

Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.

Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.
Химико-термическая обработка
Химико-термическая обработка металлов подразумевает процедуру, которая заключается в изменении структуры металла. Фактически такая обработка проводится путем нагрева до нужной температуры и выдерживания деталей в специально подготовленных химических растворах. Подобный процесс осуществляется для того, чтобы насытить слои металлических заготовок необходимыми химическими компонентами.
В целом, химико-термическая обработка стали направлена на улучшение твердости, коррозионной устойчивости, а также стойкости к износу различных деталей. Она более привлекательна по отношению к прочим технологиям благодаря тому, что при увеличении прочности деталей наблюдается не столь существенное снижение пластичности.
Основными параметрами химико-термической обработки деталей является температура процесса, а также продолжительность выдержки. Варьируя их, можно получать разные результаты.
Особенности процесса
Особенность подобного процесса заключается в том, что при его проведении может применяться насыщение как одним компонентом, так и несколькими. При однокомпонентном насыщении используется только хром, углерод, бор или другой активный компонент.
В случае же многокомпонентной обработки может применяться сочетание различных элементов, к примеру бор и алюминий (такой процесс называют боролитирование). Также используются другие пары веществ. Стоит отметить, что в промышленности обычно применяется однокомпонентное насыщение.
После того, как будет совершена химико-термическая обработка, появится диффузионный слой. Под этим необходимо понимать изменение структуры и химического состава материалов, а также свойств наружного слоя и фаз элемента. Изменения диффузионного слоя зависят от состава компонентов.
Разновидности
Химико-термическая обработка деталей может осуществляться различными способами:. Азотирование. В этом случае детали обогащаются азотом, что приводит к повышению их усталостной прочности, а также устойчивости к появлению коррозии.
- Алитирование. Данный процесс подразумевает обработку алюминием. Его цель ‒ придание изделиям повышенной стойкости к разнообразным газам.
- Цементация. Процедура происходит путем обогащения деталей углеродом. В результате этого изделия приобретают твердую оболочку с сохранением мягкой середины.
- Борирование.
Как нетрудно догадаться из названия, в этом случае стальные или другие детали подвергают воздействию бором. В результате проведения подобной процедуры поверхность изделий становится более стойкой к разнообразным средам, что также приводит к увеличению их долговечности.
- Хромирование. Детали проходят насыщение хромом.
Подобная химико-термическая обработка способна придать им устойчивость к преждевременному износу, появлению коррозии и окалины.
Преимущества процесса
Химико-термическая обработка материалов имеет ряд важных преимуществ, наиболее существенными из которых являются:
- высокий темп насыщения металлов;
- обеспечение равномерного распределения температуры во время обработки;
- низкий уровень термонапряжения;
- во время данного процесса практически полностью исключаются деформации.
Данный вид обработки привлекателен еще и потому, что подходит для большого количества разнообразных металлов. Подобная процедура нашла широкое распространение для придания прочности шестерням.
При заказе услуги у нас, Вы можете быть уверены в том, что химико-термическая обработка будет строго контролироваться на каждом этапе. Каждому клиенту при обращении к нам предоставляется индивидуальный подход.

Выполняем следующие виды работ:
• Замер твердости материалов и изделий по заявке Заказчика Цена 200,00 руб./один замер
• Определение марки материала и количество содержания химических элементов в сталях при помощи оптического спектрометра «Минилаб СЛ». Результат анализа материала считается информационным и не является основанием для решения спорных вопросов через арбитраж.
Цена 800,00 руб./один образец
— Минимальный размер оплаты при поставке деталей на термообработку из одной марки стали:
• до 55 кг ( закалка+отпуск ) Цена 1500,0
• до 20 кг ( цементация+закалка ) Цена 1500,0
Также, Вы можете заказать бесплатный обратный звонок и наш менеджер ответит на все интересующие вопросы.
Какую сталь подвергают закалке
Термически обрабатывают только такой металл, в котором содержится не менее 0,45% углерода, а также инструментальную и легированную стали, твёрдость которых после закалки становится в несколько раз выше. Тот металл, в котором содержание углерода не превышает 0,45%, не обрабатывается термически. Ниже приведена таблица режимов термообработки для некоторых видов сталей.
| Тип | Инструмент | Температура закалки | Температура отпуска | Чем охлаждают после закалки | Чем охлаждают после отпуска |
| У7, У7А | Инструмент плотника, отвёртки, топоры, зубила и др. | 800 | 170 | водой | водой маслом |
| У8, У8А | Слесарный инструмент, пилы, ножовки, стамески и др. | 800 | 170 | водой | водой маслом |
| У10, У10А | Ручные метчики, надфили, рашпили, пилы по дереву, инструмент без нагрева режущей кромки | 790 | 180 | водой | водой маслом |
| У11, У11А | Деревообрабатывающий инструмент, ручные метчики, надфили и др. | 780 | 180 | водой | водой маслом |
| У12, У12А | Слесарный инструмент | 780 | 180 | водой | водой маслом |
| У13, У13А | Режущий и измерительный инструмент, детали машин | 780 | 180 | водой | вода масло |
| У9ГА | Режущий инструмент — метчики, свёрла, фрезы | 800 | 180 | вода | водой маслом |
| Р9 | Режущий инструмент — метчики, свёрла, зенкера, фрезы, протяжки и др. | 1250 | 580 | маслом | воздухом печи |
| Р18 | Режущий инструмент для обработки металлов различной твёрдости | 1300 | 580 | маслом | воздухом печи |
| ШХ6 | Шарики и ролики для подшипников | 810 | 200 | маслом | воздухом |
| ШХ9 | Шарики и ролики для подшипников | 830 | 280 | маслом | воздухом |
| ШХ15 | Шарики и ролики для подшипников | 845 | 400 | маслом | воздухом |
| 9ХС | Свёрла, фрезы, развёртки, метчики, гребёнки и др. | 860 | 170 | маслом | воздухом |
| 9Х5ВФ | Ножи для фрезерования древесины | 950 | 270 | маслом | воздухом |
| 50ХГСА | Пружины, рессоры | 840 | 315 | водой | воздухом |
| 60С2 | Торсионные валы, высоконагружаемые пружины | 870 | 325 | водой | воздухом |
| 60С2ХА | Высоконагружаемые пружины и рессоры | 870 | 315 | водой | воздухом |
| 60С2ВА | Пружины и рессоры | 850 | 330 | водой | воздухом |
| 85ХВ | Пружины, фрикционные диски | 830 | 250 | водой | воздухом |
Отпуск сталей в ООО КВАДРО
Наше предприятие уже почти четверть века производит термообработку металлов на заказ в Санкт-Петербурге, в том числе отпуск деталей из сталей.
Мы производим по чертежам Заказчика или режимам термической обработки термообработку сталей (в т.ч. нержавеющих, инструментальных и т.п.), а так же иных металлов и сплавов (алюминиевых и титановых, латуней и бронз, и т.д.).
Кроме отпуска стали мы производим на заказ и иные виды термической обработкиметаллов, например:
- закалку стали (в т.ч. в соляных ваннах, например, для калки быстрорезов);
- отжиг;
- нормализацию;
- улучшение;
- цементацию.
Покраска под старинную латунь
Декоративная краска для ковки может имитировать и другой красивый сплав – латунь. Как и бронза, он имеет теплый золотистый оттенок. Технология окрашивания под латунь напоминает декорирование под бронзу с патиной.
Можно применять следующий способ:
- на очищенный и загрунтованный металл наносят 1 слой латунной краски;
- после высушивания покрывают изделие кракелюрным лаком: покрытие образует мелкие трещинки;
- чтобы усилить выразительность покрытия, поверх лака окрашивают жженой умброй или полупрозрачным темным лаком, нанося тонкий слой и стараясь втереть его в потрескавшуюся поверхность;
- после высыхания изделие покрывают прозрачным акриловым лаком.
Подобным способом отделывают и поверхности под старинную медь, используя для первичного окрашивания состав с медной пудрой. В отличие от золотистых латуни и бронзы металлизированная краска имеет красноватый оттенок.
Читайте далее:
Как и чем красить изделия из гипса
Способы окраски изделий под дерево
Покраска дерева под старину для имитации антиквариата: секреты декорирования
Технология покраски декоративной штукатурки: выбор краски и колера, создание различных эффектов
Чем покрасить изделия из ДВП: особенности обработки материала
Виды старения металла
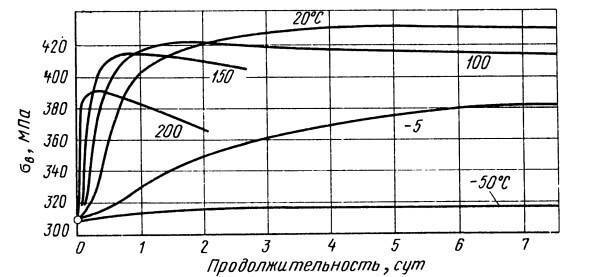
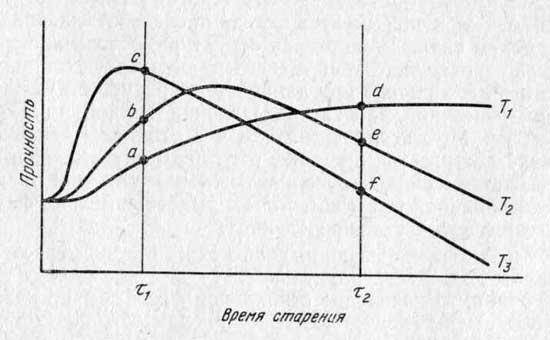
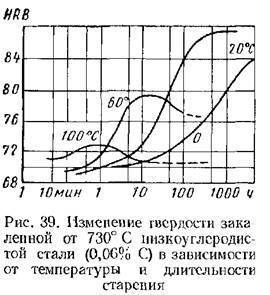
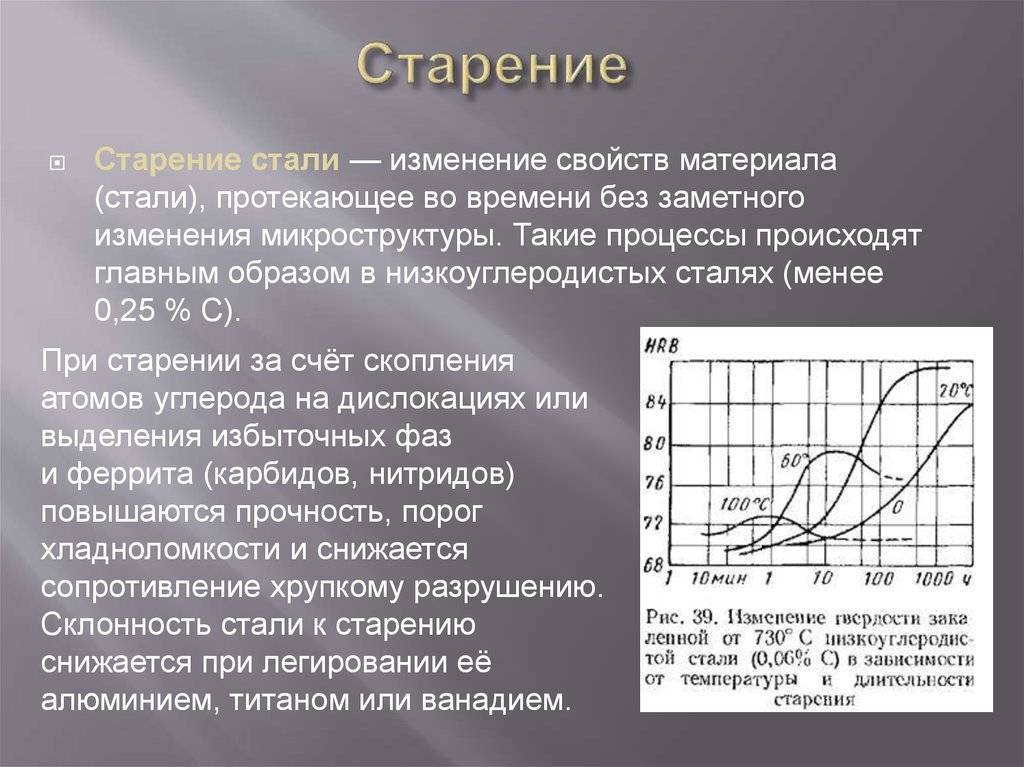
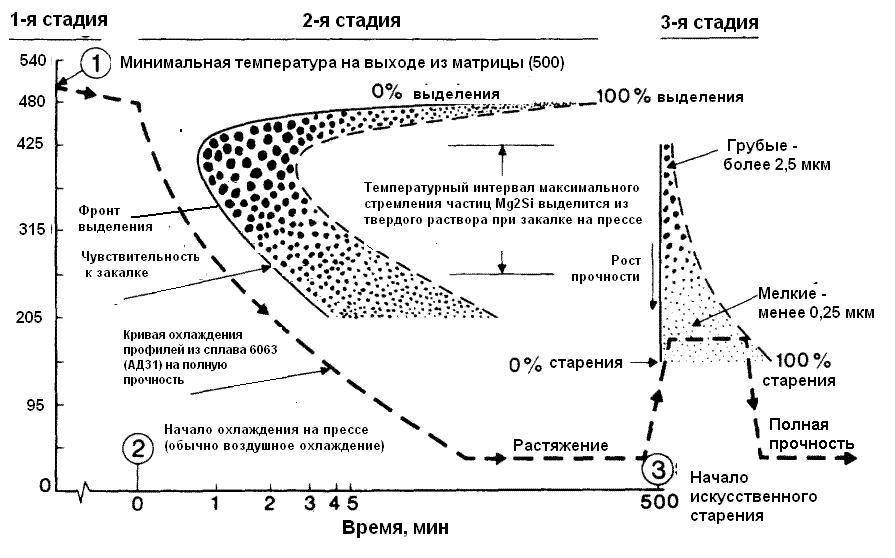
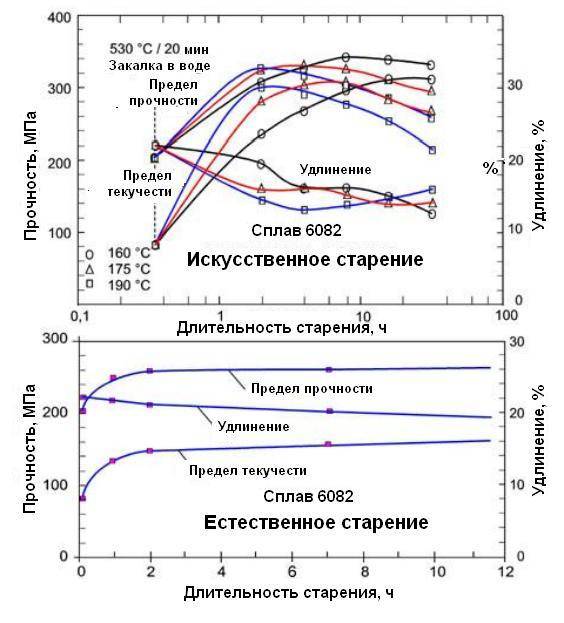
Выделяют 2 вида старения металла: термическое и механическое. Термический вид является разновидностью искусственного старения металла, которое выполняют с подогревом до определенной температуры, выдержкой и охлаждением на воздухе. В процессе операции изменяется растворимость углерода в альфа-железе в зависимости от температуры, до которой была нагрета заготовка. Режимы проведения операции зависят от марки стали, чугуна, цветного металла или сплава и указываются в технологическом процессе по выполнению операции. Различают следующие виды искусственного старения металлов:
- полное (выполняется при определенной температуре с продолжительностью, обеспечивающей максимальные прочностные характеристики);
- неполное (выполняется при более низкой температуре непродолжительно для повышения прочности и сохранения пластических свойств);
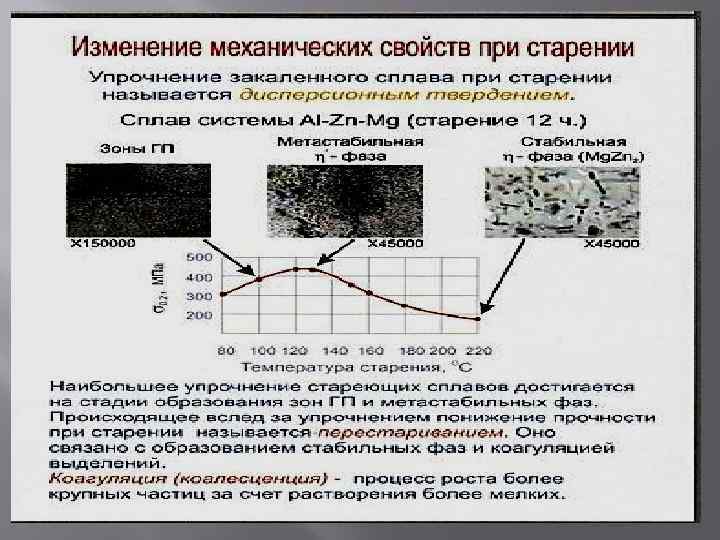
- перестаривание (выполняется при высокой температуре или с большой выдержкой с целью получения высокой прочности, коррозионной стойкости, электропроводности и других свойств);
- стабилизирующее (выполняется для стабилизации размеров и физико-химических свойств изделия).
При естественном старении материал выдерживается при комнатной температуре определенное время, что приводит к повышению твердости, прочности и текучести. Процесс этот длительный. Обычно занимает 15 и больше дней (зависит от материала), когда изготовленные детали и заготовки хранятся на открытом воздухе. Чтобы ускорить процесс получения качественного материала и получить те же результаты, выполняют операцию искусственного старения в специальных печах по определенной технологии.
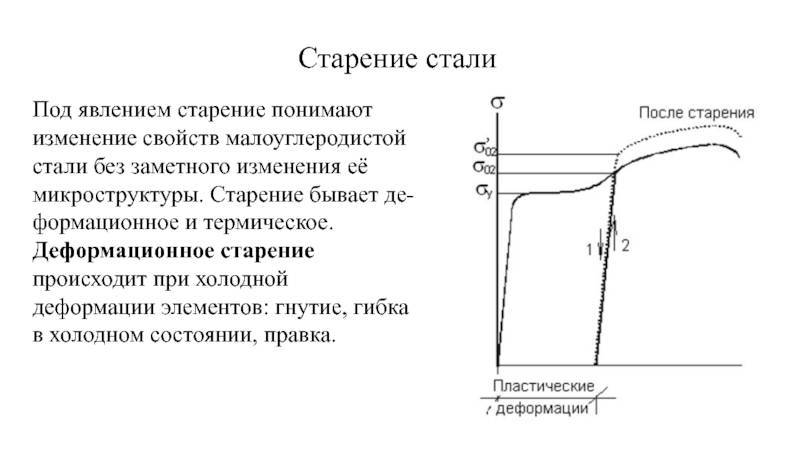
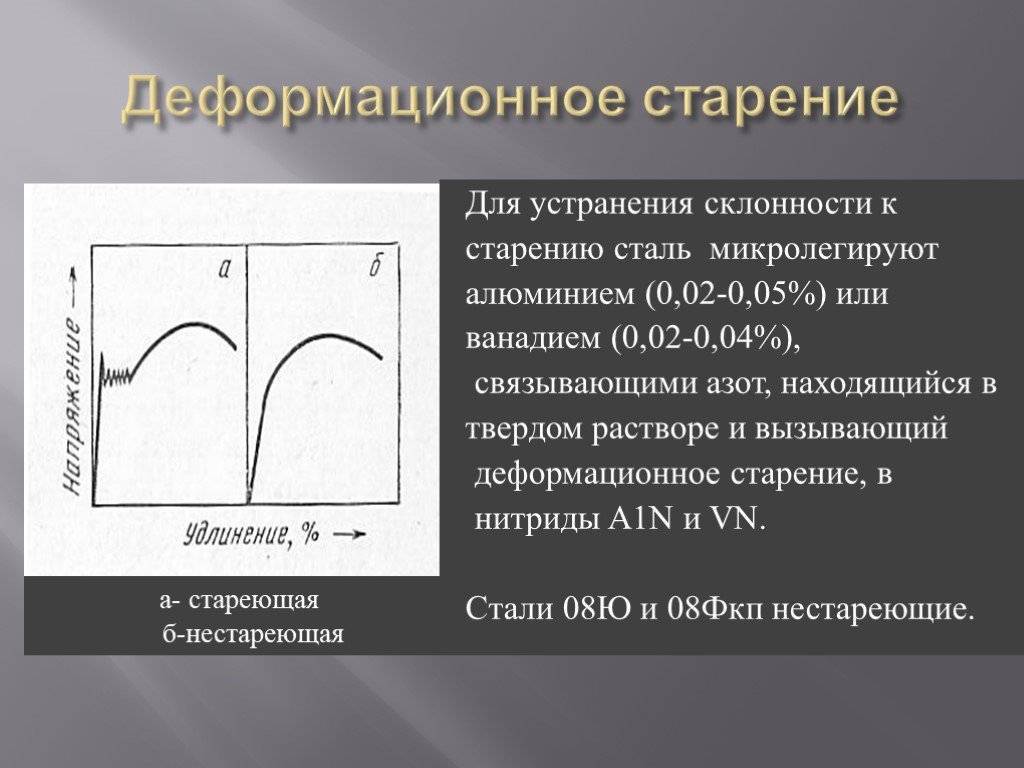
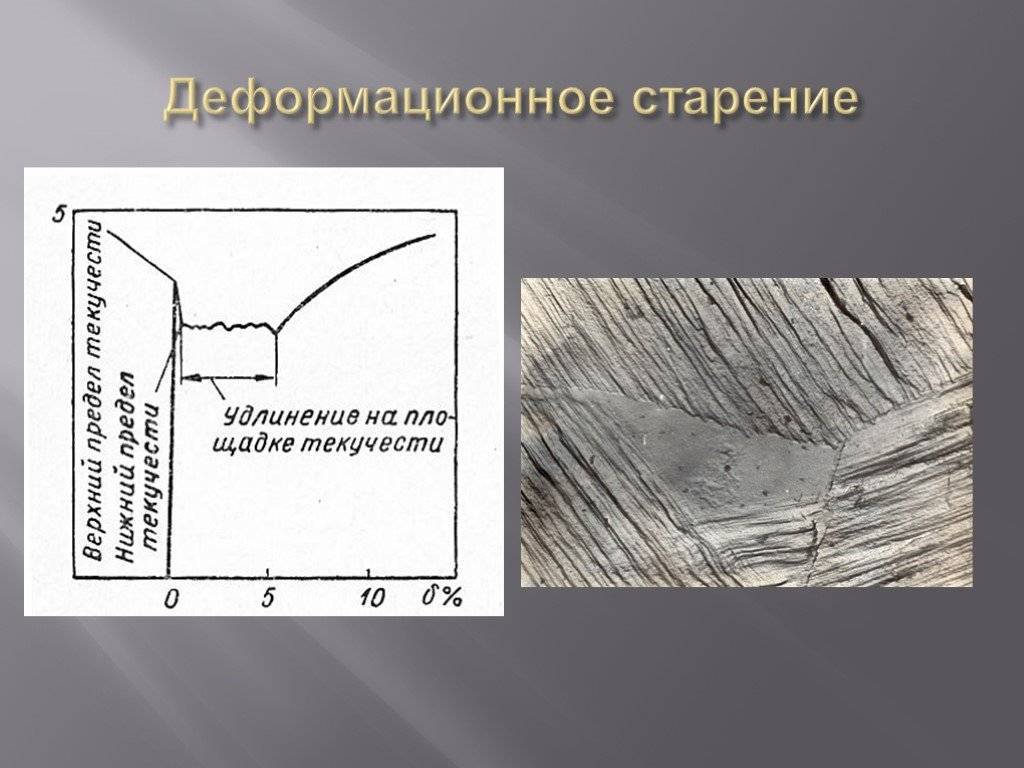
Механический вид называют деформационным, осуществляют путем пластической деформации при нагреве ниже температуры рекристаллизации материала. Обычно это 20 °C. Возможен вариант совмещения механического и термического старения. Такой способ применяют для легированных сталей.
Материалы для состаривания
Добиться эффекта состарившегося металла можно, применяя основной метод – старение посредством выполнения патины и образования потёртостей. Патина наносится специальными красками, но именно для металла чаще используют металлизированные составы на акриловой основе. В магазинах сегодня представлен широкий ассортимент таких красок, кроме декоративной функции, они выполняют ещё и защитную задачу.
На выбор предоставляются акриловые краски под состаренный металл, а именно под:
- латунь;
- бронзу;
- медь;
- золото.


Завершается процесс состаривания нанесением финишного защитного слоя. Для этого зачастую используют:
- лак на акриловой основе, который имеет высокую степень глянца;
- очень прочный лак на полиуретановой основе со степенью глянца до 50%;
- лак на полиуретановой основе с матовым эффектом.
Материалы для состаривания
Для окрашивания кованого металла чаще всего применяют краски с металлик-эффектом. Это составы, в которых прозрачный лак (связующее вещество) содержит большое количество пудры цветных металлов (меди, бронзы, алюминия и пр.).
В результате на конструкциях образуется декоративное покрытие, напоминающее поверхности серебряных, бронзовых или латунных изделий.
Декорирование позволяет получить эффекты позолоты, а при приемах состаривания сделать ее и слегка потертой.
Среди современных материалов:
- краски и лаки на акриловой основе, с глянцем;
- полиуретановые лакокрасочные покрытия (глянцевые и матовые);
- нитроэмали;
- алкидные;
- трехкомпонентные кузнечные составы с трансформатором ржавчины и грунтовкой (марки Zinga и др.).
Основные требования, предъявляемые к красителю при выборе, — предназначение для работы по металлу, устойчивость к воздействию погодных факторов и содержание антикоррозийных компонентов. Использовать можно и составы для нанесения кистью, и спреи.
При покупке патины и красок для отделки интерьера необходимо выбирать марки, предназначенные для внутренних работ. Определить это поможет специальная пометка или информация на упаковке. При отделке уличных конструкций покупают материалы для наружных работ. Трехкомпонентные составы применяют без предварительной очистки металла, удаляя только рыхлый слой ржавчины.
Режимы термической обработки деформируемых сплавов алюминия
Горячее деформирование
| Марка сплава | Оптимальная температура (°С) | Продолжительность выдержки при этой температуре (часы) |
|---|---|---|
| Al 99,5 | 380 — 500 | 1 — 2 |
| Al-Cu4-Mg1 | 400 — 450 | 4 — 8 |
| Al-Cu-Ni-Mg-Fe | 420 — 470 | 4 — 8 |
| Al-Zn6-Mg-Cu | 440 — 460 | 4 — 8 |
| Al-Mg-Si | 480 — 520 | 2 — 4 |
| Al-Mg | 400 — 450 | 2 — 4 |
| Al-Mg5 | 330 — 400 | 3 — 6 |
| Al-Mg-Mn | 400 — 450 | 2 — 4 |
| Al-Mn | 450 — 500 | 1 — 2 |
Полный отжиг
| Марка сплава | Температура (°С) | Продолжительность выдержки при этой температуре (часы) | Способ охлаждения |
|---|---|---|---|
| Al 99,5 | 360 — 400 | 2 — 6 | На воздухе |
| Al-Cu4-Mg1 | 330 — 420 | 1 — 6 | Медленное в печи; быстрое охлаждение 40 — 60 град/ч до температуры 200°С |
| Al-Cu-Ni-Mg-Fe | 340 — 400 | 1 — 6 | Медленное в печи; быстрое охлаждение 40 — 60 град/ч до температуры 200°С |
| Al-Zn6-Mg-Cu | 420 — 440 | 2 | Медленное в печи; быстрое охлаждение 30 — 50 град/ч |
| Al-Mg-Si | 360 — 400 | 4 — 8 | Медленное в печи; быстрое охлаждение 60 — 100 град/ч до температуры 200°С |
| Al-Mg | 360 — 400 | 2 — 4 | На воздухе |
| Al-Mg5 | 360 — 400 | 2 — 4 | Медленное в печи |
| Al-Mg-Mn | 360 — 400 | 1/2 — 3 | На воздухе |
| Al-Mn | 500 — 550 (быстрый нагрев) | 1 — 4 | На воздухе |
Отверждение
| Марка сплава | Температура закалки (°С) | Продолжительность выдержки при этой температуре (часы) | Температура старения (°С) | Продолжительность старения (часы) |
|---|---|---|---|---|
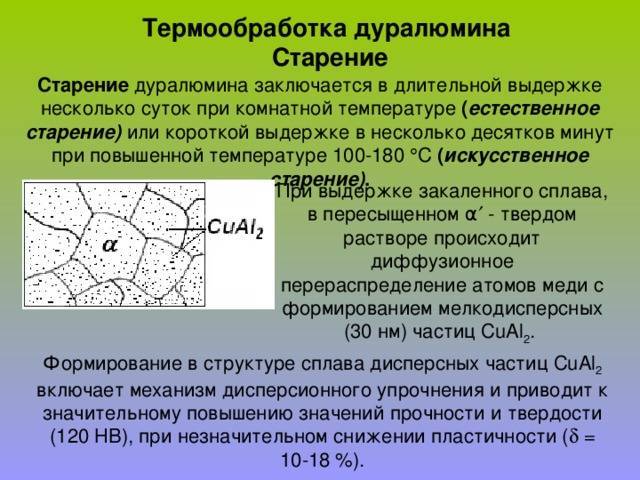
| Al-Cu4-Mg1 | 490 — 505 | 1/4 — 1, ванна | При нормальной температуре | 5 дней |
| Al-Cu-Ni-Mg-Fe | 520 — 540 | 1/2 — 1, ванна | 180 — 195 | 12 — 14 ч |
| Al-Zn6-Mg-Cu | 465 — 475 | 5 — 15 мин, ванна; 10 — 30 мин, воздушная печь | 130 — 140 | 16 ч |
| Al-Mg-Si | 520 — 535 | 1/3 — 1, ванна | 155 — 160 | 4 — 6 ч |
Быстрый метод
Раствор рекомендуют разводить в стеклянной или пластиковой посуде, чтобы исключить реакцию вещества с металлической емкостью. Для перемешивания раствора использовать стеклянную, пластиковую или фарфоровую ложку. Посуду нужно взять большого объема, так как при погружении металлического предмета произойдет реакция, от которой раствор начнет пениться. Работу нужно выполнять в комнате с открытыми окнами или на улице:
- Приготовить раствор из трех частей яблочного уксуса и одной части соли.
- Хорошо перемешать и процедить через марлю.
- Перелить в емкость для распыления.
- Наносить раствор способом орошения в течение 30–40 минут по поверхности металлического предмета.
- Чтобы изделие имело состарившийся вид, нужно взять парафин и тщательно отполировать его.
После окончания работы предмет можно сразу использовать
Какой бы метод искусственного состаривания металла ни выбрал мастер, нужно соблюдать осторожность. Растворы не должны попасть на кожу рук или лица
Проверка металла на наличие термообработки
Перед тем, как начать каление, нам необходимо убедиться, что материал приобретённого нами инструмента не термообработан. Делаем проверку с помощью обыкновенного паяльника. Нагреваем инструмент и проводим им по интересующей нас металлической поверхности. Если паяльник прилипает к металлу, то значит ни о какой его термообработке не может быть и речи. Плавное прохождение паяльника по поверхности стали или отскакивание от неё говорят о том, что проверяемый нами предмет либо хорошо термообработан либо обработан слишком сильно. При отсутствии термообработки делаем её самостоятельно.
Меры предотвращения старения
В принципе, остановить этот процесс нельзя. Но замедлить его или исключить факторы, стимулирующие старение, с разной степенью успешности вполне возможно. К примеру, на некоторых производствах металлы отдельных конструкций периодически обрабатываются защитными растворами и полиролями, которые минимизируют влияние негативных факторов эксплуатации – химических, температурных, механических и т. д. Что касается замедления эффекта старения металла в условиях нормальной среды эксплуатации, то в зависимости от типа конструкции или детали может применяться та же термическая обработка. Сварщики, например, подвергают швы высокотемпературному воздействию при режимах 600-650 °С. Эта методика в большей степени близка именно к отпуску металлов, но она также позволяет сократить интенсивность старения.



Варианты состаривания металла путем декоративной покраски
При окрашивании металлических изделий преследуется две цели: защита от образования коррозийных участков и придание металлу эстетического вида. Внедряя последнюю задачу, иногда приходится покрывать поверхность в 2-3 слоя.
Но не всегда конечным итогом может быть просто покраска. Иногда металлическим изделиям необходимо придать оригинальных декоративных эффектов, например, вид состарившегося предмета. Для этого применяются специальные технологии.
Попробуем разобраться, как покрасить металл под старину и что для этого потребуется.
Материалы для состаривания
Добиться эффекта состарившегося металла можно, применяя основной метод – старение посредством выполнения патины и образования потёртостей. Патина наносится специальными красками, но именно для металла чаще используют металлизированные составы на акриловой основе. В магазинах сегодня представлен широкий ассортимент таких красок, кроме декоративной функции, они выполняют ещё и защитную задачу.
На выбор предоставляются акриловые краски под состаренный металл, а именно под:
- латунь;
- бронзу;
- медь;
- золото.
Благодаря современным технологиям, состаренный эффект можно придать не только металлическим поверхностям. Нередко такую покраску выполняют на пластиковых, деревянных и гипсовых изделиях.
Завершается процесс состаривания нанесением финишного защитного слоя. Для этого зачастую используют:
- лак на акриловой основе, который имеет высокую степень глянца;
- очень прочный лак на полиуретановой основе со степенью глянца до 50%;
- лак на полиуретановой основе с матовым эффектом.
Область применения, способы и преимущества индукционной закалки
ТВЧ обработку преимущественно применяют для сталей с содержанием углерода не более 0,5%. Высокоуглеродистые стали при резком охлаждении имеют тенденцию к образованию трещин.
Индукционную закалку выполняют следующими методами.
- Непрерывно-последовательный. Используют для деталей с фиксированным сечением (оси, валы и пр.). Деталь движется в индукторе. Один участок подвергается закалке, затем перемещается в зону охлаждения спрейерным способом (водный душ или поток воздуха).
- Одновременная закалка. Используется для одновременной закалки всей поверхности.
Посредством регулировки температуры охладителя и времени его воздействия запускается процесс самоотпуска сплава. Т.е. данный способ закалки позволяет экономить на отпуске стали.
К преимуществам метода относят:
- высокую скорость процесса;
- возможность легко регулировать прокаливаемость;
- наличие коробления и окалины стремиться к нулю;
- возможность 100% автоматизации операции закалки;
- компактность, позволяющая разместить закалочное оборудование в линии установок для механического оборудования.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
Криогенное воздействие
В настоящее время техника и технология постоянно развиваются, появляются новые варианты воздействий на сплавы. Сегодня можно использовать не только высокие температуры, но и низкие. То есть холод также улучшает качество материалов. Существуют специальные криогенные камеры, в которых и проводятся технологические процедуры. Температура, при которой находятся детали и заготовки, равна -196 градусов Цельсия. Преимущество технологии заключается в том, что не требуется повторная обработка.
Конечно же, технология не всегда бывает подходящей и имеет множество различных нюансов. Рекомендуется пользоваться технологическими регламентами, что позволит в значительной степени повысить качество продукта. Также при такой обработке в значительной степени снижаются затраты. Достаточно использовать холодильник, при высоких температурах нужны сторонние ресурсы на разогрев печи и так далее.





