Тактика ловли карася с использованием пружинной кормушки
При использовании пружины для ловли карася подойдет как рассыпчатая, так и вязкая прикормка. Ею наполняется кормушка и делается несколько забросов для стартового закорма. Поводки с крючками при этом не крепятся. Когда закорм произведен, можно установить пружину меньшего размера с поводками.
Прикормку уплотняют в кормушке, чтобы она вымывалась не быстрее 10 минут. Осталось насадить на крючки приманку и забросить оснастку в прикормленное место.
Удочка устанавливается на подставку, леска натягивается, монтируется сигнализатор поклевки. Фрикционный тормоз ослабляется, а при наличии байтраннера его следует включить. Теперь можно удобно располагаться и ожидать поклевку рыбы.
Для ловли карася на небольшой глубине и короткой дистанции лучше применять небольшие пружинки из тонкой проволоки 1-2 мм. Если требуется дальний заброс с большой глубиной в точке ловли, то лучше устанавливать крупные модели из проволоки 2,5-3,5 мм. Имея широкую линейку кормушек, рыболов без труда подберет оптимальную пружину для ужения в конкретном месте ловли.
Специально для Самоделки FISH – Щетько Сергей Викторович , Беларусь, Столбцы
Технологический процесс изготовления пружин.
Пружины и рессоры обычно работают в условиях многократных повторных нагружений. Такие детали должны обладать высокими упругими свойствами и выдерживать при эксплуатации большое число повторных нагружений без поломок и без осадки. Последнее означает, что при снятии нагрузки пружина или рессора должна полностью восстанавливать свои первоначальные размеры и форму. Многочисленными исследованиями установлено, что на долговечность работы пружин и рессор большое влияние оказывает качество и чистота обработки поверхности. Риски, волосовины, царапины и другие дефекты поверхности недопустимы, поскольку они резко снижают работоспособность таких деталей. Пружины небольших размеров навиваются из твердой холоднотянутой проволоки диаметром до 6—8 мм. Проволока изготовляется из углеродистой стали и упрочняется путем особой термической обработки — патентирования. По существу это сочетание изотермической закалки с холодным волочением. После такой закалки проволока приобретает структуру сорбита и затем протягивается последовательно через несколько отверстий (фильер). Диаметр отверстия немного меньше диаметра проволоки, протягиваемой через него. В результате проволока постепенно утоняется до нужных размеров. Уменьшение диаметра проволоки происходит путем пластической деформации, которая сопровождается наклепом. Благодаря этому проволока приобретает высокие упругие и прочностные свойства.
После навивки пружин из такой проволоки термическая обработка нужна только для снятия напряжений, возникших при навивке. С этой целью проводится отпуск при 200—250 °С с выдержкой в течение 20 мин.
Для изготовления пружин небольших и средних размеров наряду с патентированной проволокой используется проволока, полученная методом деформационного упрочнения, который разработан на Горьковском автозаводе. Он заключается в том, что проволоку из сталей 45, 65Г и др. подвергают вначале нормализации, а затем холодному волочению. Из такой проволоки навивкой изготовляют пружины, а затем нагревают их до 280—300 °C и выдерживают в течение 20—40 мин. При этом происходит процесс, называемый деформационным старением, в результате которого получается необходимое упрочнение проволоки. Аналогичным образом можно изготовлять рессоры, производя вместо волочения холодную прокатку листов.
Пружины средних и больших размеров, а также рессоры изготовляют из легированных сталей 50Г, 60С2 и др. Углеродистые стали вследствие их низкой прокаливаемости не используются. Кремнистые стали имеют повышенную прокаливаемость, но склонны к обезуглероживанию. Марганцовистые стали обладают также повышенной прокаливаемостью, но в то же время склонны к трещинам при закалке.
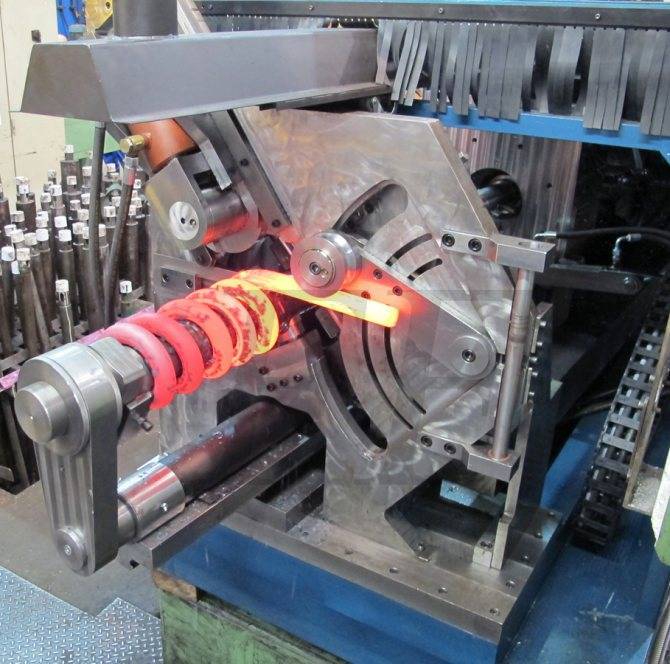
Навивка пружин средних и больших размеров производится из прутков в горячем состоянии. После этого следует термическая обработка.
При этом рекомендуется руководствоваться следующими правилами:
1) нагрев пружин под закалку нужно проводить в горизонтальном положении либо подвешивать их на приспособлении типа елочки; в противном случае пружина под тяжестью собственной массы может дать осадку;
2) пружины растяжения, имеющие витки, прилегающие вплотную один к другому, нужно зажимать или обвязывать так, чтобы их не развело при нагреве;
3) длинные пружины малого диаметра во избежание коробления перед нагревом надо насаживать на оправку;
4) пружины в закалочную жидкость во избежание коробления нужно погружать в вертикальном положении;
5) независимо от марки стали закалку производить в масле;
6) для получения равномерных свойств отпуск пружин лучше проводить в селитряных ваннах, а если в камерных электропечах, то обязательно с вентиляторами;
7) проводить отпуск на твердость HRC 40—47.
Технологический процесс изготовления пружин больших размеров включает следующие операции: горячую навивку; разводку витков на заданный шаг; закалку; отпуск; шлифовку торцов; очистку. При механизированном производстве пружин можно совместить нагрев под навивку и закалку.
Основная трудность при изготовлении пружин — предупреждение коробления при закалке. С этой целью применяют оправки. При изготовлении пружин небольших размеров оправку применяют при отпуске. Если: такая пружина при закалке покоробилась, то при насаживании на оправку перед отпуском она выпрямляется, и в условиях нагрева при отпуске размеры ее фиксируются по оправке. Пружину больших размеров, покоробленную при закалке, трудно зафиксировать на оправке перед отпуском. В таких случаях следует производить закалку на оправке. Однако при этом конструкция оправки должна обеспечивать достаточно полный доступ закалочной жидкости к пружине.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.

Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.

Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Физические основы термообработки
Нагрев и охлаждение пружин из металла/сплава сопровождаются фазовыми превращениями, при которых происходит изменение структуры материала и характеристик, важных для эксплуатации изделий.
К нагреву стоит относиться очень ответственно, поскольку с повышением температуры и времени ее воздействия, в частности, происходит повышение интенсивности окисления поверхности изделий, что приводит к образованию окалины.
Перегрев приводит к приобретению металлом крупнозернистой структуры и снижению пластичности, дальнейший нагрев опасен пережогом – а это уже неисправимый брак.
Холодный вариант изготовления
Технология навивки пружин на токарных станках в РФ является более предпочтительной. Вызвано тем, что горячий способ просит значительных расходов связанных с приобретением очень дорогого дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, созданных для направления железной нити на вращающейся катушке.

Вид зависит от формы пружины (цилиндрической, бочкообразной или конусообразной). Устройство для натяжения и направления проволки продемонстрировано в виде 2-ух крутящихся роликов. Причём верхний имеет винт, который дает возможность настраивать натяг и направление. При холодной завивке пружин берется металл с нужными качествами, из него делают необходимую деталь. В конце проводят термическую обработку с целью спасения от внутренних стрессов.
Сама технология выглядит так. Проволоку из стали подают через рейку, установленную на суппорте оборудования, а конец крепится зажимом на оправке. Роликовое устройство делает натяг железной нити, который важен во время изготовления изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, применяемого материла, находится в границах 10 – 40 м/мин. Кол-во витков подсчитывается зрительно или счетчиком. По завершении поделка подлежит мехобработке.






Это может быть технология торцовки для пружин сжатия шлифовальными кругами на специализированных автоматах или на промышленных точилах. На изделиях иного профиля технологичные концы подлежат обрубке или обрезке, применяя специализированное устройство и подходящий инструмент. Готовый продукт подвергается термической обработке в электрических печах.
Технология термообработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для остальных, также и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытуют на соответствие технологическим показателям (растяжение, сжатие, изгиб, кручение). Если понадобится или с согласия заказчика делается повторная обработка (гальваническое, лакокрасочное или иное покрытие).
Холодный вариант изготовления
Технология навивки пружин на токарных станках в РФ является более предпочтительной. Вызвано тем, что горячий способ просит значительных расходов связанных с приобретением очень дорогого дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, созданных для направления железной нити на вращающейся катушке.

Вид зависит от формы пружины (цилиндрической, бочкообразной или конусообразной). Устройство для натяжения и направления проволки продемонстрировано в виде 2-ух крутящихся роликов. Причём верхний имеет винт, который дает возможность настраивать натяг и направление. При холодной завивке пружин берется металл с нужными качествами, из него делают необходимую деталь. В конце проводят термическую обработку с целью спасения от внутренних стрессов.
Сама технология выглядит так. Проволоку из стали подают через рейку, установленную на суппорте оборудования, а конец крепится зажимом на оправке. Роликовое устройство делает натяг железной нити, который важен во время изготовления изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, применяемого материла, находится в границах 10 – 40 м/мин. Кол-во витков подсчитывается зрительно или счетчиком. По завершении поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия шлифовальными кругами на специализированных автоматах или на промышленных точилах. На изделиях иного профиля технологичные концы подлежат обрубке или обрезке, применяя специализированное устройство и подходящий инструмент. Готовый продукт подвергается термической обработке в электрических печах.
Технология термообработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для остальных, также и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытуют на соответствие технологическим показателям (растяжение, сжатие, изгиб, кручение). Если понадобится или с согласия заказчика делается повторная обработка (гальваническое, лакокрасочное или иное покрытие).
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
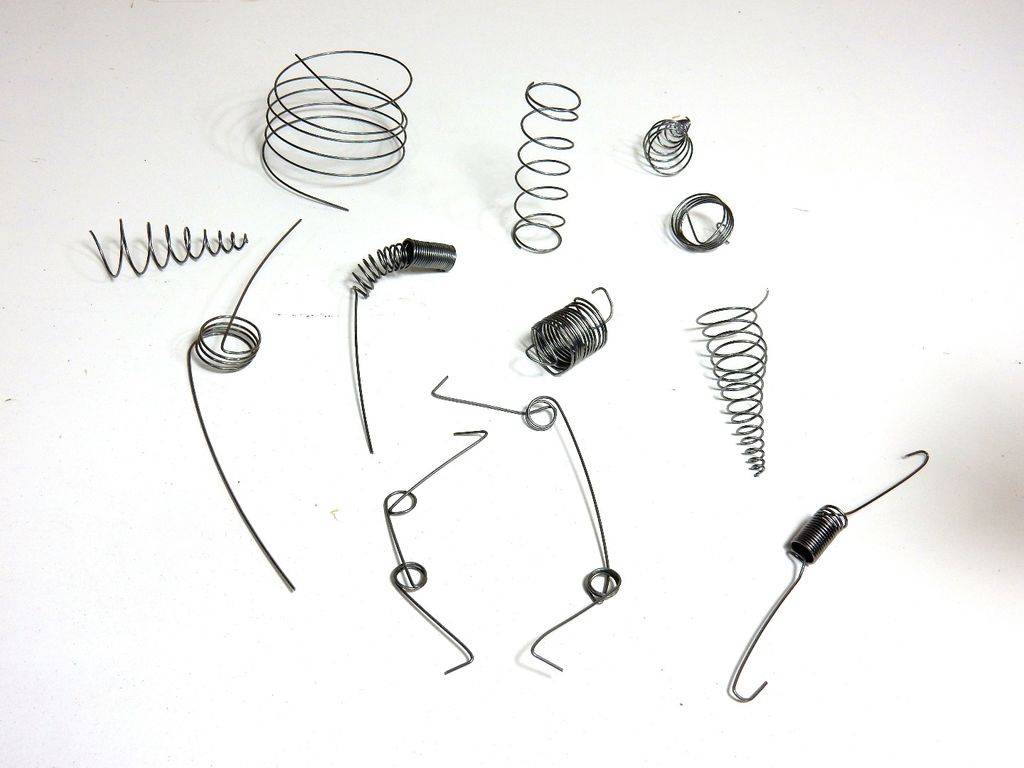
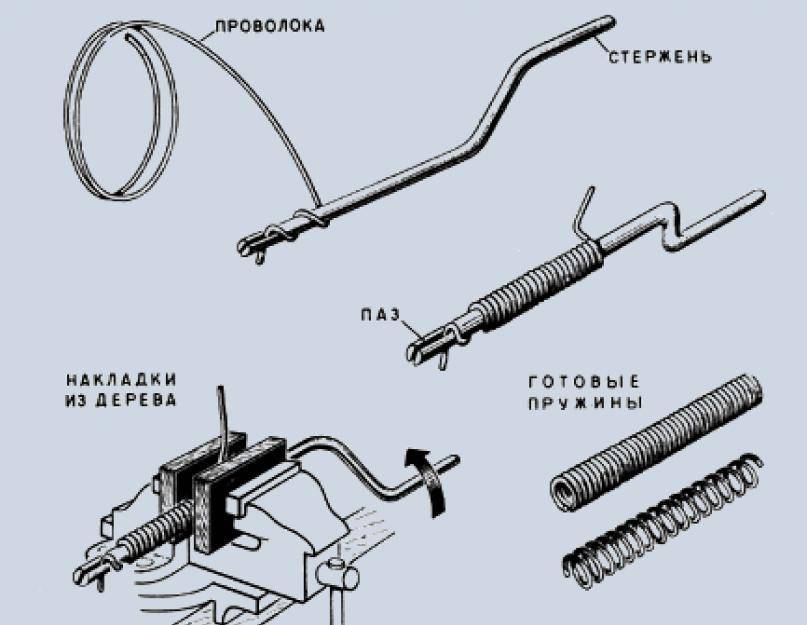
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
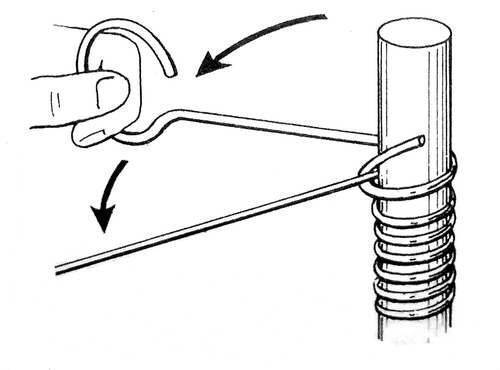
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.







Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Пошаговая инструкция
Шаг 1 Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Шаг 4
Шаг 4
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
| Для изготовления пружин предварительно подготавливают заготовки на специальных прокатных станках. Из стального сплава прокатывается пруток требуемого диаметра, из которого позже изготавливается пружина. При производстве пружин первая операция, которая осуществляется, является подготовка прутка — заготовки будущей пружины. Выполняют непосредственную длину развертки прута, из которого изготовят пружину. Длина развертки для каждого типа пружин является индивидуальной величиной и выполняется на каждом предприятии, где изготавливают пружины . Эту операцию проводят при помощи специальных ножниц, которые могут рубить стальные прутки разного диаметра и разного состава. После этого готовые по длине развертки, пруты отправляются на устройство правки прутов. Этот технологический процесс имеет свои особенности. Характеристики готовой пружины должны находиться в определенных четко заданных пределах. По этой причине геометрия прутка должна находиться в четких пределах допустимых отклонений. Допускается только отклонение, связанное с самим процессом обработки изделия. После того как пруток прошел предварительную обработку проводят его обработку с использованием металлообрабатывающих станков. Для обработки прутка используют шлифовальные станки, которые обрабатывают пруток по наружному диаметру. Эти станки являются достаточно специфическими с бесцентровым шлифованием детали. Эти станки можно применять для обработки деталей, которые имеют длину превышающую их диаметр. |
Используя такие станки, проводят предварительную подготовку прутка перед навивкой. Используя станки, достигают определенной чистоты обработки поверхности. Для производства пружин требуется очень качественная обработка поверхности прутка во избежание появления в дальнейшем различных дефектов. Навивку пружины проводят на специальном оборудовании.
Процесс осуществляется при одновременном нагреве заготовки до 860-900 градусов по Цельсию. Благодаря повышению температуры значительно снижается сопротивление металла и одновременно происходит повышение предела пластической деформации, что позволяет получить готовое изделие, которое имеет строго определенную геометрию, влияющую на показатели готовых пружин.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Это интересно: Закалка топора в домашних условиях – видео, фото, нюансы
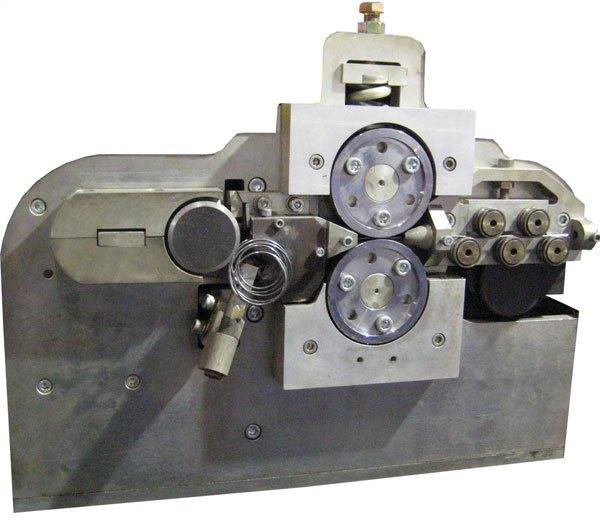
Производство пружин способом холодной навивки
Метод холодной навивки плоских или винтовых пружин является наиболее распространенным. Для этого обычно используются токарные станки или специальные пружинонавивочные станки с программным управлением. Возможна также ручная навивка, однако этот способ используется только тогда, когда надо изготовить детали поштучно или очень малыми сериями.
Процесс холодной навивки винтовых пружин на станках имеет определенные этапы:
- сначала проводится визуальный осмотр проволоки и ее рихтовка для выявления расслоений и иных дефектов;
- затем холодный пруток навивают на специальном стане, обрезают и обрабатывают торцы;
- в отдельных случаях проводятся процедуры закалки и отпуска готового изделия для снятия внутреннего напряжения металла;
- после на пружину может быть нанесено гальваническое покрытие в зависимости от предназначения изделия.
Как видно, некоторые этапы не являются обязательными, и их наличие во многом определяется технологическими параметрами будущей пружины.
У метода холодной навивки пружин есть ряд минусов:
- он подходит только для проволоки диаметром до 16мм;
- пропуск этапа отпуска изделия может отрицательно сказаться на качестве продукции;
- слишком твердые прутки могут ломаться при холодной навивке.
При этом данные недостатки компенсируются одним важным достоинством – сравнительной дешевизной метода и, как следствие, его распространенностью.
Особенности технологии
В зависимости от предусмотренного назначения таких деталей и их спецификации уместно говорить об особенностях технологии их производства. Изготовление изделий из материалов, имеющих круглое сечение, может быть выполнено путем холодной или горячей навивки. Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.







Кроме того, различие обуславливается применение различных видов термической обработки, что связано с необходимостью придать изделиям определенные характеристики.
Технология холодной навивки пружин без закалки
Навивка заготовок выполняется из проволоки, которая производителем заранее была подвергнута патентированию. Этот процесс представляет собой нагрев до температуры, превышающей интервал превращений, что отлично подготавливает материал для последующей холодной пластической деформации.
В сформированных навивкой заготовках обеспечиваются соответствие таких обязательных параметров, как:
- Диаметр (этот параметр может быть внутренним, средним или наружным).
- Количество предусмотренных витков (рабочих и общих).
- Шаг и размер по высоте изготавливаемой детали (учитываются изменения, возможные в результате последующей обработки).
- Правильность выполнения поджатия крайних витков.
Следующий этап – механическая отделка (торцевание), в процессе которой концевые витки (нерабочие) обрабатываются до образования поверхности, перпендикулярной оси. После этого производится термическая обработка – в данном случае – только низкотемпературный отпуск. Это придает постоянные упругие свойства и нивелирует созданные при навивке напряжения. Важный технологический момент – правильно определить температуру и время воздействия, ориентируясь на диаметр выбранного материала и требования стандартов. Термообработанные пружины подвергаются контролю и испытаниям на соответствие параметров требованиям чертежей.
Если по требованиям эксплуатации предусмотрено антикоррозионное покрытие, его нанесение становится последним этапом производства таких деталей. Только в том случае, если применялась гальваника, детали прогреваются для обезводороживания.

Технология холодной навивки пружин с закалкой и отпуском
Отличие данной технологии от описанной ранее начинается только на этапе термической обработки. Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Первым этапом термической обработки выполняется закалка: нагрев до определенной температуры (в зависимости от используемого материала), выдержка детали в течении указанного времени и принудительное (быстрое) охлаждение специальной среде, в основном в масле (иногда в воде, солевом растворе, других)
Важно: для нагрева пружин под закалку их располагают горизонтально во избежание просадки под собственным весом
Завершается термообработка отпуском – прогревом до сравнительно небольшой температуры и выдержкой строго определенное время для придания необходимых качеств.
После этого производится контроль таких параметров, как твердость, правильность сжатия/восстановления. Если предусмотрено технологией изготовления конкретной детали – применяется очистка пескоструем, упрочнение дробью, нанесение предотвращающего коррозию защитного покрытия.
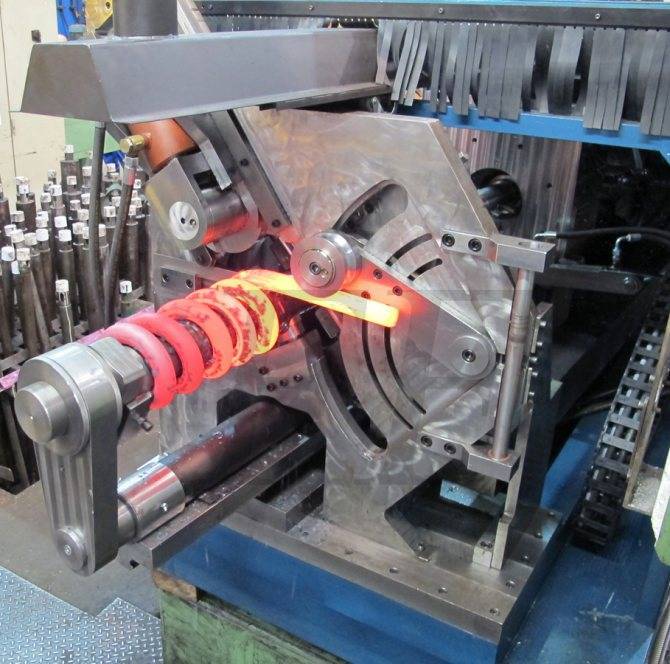
Технология горячей навивки пружин с закалкой и отпуском
Горячая навивка подразумевает предварительный прогрев материала в электрической или газовой печи (возможный вариант – применение токов высокой частоты).
Подготовленная таким образом заготовка подвергается навивке согласно требованиям техзадания, разводке, а также торцовке и доводке геометрических значений с помощью инструментов. После этого деталь подается на закалку, параметры которой определяются используемым материалом, а потом – на отпуск.
По окончании термообработки производится контроль параметров и, если это необходимо, обжатие, заневоливание, другие дополнительные операции и обработка поверхности. Завершается процесс производства окрашиванием и сушкой.