

Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
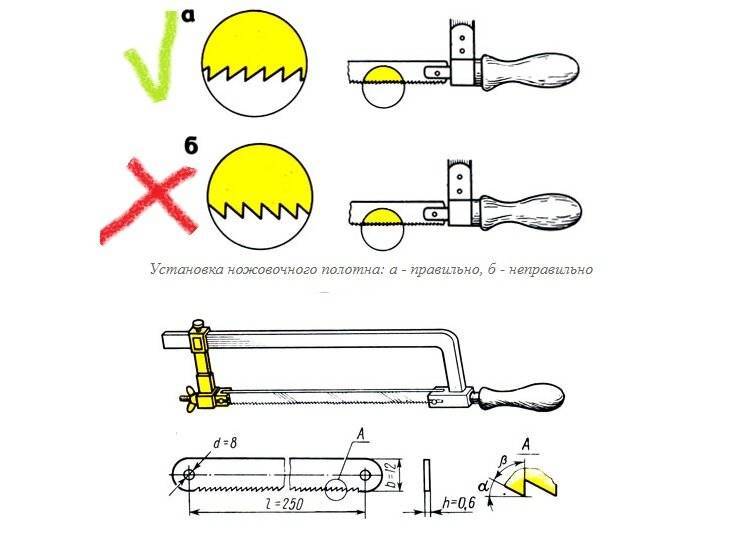
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.

По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.

Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Критерии выбора инструмента
Не стоит забывать о том, что следует провести выбор ножовки по металлу в соответствии с рекомендациями, так как допущенные ошибки могут стать причиной приобретения низкокачественного изделия. Даже незначительные дефекты уменьшают эксплуатационный срок. Основные критерии выбора инструмента по металлу заключаются в нижеприведенных моментах:
Форма зуба выбирается в зависимости от наклона режущей кромочной детали. В большинстве случаев при производстве создается классическая форма, так как она является универсальным вариантом.
Довольно важным параметром назовем шаг расположения зубьев. Слишком большое количество приводит к уменьшению производительности и повышению качества среза. Многие производители указывают этот параметр как один из основных, показатель может варьировать в весьма широком диапазоне.
Длина полотна выбирается в зависимости от размеров заготовки, а также самого инструмента по металлу. Этот показатель варьирует в пределе от 300 до 700 мм
На момент выбора следует уделять внимание тому, чтобы на поверхности не было существенных дефектов. Даже после незначительного изгибания изделие должно восстанавливать свою форму.
Рукоятка выполняется в самых различных вариантах исполнения
Специалисты не рекомендуют отдавать предпочтение изделиям с полой рукояткой, так как она может быстро сломаться. На момент выбора рекомендуют взять изделие в руки, оно должно быть удобным. Рукоятка в последнее время изготавливается из двух материалов, за счет комбинирования обеспечивается длительный эксплуатационный срок. Рифление на поверхности снижает вероятность соскальзывания на момент эксплуатации.
Тип применяемого материала при изготовлении основной части. Чаще всего используется сплав, характеризующийся повышенной устойчивостью к воздействию влаги. За счет этого существенно увеличивается эксплуатационный срок.
Натяжение полотна может проводится самым различным образом. От особенностей применяемого механизма во многом зависит удобство применения устройства, а также срок службы используемого полотна.
При выборе также уделяется внимание функциональности. Как ранее было отмечено, некоторые механизмы позволяют проводить наклон полотна или изменение длины режущей части.
В заключение отметим, что ножовка по металлу является базовым инструментом. Даже после появления болгарки она пользуется большой популярностью, так как может прослужить в течение длительного периода и позволяет проводить обработку труднодоступных мест. Рекомендуется отдавать предпочтение продукции известных брендов, так как она прослужит в течение длительного периода.
Классификация ножовок по типу ручки
Пилы по металлу могут оснащаться различными типами рукоятки:
- Пистолетного типа
- Прямая
От типа хвата рукоятки зависит как удобство работы с пилой, так и легкость манипулирования пильным полотном. Принято считать, что пистолетная ручка обеспечивает удобство хвата. А ручка прямого типа дает возможность более точно направлять пильное полотно.
Если перед мастером стоит задача обработки заготовок с повышенной точностью, то лучше всего, конечно же, взять пилу с прямой ручкой. Если к точности обработки заготовке предъявляются какие-то особые требования, то лучше всего взять пилу с традиционной пистолетной ручкой.
Слесарная электроножовка
Если вам редко приходится резать длинные листы, то покупка специальных инструментов для резки металла себя не оправдывает.
Иметь обычную электрическую ножовку вполне достаточно. Более удобна машинка с электронным регулированием частоты ходов, позволяющая согласовать скорость резания с материалом и с ножовочным полотном. Большинство имеющихся в продаже электрических ножовок мощностью 300-400 Вт режут заготовки из конструкционной стали толщиной от 5 мм и из алюминия — до 15 мм. При выполнении длинных разрезов ведите машинку по опорной планке.
Берегитесь стружек
Электрические ножовки передвигаются тяговым усилием, то есть толчок(собственно режущее движение) происходит при перемещении полотна вверх. Металлическая стружка летит, следовательно, тоже вверх. Поэтому защищайте глаза предохранительными очками, а руки — рукавицами! Не будьте легкомысленными!
Длинные прямые разрезы хорошо выполнять слесарной ножовкой с электроприводом. Машинку нужно вести медленно и без нажима.
Как превратить «Дружбу-2» в «Дружбу-1» – пилим в одиночку!
Увы, далеко не всегда нужный друг, он же напарник для распилки, окажется рядом. А работать в одиночку двуручным инструментом – настоящее издевательство над нервами. Однако ничего не мешает превратить двуручный инструмент в пусть и довольно массивный и тяжелый, но все же одноручный! А именно – в лучковую пилу.



Обычно ручки в пилах особо не закреплены – в этом нет надобности, да и затачивать будет неудобно. Вместо них нужно вставить длинные палки, между которыми вставляем поперек рейку нужного размера, чтобы они не сломались от давления. Верха палок соединяем веревкой, которую скручиваем, как жгут, обеспечивая высокое натяжение полотна. Благодаря такому приспособлению двуручный инструмент стал совершенно независимым от двух человек, и вполне сгодится для работы в гордом одиночестве.
Рекомендации
Ножовки по дереву классифицируют не только по цели использования, они ещё могут различаться и по другим критериям.
- Длина полотна. От того, какое количество зубьев располагается на лезвии пилы в ряд, зависит комфорт работающего, поскольку при большей длине совершается меньшее количество пилов, а забивается зуб на такой пиле с меньшей интенсивностью. Существует общий закон, гласящий – длина ножовочного полотна по дереву должна быть вдвойне больше, чем предмет, который пилят.
- Размер зубов. Размер напрямую влияет на время распила и обратно пропорционален его качеству. Мелкой ножовкой делаются качественные и чистые резы, но с меньшей скоростью и с приложением больших сил. Пила же с крупным зубом тратит меньше времени на пиление, зато даёт рваный край реза и шероховатую его поверхность. Обычно параметром зубов ножовок по дереву зарубежных производителей является TPI (teeth per inch или «зубов на дюйм»), то есть чем больше режущих кромок располагается на 1 дюйме полотна, чем больше величина TPI, тем зуб мельче.
Стоит обратить внимание на таблицу соответствия дюймов к миллиметрам
Форма зуба. Этим параметром определяется, как будет идти рез относительно древесного волокна вида дерева и векторов прилагаемых усилий (от себя или на себя). Кроме того, существуют ножовки для универсального пиления, которые имеют зубья разных видов.
Марка стали, из которой изготовлено полотно ножовки
Сталь классифицируется по многим параметрам, но стоит обратить внимание лишь на то, каким образом сталь обрабатывалась – калёная, не калёная либо комбинированная (закалённой является не вся ножовка, а только её зубцы).
Предлагаем ознакомиться Как заморозить лисички на зиму свежими: способы заморозки При заточке зубьев полотно ножовки зажимается так, чтобы не больше сантиметра зуба выступало над тисками. При заточке рекомендуется выбирать треугольное сечение напильника/надфиля. Чтобы обеспечить должное качество, при заточке нужно следовать следующей последовательности:
- заточить левую кромку каждого чётного (дальнего от работника) зубца;
- переустановить полотно, повернув его на 180 градусов;
- снова наточить левую кромку каждого чётного зуба, которые опять окажутся в дальнем ряду;
- закончить режущую кромку и заострить зубцы.
Стоит обратить внимание, что под углом в 90 градусов закрепляют продольные либо универсальные пилы. При затачивании используется ромбовидный напильник
Работу с ним осуществлять нужно исключительно горизонтально. В результате заточенные кромки иногда имеют задиры. Такие заусенцы нужно сглаживать напильником с самой мелкой насечкой либо абразивным бруском, имеющим минимальную зернистость.
Насколько качественно заточены зубья ножовки, проверяют следующим образом:
осторожно провести рукой вдоль полотна – если кожей чувствуются заострённая грань и отсутствуют заусенцы, задиры – всё в порядке;
по оттенку – хорошо наточенные грани при падении на них света не бликуют, они должны быть матовыми;
пробное распиливание – ножовка должна идти прямо, распиленный материал должен иметь гладкую, ровную поверхность, растрёпанные волокна должны отсутствовать;
чем более мелкую насечку имеет инструмент – тем острее будет наточена пила.
Стоит обратить внимание на следующие советы профессионалов:
- рекомендуются к использованию только качественные наборы инструментов, применяющиеся исключительно в целях затачивания зубьев пил;
- на каждый зубец должно приходиться равное число движений напильником/надфилем; это правило действует, даже если возникло впечатление, что надо повторить проход;
- в процессе одного прохода запрещена смена руки и угла, под которыми движется инструмент, пока не будет пройдена полностью одна сторона полотна ножовки;
- запрещается менять сторону напильника/надфиля, то есть проходить каждую сторону необходимо одной и той же стороной инструмента;
- соблюдение правильной геометрии каждого режущего сегмента ножовки по дереву даёт существенные положительные эффекты – и долговечность использования, и износостойкость, и малую потерю отходов материала, и ровный пропил.
Можно сказать, что обработать (развести и заточить зубья) такой простой инструмент, как пила-ножовка в домашних условиях собственноручно не так уж и сложно. Соблюдая общие правила, обладая определёнными практическими навыками и самыми простыми приспособлениями, вполне можно дать инструменту своими руками вторую жизнь и избежать дополнительных затрат, покупая новую столярную пилу.
Как наточить ножовку в домашних условиях, смотрите в следующем видео.
Характеристики
ГОСТ 6645-86 – эталон, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это узкая, узкая пластинка с отверстиями, расположенными в противоположенных концах, на одной стороне размещены режущие элементы – зубья. Пилки делаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
Зависимо от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластинки определяется по расстоянию от центра 1-го отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет последующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Недлинные ножовки используются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, также для выполнения филигранных типов работ.
ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для 2-ух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние меж сквозными отверстиями 250±2 мм, длина пилки не выше 265 мм.
- Одинарные 2 типа. Расстояние от 1-го отверстия до другого 300±2 мм, длина пластинки до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластинки — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих частей:
- для одинарной пластинки первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов меняется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, владеющего достаточной шириной, достигаются достаточно длинноватые пропилы: каждый резец пилки снимает опилки, заполняющие стружечное место, пока вполне не выйдет острие зубца.
Величина стружечного места определяется от шага зубца, фронтального угла, заднего угла. Фронтальный угол выражается в отрицательном, положительном, нулевом значениях. Величина находится в зависимости от твёрдости обрабатываемого изделия. Пилка с нулевым фронтальным углом имеет КПД ниже по сопоставлению с фронтальным углом, имеющим значение больше 0 градусов.
При разрезании более жестких поверхностей используются пилки с зубьями, которые заострены под огромным углом. Для мягеньких изделий показатель может быть ниже среднего. Ножовочные полотна, снаряженные более заостренными зубцами, являются самыми износоустойчивыми.
Тип пилы классифицируется на проф и домашний инструмент. 1-ый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
2-ой аспект по выбору полотна для ножовки — это материал, из которого сделано изделие.
Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.
Крепкость пилке обеспечивает процедура жаркой термической обработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.



Перепад по твердости сказывается на чувствительности изделия к извивам полотна во время выполнения работы либо установки пилки в инструмент. Для разрешения этой трудности был принят эталон, регламентирующий характеристики усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превосходить 60 кг при работе пилкой с шагом зубцов наименее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, используются для работ с мягенькими материалами, не отличаются стойкостью, стремительно приходят в негодность.
Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место меж пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются знаками HSS, отличаются хрупкостью, высочайшей ценой, но более устойчивые к износу режущих частей. На сегодня полотна HSS вытесняются биметаллическими пилками.
Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали способом электронно-лучевой сварки. Сварка применяется для моментального соединения 2-ух видов металла с сохранением твердости рабочих зубьев.
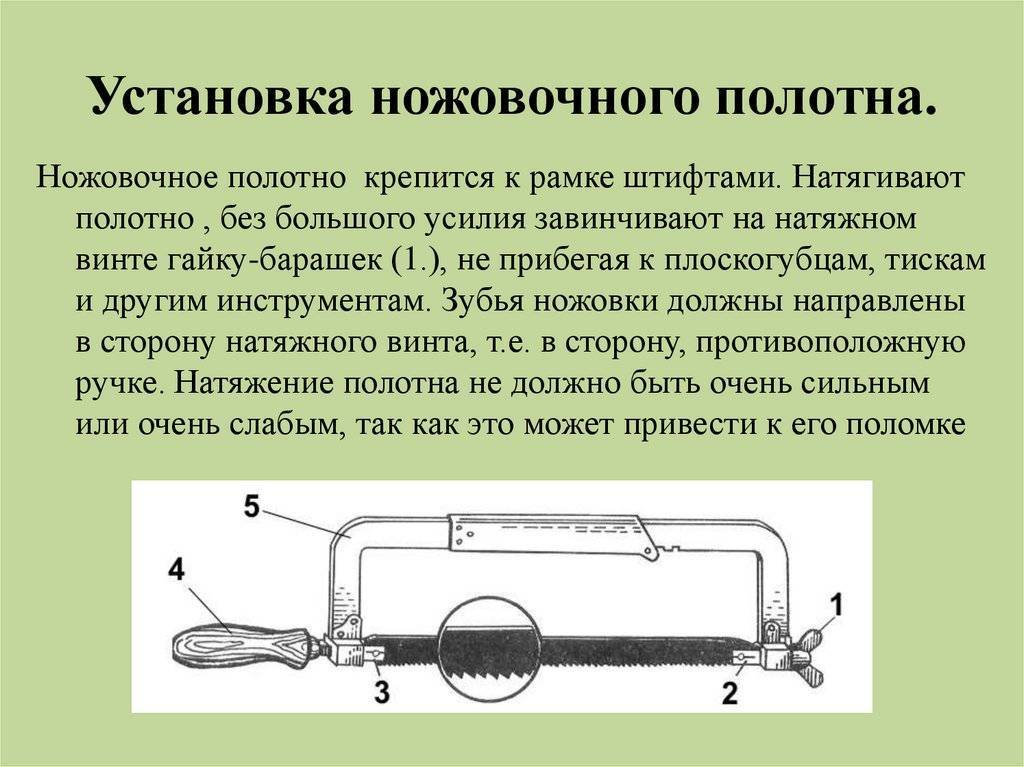
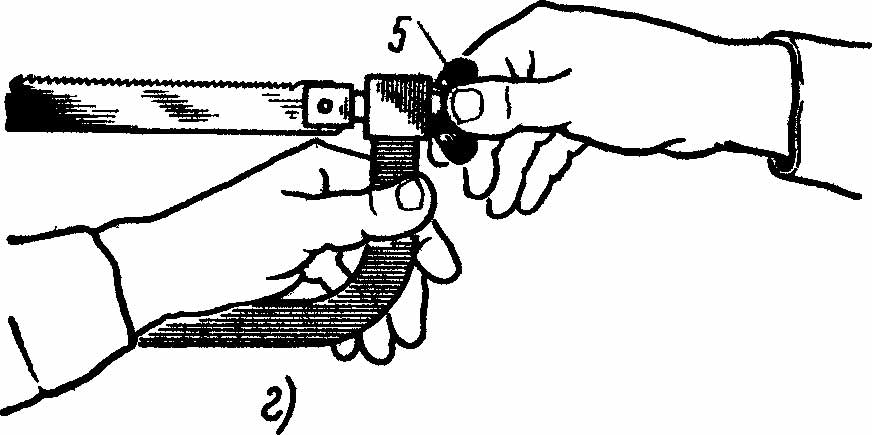
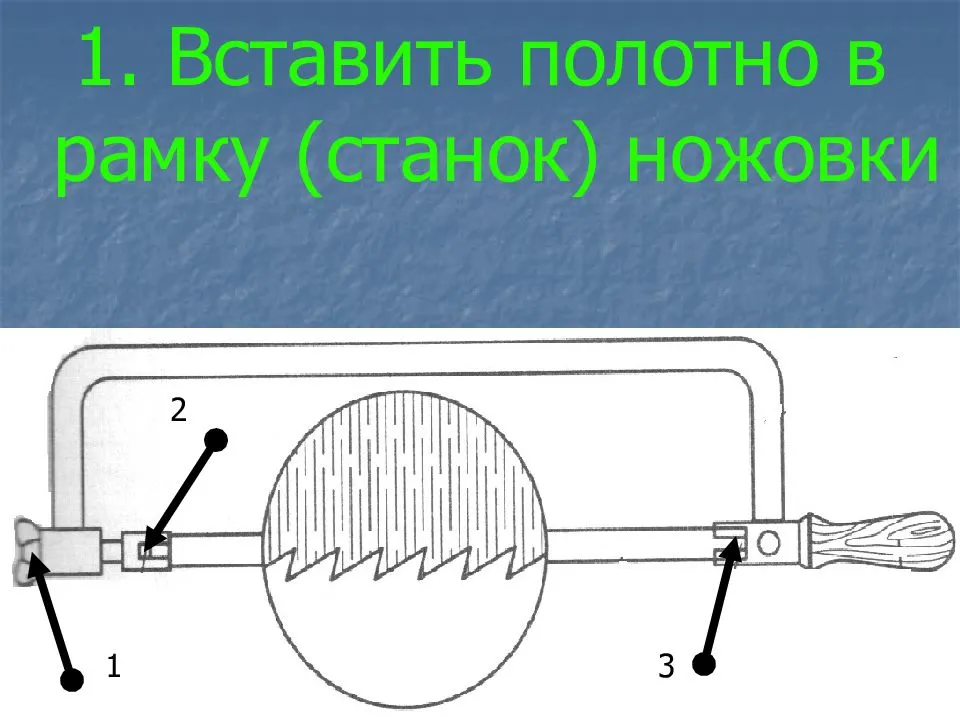
Как установить полотно на ножовку по металлу?
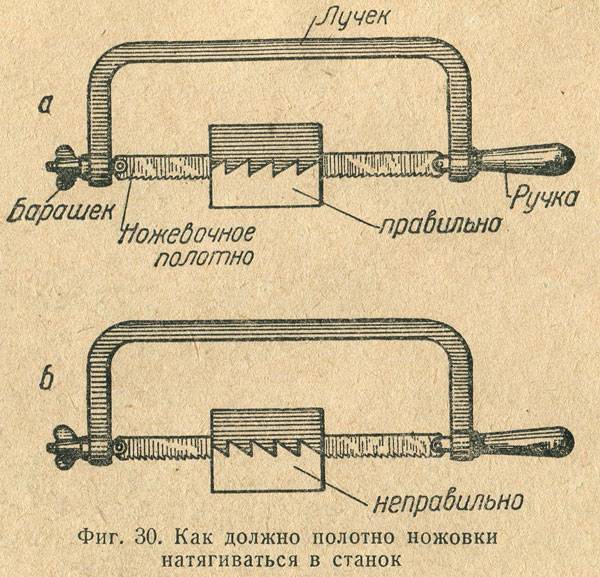
Способ установки определяется конструкцией системы крепежа на самой ножовке. В случае резьбового зажима пилка надевается на соответствующий выступ, слегка натягивается, и затем фиксируется при помощи барашковой гайки. При резких изменениях нагрузки на ножовку такое крепление придётся периодически проверять. У ножовок, обладающих устройством рычажного типа, процесс установки и замены упрощается: достаточно просто выдвинуть рычаг, располагающийся в стороне, противоположной ручке ручной ножовки, надеть полотно, и вернуть рычаг в исходное положение.
При правильной затяжке полотно должно издавать лёгкий звон и немного вибрировать. При работе такое полотно не должно изменять направление своего перемещения под нагрузкой.
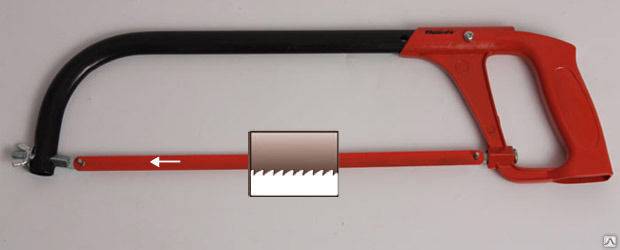
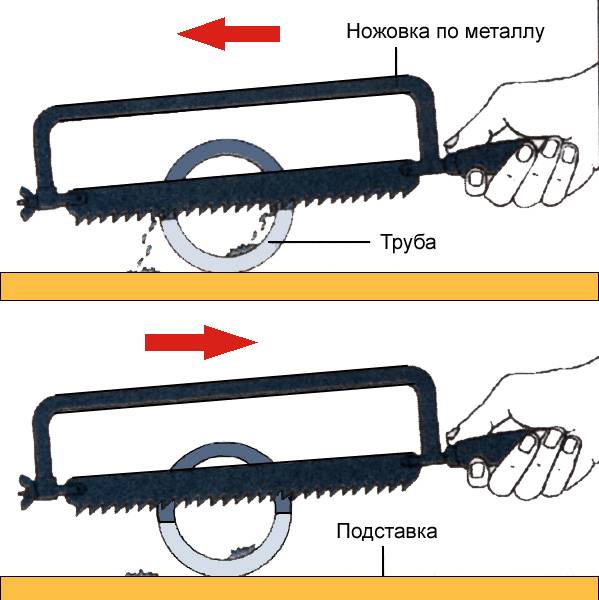
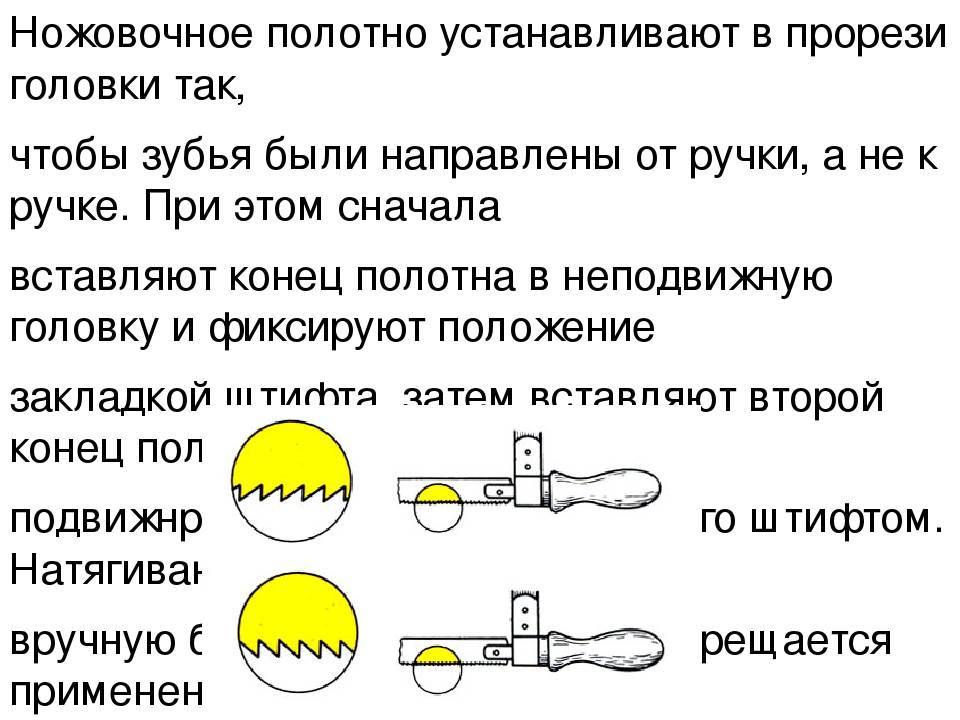
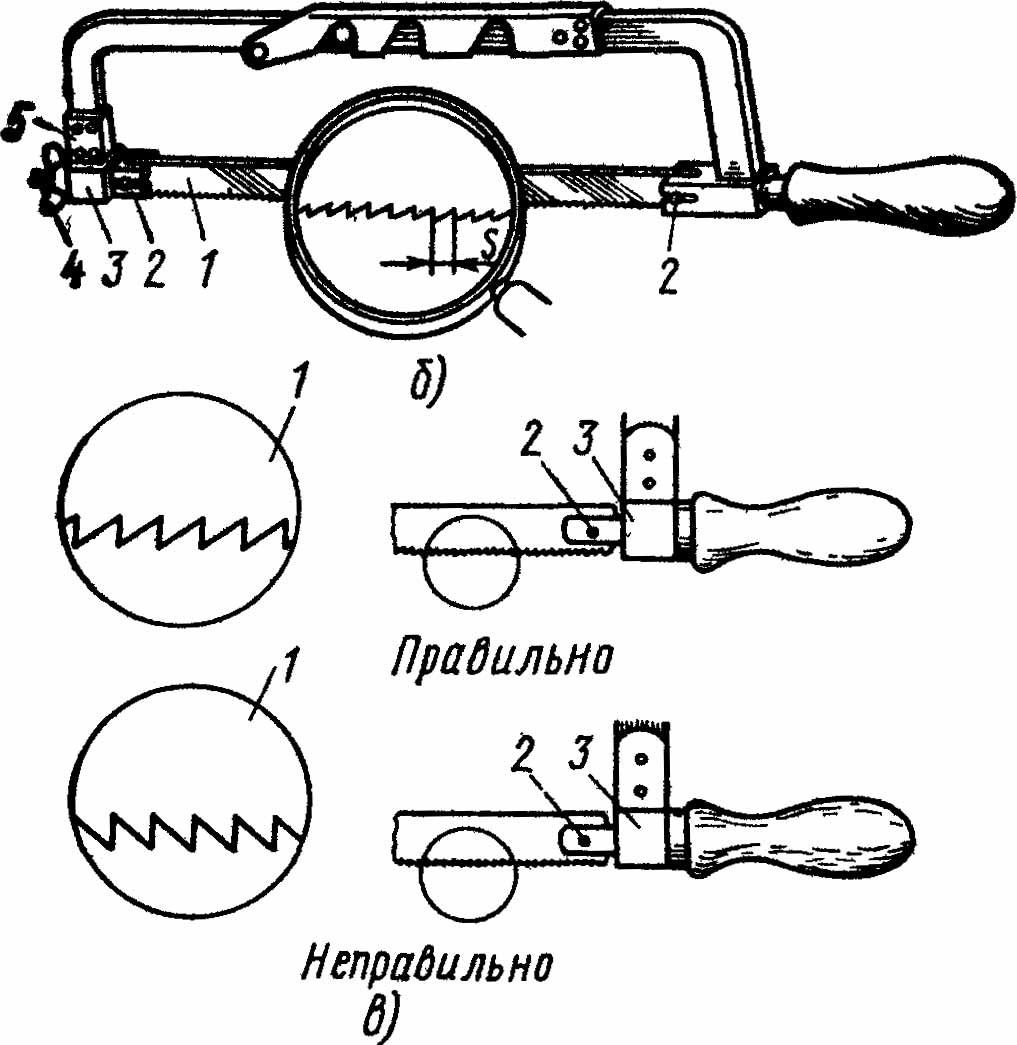
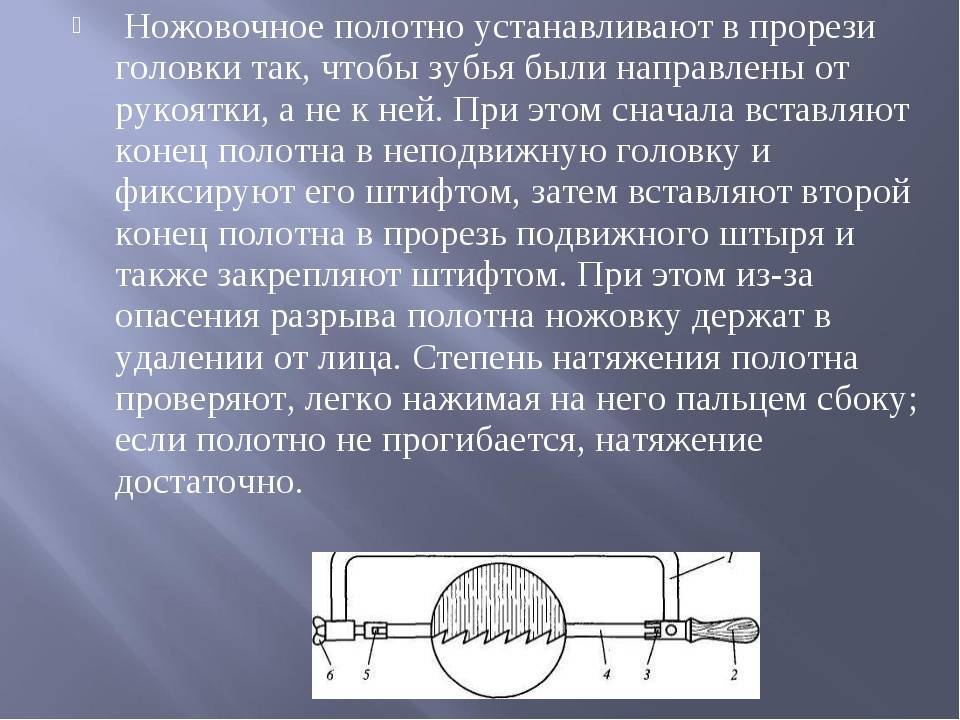
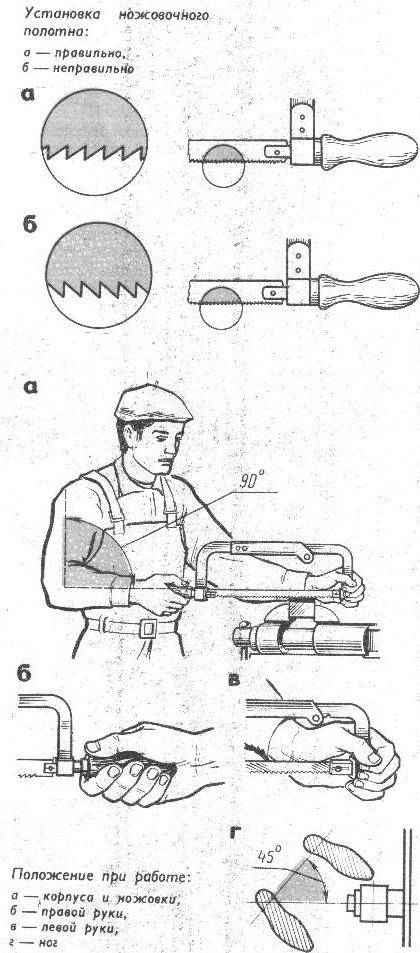
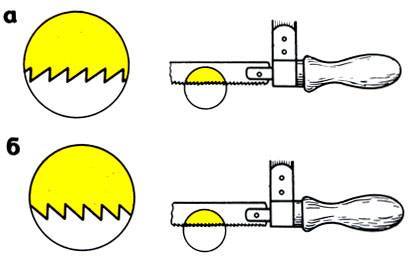
Для односторонних полотен важно правильно позиционировать направление зубьев. Их наклон должен быть направлен от рукоятки
Большинство работающих производит основное рабочее движение по направлению от себя, когда и выполняется рез металла. Обратное движение предназначено только для возврата ножовки в первоначальное положение. При попытке резать металл и во время холостого хода геометрия зубьев, неприспособленная к подобным нагрузкам, будет отрывать зуб от основания, и в результате полотно может разрушиться. Это явление особенно характерно для алмазных полотен.
В последнее время популярны так называемые биметаллические полотна (обозначение – BIM), когда на основную ленту из закалённой конструкционной стали типа сталь 45 наваривается полоса быстрорежущей стали. Здесь всё решает качество: для пилок китайского производства марка металла чаще всего не гарантируется (как, впрочем, и качество наварки), поэтому при работах с прочным металлом нередки случаи расслаивания биметаллических полотен.
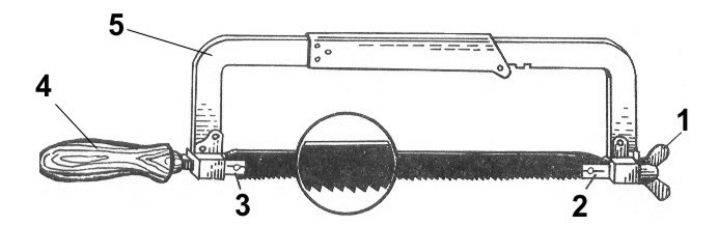
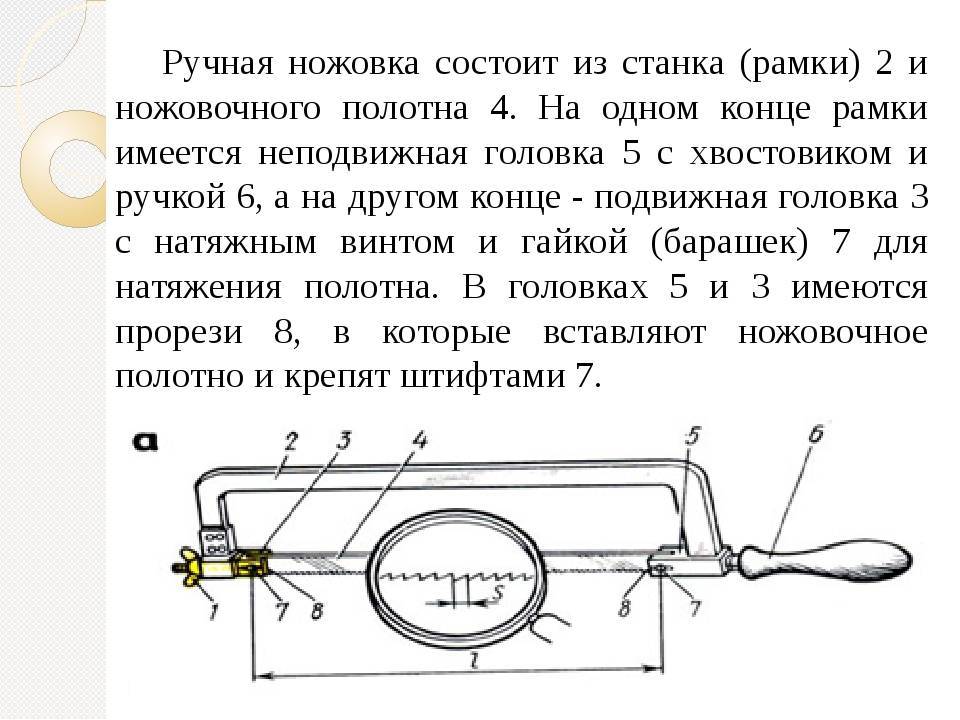
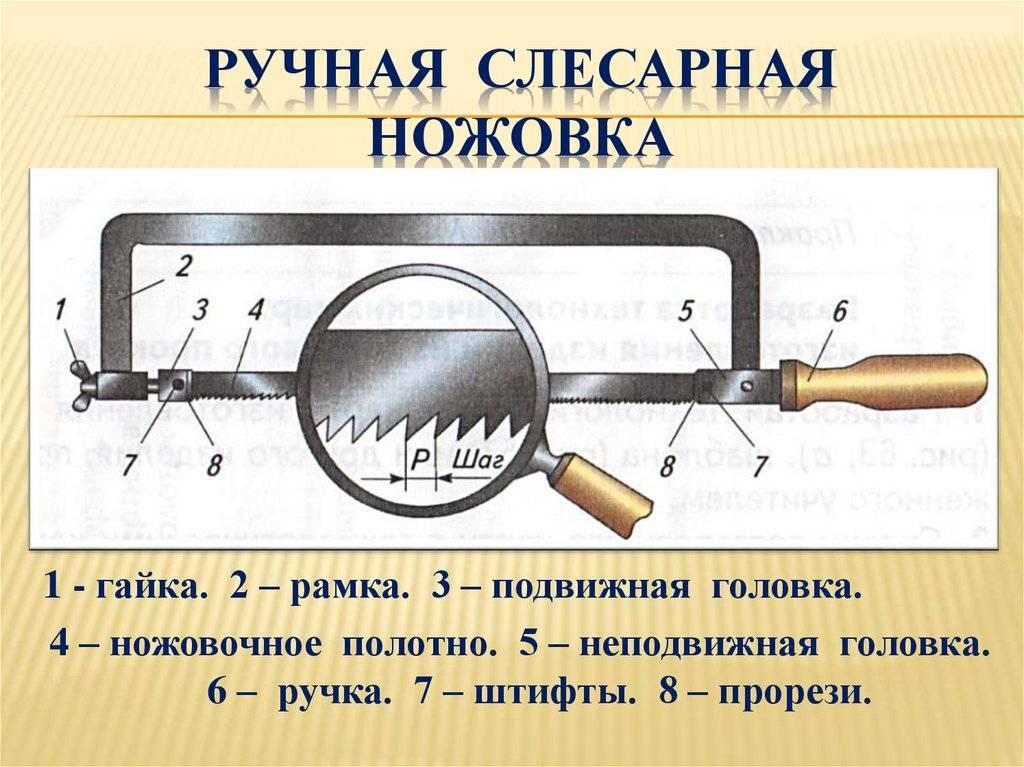
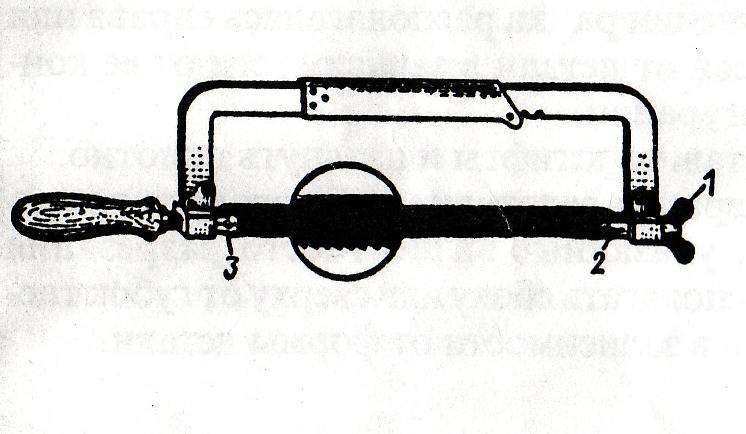
Ножовка применяется для создания сквозных пропилов на плотных материалах, выполненных из металла, прорезания шлиц, обрезки контурных изделий. Слесарный инструмент выполнен из ножовочного полотна и станка основания. Один конец рамы оснащен статичной зажимной головкой, ручкой для удержания инструмента, хвостовиком. Противоположная часть состоит из подвижной головки и винта, натягивающего режущую пластину. Головки ножовок для металла оснащены прорезями, в которые устанавливается рабочее полотно, фиксирующееся штифтами.
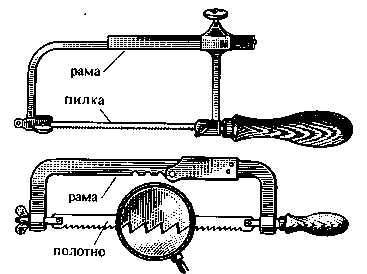
Рамки выполняются в двух формах: раздвижные, позволяя закреплять рабочее полотно любой длины, и цельные.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
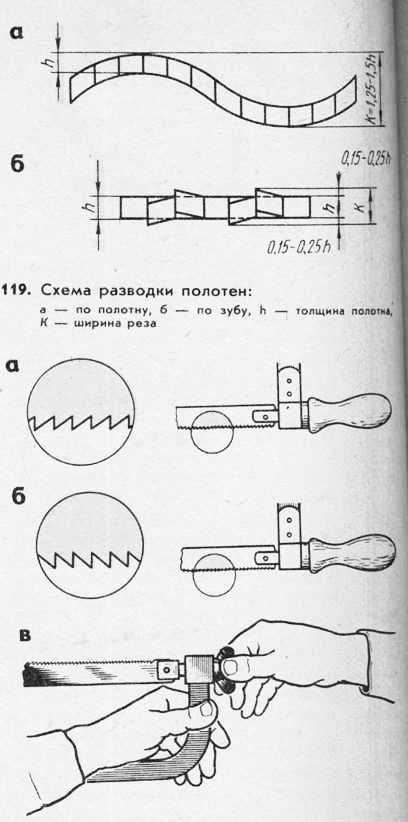
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм.Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
Отрез ножовкой по кривой косильной лески
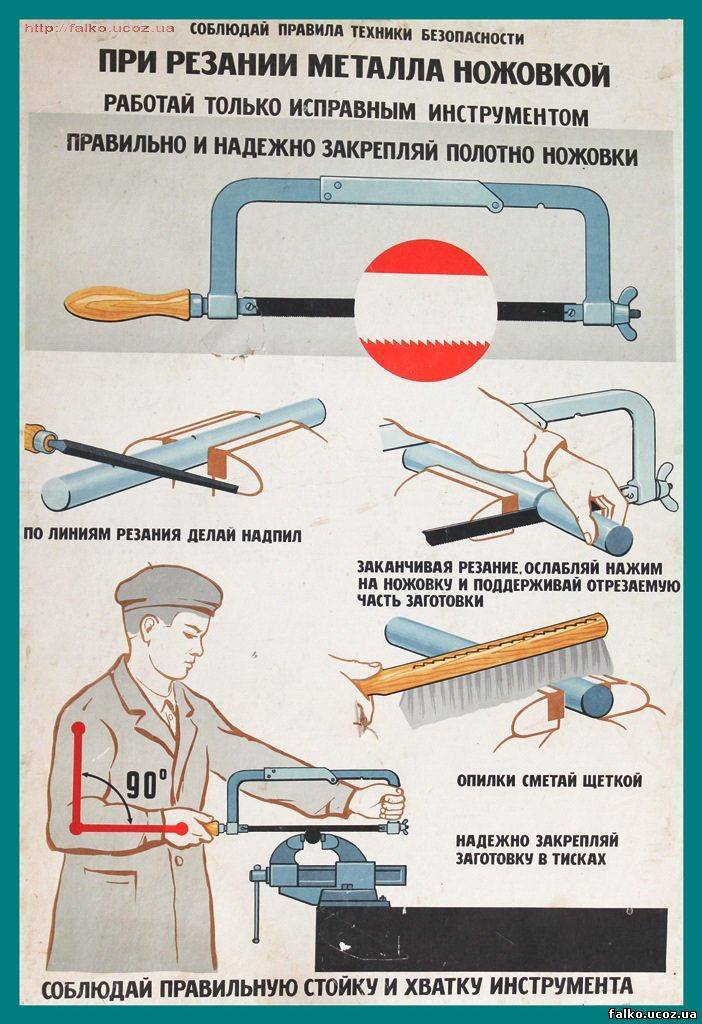
Ножовка для металла ценна также тем, что она позволяет выполнять отрез практически по любой кривой косильной лески. Для того, чтобы резать по дуге, не прекращая поступательных движений ножовкой, выровняйте её перпендикулярно торцу материала детали (т.е. угол наклона 90 градусов) и постепенно плавно поворачивайте дугу ножовки, чтобы полотно следовало намеченной косильной лески. Да, леску отреза всегда обязательно отметить чем угодно – карандашом, маркером, процарапать гвоздём. Главное, чтобы её было видно, когда будете работать. Поворот полотна нужно делать максимально нежно и плавно, иначе оно сломается; повороты – это экстрим для полотна ножовки по металлу.
Если нужно сделать резкий поворот, скажем, на 90 градусов, Вам прийдётся практически “топтаться на месте”, продолжая пилить и плавно поворачивать дугу ножовки, периодически отступая назад, чтобы не уйти далеко от места поворота, используя при этом для поворота полотна ту сторону материала, которая внешняя для детали.
Чтобы вырезать внутренний угол, сначала нужно высверлить прямую леску тонким сверлом длиной чуть больше ширины полотна, продеть полотно в этот паз и резать дальше ножовкой. В-общем, практика покажет, как это делается. Ничего сложного здесь нет.
На рисунке ниже показан ещё один способ применения ножовки по металлу. Для этого метода нужно переустановить полотно, повернув его на 90 градусов.
Полотна ножовочные по металлу
Конструкция ножовки по металлу
Конструкция механической ножовки по металлу включает в себя корпус и пилку. Первый состоит из:
- рамы, на которую устанавливается ручка для закрепления полотна;
- регулятора натяжения пилы (эта часть имеет выемку для вставки сменной детали и винт с гайкой, вращением которой осуществляется натяжение).
Разновидности ножовок, характерные особенности изделий
Ножовка является столярно-слесарным инструментом, она представляет собой разновидность пилы. Главное ее назначение состоит в выполнении распила заготовок и изделий из разного материала.
Ножовки по металлу могут быть ручными и электрическими
Пилы подразделяются на ручные приспособления и электрические ножовки. Последний вариант оснащен двигателем, при помощи которого обеспечивается быстрая и менее трудозатратная работа. Такая сабельная ножовка может быть представлена в виде сетевого или аккумуляторного инструмента. Первый тип устройства работает от электрической сети. Данная ножовка является довольно мощным прибором. Единственным ее недостатком считается наличие шнура, который ограничивает площадь действия.
Сабельные инструменты можно разделить на электрические ножовки по металлу, по дереву и по камню, их полотна отличаются длиной, формой, размером и количеством зубьев.
Аккумуляторная ножовка является более мобильным устройством, которое работает от аккумулятора. Такой тип приспособления характеризуется меньшей производительностью. Одного заряда батареи не хватает для длительной эксплуатации инструмента.
В зависимости от назначения различают ручные ножовки по дереву и по металлу. Первый тип устройств состоит из рабочего полотна, оснащенного острыми зубцами, и рукоятки для удобного захвата. Этот инструмент нередко используется для распила гипсокартона и газобетона.
Ручные ножовки могут быть как по металлу, так и по дереву
Ручная ножовка по дереву может быть классической, выкружной и шиповой. Первый вариант применяется для продольного или поперечного реза заготовки. Зубцы полотна имеют треугольную форму и располагаются с шагом 1,5-6,5 мм. Чтобы повысить эффективность пиления, следует изучить информацию о том, как наточить ножовку.
![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://labequip.ru/wp-content/uploads/6/1/b/61b98006be1e4de243ee93dffd302a9e.jpeg)
Выкружная пила используется для вырезания криволинейных деталей, что обеспечивается благодаря узкому полотну с мелкими зубцами, которые могут располагаться как с одной, так и с двух сторон. Шиповое приспособление применяется для удаления выступающих пазов и шипов с целью получения чистого реза.
Ножовка по металлу является универсальным инструментом, который способен разрезать заготовку из любого материала, включая пластик, дерево, пенопласт, газобетон и т. д. Рабочее полотно у таких пил имеет мелкие зубцы, благодаря чему рез получается более аккуратным, чистым. В процессе работы образуется мелкая стружка.
Ручная ножовка по металлу: конструкция инструмента
Инструмент для работы с металлом имеет простую конструкцию. Он похож на скобу, между концами которой в натянутом положении зафиксировано полотно. Приспособление состоит из рамы, режущего элемента и рукоятки.
Конструкция ножовки: 1 – стойка; 2 – рамка-держатель; 3 – хвостовик; 4 – ручка
Рама предназначается для крепления полотна. Она может быть выполнена из разных материалов. Для распила плотных металлических заготовок применяются рамы, изготовленные из композитов высокой прочности. Конструктивное исполнение элемента определяется исходя из условий его использования. Если часто возникает необходимость производить распил в труднодоступных местах, следует приобретать небольшое приспособление, которое дает возможность регулировать наклон полотен.
Режущая часть представлена тонкой стальной лентой. Полотно установлено в раму таким образом, чтобы зубчики находились с противоположной стороны от рукоятки. Оно является самым хрупким элементом конструкции, поэтому при выполнении распила требуется действовать особо внимательно и аккуратно, поскольку небрежное отношение может привести к поломке изделия.
На режущем полотне располагаются зубчики клиновидной формы
При выборе приспособления следует обратить внимание на то, подвергались ли резцы закалке, благодаря которой увеличивается срок эксплуатации и производительность инструмента. Это также будет влиять на решение вопроса, как заточить ножовку (с информацией можно ознакомиться в интернете)
Предпочтение лучше отдавать каленым, выполненным из никелированной стали и имеющим темный окрас или биметаллическим, окрашенным в любой тон вариантам.
Удобство и безопасность при эксплуатации ножовки по металлу обеспечивается рукояткой
Рукоять является важной деталью инструмента, благодаря которой обеспечивается удобство и безопасность при эксплуатации ножовки. Лучшей является двухкомпонентная ручка, которая оснащена прочной резиной и специальными мягкими вставками
Рукоять может быть размещена сбоку или сверху ножовки.
Конструкция ножовки по металлу
Самым всераспространенным и более обычным приспособлением для выполнения работ с металлом, это, является особая ножовка по металлу, что снаружи отличается от ножовки по дереву. Ножовка по металлу нередко используется при строительно-ремонтных работах, когда необходимо точно и аккуратненько распилить не слишком огромные из дерева и железные заготовки.
Конструкция ножовок по металлу является достаточно обычной: ножовочное узенькое полотно растянуто меж 2-мя концами железной П-образной скобы. Рабочей частью схожей пилы выступает тончайшее полотно с зубьями, а работать с таким инвентарем нужно только 2-мя руками. Система крепления полотна бывает 2-ух видов: зажим резьбовой. при таких обстоятельствах натягивается полотно и дальше фиксируется гайкой с барашком, механизм рычажный. когда полотно устанавливается и снимается с помощью специального рычажка.
Ножовки, в каких применяется 2-ой метод установки и натяжки полотна, это, дороже первого варианта по причине собственной универсальности, кроме того быстроты установки и снятия полотна. Основным преимуществом ножовок по металлу будет то, что в противоположность электроинструмента, при помощи ножовки по металлу конечно работать на месте поломки, по той причине что не нужна электросеть. Посреди иных преимуществ ножовок по металлу. простота в боте, обслуживании и маленькой вес.
Полотен для ножовок продаются достаточно множество. И, это, цена полотен тоже отличается. Стоимость ножовки по металлу находится в зависимости от типа полотна и количества зубьев на дюйм (биметаллические как еще его называют с калеными зубьями). Биметаллические полотна изредка ломаются, более гибкие и дороже стоят каленых полотен.





