

3 Виды гильотинных ножниц по металлу
В зависимости от толщины, размеров и свойств разрезаемого материала, интенсивности эксплуатации станка в ряде случае достаточно использовать ножницы гильотинные ручные, а в других – требуется установка гидравлического или электромеханического оборудования. На сегодняшний день производители предлагают большой ассортимент разнообразных моделей станков с различными опциями.
Самые мощные установки оснащены электроприводом и используются на крупных предприятиях в серийном производстве. Управление таким оборудованием осуществляют с помощью системы ЧПУ или контроллера. Качество резки отличное в обоих случаях, но гильотинные ножницы с ЧПУ позволяют полностью автоматизировать рабочий процесс и более функциональны. Цена на станки по металлу, соответственно, также варьируется в очень широких пределах. Но по принципу работы на сегодняшний день выделяют 5 типов данных установок:
- Гильотинные ручные ножницы по металлу – простейшее оборудование, которое применяется в производстве наиболее широко. Станок разрезает тонкие металлические листы, оргстекло, пластмассу, плотный картон и резину. Так как для функционирования этого оборудования электроэнергия не нужна, то подведение дополнительных коммуникаций не требуется, и его можно разместить в любом помещении. Благодаря этому, стоимость производственных процессов гораздо меньше, чем при использовании других типов гильотинных установок. Работу станка обеспечивает механизм рычажно-пружинного действия.
- Гидравлические ножницы – используют преимущественно на средних и крупных предприятиях. Их отличает высокая точность разреза, а также возможность обработки металла различной толщины. Нож приводится в действие гидравлическим приводом. Фиксация листа производится по всей длине разрезания прижимными гидравлическими цилиндрами, а регулировка зазора между верхним и нижним режущими ножами осуществляется механическим способом. Высокая точность реза достигается за счет высокоточной линейки и большой массы конструкции станка.
- Ножницы пневматические – принцип действия этого оборудования идентичен принципу гидравлических установок, но в них используется сжатый воздух, а не рабочая жидкость. Высокую точность резки обеспечивает задняя встроенная линейка. Работа механизма, основанная на давлении сжатого воздуха, позволяет обрабатывать заготовки большой толщины.
- Механические станки – это оборудование зарекомендовало себя как качественное и надежное, способное выполнять поставленные задачи. В то же время, они характеризуются низким уровнем электропотребления. Нож приводится в действие посредством карданного вала, получающего крутящий момент от электрического двигателя через промежуточную муфту.
- Электромеханическая гильотина – этот вид является самым продуктивным, потому что отличается значительным КПД и большой точностью разрезания, высчитываемого в микронах встроенным компьютером.

Существуют также комбинированные модели станков. Наиболее распространенная и популярная модель – пневматические ножницы НА3214 с наклонным ножом. Они надежны, просты в эксплуатации и ремонте. Предназначены для высокоточного разрезания листовых материалов с предельными характеристиками:
- прочность до 50 кгс/мм2 (500 МПа);
- ширина до 1,6 м;
- толщина до 2,5 мм.
Приводятся в действие кривошипным механизмом, лист фиксируется пневматическими цилиндрами. Задний упор имеет ручной привод, зазор между верхним и нижним режущими ножами настраивается вручную. В отличие от гидравлических ножниц, их возможно эксплуатировать при низких температурах, а благодаря отсутствию подтеков масла рабочая зона станка всегда чистая.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда
Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Нюансы и преимущества рубки на гильотине
Резка гильотинными ножницами значительно упрощает стандартный рабочий процесс, который происходит на предприятиях по металлообработке. Конвейерный способ позволяет обработать множество металлоизделий, придав им необходимую форму и размер. Инструмент режет максимально точно и быстро, позволяя за один удар разрубить 20-тимиллиметровый металлический лист.
Гильотинная рубка ножницами широко применяется из-за своих преимуществ:
- высокоточный результат;
- низкая энергоемкость;
- отсутствие отходов в виде опилок и стружки;
- создание ровного края металлоизделия;
- в результате получается выверенный срез.
Этот метод обработки часто используют при изготовлении нестандартных и закладных деталей, полос и косынок. Рекомендуют применять устройства, снабженные ЧПУ – так процесс автоматизируется, при необходимости указывается режим, задаются нужные параметры и характеристики.
Это интересно: Гибка профильных труб по радиусу — методика и оборудование
Что можно резать самодельной гильотиной?
Самодельные гильотинные ножницы способны функционировать как полноценное заводское оборудование. Это убеждение доказали многие домашние мастера, создавшие подобный станок в домашних условиях.
Наиболее распространенными модификациями являются устройства, имеющие прямое движение ножа и с изменением угла. В первом случае нож двигается в вертикальном положении и обеспечивает точную резку металлических изделий. Вторая модификация способна разрезать не только листовой металл, но и пруты арматуры и большие металлические уголки.
Самодельная гильотина имеет некоторые ограничения по габаритам. Это объясняется просто. Промышленное оборудование обладает различными типами привода (гидравлическим, пневматическим, электрическим). В самодельном устройстве привод выглядит как механический рычаг или педальный механизм. Приложенное же мастером усилие напрямую влияет на толщину разрезаемого материала.
Гильотина для резки металла, собранная собственными силами, может быть оборудована электромеханическим приводом. Гидравлику или пневматику на привод установить достаточно сложно.

Самодельная гильотина способна разрезать:
- Сталь листовая – черная и оцинкованная толщиной до 1,5 миллиметров;
- Сталь нержавеющая до 0,6 миллиметров;
- Алюминий;
- Пластмассу;
- Картон.
При конструировании оборудовании желательно учитывать планируемый к резке материал.
https://youtube.com/watch?v=2Z9sDi_GVkE
Механические гильотинные ножницы
Ручное устройство — наиболее простое по конструкции. Оно включает в себя:
- опорный стол, на котором будет располагаться исходная заготовка;
- две или четыре стойки, которые будут обеспечивать ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, поскольку зазоры при работе такой гильотины будут существенно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, в которой предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, который будет производить силовое перемещение балки при резке;
- струбцины для фиксации металла.
Изготовление своими руками начинают со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учётом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают своими руками на швеллеры. Места соединения можно скрепить болтами заподлицо с верхней поверхностью, а можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа.
Следующий этап – получение своими руками опорных стоек. Их обязательно следует сделать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения можно легко вычислить по предельной нагрузке на стойки, которая складывается из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
k – коэффициент, учитывающий возможную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05…1.3;
В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.
Для наиболее употребительных в быту материалов данный параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками обязательно необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этих целей лучше пользоваться лазерным уровнем. Пол в месте установки ножниц необходимо сделать ровным и прочным. Не допускается установка своими руками оборудования на уплотнённый грунт, ламинат и прочие варианты покрытия бетона полимерами.









Особо ответственный момент – изготовление своими руками ножевой балки: её профиль необходимо сделать таким, чтобы в процессе поворота подвижные ножи постепенно входили в контакт с разрезаемым металлом. Для этого можно предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5…60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл.
Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо – при повышенных усилиях деформирования – проектируют специальные направляющие, которые своими руками крепятся к стойкам.

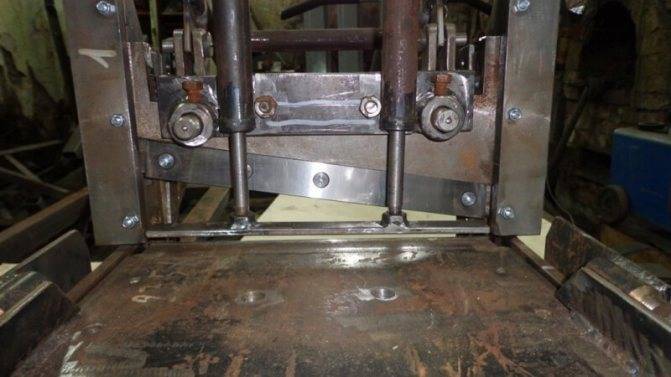
Ручная самодельная гильотина
Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость.
Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Какой резак для бумаги лучше?
Выбор в ту или иную сторону зависит от того как будет использоваться устройство. Для домашнего применения хватит иметь роликовый резак, в офис можно приобрести сабельный, с помощью которого можно разрезать до 20-ти листов форматом А4. Для типографии или предприятий с большим документооборотом лучше выбрать гильотинную модель. Выясняя, как выбрать резак для бумаги, стоит отметить такие важные моменты:
- тип резки;
- размер рабочего стола;
- вид фиксации бумаги;
- параметры резки;
- безопасность использования;
- удобство хранения;
- длительность гарантии.
Рейтинг резаков для бумаги
Среди всего предложенного на рынке производителями ассортимента выделяют модели:
- OFFICE KIT CUTTER А4 . Сабельный тип ножа. Канцелярский резак для бумаги может резать все от кальки до дисконтных карточек. Основные элементы металлические. Рез получается ровным без разлохмачивания.

KW-triO 13500 . Устройство наделено лучшими техническими характеристиками. Для безопасности оператора присутствует защитный экран.

FELLOWES ELECTRON A4 . Это роликовый резак для резки бумаги. Нож выполнен в виде круглого лезвия. За раз можно разрезать 10 листов бумаги. Комплектуется разными ножами: фигурным, пунктирным и беговым.

BULROS 450VSPLUS . Автоматический резак подходит для работы с интенсивными нагрузками. Гильотинный вариант устройства. В комплекте идет специальная тумба.

Dahle 440 . Роликовый вид может одновременно разрезать 35 листов. Резак для ламинированной бумаги подходит для домашнего использования. Шкала помогает получить идеальный рез.

Модификация на 3 кВт
Гильотина по металлу на 3 кВт предельной частотой способна похвастаться на уровне 35 Гц. Также следует отметить, что модели способны работать с заготовками, толщина которых не превышает 3 мм. Чаще всего их используют именно для рубки стальных листов. В данном случае можно использовать как оцинкованный, так и нержавеющий материал. Станины у таких устройств, как правило, устанавливаются широкие. Блоки управления могут использоваться самые разнообразные.
В связи с большими габаритами рамы разрабатывают с боковыми упорами. При этом фиксаторы на платформе обязаны находиться с обеих сторон. Высота верхней балки равняется в среднем около 40 см. Лезвия в данном случае стандартно устанавливаются закаленного типа под углом в 3 градуса. Подающие механизмы для таких моделей подходят больше всего гидравлического типа.
2 Принцип действия гильотинных ножниц
Начали использовать гильотины довольно давно, но изначально их применяли не для разрезания металла, а для казни преступников. Принцип действия современных станков для раскроя материалов основан на работе самого первого устройства, которое имело только один верхний нож. Резка происходит методом рубки в результате опускания лезвия, предварительно поднятого на предусмотренную конструкцией высоту.
Ножницы механические с электроприводом работают следующим образом. Листовой металл через подающее устройство поступает из разматывателя на стол, выдвигающийся при необходимости. Заготовка выравнивается по боковому упору и ограничителю для регулирования глубины подачи, затем происходит ее фиксация прижимным устройством в виде балки, что обеспечивает достаточно высокую точность разрезания.
При включении реза крутящий момент от двигателя-редуктора передается на вал, вращение которого преобразуется посредством шатунов и кривошипов в возвратно-поступательные перемещения траверсы. Сначала при ее движении верхний нож опускается и производит рез. В зависимости от вида ножниц, отрубленные обрезки выбрасываются в лоток, в сторону оператора, вперед или назад. Готовые заготовки попадают в приемник. Затем траверса, продолжая движение, поднимается и занимает исходное верхнее положение. В тот же момент срабатывает датчик, мотор-редуктор отключается.
Контроль верхнего и нижнего расположения траверсы станка осуществляют конечные выключатели. Вверху ее фиксирует тормозной барабан, установленный на валу. Раскрой, в зависимости от разновидности и размещения ножей, возможен в поперечном или продольном направлении. В случае поперечного разреза нож совершает один цикл рабочего движения, а при продольном – несколько, повторяющихся с поступательным перемещением металла по столу. Второй режим применяют для резки рулонного материала на полосы, а также раскроя листа длиной более 2 метров.
Остро заточенный нож гильотинного станка опускается с высоты верхнего положения под воздействием сил тяжести. Его ускорение значительное, так как он довольно массивен, но недостаточное, чтобы разрезать прочный металл. Одного веса рубящего устройства в данном случае будет мало, потому что протяженность разбега (высота падения ножа) в современных установках гораздо меньше, чем в аналогичных первых станках прошлого тысячелетия. Для придания режущему механизму необходимого ускорения изготавливают специальную конструкцию, в которой установлен нож с массой в несколько десятков килограммов.
Эти же причины определили установку в гильотинных станках по металлу дополнительного нижнего неподвижного ножа. Таким образом, работа современных установок сочетает в себе функционирование обычных ножниц и гильотины. Разрезаемый материал размещается на столе оборудования между нижним и верхним режущими ножами. Такое инженерное решение, безусловно, значительно усложняет конструкцию самого станка, что в итоге отражается на его себестоимости, но при этом позволяет получить высокое качество и точность обработки заготовок.
Как разогреть пасту для шугаринга в микроволновке
Микроволновку можно использовать и для приготовления сахарной пасты, и для ее разогрева. Минус метода – невозможность контролировать температуру смеси, поэтому она часто перегревается и приходится ждать остывания.
Есть два способа разогрева пасты для шугаринга дома. Емкость ставится в печь:
- На 5-10 секунд при максимальной мощности.
- На 30-40 секунд при минимальной мощности.
Если мастер начинающий, лучше ставить подогрев на меньшее количество времени, а затем продлевать его. Горячим материалом пользоваться запрещено, слишком жидкая консистенция может прилипнуть к коже и оставить ожог.







![Гильотина для резки металла [механическая и электромеханическая]](https://labequip.ru/wp-content/uploads/1/4/7/147afab52f589f85f6fa08c7ee1b349e.jpeg)
Пасту для шугаринга в микроволновке разогревают для удобства ее использования мастером. Если смесь легко извлекается из контейнера, то начинать работу с ней можно сразу. Из центра емкости материал извлекается щипком, руками или шпателем. Размер комка зависит от области работы, площади эпиляции.
Основные виды гильотинных ножниц

Образец немецкой гидравлической гильотины Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
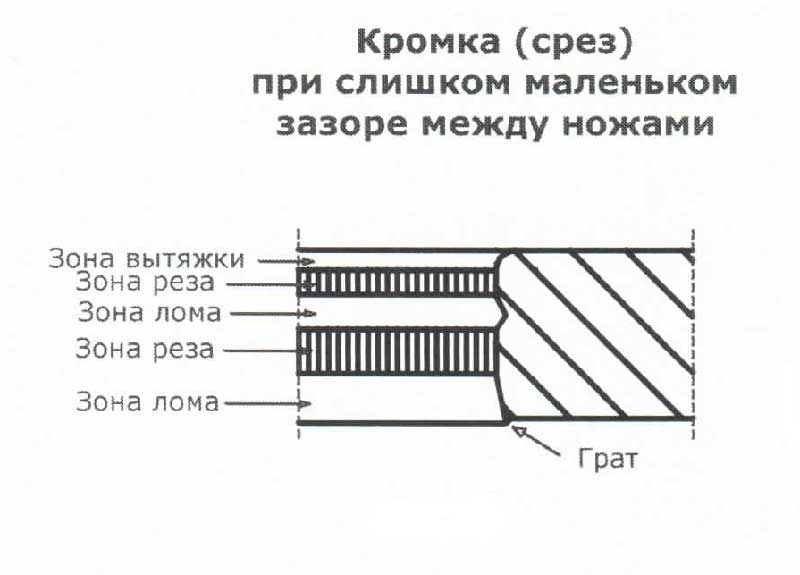
Кромка реза при маленьком зазоре
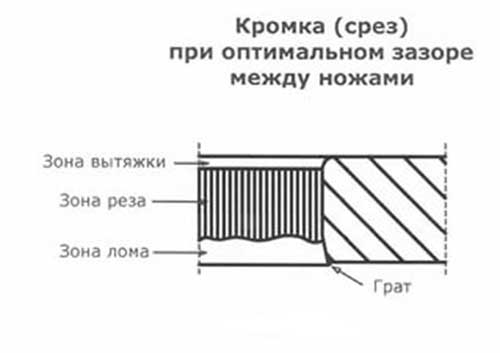
Кромка реза при оптимальном зазоре

Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
П О П У Л Я Р Н О Е:
Подробная инструкция для самостоятельной регулировки и ремонта пластиковых окон
Если у Вас установлены пластиковые окна — это тепло, красиво и без хлопот. Качественные пластиковые окна, установленные с соблюдением технологии прослужат очень долго. Но… бывает так, что неожиданно стало откуда-то поддувать, заклинило ручку, не поджимается уплотнитель и т.п. Что делать? Искать мастера или самому разобраться в причине и устранить её своими руками!
Почему мини-бар на балконе – то, что вам нужно?
Согласитесь, принимать гостей на кухне – слегка провинциальная привычка. Небольшой домашний бар на балконе – отличный вариант своеобразной гостевой комнаты для людей, которые любят и умеют «с огоньком» принимать у себя друзей.
Маленькая подсказка для сомневающихся: в качестве аутентичного мини-бара балкон будет хорош по вечерам и выходным. По утрам он может становиться местом, куда обязательно захочется принести чашечку жгучего утреннего кофе и выпить его без суеты и лишней спешки, неторопливо рассматривая просыпающийся город.
Сабельные ножницы
Разновидностью ножниц для металла, работающими по принципу гильотины, является станок, в котором верхний нож движется не по направляющим, а по дуге, вокруг поворотной оси, на которой закреплен один из концов ножа. По своей конструкции он напоминает фоторезак, который когда-то использовался для обрезки фотографий.
Второй конец ножа соединен непосредственно с рукояткой рычага. Нож действует на лист металла не одновременно по всему резу, а постепенно, что позволяет раскраивать металл значительной толщины при не слишком большом усилии. Регулируя зазор между ножами можно добиться довольно приличных результатов по точности реза и отсутствию боковых деформаций в рабочей зоне.
Как правило, верхний нож ставиться на подшипник и силы трения не увеличивают усилия оператора, необходимого для резки.
Гильотина
, гильотинные ножницы — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона. Основное преимущество резаков гильотинного типа состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие. Чем больше угол наклона, тем меньше усилие и хуже качество реза. Гильотина — это общее название механизмов, служащих для обрубания кабелей, резки металлических листов, бумаги и других операций, связанных с рубящим движением.
Основное назначение механической гильотины – рубка листового материала на заготовительном производстве. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются. Для удержания материала во время реза, некоторые гильотины имеют в своём составе прижим – пресс с механическим или гидравлическим приводом. Пресс снижает эффект вытягивания материала из под ножа и рез получается ровнее. Кроме того, наличие прижима позволяет с успехом резать стопки материала. В типографиях гильотины с прижимом применяются для форматирования (нарезки) больших кип бумаги.
Читать также: Масло лубрикаторное для пневматического инструмента
Возможности сжатого воздуха как энергоносителя в приводе
Преимущественной схемой резки листа на ножницах является резка наклонными ножами. При этом внедрение инструмента в металл происходит не одновременно по всей длине или ширине реза, а постепенно. Требуемые значение хода ножевой балки при этом увеличивается, зато технологическое усилие заметно снижается.
Видео – как работают пневматические гильотинные ножницы
Угол наклона ножей измеряется в пределах 1,5…100, причём с увеличением угла усилие снижается, поэтому инструменты с увеличенными углами наклона обычно устанавливают на более мощное оборудование. Угол наклона не должен быть больше 130 (угла трения), поскольку в этом случае происходит выталкивание разрезаемой заготовки из-под ножей. Причём при наличии прижима лист будет изгибаться, а не разделяться.
Сжатый воздух, имея значительно меньшую ( в сравнении в маслом или ионной гидравлической рабочей жидкостью) плотность не может создавать высокие давления. Однако является ли это препятствием для применения пневмопривода в гильотинных ножницах?
В соответствии с действующим ГОСТ 6240, основными параметрами пневмоцилиндров являются:
- Диапазон реализуемых значений рабочего хода.
- Максимальное давление.
- Диаметр поршня цилиндра.
- Конструктивное исполнение цилиндра.
При этом максимальным значением рабочего плунжера может быть 800 мм (при размерном ряде, пригодном для использования в приводе ножниц 160, 250, 320, 400мм; остальные типоразмеры достаточно габаритны, и в схеме ножниц использованы быть не могут).
Соответственно, диапазон рабочих ходов штока, что может быть использовано в конструкции рассматриваемого оборудования, также весьма различен: от 4 до 80 мм.
Двухсторонние пневмоцилиндры по ГОСТ 15608 выпускаются для максимальных давлений, значения которых, в зависимости, от соотношения размеров поршня и штока, могут быть выбраны по следующей таблице:
| Внутренний диаметр поршня, мм | Диаметр штока, мм | Развиваемое усилие, кг при давлении воздуха, кг/см2 | |||
| 4 | 5 | 6 | 8 | ||
| 160 | 40 | 678 | 847 | 1017 | 1357 |
| 200 | 40 | 1085 | 1356 | 1628 | 2170 |
| 250 | 63 | 1654 | 2067 | 2481 | 3307 |
Примечание. В таблице приведены только такие размеры поршней и штоков, которые могут быть установлены в пневматических приводах ножниц для резки листа.






Таким образом, при наличии двух пневматических цилиндров (а их никак не может быть меньше, учитывая неодновременность производства реза и длину ножевой балки оборудования) с учётом коэффициента потерь воздуха в пневмосистеме управления результирующее усилие резки может находиться в пределах 1220…5900 кг (12,2…59 кН).
Гидравлические гильотинные ножницы
Промышленное оборудование, предназначенное для раскроя металла, в котором используется гидравлическая система привода, обладает большим запасом мощности и отличается высокой производительностью. Его используют преимущественно в серийном или штучном производстве заготовок с прямолинейными кромками из металлопроката толщиной от 2 до 20 мм и длиной реза от 1 до 3 м.
Промышленные предприятия в своей производственной деятельности используют гидравлические станки, позволяющие производить раскрой листов шириной до 6 м и толщиной более 20 мм. Это оборудование обладает значительным весом и габаритами, и чаще всего его производят в единичных экземплярах.
При использовании гидравлических станков гильотинного типа режущее устройство создает давление, превышающее 400 мПа, по всей длине разрезаемого листа. В качестве основного рабочего элемента используются ножи, которые могут двигаться по прямой благодаря вертикальным направляющим или же по дугообразной траектории. Последний вариант в состоянии даже при оказании со стороны гидравлического привода меньшего усилия разрезать заготовки из более толстого металла или сплава повышенной прочности. Причём на точность реза это никоим образом не влияет.
Для контроля зазоров между ножами используется специальная таблица, а корректировка их расположения может осуществляться как в ручном, так и в полуавтоматическом или автоматическом режиме. Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Гидравлические ножницы гильотинного типа отличаются от аналогичных устройств бесшумностью в работе — во время раскроя металла ножи совершают движения плавно, не оказывая сильных воздействий ударного типа, которыми сопровождается рубка металла при использовании электромеханических и пневматических машин.
В решении вопроса безопасности эксплуатации гильотинных ножниц помогают фотодатчики, установленные в рабочей области, защитные экраны и ограничители хода подающего механизма. Для своевременного возврата балки в начальное верхнее положение используются пружины или накопительные амортизаторы.





