

Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
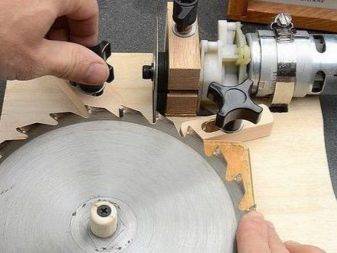
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
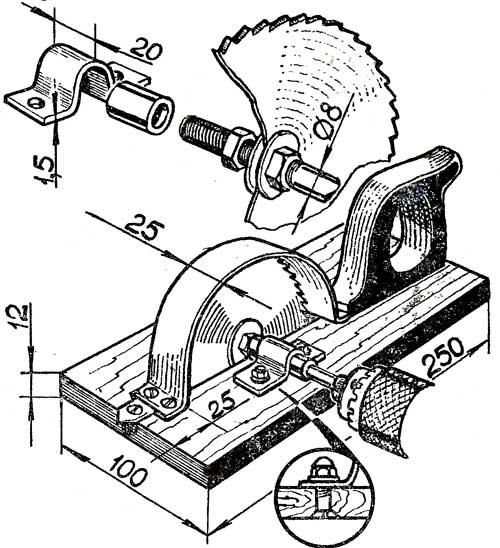
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Необходимость процедуры
Дисковые пилы нужны как в частном домовладении, так и на производстве. При строительстве дома, создании мебели, нарезании досок, бруса – везде требуется подобный инструмент. Правильная заточка циркулярной пилы требует практических навыков и знаний.
Циркулярные пилы выгодно отличаются от другого режущего инструмента:
- цепных;
- сабельных;
- продольных.
Дисковые циркулярные устройства обладают значительной производительностью, срок службы их также гораздо выше. Заточка дисковых пил – важный необходимый этап, без него инструмент не будет полноценно работать. Благодаря различным насадкам с твердосплавными напайками, а также победитовыми покрытиями раскрой может проводиться как с деревом, так и с металлами.
Чтобы заточить диски с различными насадками, требуется специальное оборудование. Если обработку диска сделать «по науке», это намного продлит срок его службы.
Своевременная заточка дисковых пил выполняется при нескольких явных признаках.
- Двигатель начинает испытывать лишние нагрузки. Причина простая – зубья затупились, и требуются дополнительные ресурсы для обработки материала. Существует опасность: при порче диска, если отсутствует реле выключения двигателя, станок может выйти из строя.
- Если на срезе образуются щербинки и сколы, а сам рез становится слишком широкий, то это верный знак – инструмент следует ремонтировать.
- Появляется посторонний запах горелого материала, а также видны на линии среза темные пятна.
- Увеличивается время, которое требуется для обработки детали.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
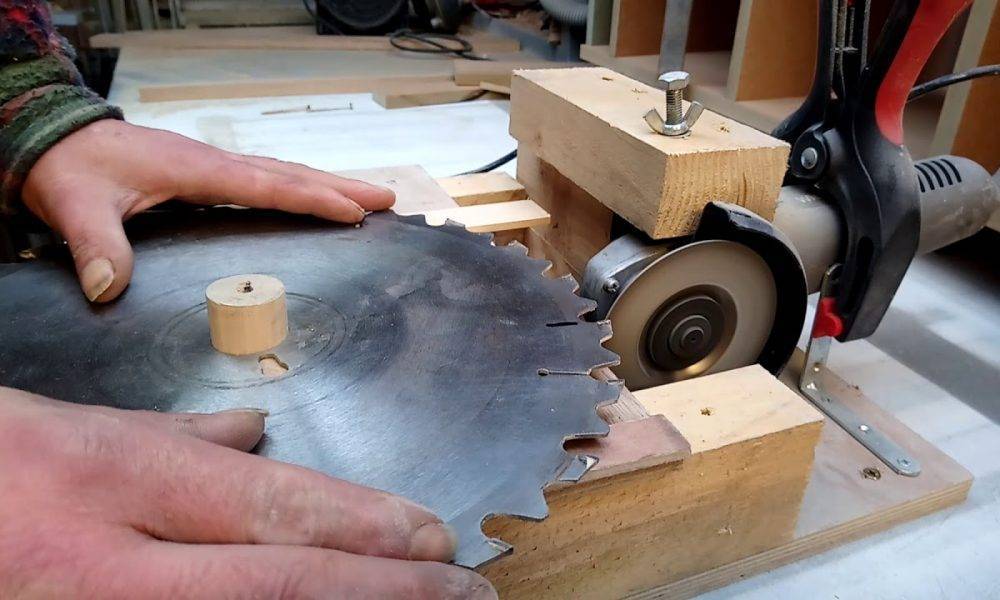
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
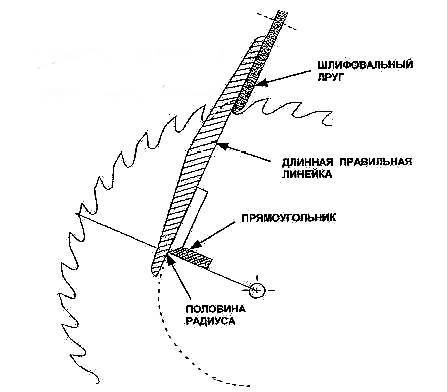
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.


Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
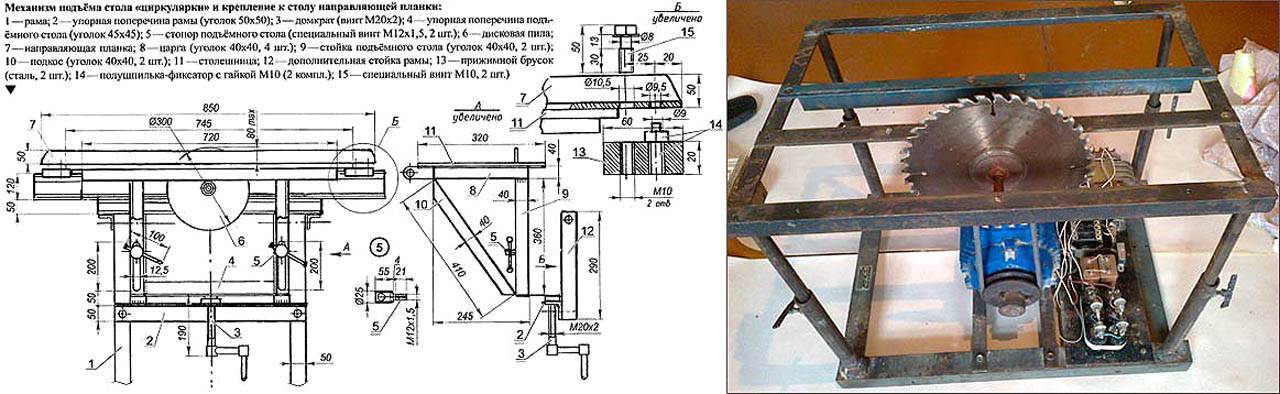
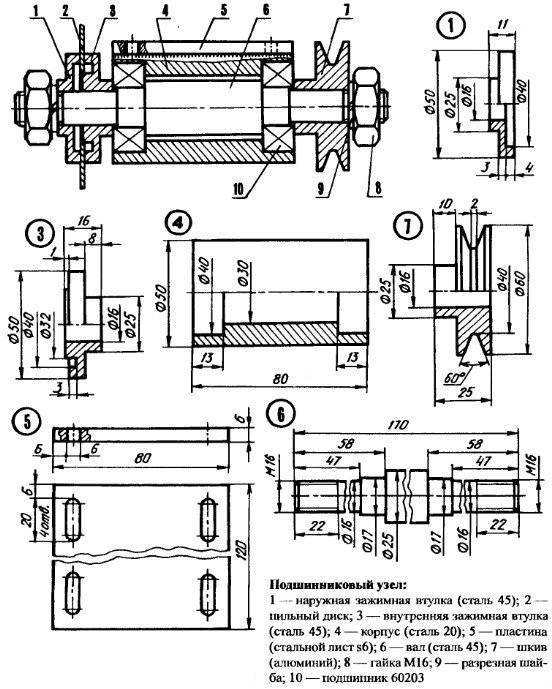
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.
Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
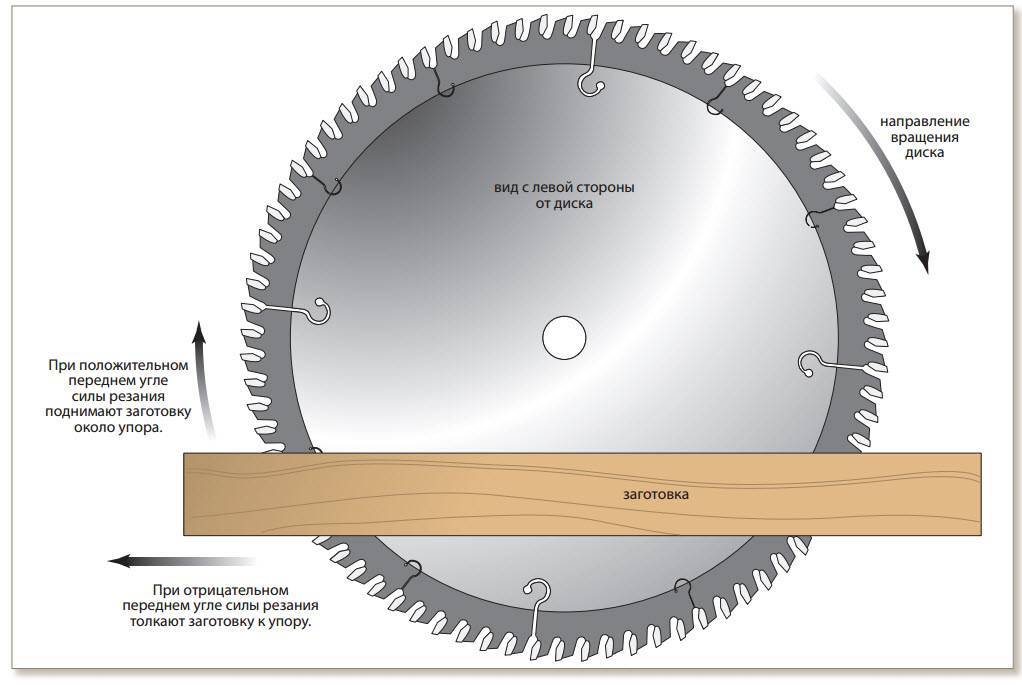
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.
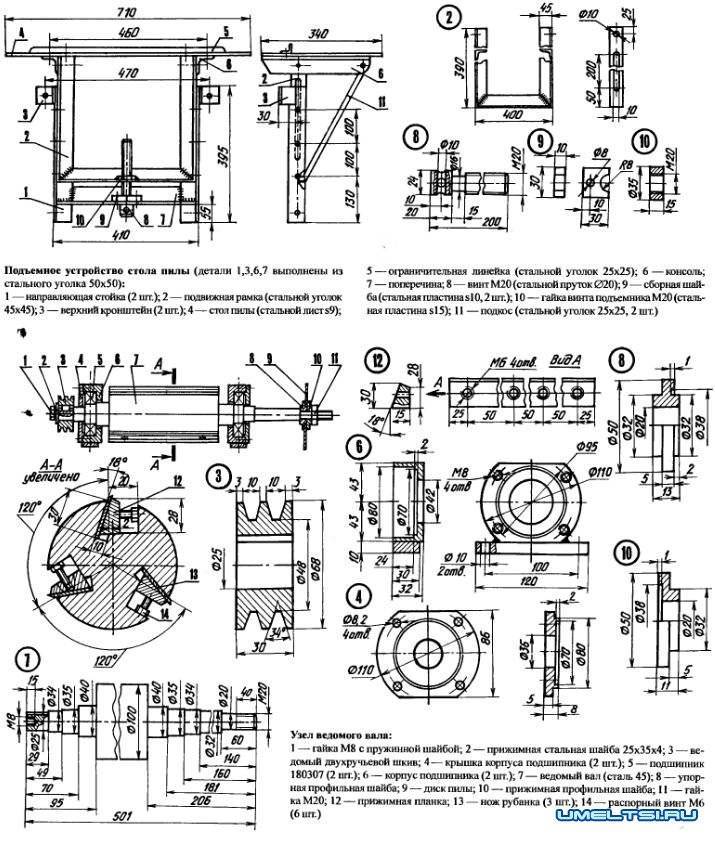
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.






Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
https://youtube.com/watch?v=Z4pivLmhAkY
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.

Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.

Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.

Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
- CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
- «Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
- «Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
- Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
- Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Как определить момент, что пора наточить ножовку?
Как определить, что пришло время заострить зубья инструмента.
Опытный хозяин знает, когда и как заточить ножовку, но простому обывателю не сложно определить этот момент самостоятельно. Как правило, изменяется звук, издаваемый при работе и однородность цвета режущей кромки.
Острые резцы отличаются равномерным износом режущей кромки.
На необходимость «подправить» пилу указывают следующие признаки:
• пиление идет тяжело и неравномерно; • срез получается неровный; • полотно часто застревает; • становится сложно удержать заданную траекторию.
Кроме того, затупленная ножовка часто застревает и приходится прилагать много усилий для завершения процесса.
Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.
Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.



Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
- А;
- В;
- С.
Сами плоскости также варьируются в различных сопряжениях.

Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.
Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:
- фанера;
- листы ПВХ;
- ДСП;
- ДВП.

Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.

Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.
Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.

Отличительные особенности профессионального оборудования
- Комплект оборудования станка работает при помощи контактной сварки, непосредственно оплавляя места износа как дисковых, так и ленточных пил;
- В процессе сварочных работ осуществляется полное удаление всех окислов и напаек в зоне шва;
- Программное обеспечение станков позволяет контролировать отжиг и сварку путем включения электронной системы отжига.
Глупо будет выбросить старый диск, так и не сделав заточки. Не у каждого получится заточить инструмент дома, или руки не дойдут или лени много. И так моим хорошим советом для ленивых, отдать пильные диски на заточку в специализированные мастерские, это на тот вариант, если дома не получится соорудить свой небольшой станочек для заточки.
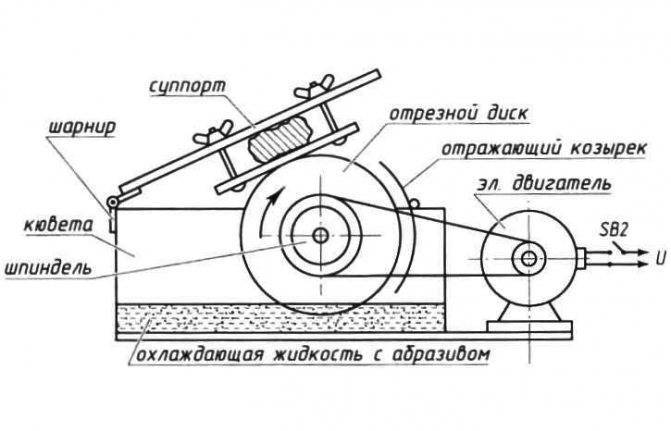
Данные заведения в свою очередь выставят вам кругленький счет на оплату, что вам соответственно не понравится. Услуги до воли дорогие, так как используется дорогостоящее оборудование. К примеру, я встречал мастерские, где использовали станок марки Vollmer. Данное оборудование отлично справляется с заточкой зубьев дисковых пил по задней и передней грани с использованием специальных абразивов и охлаждающих жидкостей.
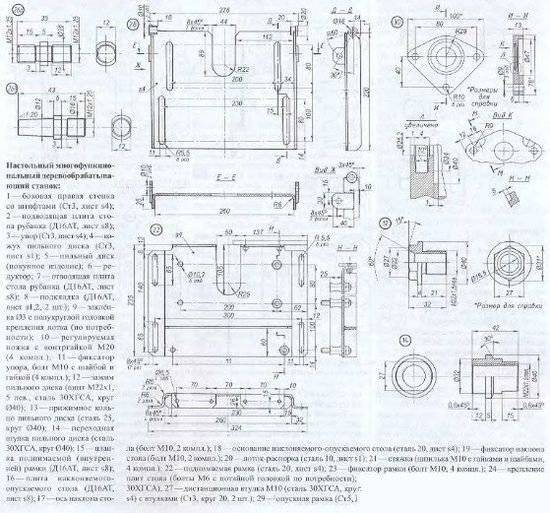
Варианты изготовления станка для работы по дереву
На сегодняшний день существует большое количество способов изготовления стационарной циркулярной пилы. В качестве привода для них используют угловые шлифмашинки, ручные дрели, шуруповерты, а также множество других инструментов.
Наиболее распространенными вариантами привода являются:
- привод от ручной дисковой пилы;
- станок с мотором от стиральной машинки.
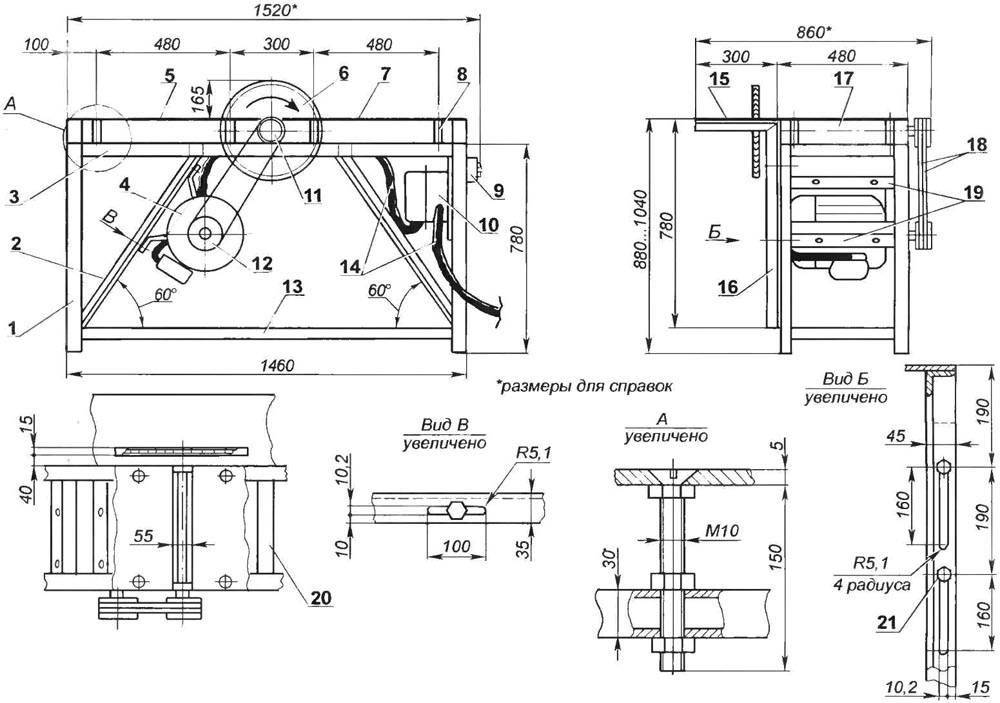
Как сделать стационарный распиловочный станок — пошаговое руководство
При изготовлении понадобится небольшое количество материала и ручного инструмента, которое, как правило, есть в обиходе каждого хозяина. К нему относится:
- деревянные бруски;
- лист OSB или фанеры;
- крепежные метизы;
- дрель с набором сверл;
- ручная дисковая пила.
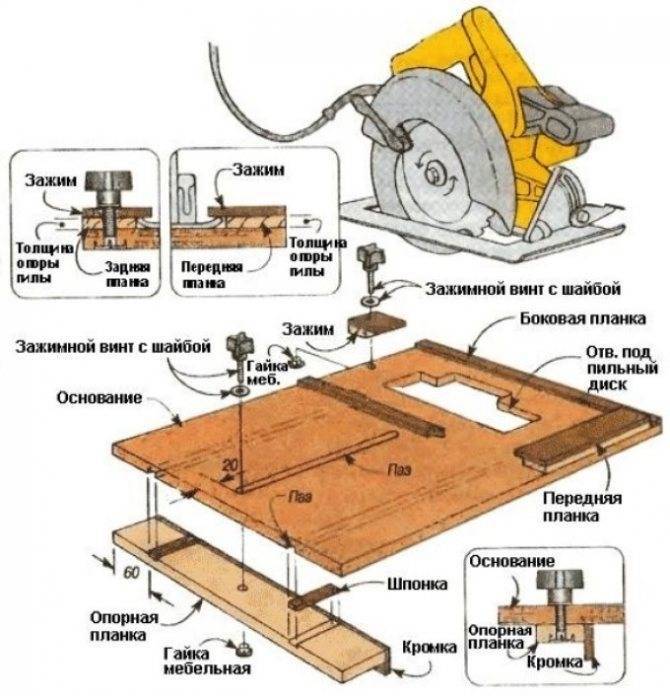
В качестве рабочего стола будет использоваться лист фанеры или OSB толщиной не менее 20 мм и размерами 1100 х 880 мм. Для изготовления стационарного станка для распила древесины необходимо выполнить следующие действия:
- Установить ручную дисковую пилу на место предполагаемой установки и обвести контур. После этого сделать углубление около 12 мм.
- По контуру углубления просверлить отверстия для крепежных болтов М8 и с их помощью зафиксировать ручную циркулярную пилу на обратном основании стола.
- Рядом с пилой установить розетку и подключив к ней пилу, сделать проточку, в которой будет находиться пильный диск.
- Из деревянного бруска сделать обрешетку периметра стола и ножки необходимой длины. В месте крепления пилы установить откидной короб, соорудив его из тонкой фанеры. В торце стола установить клавишу включения, предварительно соединив ее с розеткой.
- В одном из углов короба сделать отверстие для подключения пылесоса. Для фиксации шланга можно использовать пластиковый фитинг диаметром 50 мм.
- Короб фиксируется со столом при помощи металлических уголков и шурупов.
- Затем, поперек стола необходимо вырезать 2 продольных желоба для установки швеллера 150х100х10 мм. Так как рабочий стол будет покрыт листами ПВХ толщиной 4 мм, глубина проточек под швеллер должна равняться 6 мм.
- После этого можно приступать к изготовлению толкателей. В качестве направляющих, используются рейки из твердых пород древесины. Каркас толкателя можно выполнить из ламинированной ДСП толщиной 16 мм.
Посмотрев видео можно ознакомиться с детальной пошаговой инструкцией по изготовлению стационарной циркулярки из ручной дисковой пилы.
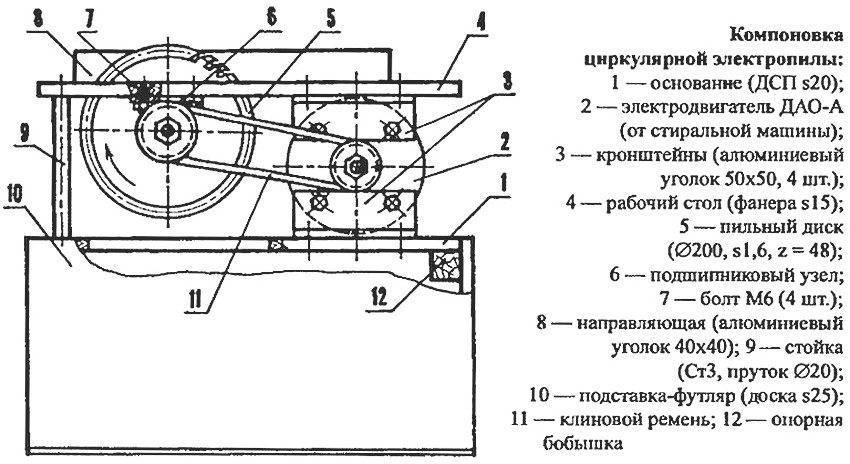
Самодельный отрезной станок с приводом от стиральной машинки
Еще одним распространенным вариантом является использование асинхронного двигателя от стиральной машины, в качестве привода пильного диска. Для бытового использования подойдет электромотор небольшой мощности, например двигатель от старой стиралки Малютка или любой современной машины — автомат.
Распиловочный станок из дрели в домашних условиях
Еще получается хорошая циркулярка с использованием ручной дрели. Затраты на материалы минимальные, а дрель есть почти у каждого в доме. Более подробно о всех нюансах и пошаговый алгоритм изготовления своими руками вы найдете в нашей статье о том, как сделать циркулярка из дрели.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.






Твердосплавный зуб пильного диска
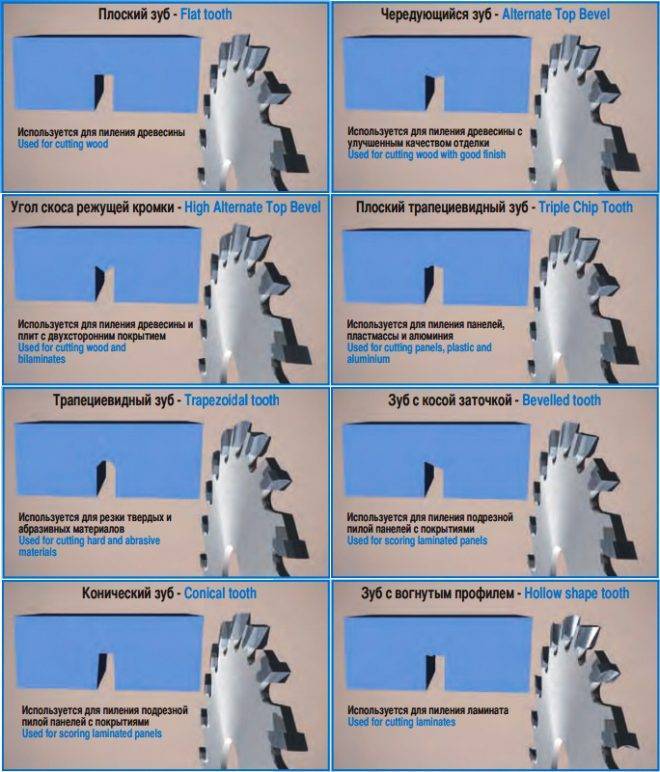
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
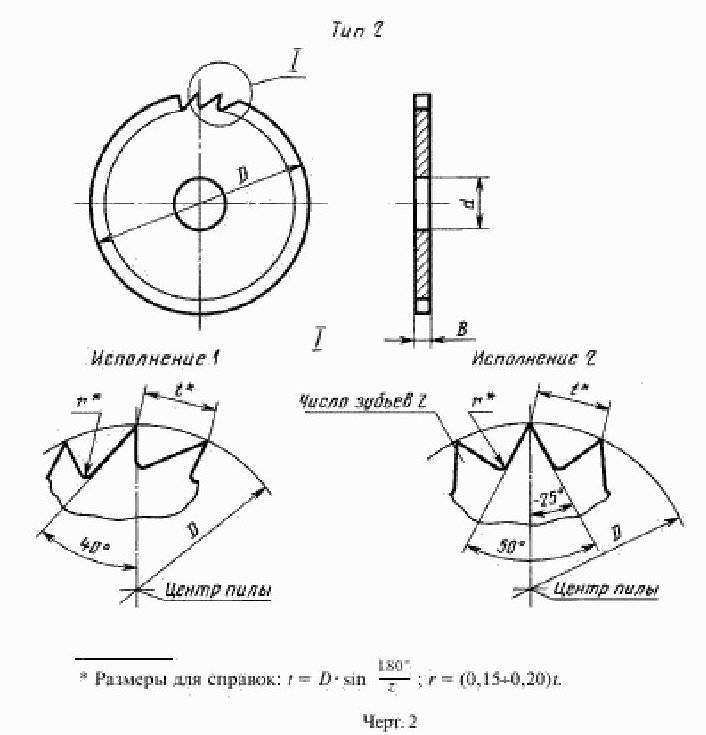
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).




Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
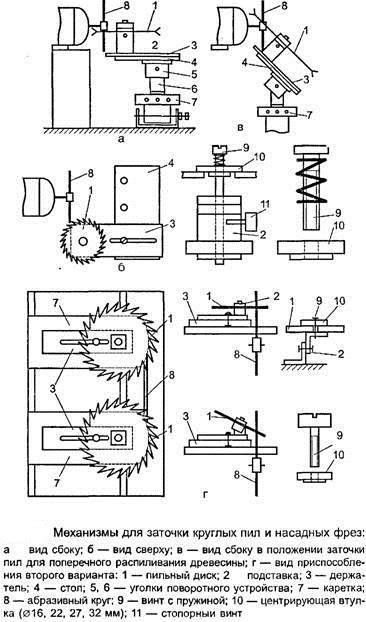
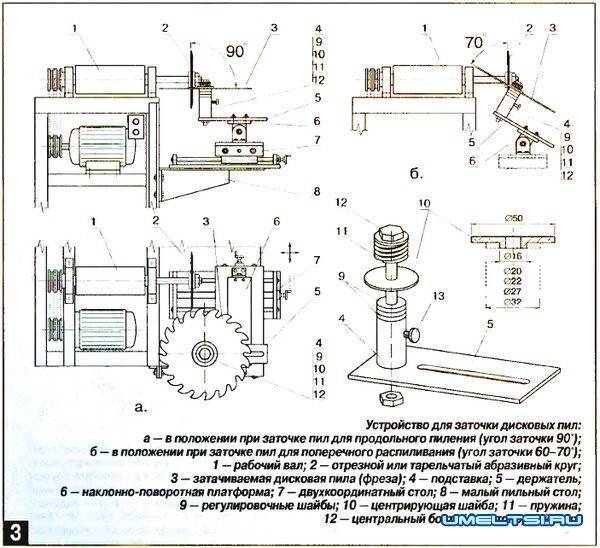
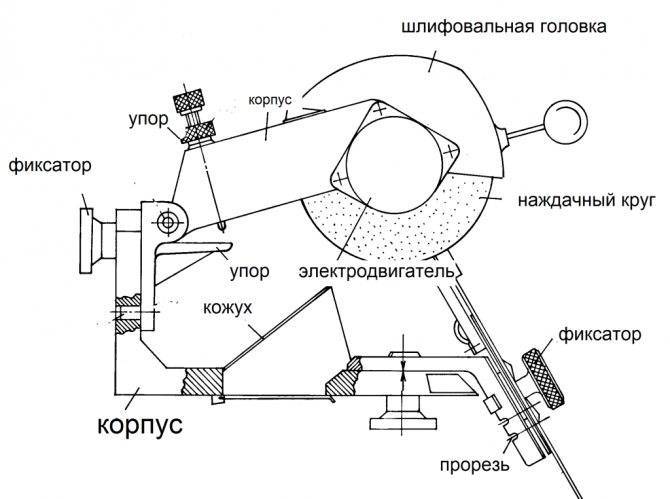
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.

Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.





