

Станок для нарезки желобов
Станок для нарезки резьбы на трубах вряд ли понадобится человеку, который обустраивает свой дом. Это скорее рабочий инструмент. По конструкции он чем-то напоминает сверлильные станки вертикального расположения.
Диаметр обрабатываемой детали и шаг нарезки регулируется. Работу шпинделя можно тщательно отладить, настроив количество и скорость оборотов. В принципе, такой станок выполняет почти всю работу. Также, в отличие от ручных лерок, станком можно сделать не только внешнюю резьбу, но и внутреннею. Более современные аппараты могут обрабатывать мельчайшие детали и изделия с тонкими стенками.
В следующем видео можно наглядно увидеть, как работает станок без перекосов:
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.

Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.
Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Среди особенностей подобного процесса можно отметить следующие моменты:
Рабочая часть устанавливается в специальном держателе, выполненном в виде трещотки. Он существенно упрощает процесс нарезания витков на поверхности трубы.
Начать работу можно с очистки трубы. Стоит учитывать, что при нарезать витки можно только при отсутствии сильных дефектов.
Зачистка поверхности проводится до металла, пока он не начнет блестеть.
Наружная кромка обрабатывается для получения фаски. За счет этого обеспечивается захождение инструмента.
Поверхность обрабатывается техническим вазелином. Он снижает степень трения, делает ход инструмента более плавным.
Труба крепится в тисках, можно удерживать ее и газовым ключом
Важно исключить вероятность наклона или смещения трубы при оказании на нее высокой нагрузки.

Применение ручного клуппа
Работа предусматривает совершение нескольких витков по часовой стрелке, после чего в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
Что такое резьба на металлических трубах
Трубная резьба – спиралевидное чередование канавок и выступов (витков) на наружной или внутренней поверхности труб. Используется она при монтаже наружных, внутренних газо- и водопроводных сетей, соединения труб в различных конструкциях.
Основными функциями резьбы на металлических трубах являются следующие:
- Соединение труб при помощи различных фитингов (муфт, сгонов, углов, тройников, крестовин).
- Герметизация, надежная фиксация соединенных труб при помощи уплотнительных материалов.
- Возможность разборки коммуникаций.
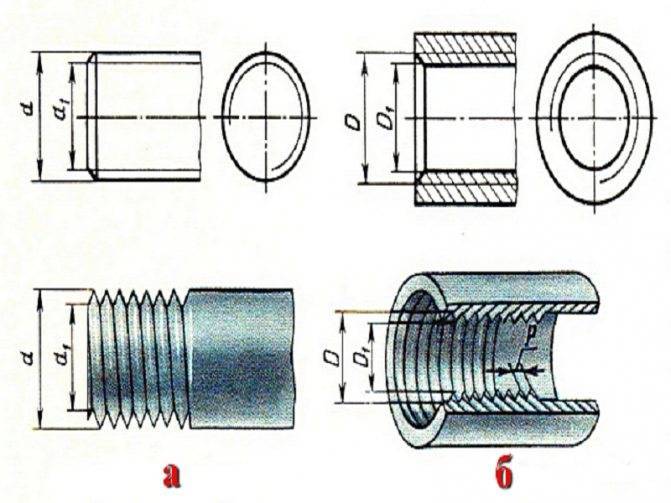
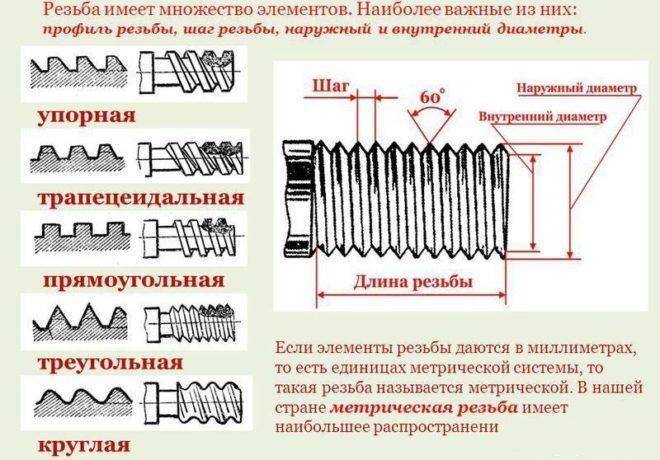
Основные параметры резьбового соединения:
- Профиль – выступы и впадины витков резьбы. В зависимости от видов резьбового соединения профиль может иметь треугольную, трапециевидную форму. К основным характеристикам профиля относится угол при его вершине, высота.
- Наружный диаметр (D) – параметр равный диаметру цилиндра описанного по вершинам выступов (для наружной резьбы) или по нижним точкам впадин (для внутренней). Выражается в миллиметрах
- Внутренний диаметр (D1) – в отличие от предыдущего параметра равен диаметру цилиндра, описанного по нижним точкам впадин, вершинам выступов. Измеряется в миллиметрах
- Направление – в зависимости от направления движения витков при закручивании резьбовая часть бывает двух видов: правая (закручивается по часовой стрелке), левая (при закручивании витки движутся против часовой стрелки);
- Шаг(P) – расстояние между одноименными сторонами соседних выступов профиля. Выражается в миллиметрах или в количестве витков (ниток) на дюйм.
- Количество заходов – число начальных (торцевых) выступов с которых начинается резьбовая часть.
Строение резьбы
Для конусных резьбовых соединений применимы также такие параметры как конусность и угол подъема.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.

Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6.
Угол профиля составляет 55 градуса, а вверх несколько закруглен.
Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта.
d или D – диаметры условного прохода в дюймах.
А, В, С – класс точности исполнения от максимального до понижающего.
LH говорит, что изделие с левой резьбой.

Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.

По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты

Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.

Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.








4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Подготавливаем рабочее место
Одно из надёжных соединений – резьбовое. С его помощью труба не пропускает воду даже при сильном давлении. Чтобы резьба была качественной, рекомендуется использовать специальный клупп. Выполнить работу своими руками довольно просто, можно посмотреть видео или фото на нашей странице. Специальный инструмент для нарезки может быть ручным или электрическим. Актуальность исполнения зависит от того, насколько часто производятся работы.
Читать также: Перекидной рубильник принцип работы

Перед началом работ труба отсоединяется (если это возможно). По окончании нарезки следует произвести шлифовку
Для этого важно вооружиться очками и перчатками, чтобы избежать порезов и ссадин
Правила работы метчиками
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым. Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы; в процессе нарезания нужно с помощью угольника тщательно следить за тем, чтобы не было перекоса метчика; место нарезания резьбы следует смазывать маслом.
Создание резьбы с помощью резца
Для нарезки на токарном станке применяются специальные резцы. Они бывают следующих видов:
призматические;
дисковые;
стержневые.
Их характеристики должны соответствовать ГОСТу 18876-73. Верхняя часть резца, которая непосредственно соприкасается с обрабатываемым металлом, должна в точности по своей форме соответствовать создаваемой канавке.

С помощью призматических и стержневых прорезают внешнюю резьбу. Существуют дисковые, предназначенные как для внешней, так и для внутренней резьбы. На токарном станке применяются многопрофильные резцы, которые сразу прорезают несколько канавок.
На стержневых устанавливаются резцы из твёрдых сплавов. Они долго сохраняют остроту и практически не нуждаются в проведении заточки. Если они теряют остроту, обычно производят замену режущей части. Призматические отличаются от стержневых тем, что они контактируют с металлом на значительной поверхности. При работе они быстро теряют остроту и нуждаются в периодической заточке.
Резцы могут иметь конструктивные отличия. Они могут относиться к следующим типам:
прямые;
изогнутые;
отогнутые;
оттянутые.
Прямая форма на токарном станке используется редко. Чаще всего для нарезания резьбы применяют изогнутые резцы.
Сделанные из легированной быстрорежущей стали.
Использующие напаянные твёрдосплавные пластины.
Возможно использование сменных многогранных пластин. После того, как режущая часть стачивается, может быть использована другая рабочая грань резца.
-
Существуют резцы, для изготовления которых применяется металлокерамика.









В первом случае обычно обрабатывают детали из стали, пластикатаке или цветных металлов. Резцы характеризуются особенно высокой прочностью и большой теплопроводностью. Однако они имеют такие недостатки: слабую износостойкость, недостаточно высокую твёрдость. Эти качества ограничивают скорость обработки деталей при создании резьбы на станке.
Резцы с твёрдосплавными режущими пластинами применяются наиболее часто. Они известны высокой твёрдости и длительным сроком работы без необходимости выполнения заточки. По сравнению с резцами из быстрорежущей стали максимальная скорость работы у них выше в 2-3 раза. Такие резцы выпускаются в широкой номенклатуре, позволяя легко выбрать подходящий для конкретной работы.
Резцы из керамометалла являются более дешёвыми. Основным их недостатком является хрупкость. Их основное применение состоит в создании мелкой резьбы на заготовках из стали и чугуна.
Резцы с режущей частью из поликристаллических алмазов или кубического нитрида бора являются высокопрочными. Их применяют для точной нарезки резьбы на заготовках из высокопрочных деталей. Основным недостатком таких инструментов является высокая стоимость. В первом случае такой инструмент применяют для обработки деталей из алюминия, меди или карбида вольфрама. Во втором — работают таким резцом на заготовках из упрочнённого чугуна или закалённой стали.
При работе резцом необходимо принимать во внимание следующие особенности:
Важное значение имеет выбор переднего угла. Его величина зависит от твёрдости обрабатываемого материала. Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности
Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности. Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
При выборе подходящего резца важно учитывать, что форма режущей кромки должна точно соответствовать профилю резьбы.
Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку. При этом с обеих сторон они должны быть одинаковыми.
Для того, чтобы сделать нарезание внутренней резьбы, деталь предварительно сверлят и растачивают.
Выполнение нарезки происходит с высокой скоростью. Работу можно также производить на станке с ЧПУ.

Как нарезать резьбу
Внутренняя
Предположим, в нашем распоряжении имеется просверленная металлическая заготовка под металлическую муфту ДУ 32 мм (1 1/4 дюйма). Нам нужно перевоплотить ее в готовую муфту.
Как выполнить эту работу?
- Зажимаем заготовку в особую струбцину с ромбовидным просветом между губками.
- Вставляем черновой трубный метчик 1 1:4 дюйма в вороток.
- Смазываем внутреннюю поверхность заготовки. Смазка уменьшит сопротивление при нарезке и уменьшит возможность появления задиров. Какую смазку применять — все равно: для наших целей в равной степени подойдут масло для швейных машинок, автол, солидол а также соляра.
- Позиционируем метчик строго по оси будущей муфты, прижимаем его к ней с все возможным упрочнением и проворачиваем, не нарушая позиционирования и не ослабляя нажима. Нарезка без прижима метчика к подробности вероятна только через 2-3 полных оборота; в случае если ослабить упрочнение раньше, первая нитка будет сорвана.
- Пройдя муфту черновым метчиком, снимаем вороток и вынимаем его иначе. Повторяем операцию со чистовым метчиками и средним.
Что делать в том случае, если в вашем распоряжении имеется только простые тиски:
- В них зажимается хвостовик метчика.
- Заготовка зажимается газовым (трубным) ключом и насаживается на его заход.
- Предстоящие операции аналогичны обрисованным выше.
Наружная
Тут инструкция по нарезке резьбы включает в себя подготовку захода для плашки. Чтобы нарезка не потребовала чрезмерно громадного упрочнения прижима, с наружной стороны трубы должна быть снята фаска под углом около 30 градусов к ее оси.
Рассмотрим, как возможно подготовить заход, так сообщить, в полевых условиях:
Обточив край трубы болгаркой с кругом по металлу.
- Сделав ту же работу ручным напильником.
- Наконец, в отсутствие инструмента край трубы при маленьком навыке возможно газовым ключом. Основная тонкость данной операции — не перестараться и не придать трубе овальность.
Что делать дальше:
- Наружная поверхность края трубы опять-таки смазывается.
- Плашка прижимается к торцу строго перпендикулярно продольной оси трубы. Упрочнение прижима сохраняется, пока не сделано 2-3 полных оборота.
- Дальше — несложная механическая работа: плашка гонится по трубе до получения резьбы нужной длины. Быстро возросшее сопротивление свидетельствует задир стружки; в этом случае плашка сгоняется на один оборот назад, стружка убирается, а поверхность повторно смазывается.
При нарезке наружной резьбы конкретно на стояке либо подводке имеется одна тонкость. Труба, на которой режется резьба, в обязательном порядке удерживается газовым ключом так, дабы упрочнение на нем компенсировало появляющийся при нарезке вращающий момент.
Дело в том, что оторвать подводку от стояка либо стояк от соседской батареи намного легче, чем может показаться: рычаг разрешает развить очень большое упрочнение. Помимо этого, состояние самих труб в ветхом жилищном фонде довольно часто не радует.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.






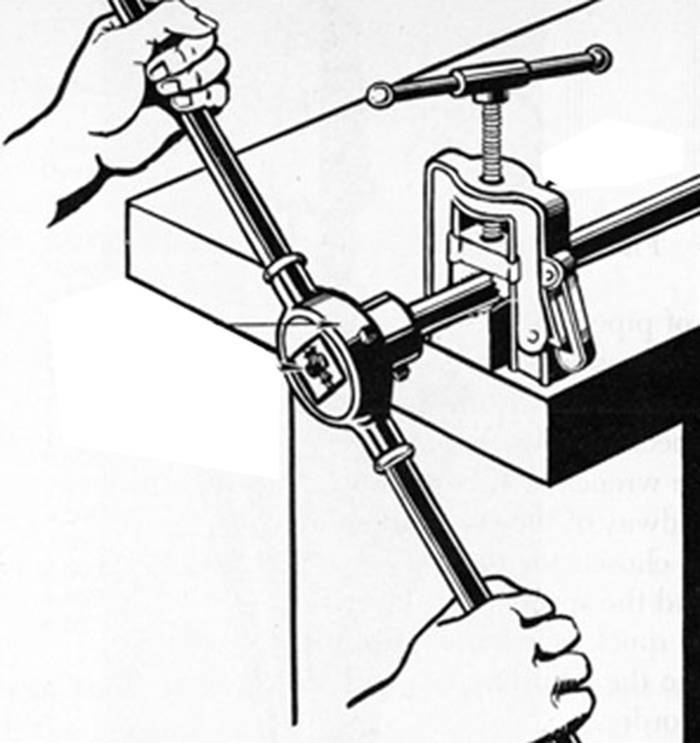

Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
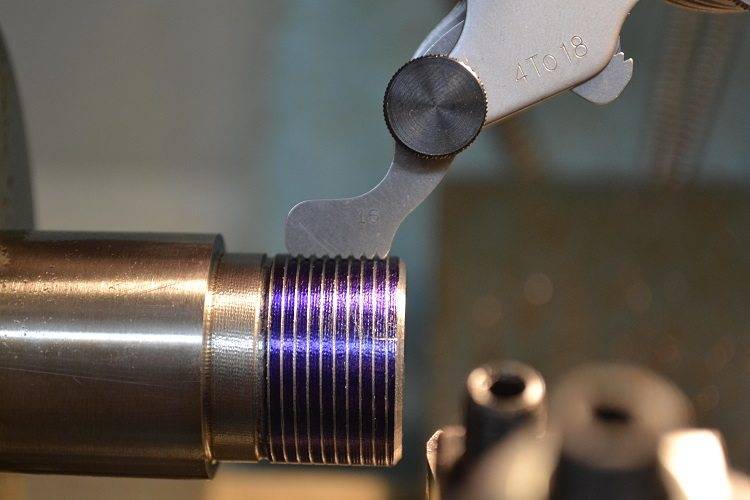
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.





