и более) давно все настроено и отлажено с точки зрения производства!
В случае обращения с небольшим или штучным заказом часто складывается следующая ситуация:
- Как правило нет чертежа (есть только сломанная деталь);
- Для изготовления нужно снять все размеры;
- Сделать чертеж;
- Подумать на каком оборудование и как лучше сделать;
- Закупить материал в малом количестве (поставщики не продают малым объемом);
- Настроить станок;
- Сделать деталь (а с первого раза может не получиться, так как деталь уникальная и еще нет опыта ее изготовления);
- И еще куча мелочей, которые мы тут не расписываем.
Поэтому получается, что небольшая деталь в штучном исполнении стоит дороже, чем в магазине, а главная тому причина – индивидуальное и штучное производство! На большую партию цена естественно будет ниже.
Ну и давайте будем честными до конца, если бы Вы могли купить необходимую Вам деталь в магазине, Вы бы это и сделали.
Если Вы обращаетесь к нам, то скорее всего:
- Деталь снята с производства;
- У нее большой срок поставки из Европы;
- Вы хотите ее модернизировать;
- Изготовить из более прочного материла;
- получить ее дешевле (но на штучном производстве это редкость. Впрочем, нужно смотреть конкретную деталь, так как все индивидуально.)
Все выше перечисленное, как правило, относится к физическим лицам или небольшим компаниям, которые никогда не сталкивались с фрезерными работами. Большие компании которые уже с нами работают или приходят в первый раз все это прекрасно знают.








Исходя из выше сказанного, руководство компании ООО “ПСК “Зелматик” приняло решение, что минимальная сумма заказа в нынешних реалиях составляет от 15 000 рублей.

Назначение фрезерной обработки
При помощи различного вида фрез, можно более точно и качественно выполнять фрезеровку деталей. Это могут быть различные материалы, но наиболее распространенная обработка на металлах. А при помощи современных станков, оборудованных системами ЧПУ, есть возможность уменьшить количество брака, а также управлять при помощи не сложных числовых программ. Сейчас фреза заменена на лезвие в качестве рабочего инструмента, что и позволило уменьшить вероятность брака, делая заготовки максимально точно.
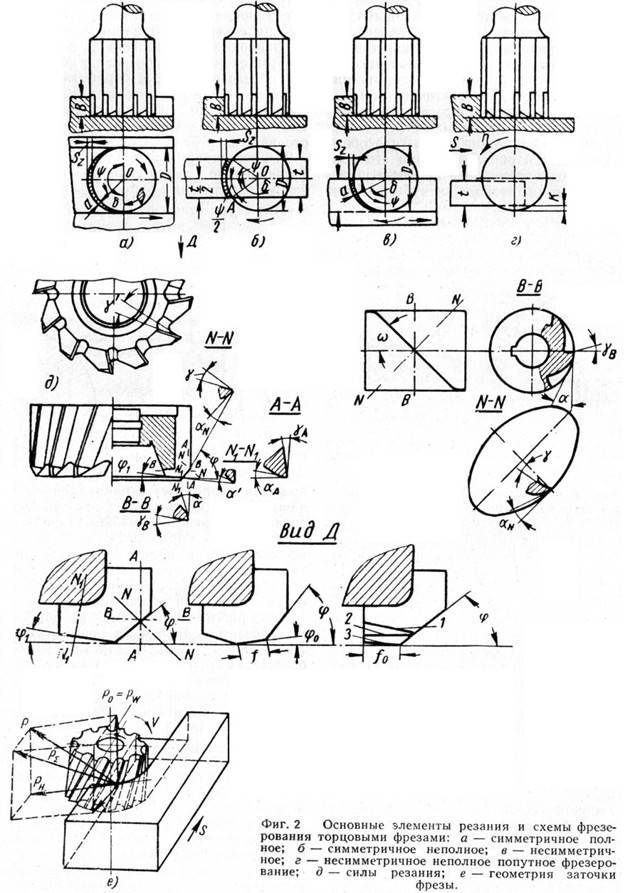
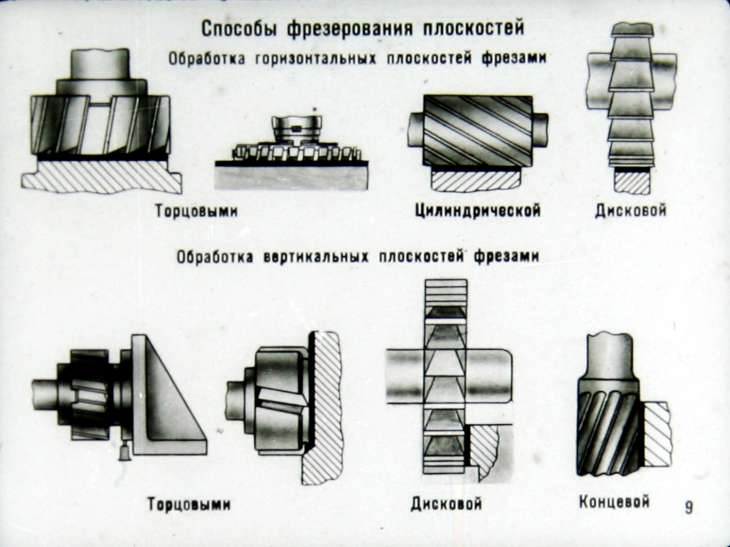
Для чего же нужна в обработке фрезеровка? При её помощи можно проводить отрезку в металлах, шлифовать, наносить специальные узоры, гравировать, а также делать токарные и другие работы в разных видах деятельности. В набор входит несколько многозубчатых, режущих фрез, а их крепление в станках определяет горизонтальный или вертикальный тип работы. В производстве также может использоваться фрезерование под некоторым углом, для чего предварительно устанавливают фрезу в необходимом направлении. В зависимости от вида обрабатываемой продукции, такое фрезерование имеет несколько способов. Но стоит отметить, что используется немалое количество разнообразных фрез, в частности это цилиндрические, торцевые, концевые, зубчатые, фасонные, а также более сложные.
Обработка металла фрезерованием производится вне зависимости от его прочности. Фрезы выбирают, исходя из того, какая нужна обработка, для плоскостей используют цилиндрические или торцевые типы фрез, в последних подбирают несимметрические схемы резания. То есть если детали правильной прямоугольной, квадратной и подобной формы, то чаще всего применяется два эти способа. Одинаковую профильную деталь можно сделать цилиндрической фрезой или с торца.
Фрезерная резка алюминия считается в наше время довольно популярной, так как алюминий широко используется в эксклюзивном дизайне, интерьере, для рекламных элементов, операторской техники и пр. Благодаря его легкости, прочности и низкой температуре плавления, он широко используется и с него не сложно вырезать различные изделия. На деталях сувенирных изделий, маркетинговой и кухонной продукции на современных высокотехнологических станках можно делать надписи, узоры, рельефность и пр. При этом они получаются без заусенцев, правильного габарита и формы, а также с идеальными краями.
Не малую популярность в наше время набрала объемная фрезеровка пластика, в особенности в 3D виде. Это довольно востребованные услуги, которые применяются для промышленных изделий, корпусов. Причем детали быстро делаются, так как довольно быстро работает станок фрезерно-гравировального типа, а цена за выполненные работы невысокая. Обрабатываются как шлицевые, так и фасонные и зубчатые детали, а также проделывают обработку отверстий, торцов, пазы. Из пластика в 3Д виде можно фрезеровать декоративные и пр. детали, формы для литья, полимерные корпуса и многое другое, создавая оригинальные и нужные формы изделий.
Это интересно: Фрезер «Фиолент МФ3: 1100э» и его технические характеристики
Влияние режимов резания на результаты работ
Если установлен станок старого типа, то его наладка происходит вручную перед каждой новой процедурой. От верности движений мастера зависит:
- Снятие определенной толщины слоя за один проход.
- Скорость вращения инструмента (обороты шпинделя).
- Плавность и направление подачи заготовки.
В основном все параметры занесены в таблицы, но они имеют свои погрешности, особенно если взята некачественная сталь, оборудование обладает недопустимым уровнем вибрации, то есть плохим креплением, а также выбран старое приспособление.
Чтобы не допускать таких ошибок, выгоднее приобрести станок с ЧПУ.

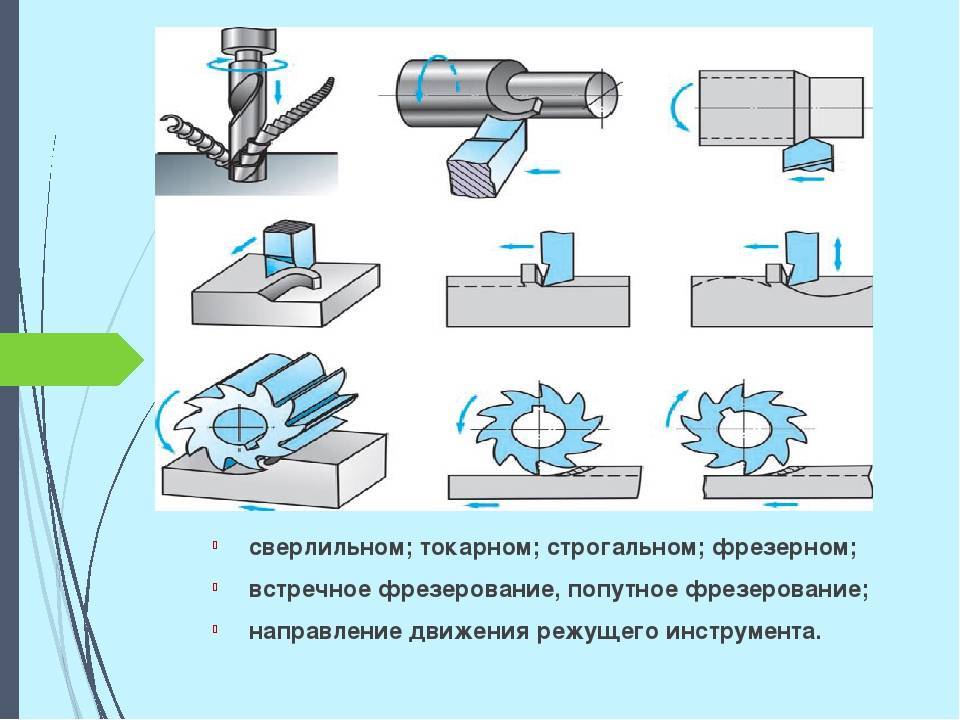
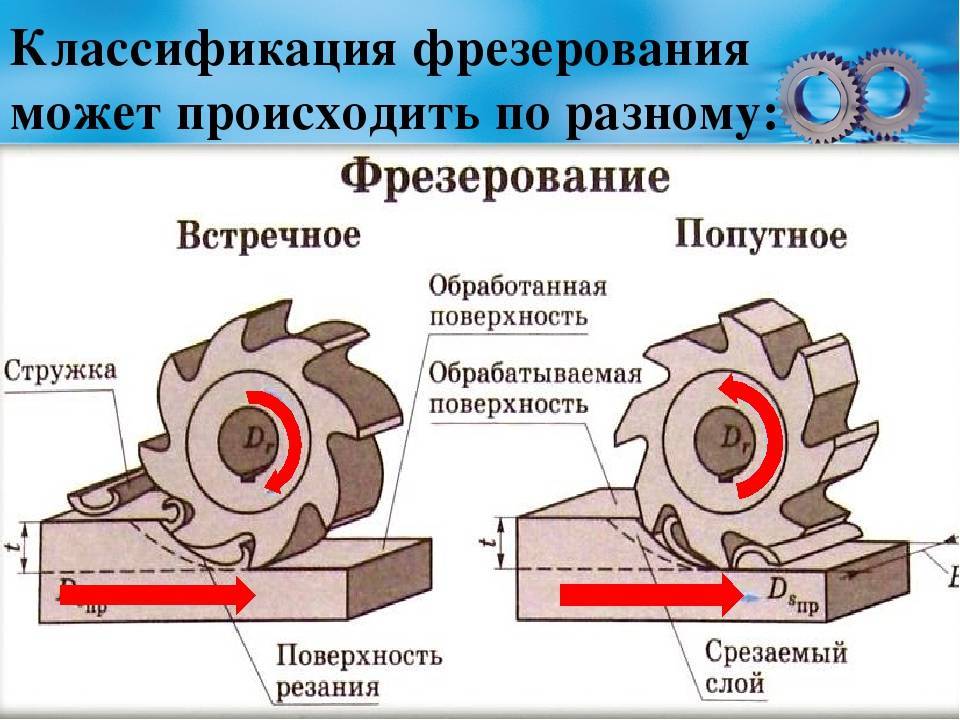
Попутное и встречное фрезерование металла: что это такое
Это два самых распространенных вида, которые уже своим названием характеризуют основное отличие. По пути, то есть по подаче, как говорят многие фрезеровщики, – это способ отделки, в ходе которого фреза вращается в ту же сторону, в которую направлен ход заготовки. У метода есть преимущества:
- Естественным образом происходит прикрепление обрабатываемой стали к станине, поэтому нет необходимости очень сильно закреплять изделие к столу.
- Износ зубьев у режущей кромки незначительный, потому что вдоль движения они затупляются намного меньше.
- Припуск снимается очень плавно, поэтому на покрытии поддерживается оптимальный уровень шероховатости.
- Легкое стружкоотведение – стружки не лезут под нож.
К недостаткам следует отнести:
- Не подходит для металлообработки грубых, неподготовленных поверхностей, то есть для обдирочных работ.
- Твердые включения могут затупить лезвие.
- Необходима высокая жесткость станка, чтобы не было сильных вибраций.
- Минимальное количество зазоров.

Встречное фрезерование металла – это направление фрезы на встречу движения заготовки. Основные характеристики: производительность повышается, а вместе с тем увеличивается и износ оснастки.
Плюсы:
- Мягкий процесс резания с небольшой нагрузкой на механизм.
- Сырье в ходе работы подвергается небольшой деформации, что упрочняет материал.
Минусы:
- Сила резки уходит частично на отрыв шаблона от стола, поэтому нужна надежная фиксация.
- Нельзя использовать высокий режим с большой скоростью, потому что быстро происходит износ фрезы.
- Стружка сходит в неудобную сторону – она может попасть в зону резания.
Когда какой тип применяется
Способ применяется в зависимости от материала и от степени металлообработке. При первичной (обдирочной) обработке стали лучше применять встречный вариант, в то время как при последующем движении рекомендовано использовать метод «по пути».
Когда вы работаете с мягким типом металла, лучше работать попутной технологией, а если есть твердые включения – идти навстречу заготовке.
Сложные и простые станки для фрезерной обработки металла
В зависимости от того, как устроено производство на заводе (крупные или мелкие серии, разновидность процедур), закупается одно универсальное оборудование с возможностью его быстро перенастраивать или несколько узкоспециализированных, которые отличаются своей определенной задачей.
В первом случае рекомендуем устанавливать устройства с ЧПУ от https://stanokcnc.ru/. Так вы сможете быстро переустанавливать оснастку, крепить заготовку, а программу и режим, скорость резания выберет сам аппарат, исходя из параметров исходного сырья и схемы металлообработки.
Во второй представленной ситуации, когда видов установок несколько, дополнительно создается конвейерная лента.
фрезерные работы на заказ Москва
Изготовление пресс-форм в Москве
Для серийного изготовления деталей из видов различного пластика широко применяются пресс-формы. Пресс-форма – это блок форм, который устанавливается на термопластавтомат для формовки изделий из пластика. Из термопластавтомата под давлением в формообразующие пресс-формы подается полимерное сырье, там сырье остывает и при открытии пресс-формы путем толкающей системы извлекаются готовые изделия из пресс-формы. Так вкратце происходит цикл работы пресс-формы для ТПА. Для оформления технического задания на изготовление пресс-форм в Москве воспользуйтесь формой обратной связи или свяжитесь с нами по телефону 8 (495) 178-00-29 и наши инженеры проконсультируют Вас по всем интересующим вопросам.
Фрезерные работы или фрезерная обработка.

Ремонт пресс-форм в Москве
Для получения изделий из пластика используют оснастку – форма для литья (пресс-форму).Пресс форма для литья — это довольно сложное и точная оснастка, которая испытывает большие механические и температурные нагрузки. Не редко форма для литья может выйти из строя в самый неподходящий момент: при литье форма может протекать и на готовом изделие образуется облой (брак), или при литье форма ломается оформляющей знак, матрица, толкатель нарушается геометрия формообразующих, опорных плит и т.д. Мы занимаемся обслуживанием и ремонт пресс – форм в Москве. Восстанавливаем геометрию пресс-формы, ремонт матриц формообразующих, толкающей системы и опорных плит.


Что такое фрезерный станок? (с иллюстрациями)
Фрезерный станок – это инструмент, который используется в основном в металлообрабатывающей промышленности. Как правило, эти машины используются для формования твердых изделий путем удаления излишков материала с целью формирования готового изделия. Фрезерные станки могут использоваться для множества сложных операций резания – от нарезания пазов, нарезания резьбы и нарезания канавок до фрезерования, строгания и сверления. Они также используются при штамповке, которая включает в себя формование стального блока, чтобы его можно было использовать для различных функций, таких как формование пластмасс или чеканка.
Фрезерный станок обычно способен резать широкий спектр металлов, от алюминия до нержавеющей стали. В зависимости от обрабатываемого материала машину можно настроить на более быстрый или медленный темп.Более мягкие материалы обычно фрезеруются на более высоких скоростях, в то время как более твердые материалы обычно требуют более низких скоростей. Кроме того, более твердые материалы часто требуют обработки меньшего количества материала за один раз.
Обычно оператор фрезерного станка управляет машиной, подавая материал через устройство, называемое фрезой. Когда материал проходит мимо резака, зубья резца прорезают материал, чтобы сформировать желаемую форму. Используя такие приспособления, как прецизионные шлифовальные направляющие и ходовые винты, перемещение материала, а также режущего инструмента может быть меньше нуля.001 дюйм (около 0,025 миллиметра), чтобы резка была точной.
Помимо фрезы, типичный фрезерный станок содержит ось шпинделя, которая представляет собой устройство, удерживающее фрезу на месте. Фреза вращается вокруг оси шпинделя, и эту ось обычно можно отрегулировать на различные скорости.Большинство машин также имеют рабочий стол, который можно использовать для поддержки и подачи материала. Рабочий стол обычно движется в двух направлениях, и большинство современных рабочих столов работают от источника энергии. Кроме того, современный фрезерный станок обычно оснащается автономным электродвигателем и системой охлаждения.
От микро-, мини- и настольных до напольных, больших и гигантских – фрезерные станки можно найти во множестве размеров.Фрезерные станки могут иметь плоские, угловые, изогнутые или неправильные поверхности. Кроме того, они могут иметь вертикальную или горизонтальную ориентацию. Вертикальный фрезерный станок имеет ось шпинделя, обращенную вертикально, в то время как шпиндель горизонтального станка обращен горизонтально.
Фрезерное оборудование может управляться вручную или в цифровом виде с помощью устройства, называемого числовым программным управлением или фрезерного станка с ЧПУ.В дополнение к традиционным осям X, Y и Z, используемым в ручном станке, фрезерный станок с ЧПУ часто содержит одну или две дополнительные оси. Эти дополнительные оси могут обеспечить большую гибкость и точность. Станки с ЧПУ устраняют необходимость в операторе станка, что может предотвратить возможные несчастные случаи, а также сэкономить на трудозатратах.
СПОСОБЫ ФРЕЗЕРОВАНИЯ
Выбор способа фрезерования, обеспечивающего высокую производительность обработки, определяется типом производства и особенностями конструктивной формы обрабатываемой детали.
Отличительными признаками способа обработки являются: число одновременно обрабатываемых заготовок, число одновременно работающих фрез, вид и конструкция приспособления и станка, характер осуществления рабочих и холостых движений обрабатываемой заготовки и инструмента.
Одновременное фрезерование нескольких поверхностей заготовки(рис. 242, а).
Этот способ применяют в серийном и массовом производстве при обработке заготовок / несколькими цилиндрическими, дисковыми или фасонными фрезами 2, либо несколькими торцовыми фрезами, установленными на разных шпинделях многошпиндельного станка или агрегатных головок. При этом способе совмещаются отдельные переходы, сокращается машинное и вспомогательное время.
Последовательное фрезерование(рис. 242, б).
При этом способе заготовки / устанавливаются в ряд и фрезеруются последовательно по одному рабочему движению стола станка.
Этот способ применяют при фрезеровании на горизонтально- и вертикально-фрезерных станках. Последовательное фрезерование позволяет
а) сократить вспомогательное время, так как после установки одной или нескольких заготовок включают подачу, а установка следующих заготовок производится при включенной подаче стола станка;
б) уменьшить машинное время за счет уменьшения времени на врезание.
Параллельно-последовательное фрезерование(рис. 242,в).





![Фрезеровка и фрезерная обработка металла [чпу, технология]](https://labequip.ru/wp-content/uploads/2/3/0/2301d4f6d6a2ab60e3de51b652795211.jpeg)



Фрезерование осуществляется одновременно на нескольких заготовках1, установленных в несколько рядов. Этим способом можно обрабатывать несколько поверхностей у одной заготовки, установленной в один ряд последовательно с другими заготовками при помощи нескольких фрез 2.
Производительность параллельно-последовательного фрезерования выше, чем предыдущего способа, вследствие совмещения последовательного фрезерования с одновременным параллельным фрезерованием нескольких поверхностей.
Параллельно-последовательное фрезерование применяют вусловиях серийного и массового производства.
Фрезерование на поворотных приспособлениях или столах(рис. 242, г).
Этот способ широко применяют в серийном производстве. На столе станка устанавливают поворотный стол / с двумя приспособлениями2. Снятие обработанных заготовок3 и уста-
|

. Рис. 242. Способы фрезерования заготовок: а —
одновременное фрезерование нескольких поверхностей; б — последовательное фрезерование;в — параллельно-последовательное фрезерование;г — фрезерование на поворотных приспособлениях;д — непрерывное фрезерование
новку новых на одном из приспособлений выполняют во время фрезерования других заготовок во втором приспособлении.
При обработке по этому способу с достаточно большим временем, затрачиваемым на снятие и установку детали, большая часть вспомогательного времени совмещается с машинным временем обработки. Несовмещенное вспомогательное время при данном способе обработки будет определяться временем поворота приспособления (или стола) и быстрого подвода и отвода заготовки ,от фрезы.
Непрерывное фрезерование(рис. 242, д).
Этот способ применяют в крупносерийном и особенно в массовом производстве, так как обработка осуществляется на специальных станках или с помощью специальных приспособлений с непрерывным вращением стола.
Заготовки 1
закрепляются в приспособлениях на круглом непрерывно вращающемся столе и обрабатываются одной или двумя (черновой или чистовой) торцовыми фрезами. Диаметр фрезы должен быть больше ширины обрабатываемой поверхности.
Снятие и установку новой заготовки производят во время вращения стола, т. е. во время обработки других заготовок.
Штучное время tшт
на обработку при этом способе фрезерования весьма близко к машинному времени, вследствие совмещения вспомогательного времени с машинным. Кроме того, при этом способе фрезерования машинное время меньше, чем при обычном фрезеровании, за счет сокращения времени на врезание при достаточно близком расположении обрабатываемых поверхностей друг к другу.

Развитие технологии фрезеровки металла
На протяжении длительного периода времени фрезерная обработка осуществлялась в ручном режиме. Человеческий фактор влиял на большое количество брака, неточных срезов. Даже опытные токари не справлялись с криволинейными поверхностями, что затрудняло изготовление многих металлических деталей.
Впоследствии все автоматизировалось. Появление станков с возможностью программирования дало новый толчок к развитию сложной обработки металла. Это упростило работу фрезеровщиков, за все отвечал станок ЧПУ, в который загружали определенную программу.
На современном этапе во фрезеровочных станках используется луч лазера. Высокоточное оборудование позволяет работать быстро. Но и станки стоят гораздо дороже. Такие станки являются прототипом 3D-принтера. Возможность одновременной работы в трех плоскостях сокращает затраченное время. Работа на этом оборудовании, кроме непосредственной обработки заготовки, подразумевает и верное написание программы.
Типы фрез для обработки
Фрезерные работы классифицируют по типу используемой режущей оснастки, по которым выделяют следующие способы и основные виды фрезерования:
Торцевое, которое производится с помощью торцевой фрезы, схожей со сверлом небольшой длины и увеличенного диаметра, на торце которого по всей окружности закреплены с разным шагом и одинаковой глубиной посадки 5 и более резцов. Такая оснастка применяется для формирования канавок, подсечек, окошек, колодцев, а также обратной фрезеровки, срезания торцов, формирования более точных габаритов заготовки.
Цилиндрическое, необходимое для корректировки высоты длинных и коротких граней, например, высоту ребер швеллера. В данном случае работа осуществляется винтовой фрезой универсального назначения в виде горизонтального валика, либо оснасткой с прямыми зубьями для работы по прямым поверхностям.
Дисковое, осуществляемое для формирования обычных продольных канавок с помощью фрезы, напоминающей режущую часть дисковой пилы.
Угловое, выполняемое инструментом в форме двух усеченных конусов, соединенных вместе, угол которого соответствует углу наклона канавки на изделие. Оснастка может быть выполнена целиком из быстрорежущей стали, либо дополняться вставными резцами из победитового сплава для резки металла повышенной твердости.
Концевое, предназначенное для создания уступов определенного размера как в горизонтальной, так и вертикальной плоскости.
Фасонное, без которого невозможно создать изделия нестандартной формы. Для этого используют остроконечные фрезы со сложным профилем и с наличием острого края по внутренней стороне, либо оснастку с затылованными зубьями.
Кроме этого, существуют и другие типы: корончатые фрезы для получения крупных отверстий, червячные для обработки материала сразу несколькими режущими кромками и т. д.
Технологические этапы процесса
В целом действия являются одинаковыми, но чем современнее механизм, тем меньше действий нужно делать оператору.
На обычной установке
Классический алгоритм:
- Заготовку фиксируют на столе.
- В шпиндель вставляют необходимую фрезу, выбирая при этом угол и направление.
- Ручками задают глубину резания.
- Выставляют скорость, она определяется в оборотах в минуту.
- Включают аппаратуру, регулируя движение бабки и держателя инструмента.
С ЧПУ
Последовательность:
- Фиксация изделия.
- Проектирование будущей детали на компьютерной программе.
- Установка схемы на пульт управления.
- Монтаж.
- Запуск.
Как мы видим, исключаются одни из важнейших этапов – изначальный выбор режимов и последующее управление приспособлением
Лазерная обработка
Не будем приводить алгоритм, скажем только, что он отличается от последнего отсутствием необходимости выбора и крепежа резца. Ведь в установке основное воздействие не механическое, а тепловое – под воздействием луча лазера происходит испарение металла.
Классификация фрезеровки
Однозначно четкой классификации этого вида металлообработки нет, так как выполняемые работы очень разнообразны.
Кроме разделения по виду станка (лазерная обработка, токарно-фрезерная обработка на механическом станке), из основных видов градаций можно выделить следующие:
- по расположению обрабатываемой детали – горизонтальная, вертикальная фрезеровки и фрезерование под углом;
- по виду используемой фрезы – торцевая, концевая, периферийная, фасонная;
- по направлению вращения фрезы относительно движения заготовки – попутная или встречная.
Последний вид классификации применим для фрезерной обработки массивных деталей, когда первоначальная фрезеровка металла выполняется встречным способом, а для заключительной доводки детали используется попутный способ.
Видео:
Книги категории “Фрезерная обработка”
В книге изложены основные сведения о фрезеровании, фрезерных станках, инструментах и приспособлениях; большое внимание уделено прогрессивной технологии фрезерования, освещены вопросы механизации процессов обработки. В настоящем издании описаны новые модели станков, даны более полные сведения о станках с ЧПУ
В настоящем издании описаны новые модели станков, даны более полные сведения о станках с ЧПУ.
В рубрике Фрезерная обработка
Tags: Делительная головка, Дисковая фреза, Концевая фреза, Ласточкин хвост, Режим резания, Торцевая фреза, Торцовая фреза, Угловая фреза, Фасонная фреза, Фреза, Фрезерный станок, Фрезерование, Фрезерование винтовых канавок, Фрезерование паза, Фрезерование уступа, Цилиндрическая фреза, Шероховатость поверхности при фрезеровании
Книга предназначена в качестве учебника для ФЗУ по специальности фрезеровщика. В соответствии с требованием утвержденной ГУУЗ НКТП программы, материал расположен в виде двух концентров: сначала даны общие предварительные сведения о фрезерных станках, о фрезах, о способах закрепления изделий, об основных приемах работы и пр. Все указанные вопросы рассматриваются затем во втором концентре еще раз более подробно.








Так как данный учебник должен одновременно служить пособием и для ПТК, в него включена глава, рассматривающая некоторые более сложные случаи фрезерования, выходящие за пределы курса школ ФЗУ. Помимо указанных сведений в книге еще даны сведения о допусках и посадках, а также об изготовлении зубчатых колес; в отдельной главе изложены краткие сведения по теории резания и даны указания об использовании паспорта станка. Приложенные таблицы содержат необходимый для подсчетов справочный материал. После каждой главы приведены вопросы и ряд практических задач для лучшего усвоения и закрепления в памяти учащихся пройденного курса.
В рубрике Фрезерная обработка
Tags: Делительная головка, Допуски и посадки, Зубчатое зацепление, Изготовление зубачтого колеса, Измерительный инструмент, Теория резания, Фреза, Фрезерный станок
В книге освещены методы совершенствования технологии фрезерования, повышения ее точности и качества. Обобщен опыт новаторов производства по повышению производительности труда и снижению себестоимости обработки.
Рассмотрены способы рационального использования фрезерных станков, их механизации и автоматизации, а также современные консольно-фрезерные станки с программным управлением.
Книга предназначена для рабочих-фрезеровщиков и мастеров машиностроительных заводов.
В рубрике Фрезерная обработка
Tags: Выбор режима резания, Дисковые фрезы, Качество фрезерной обработки, Конструкции фрез, Погрешности фрезерной обработки, СОЖ, Способы крепления зубьев в корпусах фрез, Торцовые фрезы, Фреза, Фрезерные станки, Фрезерный инструмент, Фрезерование, Цилиндрические фрезы, ЧПУ, Шероховатость поверхности при фрезеровании
В книге изложены основные сведения о фрезеровании, фрезерных станках, инструментах и приспособлениях; большое внимание уделено прогрессивной технологии фрезерования, освещены вопросы механизации процессов обработки, организации и экономики производства.
Книга предназначена в качестве учебного пособия для учащихся профессионально-технических училищ и может быть использована для подготовки и повышения квалификации рабочих на производстве
В рубрике Фрезерная обработка
Tags: Встречное фрезерование, Делительная головка, Износ и стойкость фрез, Обработка плоскости, Попутное фрезерование, Припуск на обработку, Режим резания, Скорость резания, Фрезерный станок, Фрезерование, Фрезерование винтовых канавок, Фрезерование паза, Фрезерование уступа





