

Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования

Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски. Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики. На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности. Перед работой нужно запастись: линейкой, специальным карандашом, угольником и рулеткой; специальной зажигалкой, которая обычно есть в комплекте с оборудованием
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса. Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы. Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе. Пол в мастерской должен быть или бетонным, или земляным. Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление. Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз. Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени. Ручной газовый резак готов к работе, теперь собственно резка металла резаком. К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени. Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки. После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок. Охлаждение деталей проводится или с помощью воды, или естественным образом
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу. Сначала закручиваем вентиль кислорода
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода. Закручиваем вентили на баллонах. Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Преимущества портативных горелок с газом
В последнее время на рынке можно заметить предложения по приобретению портативных газовых горелок, которые включают в себя насадку к небольшому цанговому баллону, наполненному газом.
Температура факела в таком устройстве обычно не превышает отметки в 1300 градусов Цельсия. И хотя существуют профессиональные цанговые портативные резаки с общей температурой факела от 2000 до 2500 градусов Цельсия (к примеру, Kovea K. T. -2610 во время работы с газовой смесью MAPP US), что уже больше всего приближено к температуре разгорающегося пламени кислородно-пропанового резака — 2700 -2800 градусов Цельсия.
В любом случае для того, чтобы установить определённые условия для горения нет главного режущего компонента — струи кислорода, при помощи которого и происходит общее окисление металла.
Такими портативными резаками можно осуществлять резку в легкоплавких металлах, а также сплавах: алюминий, бронза, медь, латунь, а также олово. Но и в этом случае речь будет идти не о резке, а о процессе плавки. Именно по этой причине их чаще всего применяют во время ремонта холодильников либо кондиционеров, а совершать резку возможно при помощи ручного или электрического оборудования.
Сбор и регулировка оборудования
Сборка приобретенного оборудования выполняется в следующей последовательности:
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
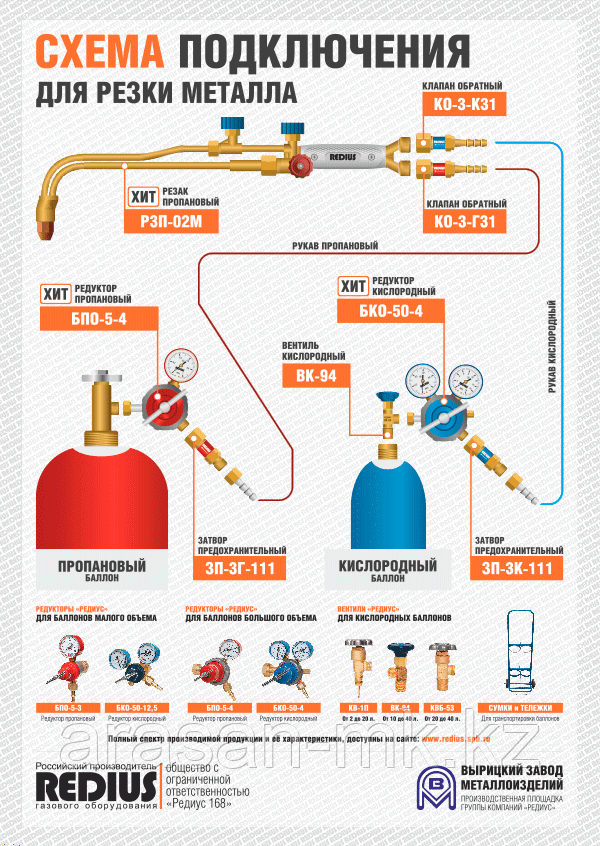
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.
Схема сборки газового резака После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Как выбрать резак получше?
Принцип действия газового резака. Предлагаем блок полезной информации, которая поможет вам лучше ориентироваться в спецификациях и технических характеристиках резаков заранее:
Ниппели бывают латунными алюминиевыми. Латунные варианты долговечнее.
Если есть возможность, выбирайте модели с алюминиевыми, а не пластиковыми ручками, Какой бы не был пластик теплоустойчивым, он «поплывет» в любом случае быстрее, чем алюминий.
Рукоятка должна быть достаточно массивной: диаметр не меньше 40 мм.
Вентили должны хорошо работать. Это значит – проворачиваться без особых усилий.
Аппараты с рычажным управлением более удобны и экономны в использовании, они экономят газ.
Вентильные шпиндели должны быть обязательно из нержавеющей стали, а не из латуни, которые слишком недолговечные. Бывают «комбинированные» варианты, они по своей долговечности занимают серединную позицию.
Лучшим материалом для корпуса резака являются металлы: латунь, медь, нержавеющая сталь.
Мы помним, что ацетиленовые резаки стоят дороже. Следим за материалом, из которого выполнены детали имеющие прямой контакт с горючим газом перед смешением в камере
Внимание! Они не должны быть сделаны из меди или ее сплавов, где содержание меди не меньше 65%.
Если конструкция устройства разборная, это лучше: его легче чистить и ремонтировать.
Только медь! Только медный наружный мундштук!
Правильный внутренний мундштук на газовый резак ацетиленового типа тоже должен быть из меди. А вот в кислородном резаке по металлу – из латуни
Вот такие нюансики.
Обязательно проверяйте у продавца состояние дел с запасными частями и расходным материалом.
Газовый резак своими руками
Как и многие другие устройства для сварки, ковки или иных операций с металлами, газовый резак своими руками соорудить вполне возможно – это несложно. Если на рынке предлагаются самые разнообразные модели с разной степенью конструктивной сложности, то самодельный резак для резки металла лучше делать простым и компактным.



На нижеследующем примере можно отлично понять принцип действия и построения автогена, иными словами – научиться его делать резаки. А пока делаем легкую версию для резки медных проводов.
Как устроен резак?
Вот что понадобится для изготовления самодельного аппарата:
- компрессор для аквариума;
- баллончик для заправки зажигалок газом;
- игла для насоса мяча;
- медицинские капельницы с иголками – две штуки;
- медная проволока;
- паяльник с причиндалами;
- пистолет с термо-клеем;
- надфиль тонкого помола;
- съемный сосок от камеры автомобиля.
В качестве резюме еще раз напоминаем об ответственности работы с газом, которая полна серьезных рисков. Если вы новичок в газовых делах, самым оптимальным случаем была бы совместная работа с кем-то из опытных специалистов.
Как пользоваться кислородно-пропановым резаком
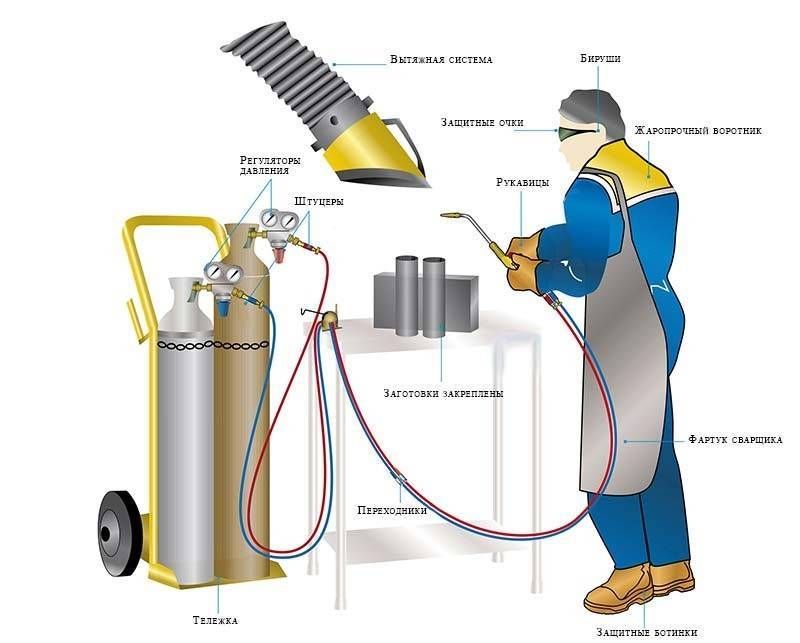
Безопасная и продуктивная работа с кислородным газовым резаком должна подчиняться следующим правилам:
- обязательно применять средства индивидуальной защиты:
- маска сварщика или очки сварщика;
- спилковые перчатки;
- плотная спецодежда, не оставляющая открытых участков кожи и с огнеупорной пропиткой;
- респиратор;
- факел должен быть постоянно направлен в сторону от шлангов;
- шланги не должны стеснять движений сварщика;
- баллоны с газом размещать не ближе 5 метров от места работ;
- работать на открытом воздухе или в помещении с исправной вытяжной вентиляцией.
- обязательно применять средства индивидуальной защиты:
Рабочий пост
При первом запуске или в случае длительного перерыва в работе следует обязательно проверить работу инжектора
Четко соблюдать последовательность действий по подготовке к работе, настройке рабочих режимов и завершения работы.
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа. Подготовка к работе газовым резаком
Подготовка к работе газовым резаком
Резак вместо паяльника плавим олово и медь
Стандартный кислородный резак имеет не только максимальную, но и минимальную мощность горелки. Им можно разрезать стальной лист, уголок или двутавровую балку или приварить их друг к другу, но он непригоден для тонких работ или точечной сварки.
Кроме уже упомянутого сверхпортативного резака с размещенным в рукоятке резервуаром, которого хватает на несколько минут работы, существуют миниатюрные резаки, присоединяемые к стандартному цанговому баллону гибким шлангом.
В отличие от сверхпортативной версии, они обладают несколько меньшей мобильность, но существенно большим временем непрерывной работы.
Большая часть моделей мини-резаков имеет два режима работы:
- Широкий конус диаметром и длиной до 5 см. Применяется для плавки припоя, пайки оловянных и медных изделий.
- Короткий и узкий высокотемпературный факел. Его используют для точечной пайки мелких деталей и для пайки электро- и радиокомпонентов.

Микрогорелка
Для резки стальных листов и профиля он также не подходит, несмотря на высокую температуру факела — до 1300 °С. Сказывается малый напор и малая интенсивность пламени. Прибор весьма экономичный — расход газа составляет 12 г/час.
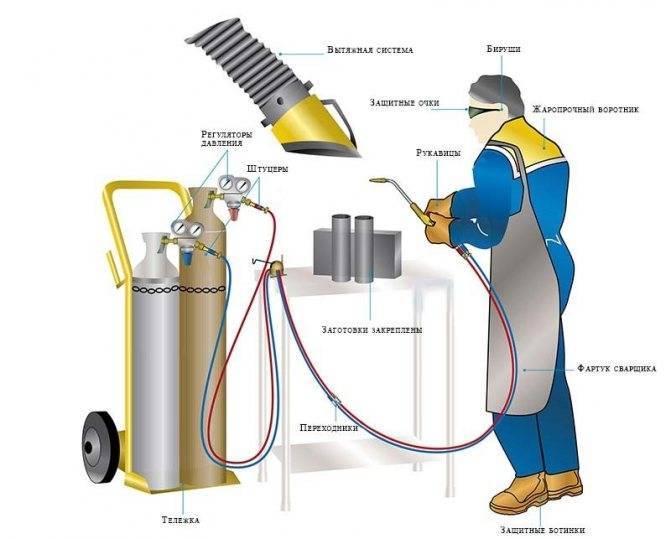
Как пользоваться кислородно-пропановым резаком
Безопасная и продуктивная работа с кислородным газовым резаком должна подчиняться следующим правилам:
- обязательно применять средства индивидуальной защиты: маска сварщика или очки сварщика;
- спилковые перчатки;
- плотная спецодежда, не оставляющая открытых участков кожи и с огнеупорной пропиткой;
- респиратор;
факел должен быть постоянно направлен в сторону от шлангов;
шланги не должны стеснять движений сварщика;
баллоны с газом размещать не ближе 5 метров от места работ;
работать на открытом воздухе или в помещении с исправной вытяжной вентиляцией.
Рабочий пост
При первом запуске или в случае длительного перерыва в работе следует обязательно проверить работу инжектора
Четко соблюдать последовательность действий по подготовке к работе, настройке рабочих режимов и завершения работы.
Как правильно выбрать газовый резак: советы специалистов
Для демонтажа металлических изделий и конструкций широко используется газовая резка. Это один из самых простых способов резки металла. Он предполагает применение баллонов, заполненных горючим газом и кислородом, и газового резака. Принцип действия подобного оборудования заключается в образовании мощной газовой струи, под воздействием которой металл сгорает, в результате чего в зоне реза остаются продукты окисления.
1 / 1
Устройство
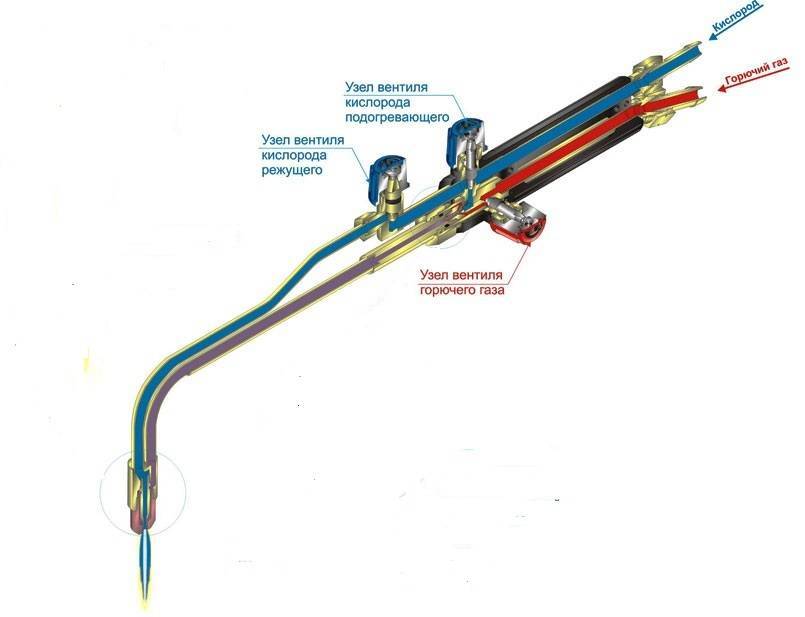
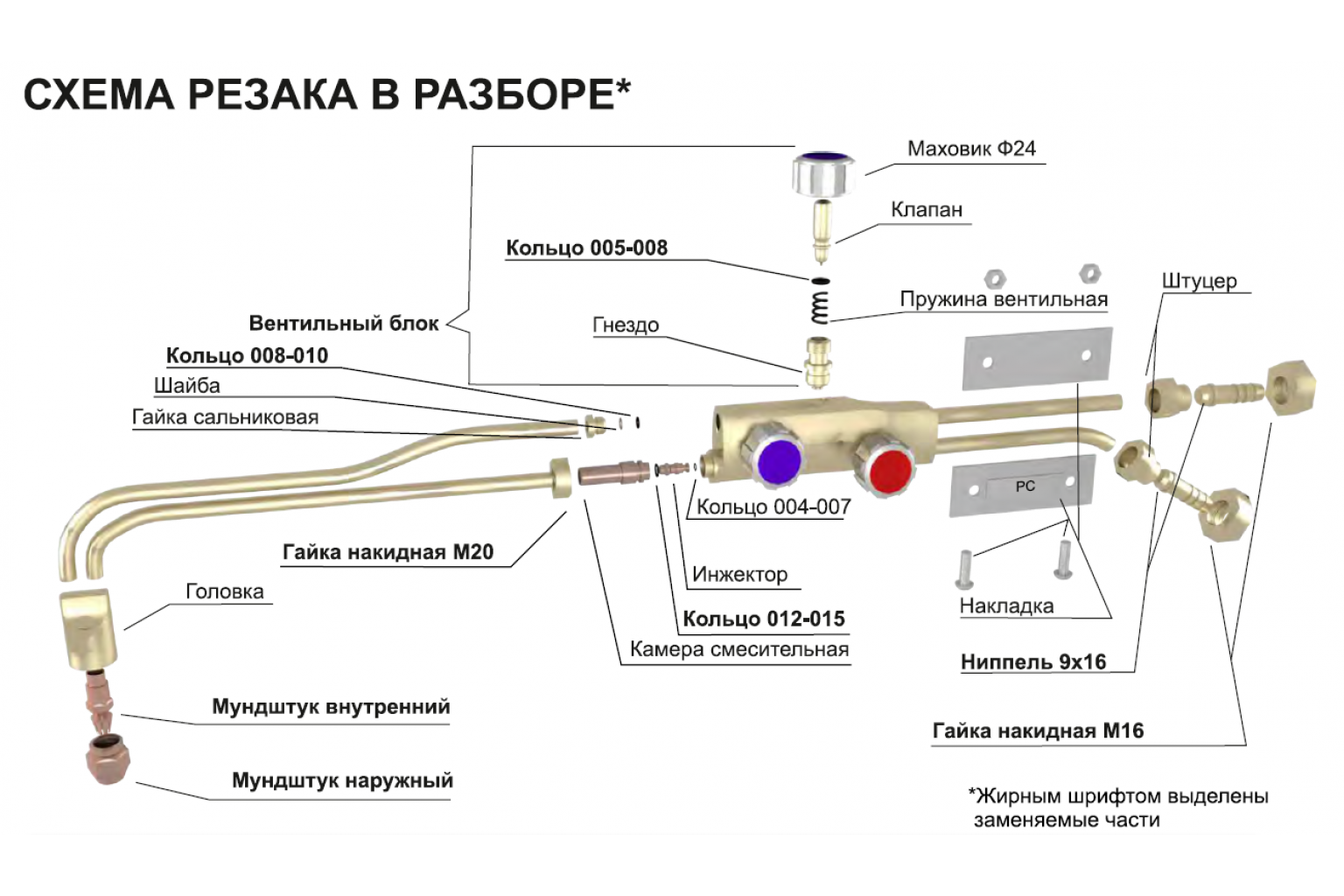
Представленные на сегодняшний день газовые резаки для газопламенной резки металла в основном имеют схожую конструкцию. К основным элементам относятся:
- инжектор/эжектор – предназначен для смешивания веществ (газов);
- входные разъемы и ниппели – необходимы для присоединения газовых шлангов: горючего газа и окислителя (кислорода);
- камера смешения – в ней происходит образование горючей смеси;
- вентили – позволяют регулировать подачу составляющих горючей смеси;
- сопло (мундштук) – наконечник трубки газового резака.
Использовать газовый резак достаточно просто, главное – соблюдать меры предосторожности. Стандартный газовый резак работает следующим образом: резчик присоединяет шланги подачи горючего газа и кислорода от баллонов, после чего открывает вентили до образования нужного давления, зажигает смесь и регулирует мощность горения пламени вращением вентилей на рукоятке газового резака
В результате этих несложных манипуляцией кислород и газ смешиваются в единую струю, при горении которой мощный поток одновременно сжигает металл и сдувает расправленные капли металла. Подобная схема схожа у большинства моделей для газорезки, отличия имеются лишь у эжекторных аппаратов.
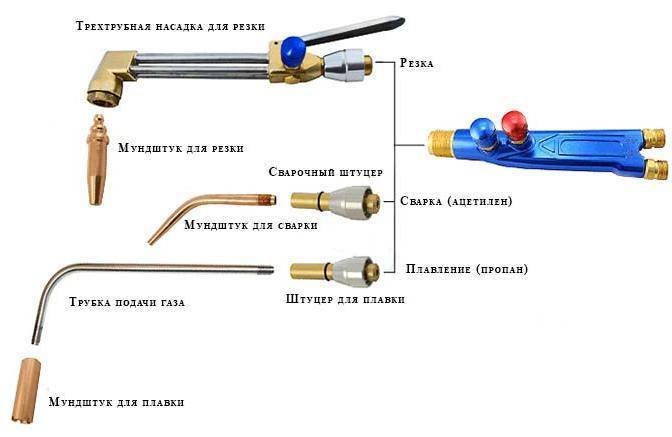
Эжекторное устройство отличается от инжекторного тем, что имеет отдельный канал для подачи кислорода и головку, имеющую два сменных мундштука.
Виды газовых резаков
Чтобы не ошибиться с выбором подходящей модели, рассмотрите и изучите существующие виды газовых резаков. Их классифицируют по следующим признакам:
- Тип горючего газа: ацетиленовые, пропановые, метановые и др.
- Тип резки: разделительные и поверхностные.
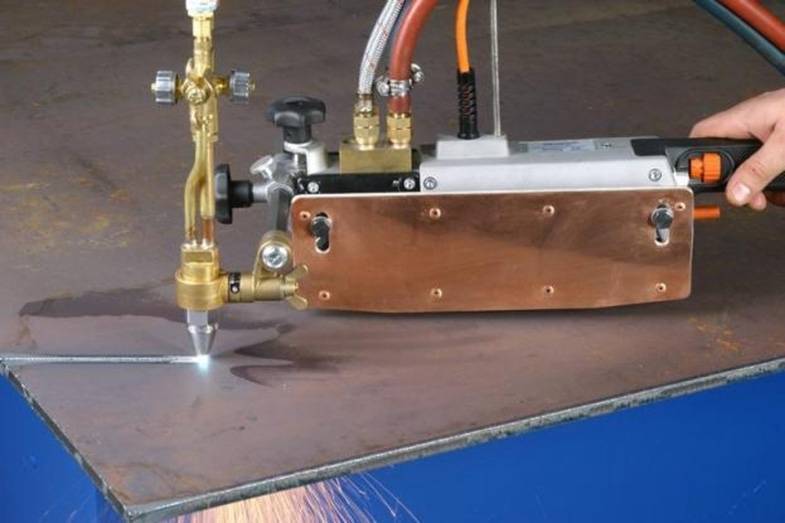
- Назначение: ручные и механизированные.
- Подача кислорода: низкого и высокого давления.
- Мощность: малая (до 100 мм толщины разрезаемого металла), средняя (до 200 мм), высокая (свыше 200 мм).
Кроме того, существует классификация устройств по конструктивному исполнению. Сюда относятся габариты, количество трубок и прочие характеристики.



Как не ошибиться с выбором
Выбор газового резака напрямую влияет на качество работы
Если не принять во внимание некоторые параметры, то можно ухудшить безопасность и производительность работы. Не стоит забывать, что горючая смесь, используемая для резки металлических изделий, взрывоопасна
При покупке газового резака уделите внимание следующим моментам:
- Рукоятка должна быть выполнена из алюминиевых сплавов. Пластик используется при изготовлении более дешёвых устройств, поэтому от его выбора рекомендуется отказаться, т.к. со временем он начинает разрушаться и терять первоначальную форму.
- При выборе ниппелей отдайте предпочтение латуни. Такой материал прослужит дольше алюминиевого аналога, т.к. обладает большим сопротивлением к деформациям.
- Вентили должны вращаться при небольшом усилии, чтобы остановить процессе резки в нестандартной ситуации. Желательно, чтобы размер вентиля был не меньше 4 см.
- Резак должен иметь разборную конструкцию, что позволит регулярно производить его техобслуживание, которое будет способствовать долгой работе.
- Наружный мундштук должен быть выполнен из чистой меди или хромистой бронзы. Для ацетиленового резака внутренний мундштук также должен быть медным.
- Убедитесь, что корпус и трубки соединений выполнены из нержавеющей стали, латуни или меди.
- Хорошо, если резаки не покрашен, т.к. краска обычно носит декоративный характер. Она может скрыть различные дефекты в металле и недостатки пайки.
- Самые надёжные вентили изготавливаются из нержавеющей стали – в среднем они выдерживают до 1500 циклов открывания-закрывания без замены. Латунные аналоги служат не более 500 циклов и в дальнейшем не обеспечивают герметичности запирания, что грозит утечками кислорода и горючего газа.
Инжекторные резаки
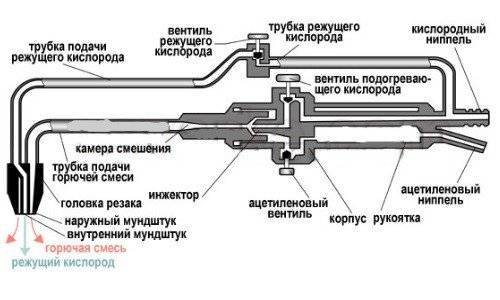
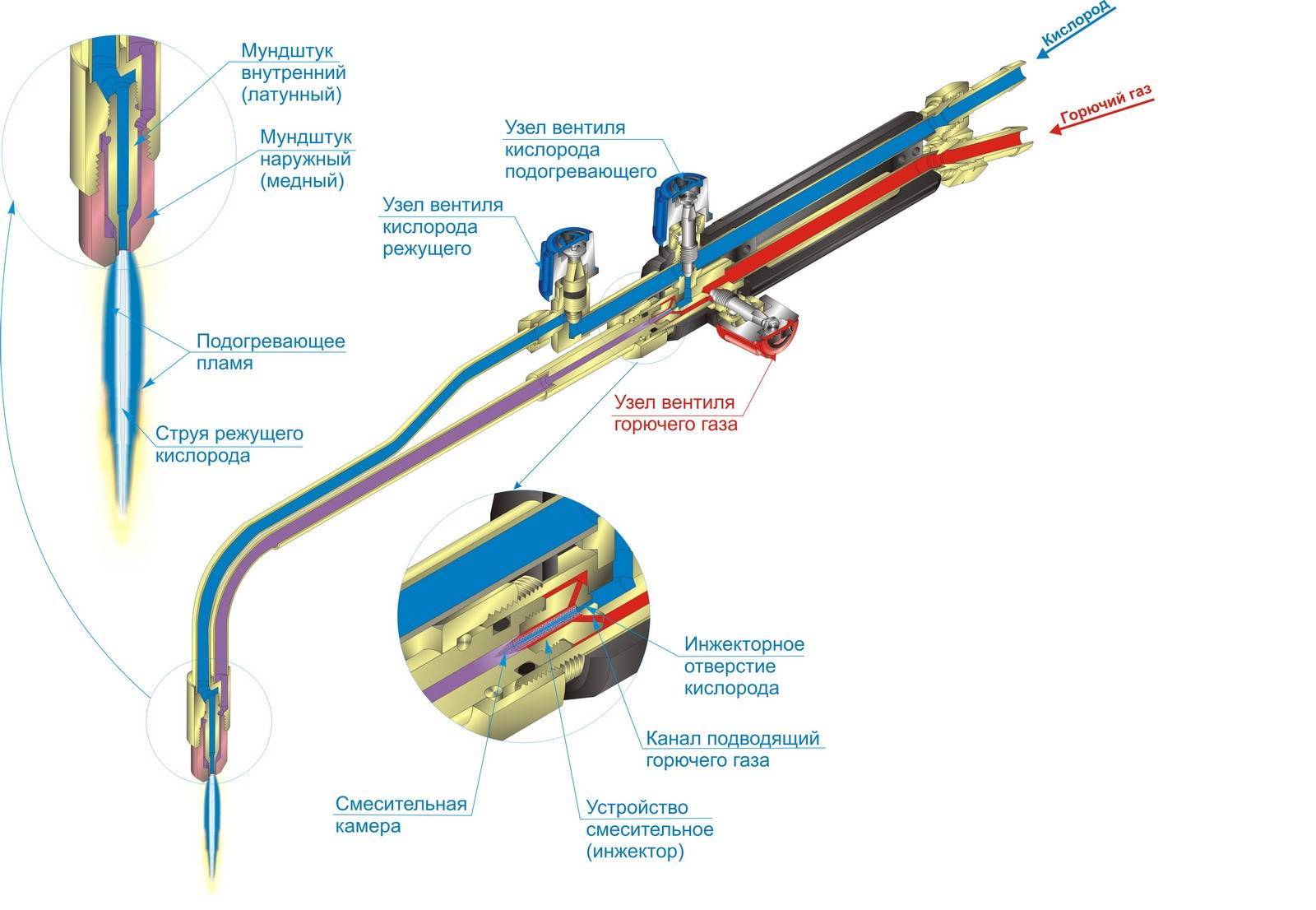
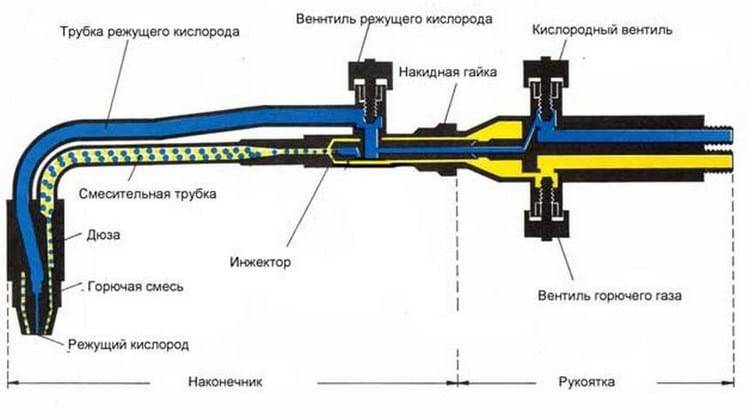
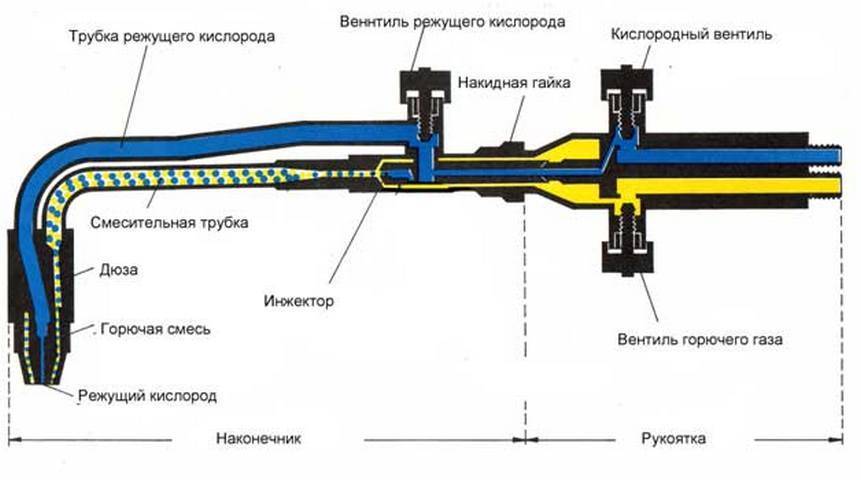
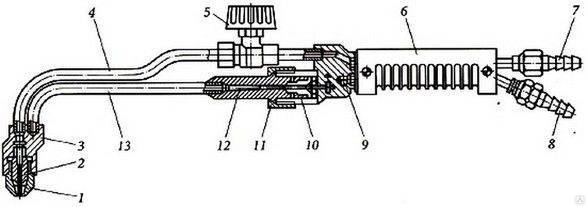
Инжекторным резаком называется такой, который имеет отдельный канал для подачи режущего кислорода и специальную головку, которая включает в себя два сменных мундштука — внутренний и наружный. Кислород из баллона проходит через редуктор и рукав с ниппелями попадает в резак, а в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль, направляется в инжектор. Струя кислорода выходит из инжектора с большой скоростью, тем самым создавая разрежение, и подсасывает горючий газ, который образовывает в смесительной камере вместе с кислородом горючую смесь. Эта смесь во время прохождения между наружным и внутренним мундштуками сгорает, в результате чего образуется подогревающее пламя. Другая часть кислорода поступает в трубку режущего кислорода, и, выходя через центральный канал внутреннего мундштука, образует струю режущего кислорода.
Основными деталями резака являются мундштук и сопло, которые в процессе резки быстро изнашиваются. Чтобы получить качественный рез, необходимо правильно подбирать размеры сопла, мундштука, точное соотношение давления подачи газа с соответствующей толщиной метала.
Рис. Принципиальная схема инжекторного резака.
1. Головка резака с внутренним и наружным мундштуками; 2. Трубка режущего кислорода; 3. Вентиль; 4. Регулировочный кислородный вентиль; 5-6. Ниппель; 7. Рукоятка ствола; 8. Корпус; 9. Регулировочный вентиль горючего газа; 10. Инжектор; 11. Накидная гайка; 12. Смесительная камера; 13. Трубка; 14. Внутренний мундштук; 15. Наружный мундштук.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
Принцип работы газовой горелки. Вид газа влияет на температуру пламени для разогрева металла.
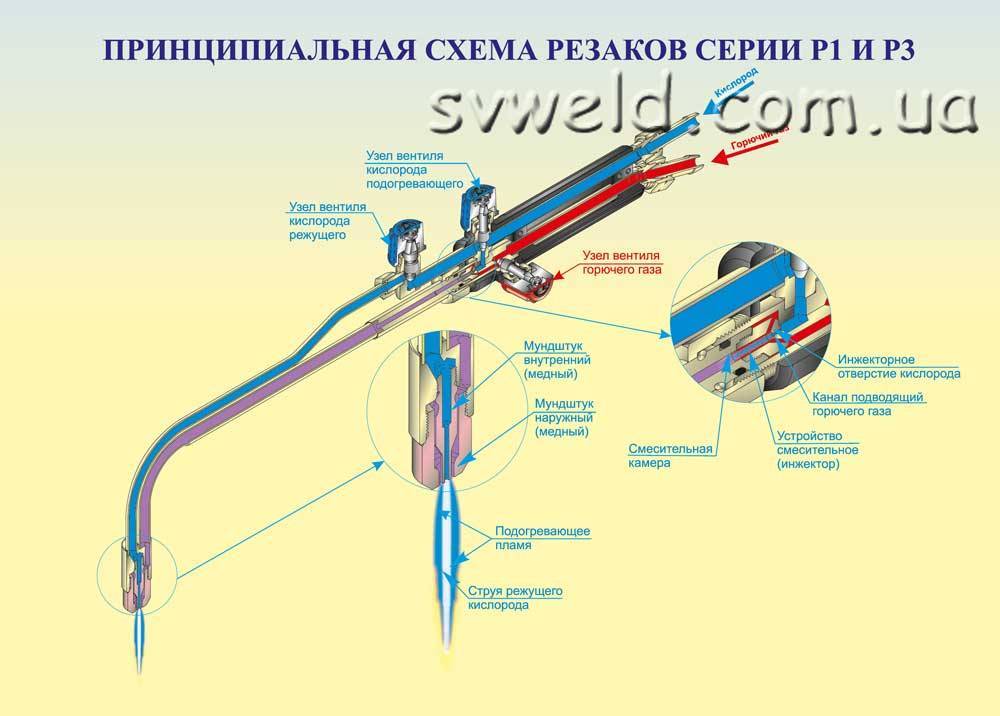
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
Что такое газовые резаки и какими они бывают
Газовые резаки предназначены для раскроя металлического проката и разборки металлоконструкций. Принцип действия резака для резки металла достаточно прост — на конце горелки сгорает газ, создавая зону высокой температуры, превышающей температуру плавления металла. Газ подается в горелку по шлангу из встроенного в рукоятку портативного баллона или из внешнего баллона по шлангу. Для окисления горючего газа может быть использован кислород воздуха, в других конструкциях кислородных резаков газ подается из отдельного баллона по отдельному шлангу.
Существует много разновидностей газовых резаков и горелок. Существующие виды резаков классифицируются по следующим критериям:
- по типу резки;
- поверхностные;
- разделительные;
- по степени механизации управления газорезкой;
- ручные;
- механизированные;
- по топливу;
- пропан;
- ацетилен ( автоген);
- керосин ;
- метан;
- по способу смешения газов;
- инжекторные;
- эжекторные;
- по давлению кислорода;
- низкое;
- высокое;
- тип форсунки;
- многосопловые ;
- щелевые;
- по мощности (толщине разделываемого металла);
- малая — до 100 мм;
- средняя — до 200 мм;
- высокая — более 200мм;
- по типу резки;

Мини газовый резак
Кроме того, существуют сверхпортативные газовые мини резаки карманного типа, мощность которых позволяет, однако, разрезать несколько миллиметров стального или медного листа. Такой газовый резак поджигается от спички или от встроенного пьезоэлектрического элемента.
Инжекторный резак для ручной кислородной резки не только не помещается в карман, но и требует для перевозки своих баллонов внушительную тележку. Стационарные резаки для резки листового металла представляют собой сложные автоматизированные промышленные установки площадью в десятки квадратных метров, газ к ним подводится по стационарному газопроводу из больших газгольдеров.
Как правильно выбрать газовый резак: советы специалистов
Для демонтажа металлических изделий и конструкций широко используется газовая резка. Это один из самых простых способов резки металла. Он предполагает применение баллонов, заполненных горючим газом и кислородом, и газового резака. Принцип действия подобного оборудования заключается в образовании мощной газовой струи, под воздействием которой металл сгорает, в результате чего в зоне реза остаются продукты окисления.
1 / 1
Устройство
Представленные на сегодняшний день газовые резаки для газопламенной резки металла в основном имеют схожую конструкцию. К основным элементам относятся:
- инжектор/эжектор – предназначен для смешивания веществ (газов);
- входные разъемы и ниппели – необходимы для присоединения газовых шлангов: горючего газа и окислителя (кислорода);
- камера смешения – в ней происходит образование горючей смеси;
- вентили – позволяют регулировать подачу составляющих горючей смеси;
- сопло (мундштук) – наконечник трубки газового резака.
Использовать газовый резак достаточно просто, главное – соблюдать меры предосторожности. Стандартный газовый резак работает следующим образом: резчик присоединяет шланги подачи горючего газа и кислорода от баллонов, после чего открывает вентили до образования нужного давления, зажигает смесь и регулирует мощность горения пламени вращением вентилей на рукоятке газового резака. В результате этих несложных манипуляцией кислород и газ смешиваются в единую струю, при горении которой мощный поток одновременно сжигает металл и сдувает расправленные капли металла
Подобная схема схожа у большинства моделей для газорезки, отличия имеются лишь у эжекторных аппаратов
В результате этих несложных манипуляцией кислород и газ смешиваются в единую струю, при горении которой мощный поток одновременно сжигает металл и сдувает расправленные капли металла. Подобная схема схожа у большинства моделей для газорезки, отличия имеются лишь у эжекторных аппаратов.
Эжекторное устройство отличается от инжекторного тем, что имеет отдельный канал для подачи кислорода и головку, имеющую два сменных мундштука.
Виды газовых резаков
Чтобы не ошибиться с выбором подходящей модели, рассмотрите и изучите существующие виды газовых резаков. Их классифицируют по следующим признакам:
- Тип горючего газа: ацетиленовые, пропановые, метановые и др.
- Тип резки: разделительные и поверхностные.
- Назначение: ручные и механизированные.
- Подача кислорода: низкого и высокого давления.
- Мощность: малая (до 100 мм толщины разрезаемого металла), средняя (до 200 мм), высокая (свыше 200 мм).
Кроме того, существует классификация устройств по конструктивному исполнению. Сюда относятся габариты, количество трубок и прочие характеристики.
Как не ошибиться с выбором
Выбор газового резака напрямую влияет на качество работы
Если не принять во внимание некоторые параметры, то можно ухудшить безопасность и производительность работы. Не стоит забывать, что горючая смесь, используемая для резки металлических изделий, взрывоопасна. При покупке газового резака уделите внимание следующим моментам:
При покупке газового резака уделите внимание следующим моментам:
- Рукоятка должна быть выполнена из алюминиевых сплавов. Пластик используется при изготовлении более дешёвых устройств, поэтому от его выбора рекомендуется отказаться, т.к. со временем он начинает разрушаться и терять первоначальную форму.
- При выборе ниппелей отдайте предпочтение латуни. Такой материал прослужит дольше алюминиевого аналога, т.к. обладает большим сопротивлением к деформациям.
- Вентили должны вращаться при небольшом усилии, чтобы остановить процессе резки в нестандартной ситуации. Желательно, чтобы размер вентиля был не меньше 4 см.
- Резак должен иметь разборную конструкцию, что позволит регулярно производить его техобслуживание, которое будет способствовать долгой работе.
- Наружный мундштук должен быть выполнен из чистой меди или хромистой бронзы. Для ацетиленового резака внутренний мундштук также должен быть медным.
- Убедитесь, что корпус и трубки соединений выполнены из нержавеющей стали, латуни или меди.
- Хорошо, если резаки не покрашен, т.к. краска обычно носит декоративный характер. Она может скрыть различные дефекты в металле и недостатки пайки.
- Самые надёжные вентили изготавливаются из нержавеющей стали – в среднем они выдерживают до 1500 циклов открывания-закрывания без замены. Латунные аналоги служат не более 500 циклов и в дальнейшем не обеспечивают герметичности запирания, что грозит утечками кислорода и горючего газа.
Настройка газового резака
Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.






- продувать кислородом рукав для пропана;
- менять рукава между собой.
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий — на баллон с кислородом;
- красный — на баллон с пропаном.
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
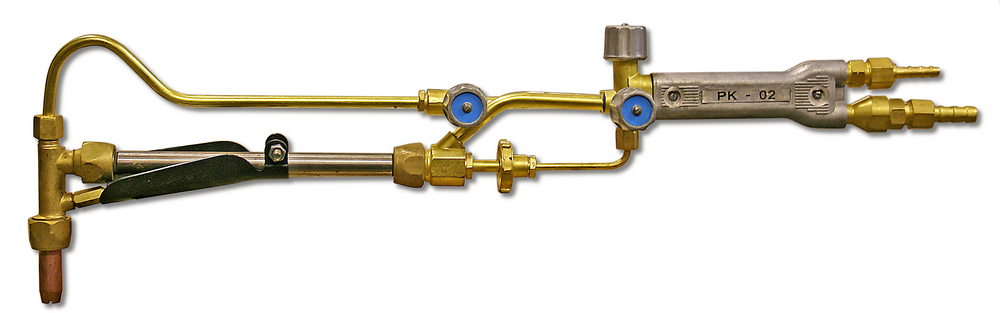
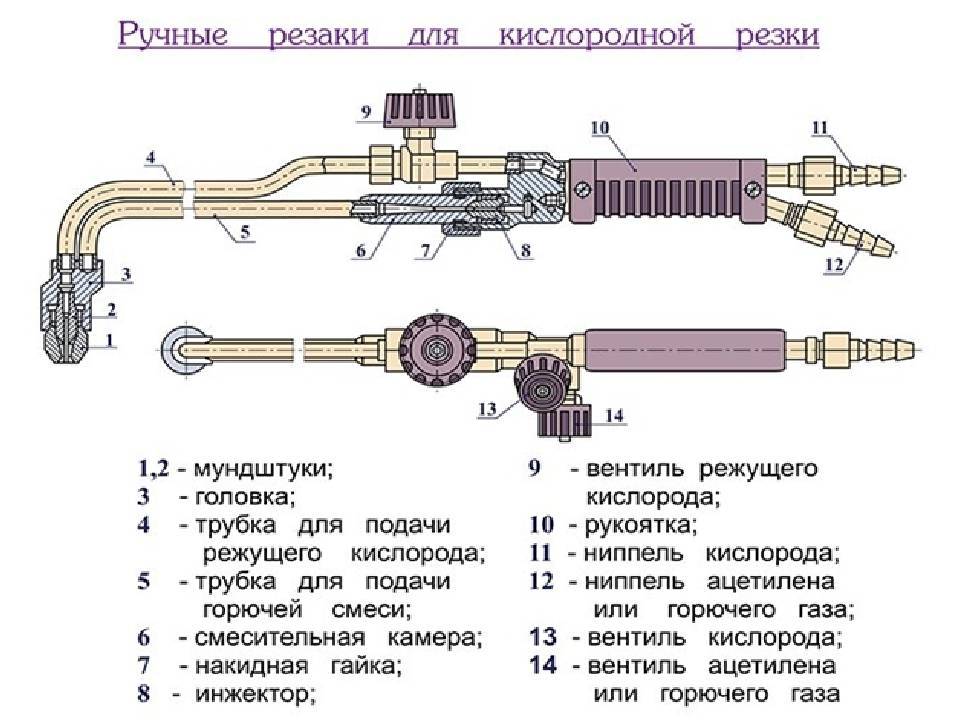
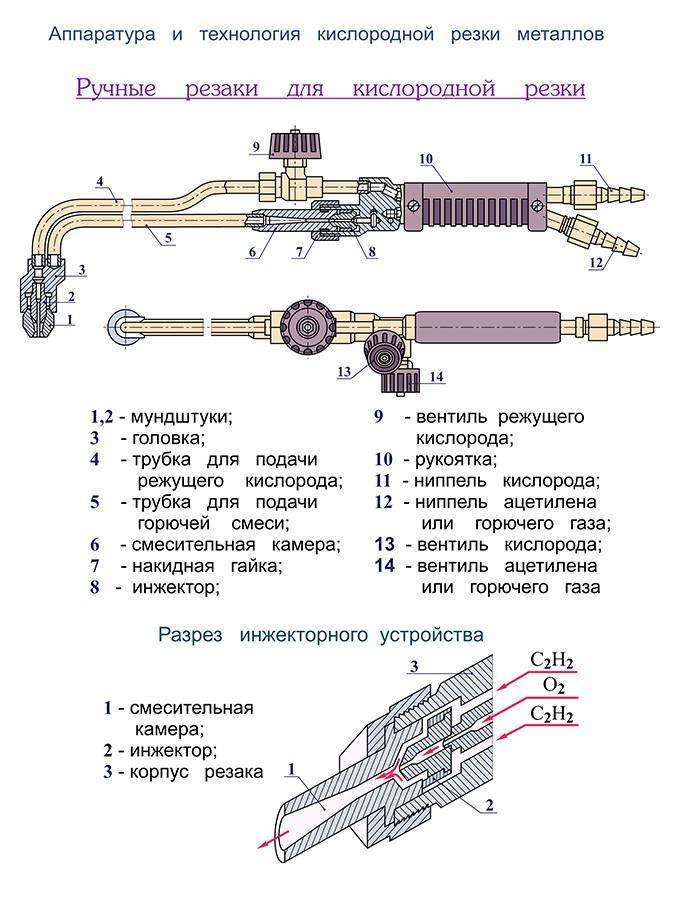
Строение горелки
Строение самой горелки очень простое. Она включает в себя наконечник для подачи струи огня и ствол, по которому осуществляется подача газа.
Для крепления ствола на корпус резака используют обычную накидную гайку.
Сам ствол состоит из эжектора, входов с ниппелями (через них происходит подключение к автогену газовых рукавов), дюз, смесительной камеры и двух вентилей.
Несмотря на разные характеристики моделей аппаратов и отличия в их производительности, весе и габаритах, все они имеют однотипный принцип работы.
В камере происходит смешивание газов, после они под давлением выходят через устройство выпуска (мундштук).
При этом можно контролировать скорость поступания смеси, и регулировать интенсивность горения и температуру. Регулировку обеспечивают два вентиля (по одному для каждого газа).
Струя огня, выходящая из горелки и попадающая на металл, начинает его быстро нагревать. Вследствие чего металл становится мягким, начинает плавиться и его можно легко разрезать.
Как видите, принцип работы очень прост.
Поэтому для осуществления работ по резке металла, не обязательно вызывать профессионалов, можно выполнить все и своими руками, соблюдая при этом меры пожарной безопасности.
На фото представлено строение горелки с обозначениями, чтобы вы могли наглядно все изучить перед началом работы.





