

Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы.
Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
Основные параметры
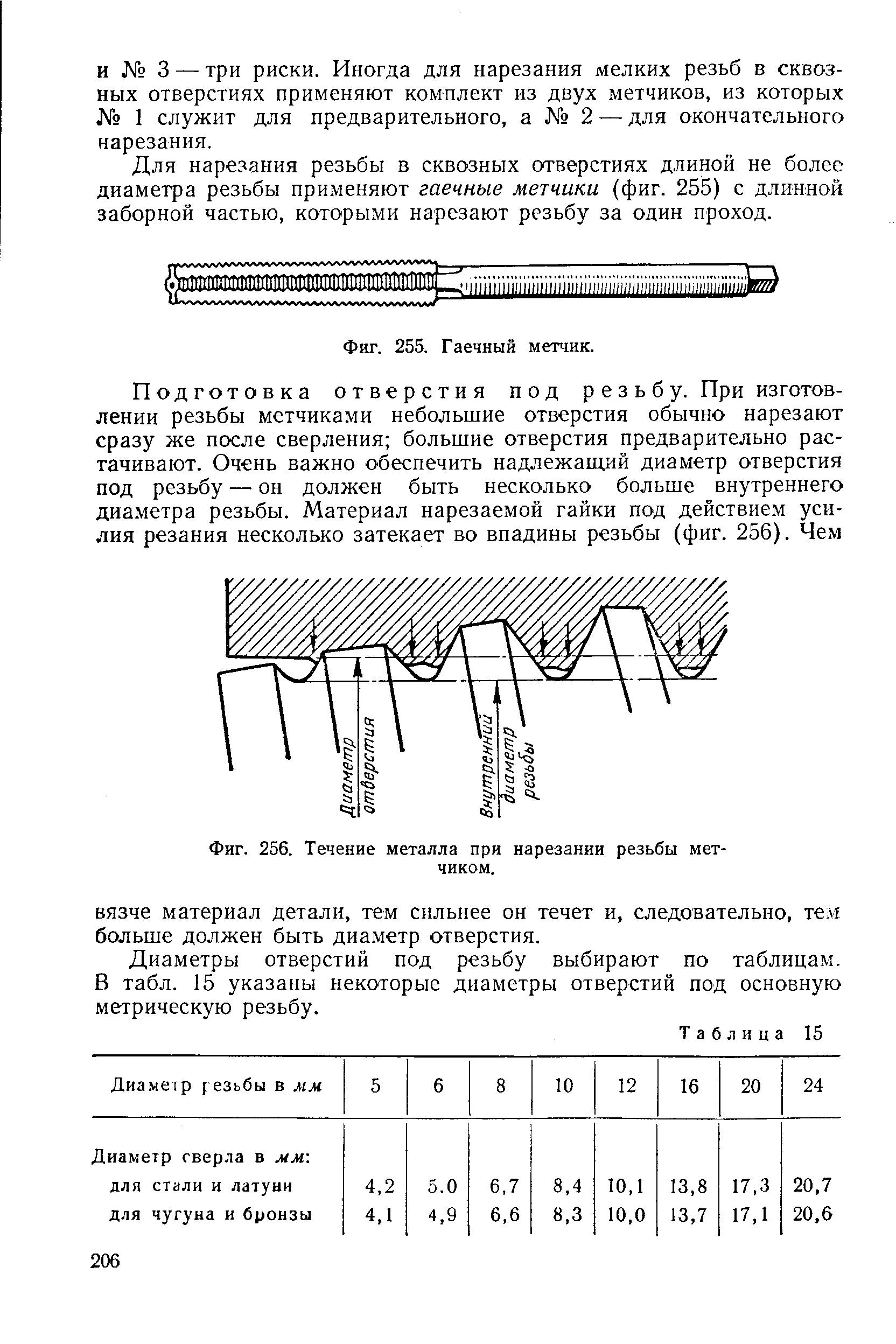
Нарезание резьбы метчиком.
В общем случае нарезать резьбу — это значит изготовить выступ на внутренней поверхности отверстия так, чтобы он образовал винтовую линию. Такой выступ, как и вся резьба, характеризуется следующими основными параметрами: угол подъема винтообразной линии, шаг, вид профиля выступа и угол подъема профиля, наружный и внутренний диаметр. Кроме того, принято выделять еще глубину, определяемую по наружному и внутреннему диаметрам.
По направлению резьба может быть правой, когда винтообразный выступ поднимается против часовой стрелки, и левой, когда направление подъема выступа совпадает с движением часовой стрелки. По форме профиля выступа выделяются два основных типа: резьба с прямоугольным профилем и с треугольным профилем. Существуют еще специальные формы профиля, но они в бытовых условиях практически не применяются.
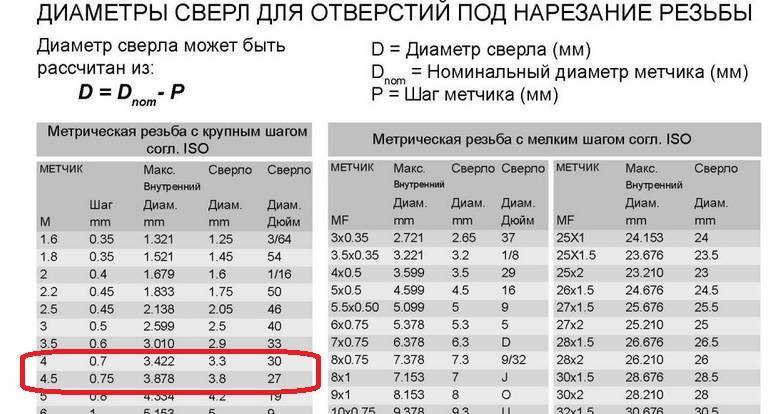
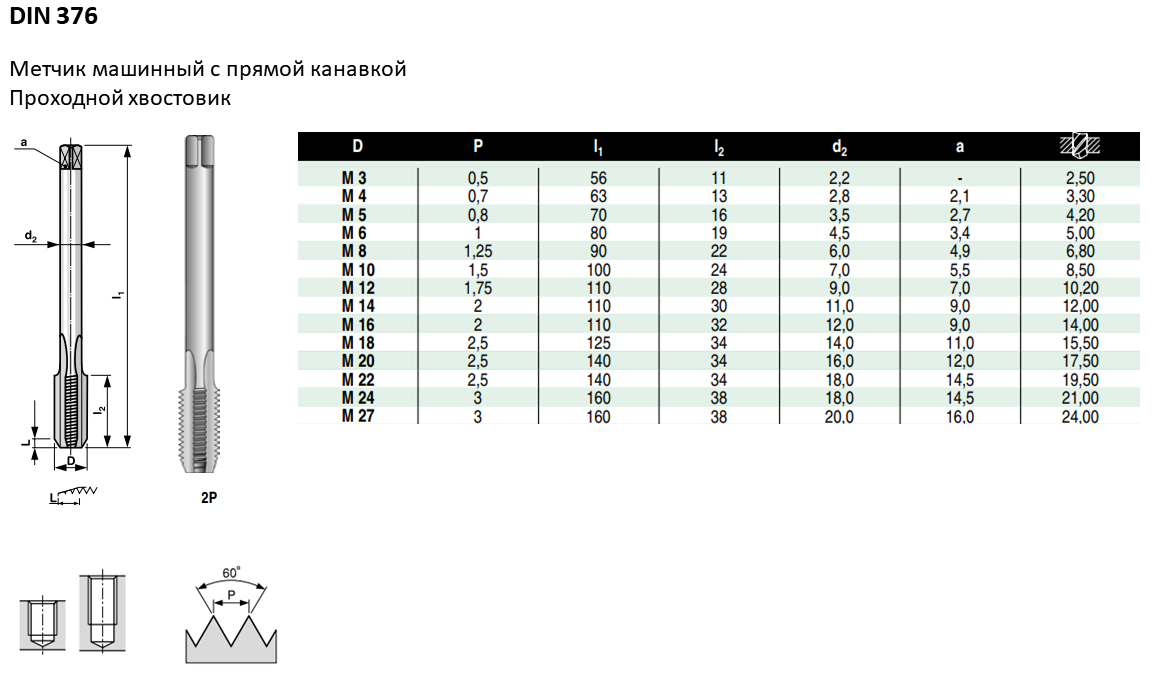
Основной является метрическая резьба. Такой профиль представляет собой треугольник с углом профиля 60º. По шагу метрическая делится на резьбу с крупным шагом и с мелким шагом. Пример полного обозначения метрической резьбы — М10х1-6Н. Обозначение нужно понимать следующим образом:
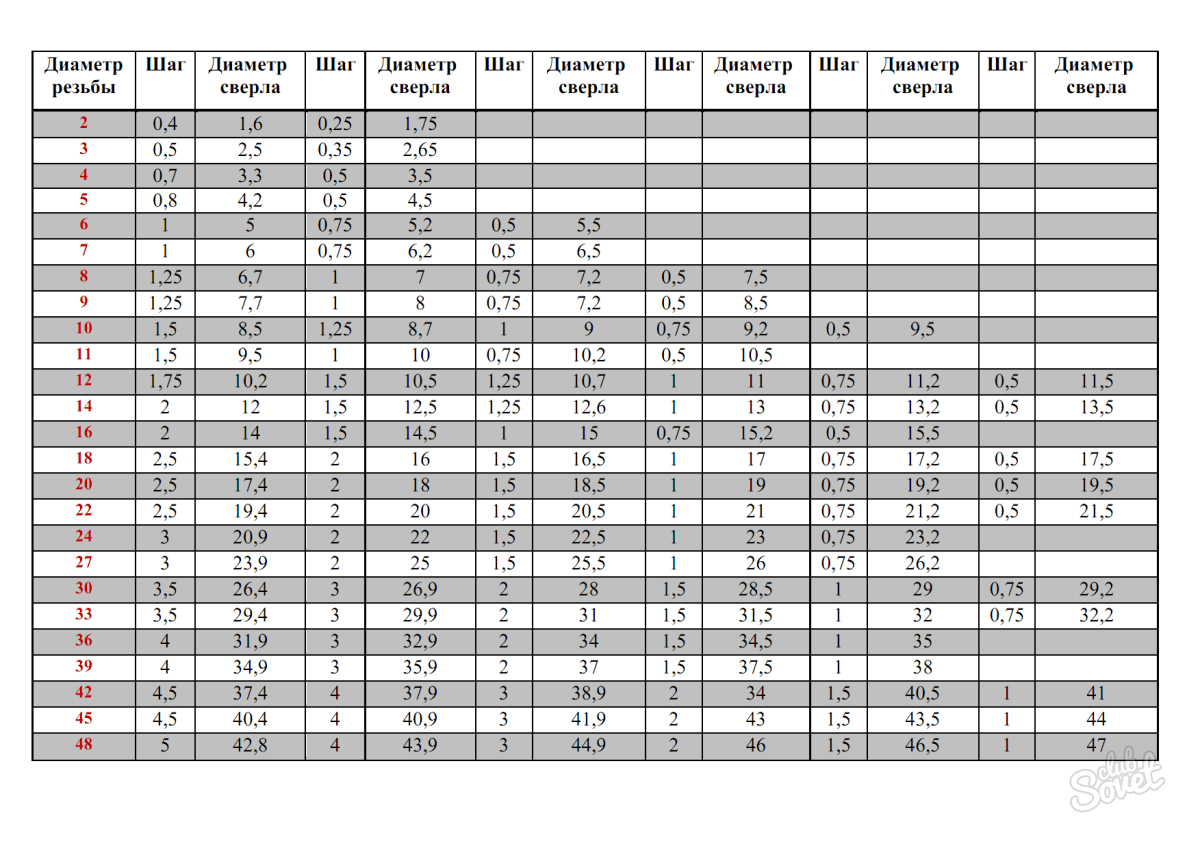
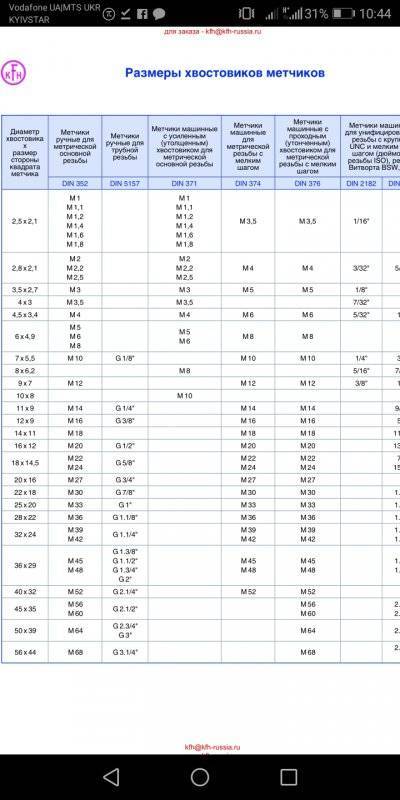
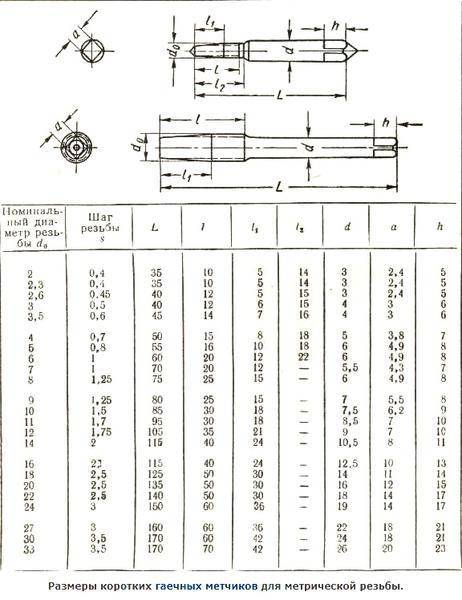
Таблица выбора метчиков для нарезания резьбы.
- М — метрическая резьба;
- 10 — номинальный диаметр;
- 1 — шаг резьбы;
- 6Н — пределы допуска отклонений размеров.
При нормальном (крупном шаге) обозначение сокращается (например, М10). В случае левой резьбы, вводится обозначение LH.
Вторым по распространенности в быту является трубный цилиндрический тип. Профиль представляет собой треугольник с углом при вершине 55º. Такой тип используется при соединении труб и цилиндров, где нужна повышенная герметичность соединения. Трубная цилиндрическая резьба обозначается буквой G с указанием диаметра в дюймах.
Упорная резьба основана на трапециевидном профиле с углами наклона с одной стороны 3º, с другой — 30º. В обозначение входит буква S, диаметр и шаг.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
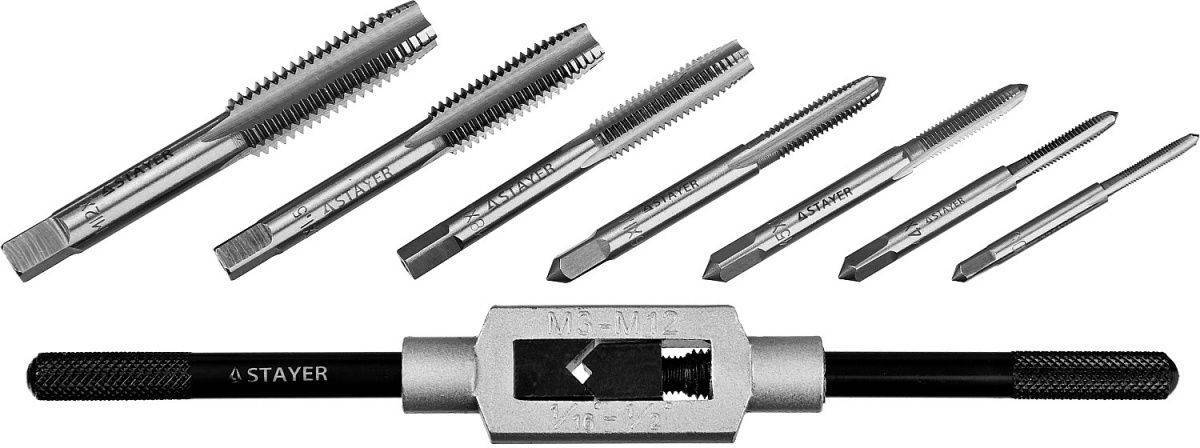
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
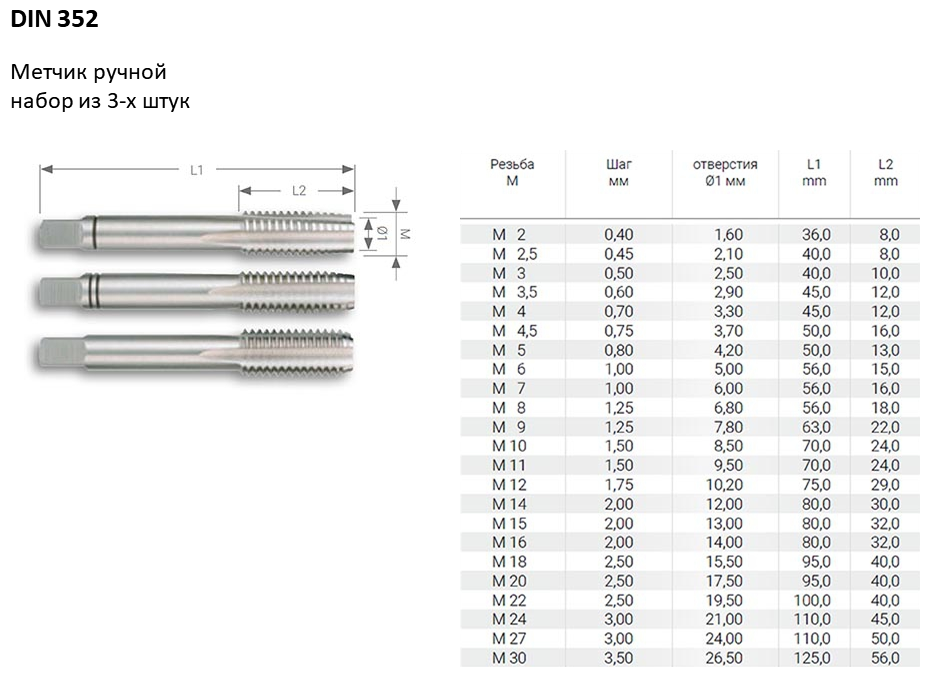
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.

Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Плашки – обзор разновидностей приспособлений и основные характеристики (100 фото)
Если вы просматриваете различные фото плашек, то наверняка вам уже известно о том, что при помощи плашки для нарезания любой резьбы без проблем можно создать желаемую спираль, например, с внешней стороны какой-либо трубы. В зависимости от ваших возможностей, процесс можно выполнять или вручную, или на подходящем станке.
Для того чтобы по-настоящему освоить механизм этой операции, лучше изучить самостоятельно различную информацию о данном инструменте.
Основные характеристики плашки резьбонакатного типа
В последние пару лет позиции лидера при выполнении данной разновидности работ бесспорно занимает плашка, хотя известная многим лерка в свое время была также одним из инструментов, к которому обращались достаточно часто.
Однако прогресс не стоял на месте, и по этой причине на сегодняшний день эти два популярных приспособления объединены воедино и инструмент называется уже одним словом – плашка.
Внешне они достаточно сильно похожи на самые простые закаленные гайки с дополнительными осевыми отверстиями, которые образуют дополнительно режущие кромки
На всех устройствах есть от трех до шести стружечных отверстий, имеющих особую важность при отведении в сторону стружки
Разновидности приспособлений
Рассматривая набор плашек несложно обратить внимание на то, что они отличаются друг от друга рядом показателей. Основным критерием является конструкция
Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми
Основным критерием является конструкция. Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми.



В зависимости от геометрической формы инструмент бывает не только круглым или квадратным, но также и призматическим, хотя намного реже, нежели первые два типа.
Кроме вышеперечисленных, есть также приспособления из дерева, однако они не являются нарезным инструментом, так как по сути представляют собой некую болванку-кругляш.
Формы, конструкции инструмента для нарезания резьбы
Если вы хотите, чтобы резьба получилась по-настоящему высокого качества, то в таком случае нет лучшего инструмента, чем цельная плашка. Стоит отметить, что различные виды плашки вполне могут быть в том числе и цельными. Отличного результата удается добиться, благодаря достаточно высоким показателям жесткости используемого материала.
Несмотря на множество положительных качеств, у инструмента есть и существенный минус, который заключается в небольшой износостойкости.
Модели разрезного типа используют чаще всего, когда нет необходимости в высокой точности. Такие приспособления обычно при эксплуатации немного пружинят, а в итоге получается, что резьба даже изменяется в диаметре.
Минусом является малая жесткость, которая отражается в первую очередь сразу же на качестве выполняемых работ, когда на выходе получается не совсем чистая резьба.
Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.
Плашка метрического типа используется в тех случаях, когда необходима метрическая резьба. Абсолютно все измерения происходят тогда в миллиметрах.
Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.
Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.
Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.
Нарезание резьбы метчиком как нарезать резьбу вручную
О том, как нарезать резьбу резьбонарезным устройством рассказывалось ранее. Резьбонарезное устройство от устройства метчика отличается сильно, но принцип нарезания резьб и тем и другим инструментом остаётся прежним.
Метчик, это слесарно-токарный инструмент, по своей форме чем-то напоминающий длинный стержень. Внутри этого самого стержня расположены режущие элементы, при помощи которых и происходит нарезание резьбы вручную.

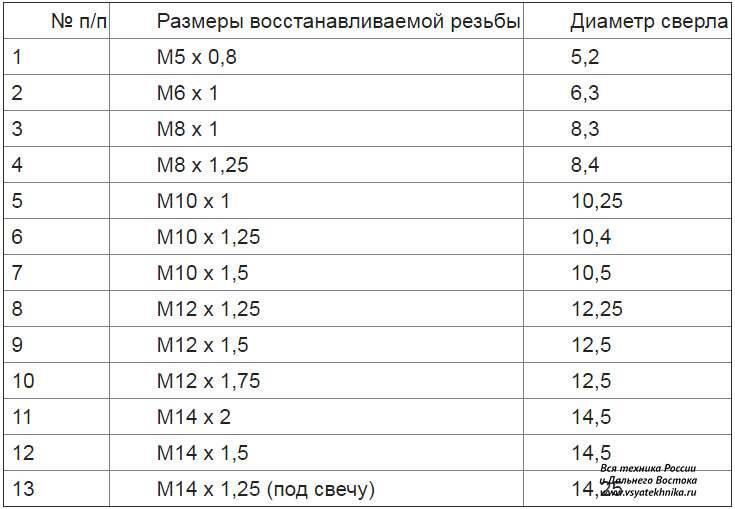
Метчик можно использовать не только лишь для того, чтобы нарезать новую резьбу. При помощи этого инструмента можно также восстановить резьбу, сделав её как «новую».
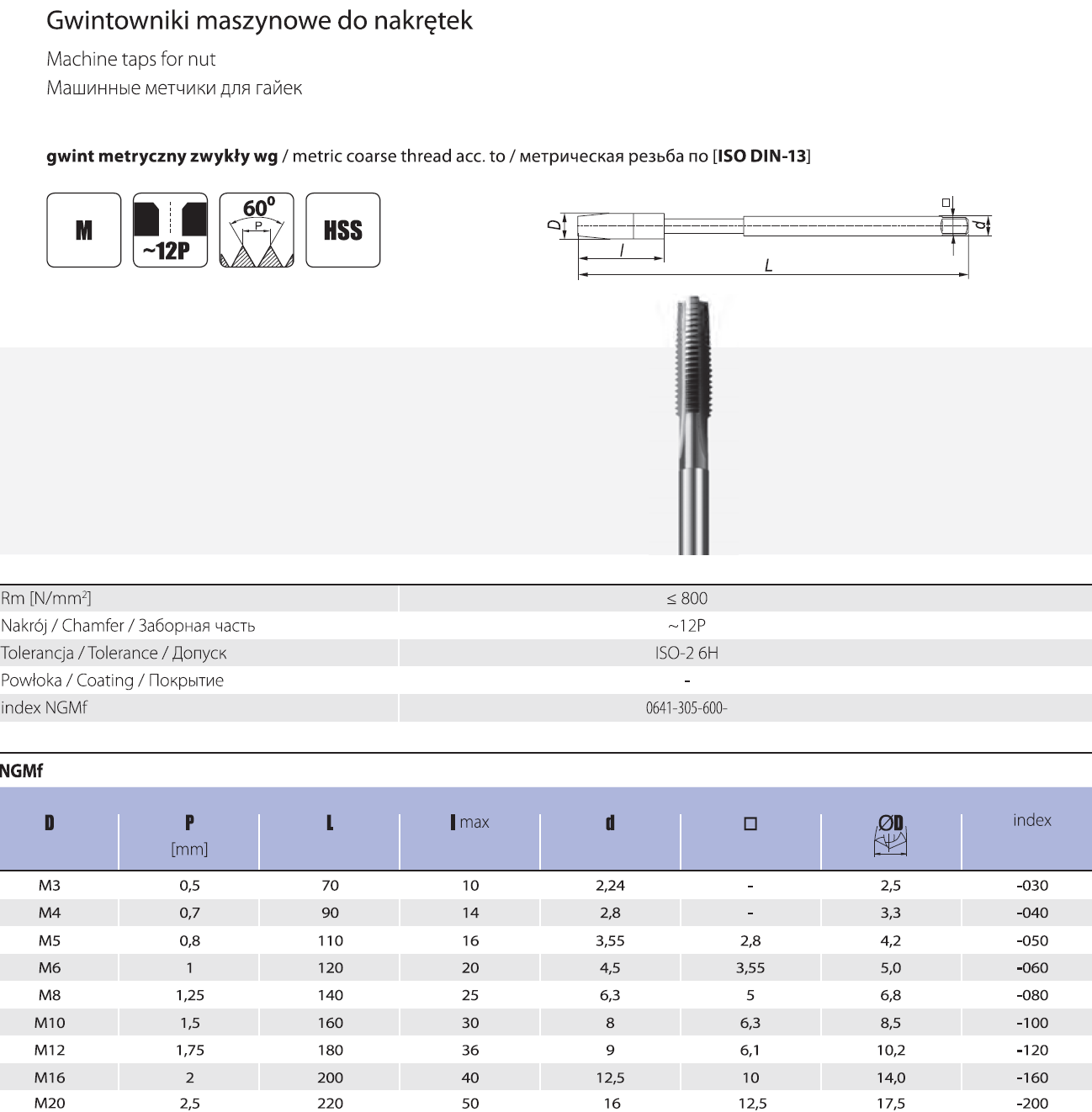
По принципу работы, метчики бывают ручными и машинными. Машинные метчики закрепляются на токарный станок, а нарезание резьбы происходит в автоматическом режиме.
Как выбрать тип метчика?
Для нарезания резьбы вручную, сначала нужно правильно выбрать тип метчика. Выбор метчика для нарезания резьбы зависит, прежде всего, от:
- Шага резьбы;
- Профиля;
- Формы резьбового соединения;
- Допуска;
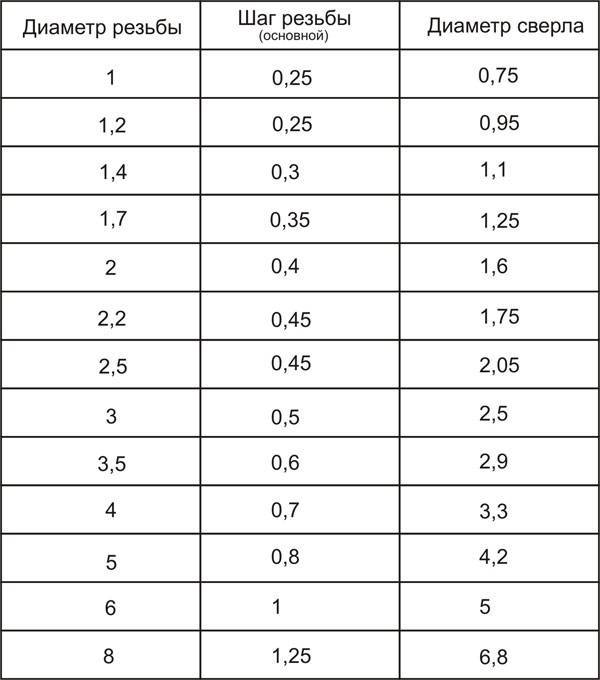
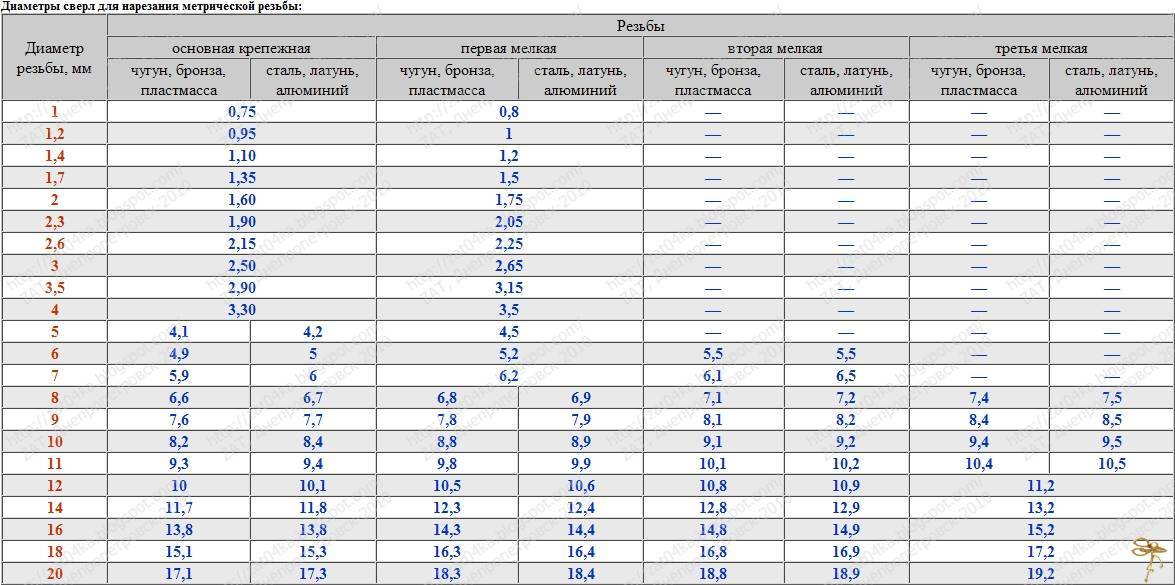
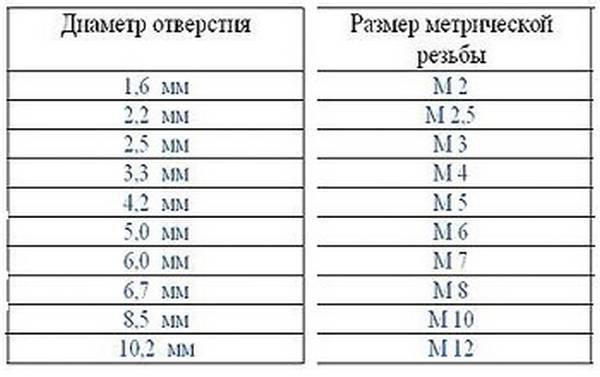
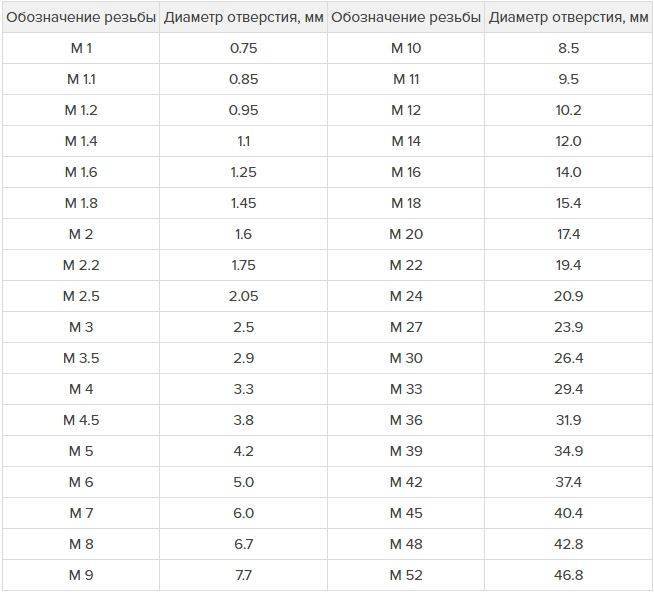
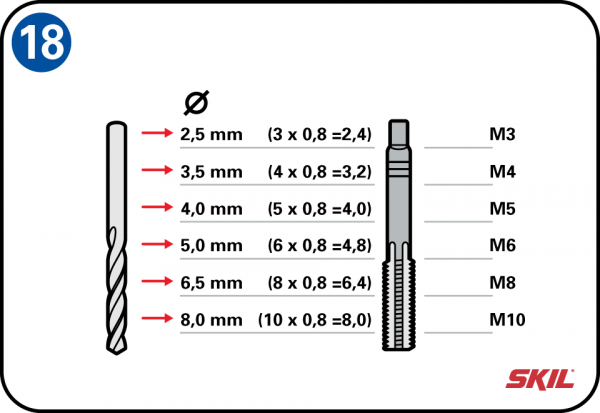
Кроме этого, на выбор конкретного метчика влияет и материал изготовления деталей, на которых будет нарезаться резьба. Основной же выбор метчика, в первую очередь зависит от диаметра нарезаемой резьбы.
Нарезание резьбы метчиком вручную
Нарезание резьбы метчиком происходит следующим образом. Деталь, на которой необходимо нарезать резьбу закрепляется в тиски или другое устройство. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезание резьбы метчиком нужно будет прикладывать большое усилие.

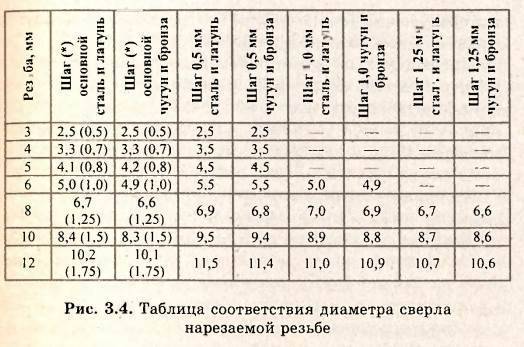
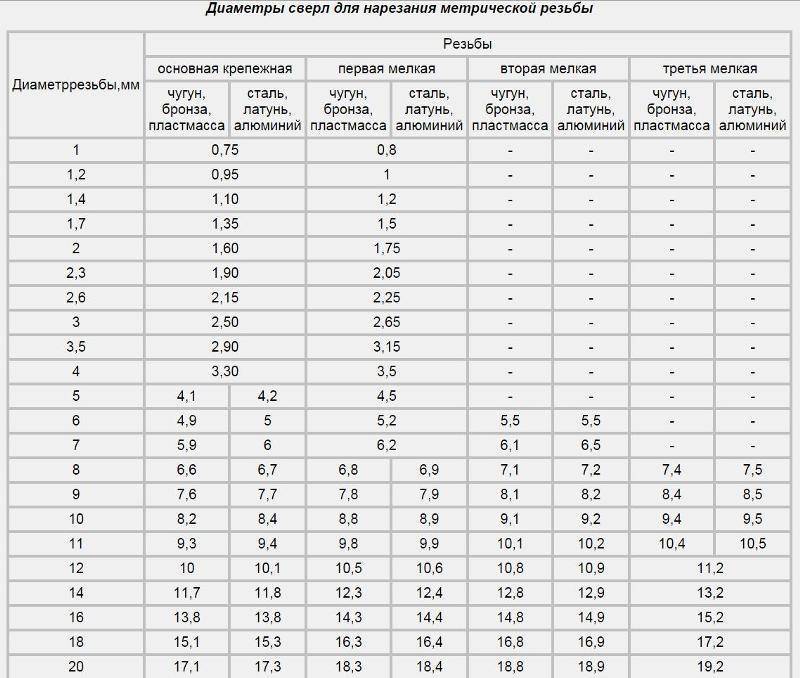
Затем в детали для нарезания резьбы метчиком высверливается отверстие в зависимости от типа резьбы — глухое или сквозное. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика.
Обязательно на верхней кромке отверстия для нарезание резьбы метчиком нужно снять фаску. После этого, берется метчик и устанавливается в высверленное отверстие, которое должно располагаться в тисках фаской вверх.
Нарезание резьбы метчиком производится по часовой стрелки, всё время, вдавливая метчик в отверстие. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы.

Сделав несколько поворотов метчиком по часовой стрелке, его возвращают в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки.
Во время нарезания резьбы необходимо своевременно охлаждать метчик, в противном случае можно легко испортить инструмент. Если нарезается алюминиевая резьба, то метчик охлаждается керосином, если режется резьба на медной детали, то скипидаром, при нарезании же стальной резьбы, охлаждать метчик лучше всего эмульсией.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.


Меры предосторожности
Не стоит пытаться выполнить внутреннюю резьбу методами малой механизации, то есть вставлять метчик в патрон сверлильного станка, тем более в патрон электрической дрели. Вы не сможете верно отрегулировать усилие и угол атаки. Все закончится сломанным инструментом, а в худшем случае – испорченными витками резьбы.
Хуже всего, когда отломанная рабочая часть метчика №1 застрянет и останется в отверстии. Тогда придется найти в торговой сети или на рынке специальный экстрактор для извлечения обломков и алмазное сверло. Без этих дополнительных приспособлений достать обломок сложно, но можно пожертвовать эстетикой и выполнить в металле углубление вокруг обломка с целью его захвата. Это делается при помощи небольшой угловой шлифовальной машины. Если же часть изделия выступает над плоскостью детали, можно попытаться ухватиться за нее пассатижами либо губками ручных тисков и вывернуть.
Самый лучший способ – это изучить то, как правильно нарезать резьбу и выполнять работу, согласно рекомендациям, спокойно и без спешки.
Разбираемся в плашках
Как выбрать плашку для своего резьбонарезного инструмента Плашка – инструмент для нарезания резьбы на трубах, прутках и других цилиндрических заготовках. Применяется для выполнения наружной (внешней) резьбы способом накатки.
Использование плашек в инструменте
Нарезка резьбы плашками производится с помощью плашкодержателя, ручного или электрического клуппа, резьбонарезного станка.
К ручному инструменту относятся плашкодержатели и ручные механические клуппы, где процесс нарезания резьбы происходит путем поворота длинной рукояти инструмента с определенным усилием.
Электрический клупп относится к профессиональному инструменту, где нарезание резьбы осуществляется с помощью мотора на достаточно быстрых скоростях.
Резьбонарезные станки предназначены для нарезки резьбы в промышленных масштабах, на больших диаметрах труб, при помощи автоматизированных элементов при высоких нагрузках и скоростях.
В зависимости от типа используемого оборудования, резьбонарезные плашки изготавливаются из различных сплавов стали, подходящих для ручного либо автоматизированного способа.
Так как плашка является режущим инструментом, подвергающимся высоким нагрузкам, качественный инструмент должен обладать следующими свойствами:
Инструментальная сталь для резьбонарезного инструмента
Выполняются плашки из инструментальной стали, которые обладают необходимым набором качеств. Согласно ГОСТ 5950-2000, плашки относятся к группе режущих инструментов, не подвергаемых большим ударным и деформационным нагрузкам. Это отражается на включаемых в состав примесях и присадках.
В сплав добавляется более высокая доля углерода в зависимости от требуемых свойств:
- содержание углерода – 0,4-0,7 % — сплав высокой вязкости при пониженной твердости
- содержание углерода – 0,7-1,5 % — износостойкий и твердый сплав
То есть содержание углерода в используемых сталях для изготовления плашек должно содержать более 0,65 % углерода, достигая твердости сплава больше, чем твердость обрабатываемых заготовок.
При маркировке углеродистой инструментальной стали, применяемой для изготовления инструмента для нарезных работ добавляется буква У, например марки У10, У11.
Сейчас на рынке резьбонарезного инструмента представлено много зарубежных изготовителей. И маркировки сталей Alloy и HSS встречаются повсеместно.
Легированная сталь
Alloy – легированная инструментальная сталь. Ее твердость составляет 60-65 HRc и является высокой. Для производства плашек используются такие основные легирующие элементы, как кремний, ванадий, хром, медь, никель, азот в процентном отношении.
Легированные стали содержат общий процент добавок около 3-4%. Они не обладают высокой теплостойкостью, однако не подвержены сильному короблению. При нагревании подвергаются деформированию, предназначены для режущих элементов с небольшой скоростью нарезки.
Для режущего инструмента наиболее часто используются стали марок 9ХС, ХСВГ, 9Х5С и др.
Быстрорежущая сталь
HSS (High Speed Steel) – быстрорежущие стали. Стали класса HSS являются высоколегированными, закаленными сплавами. Для набора повышенной твердости легируются основными элементами углерод, вольфрам, молибден, кобальт, что позволяет выполнять работы при сильном нагревании и больших скоростях. Добавка в составе сплава кобальта повышает красностойкость сталей, которая обеспечивает их нормальное функционирование с максимальными нагрузками. Быстрорежущие стали обладают высокой твердостью, износостойкостью и устойчивы к деформациям при температурных колебаниях до 500-650 градусов.
Популярные быстрорежущие стали для рассматриваемого инструмента Р6М5, Р6М5К5, Р18 и др., М2, М35, М42.
Какую плашку выбрать
Таким образом, состав стали для ручного инструмента и резьбонарезных станков имеет различия. Используя ручной клупп, скорость нарезки невелика, инструмент и заготовка не подвергаются нагреванию. При использовании резьбонарезного станка, тем более высокой мощности, происходит сильное разогревание режущих элементов и увеличение нагрузки.
Плашки, изготовленные из легированной стали, подойдут при использовании ручного инструмента (Alloy).
При выполнении работ на резьбонарезном станке необходимо применять плашки из марок быстрорежущей стали (HSS).
Источник
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
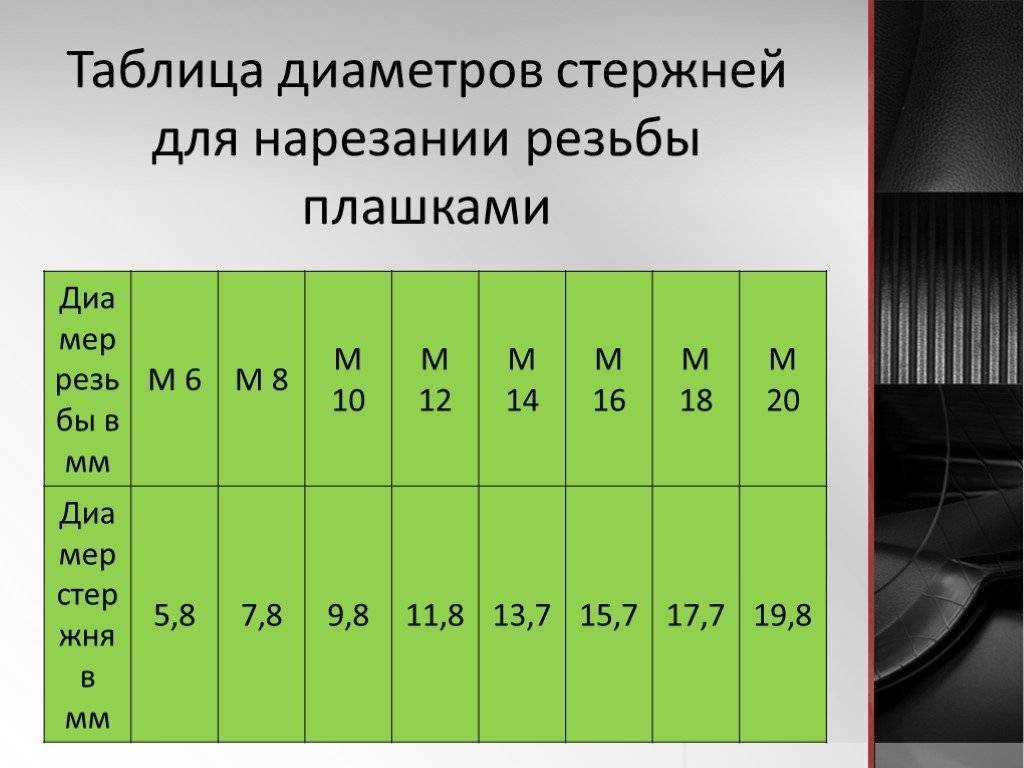
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
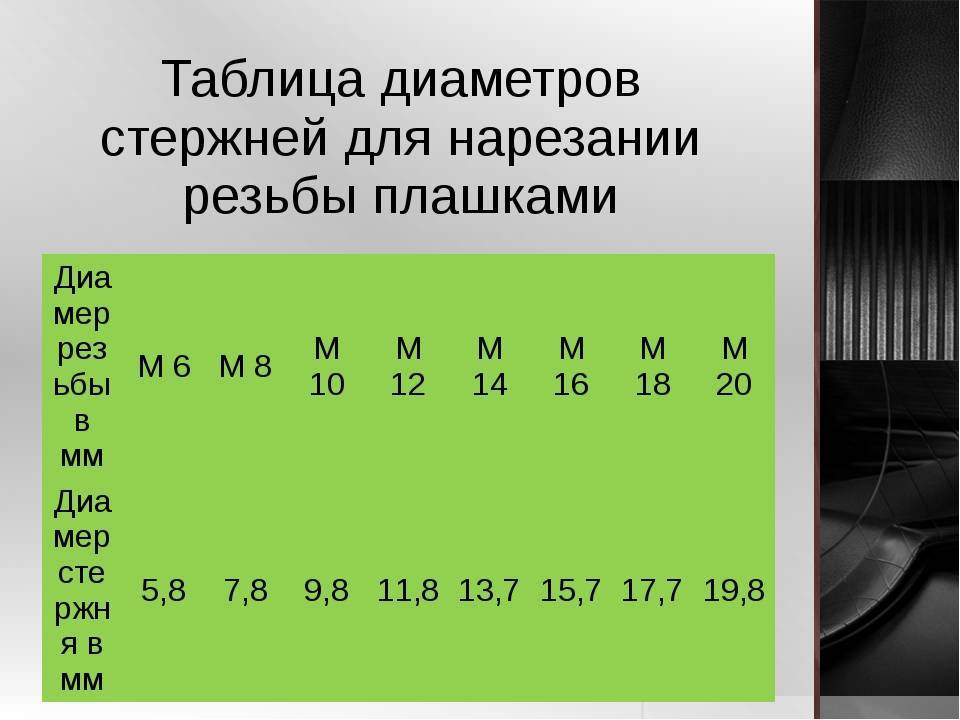
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.





