

Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
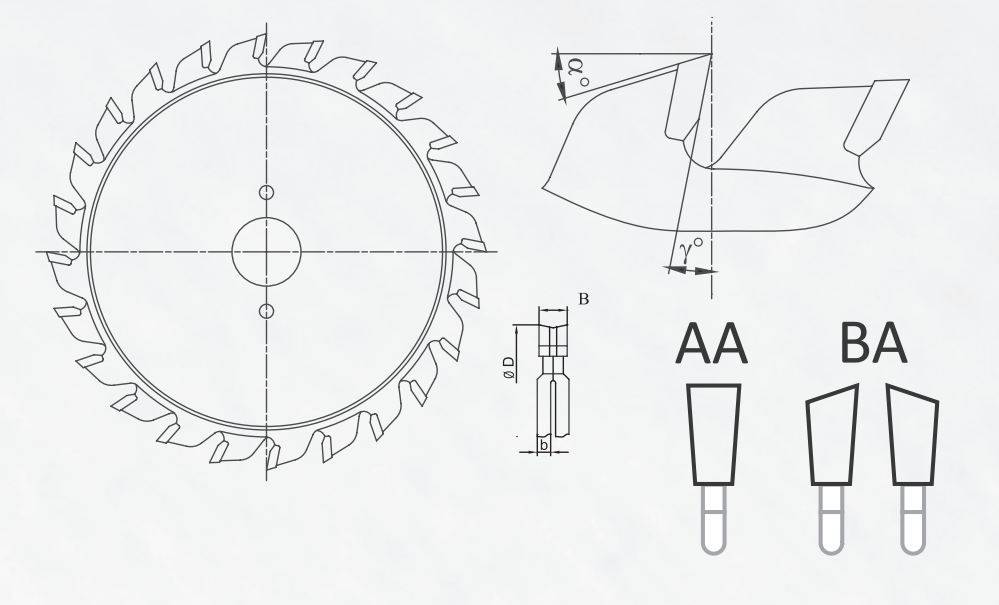
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
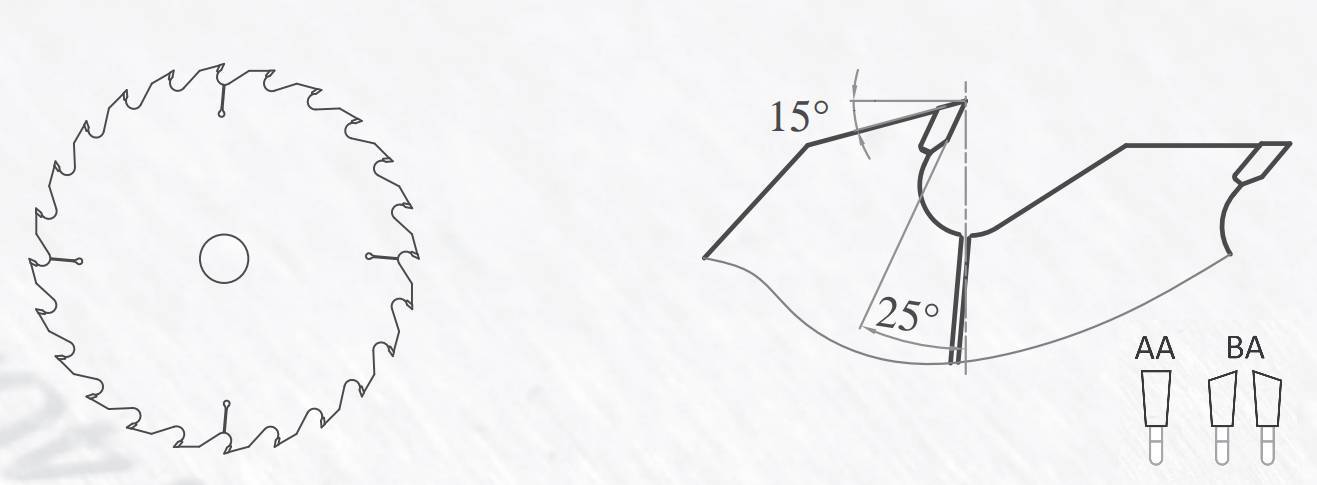
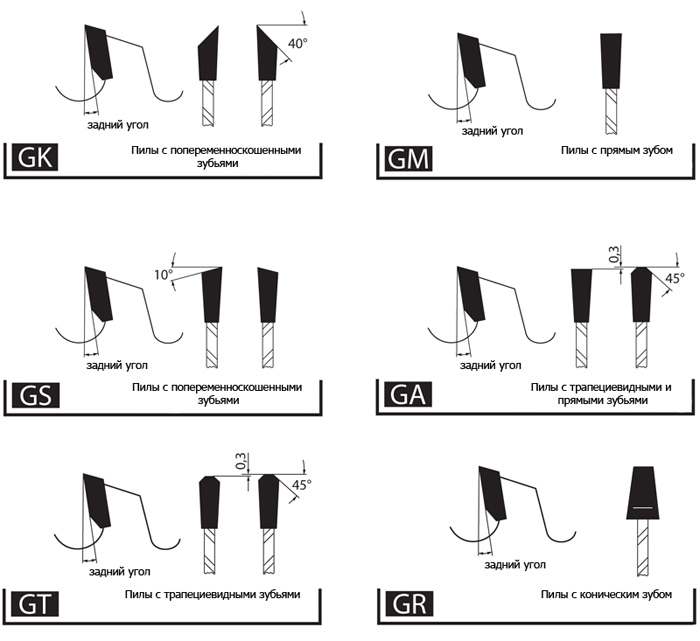
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.





Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
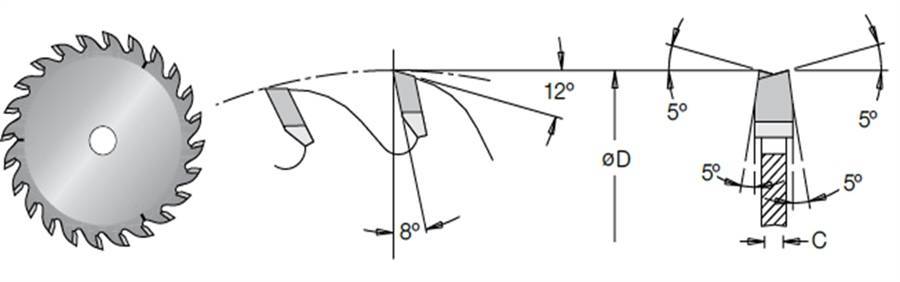
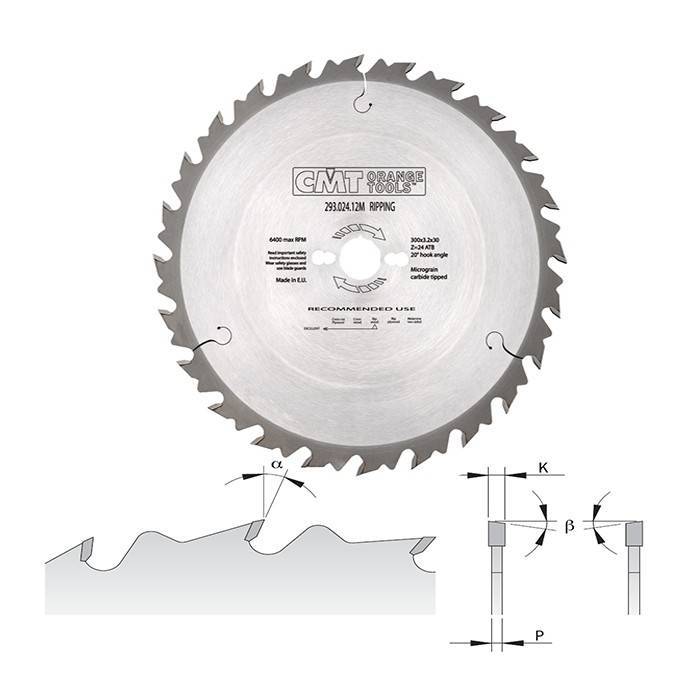
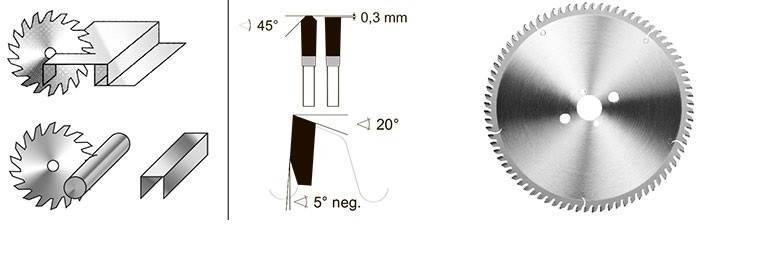
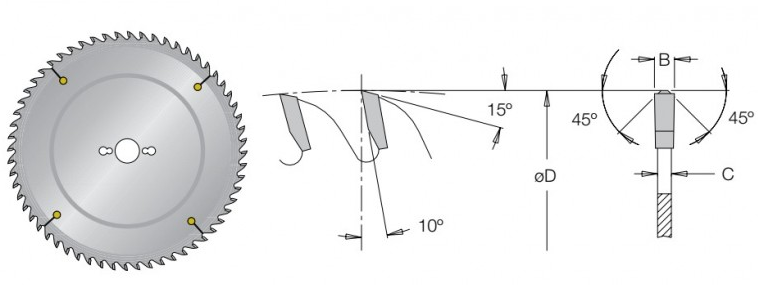
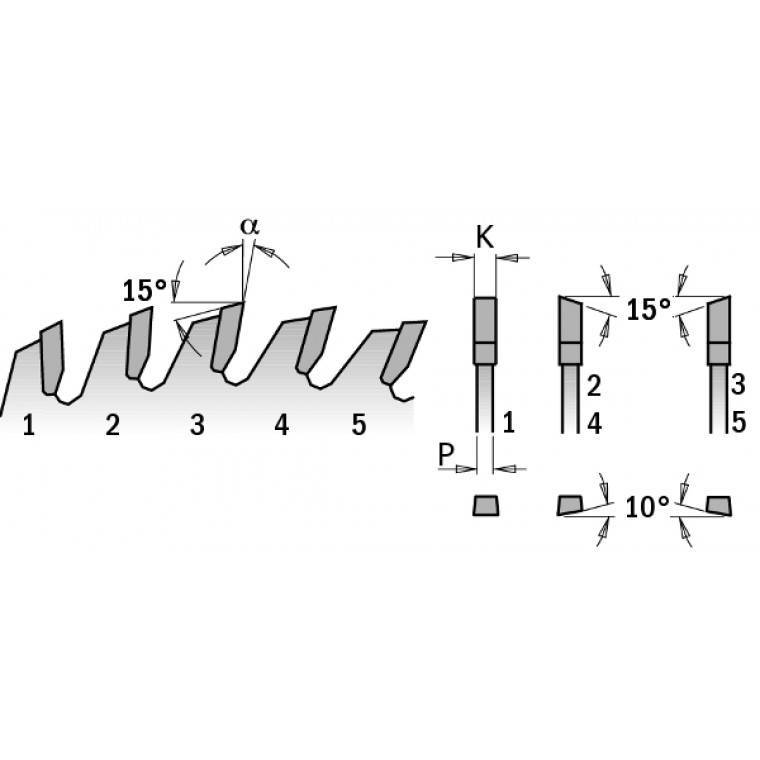
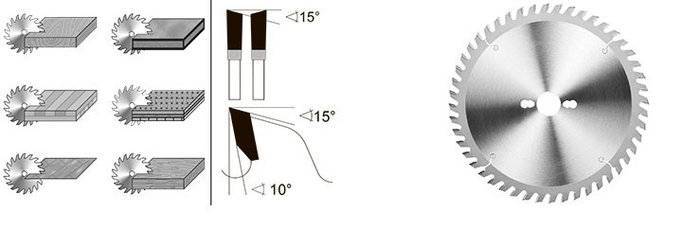
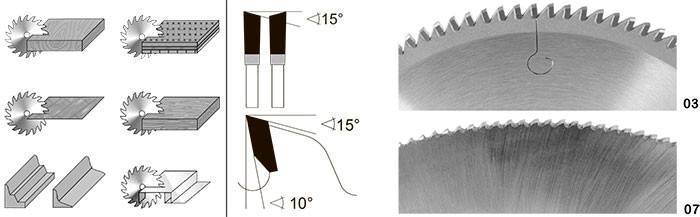
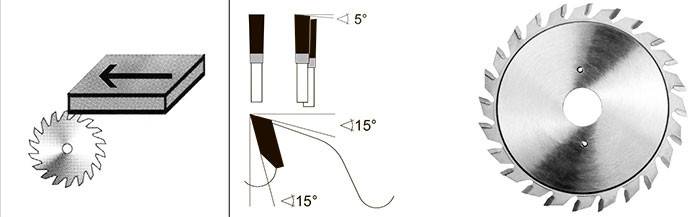
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Виды режущих зубьев
Типы зубьев На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые.
В момент пересечения друг с другом они создают единую режущую кромку, благодаря которой и происходит распиливание поверхностей.
Существует несколько форм зубьев:
- Прямой зуб. Чаще всего его применяют только для проведения скорого продольного распила. Во время такой работы качество и точность практически не важны.
- Косой зуб. Задняя плоскость у такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, из-за чего те получили название «переменноскошенные». Такие зубья используются в инструментах чаще всего. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности — древесина, ДСП, пластик. Их применяют для продольных и поперечных движений. Большой угол наклона на инструментах применяется при разрезании плит с двухсторонним ламинированием. Это помогает избежать сколов материала. Чем больше скошенный угол, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубья наклонены не только сзади, но и спереди.
- Трапециевидный зуб. Главное достоинство этого типа – это то, что кромка тупится медленно. Но их редко применяют отдельно, обычно чередуют вместе с прямыми зубьями. Во время работы устройства трапециевидные зубья расположены над прямыми, поэтому берут на себя основную (черновую) работу по распиливанию. Прямые зубья выполняют чистовую обработку. Такую конструкцию пилы применяют для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается дополнительным, поскольку он лишь помогает надрезать нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет обезопасить поверхность от сколов и появления трещин. Конические зубья обычно обладают прямой передней гранью, но она бывает и вогнутой. Такой тип используют для чистовой обработки спила.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель. Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Описание

Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.



Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
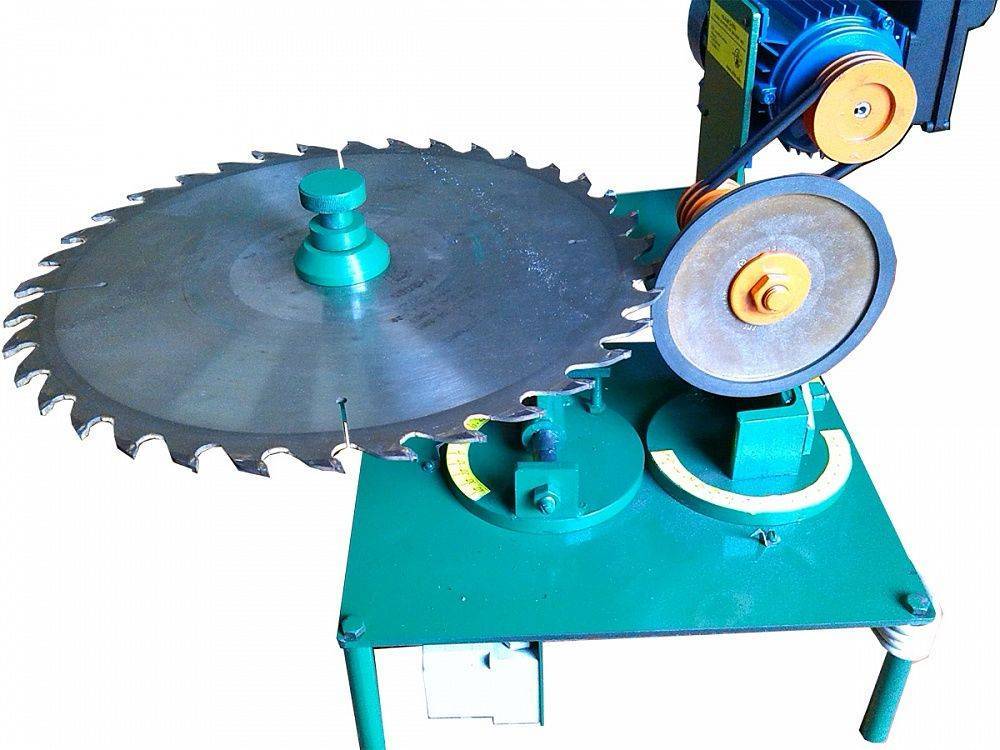
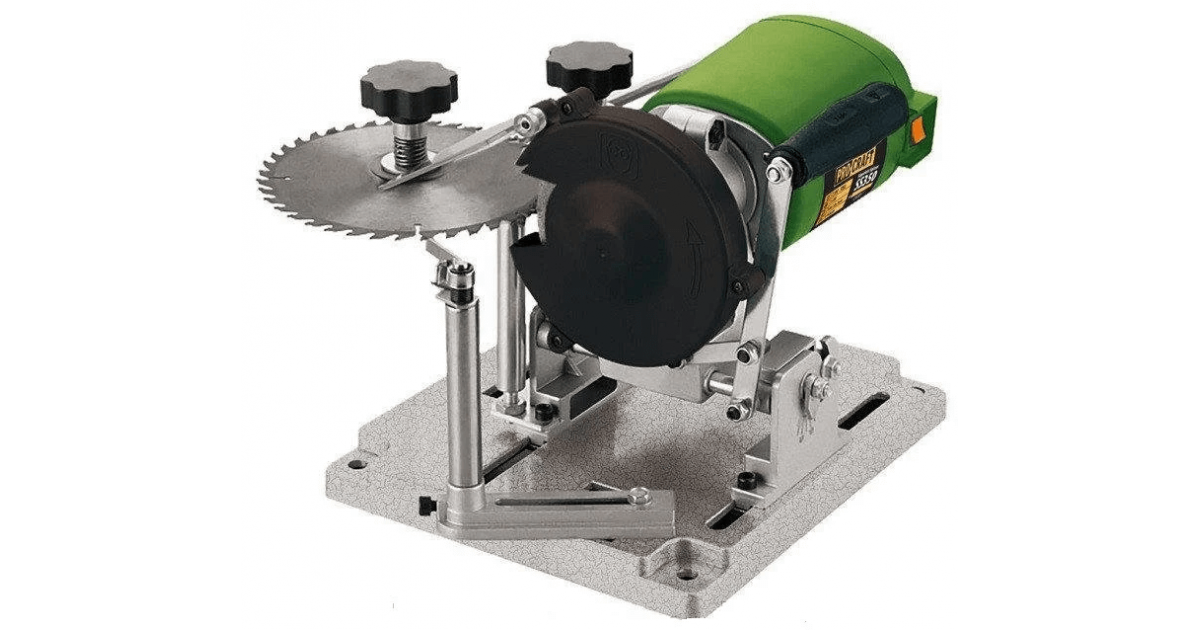
Общие правила заточки
Фото способов заточки дисковых пил
Как и в случае заточки цепей бензопил, самостоятельная заточка требует придерживаться определенных рекомендаций.
Внимательно следите за равномерным снятием металла по профилю зубцов пильного круга;
Никогда не прижимайте плотно пильный диск к шлифовальному кругу. Если станок для заточки дисковых пил будет плотно контактировать с затачиваемым кругом, это приведет к перегреву и дальнейшей деформации материала;
Следите за сохранение высоты и профиля заточки по завершению операций обработки;
Выполняя заточку дисков, используйте жидкость охлаждения
Это рекомендуется и тем, кто осуществляет точение цепей бензопил;
Избегайте образования заусенец при точении пильного диска;
Затачивая грани, опирайтесь на важное правило. Нужно точить только переднюю, либо переднюю и заднюю сторону зуба
Хотя на практике многие мастера своими руками предпочитают затачивать с задней стороны пильных кругов, считая такой метод более удобным;
Изделия с победитовыми напайками точатся алмазными заточными приспособлениями. Только такие инструменты способны действительно эффективно восстановить режущие свойства данного инструмента. Применять обычный напильник можно, но по факту он не даст требуемого эффекта.
Способы заточки
Вы можете использовать заточной станок для пил или подручные приспособления.
Существует три основные методики заточки, где используется определенное приспособление, и соблюдаются правила обработки дисков. Какая из них самая правильная, сказать сложно. Опробовав каждую методику, вы сможете сделать определенные выводы для себя.
- Классической;
- Полнопрофильной;
- Заточка граней зубцов.
Про каждую из них расскажем отдельно.
Классическая
Данная методика заточки используется давно, из-за чего и получила свое название.
- Заточка начинается с задней поверхности диска.
- Переднюю часть, набегающую на материал при резке, остается в своем неизменном положении.
- Обработку можно осуществлять непосредственно на дисковой пиле или снять пильный круг, установив его в тиски.
- Если затачиваете на циркулярке, обязательно отключите станок от питания.
- Для фиксации диска воспользуйтесь парой брусков, которые закрепят круг словно клинья. Бруски должна быть плотно прижаты к изделию, чтобы не допустить его движения при точении.
- Фломастером нанесите метку на первый зуб, с которого вы будете начинать.
- Выполните на первом зубе определенное количество движений точильным приспособлением. Запомните их количество.
- Для всех последующих зубцов повторяйте аналогичные по количеству и интенсивности движения.
- По завершению заточки обязательно проверьте работоспособность обновленной своими руками пилы. Если не возникает постороннего шума, вибраций и дисковый станок ведет себя стабильно, вам удалось правильно выполнить работу.
Альтернативные решения
К альтернативным способам заточки относятся те два метода, о которых мы описали выше. Они являются достаточно эффективными, потому часто применяются мастерами.
- Полнопрофильная обработка пильного диска. Среди всех методов точения этот способ можно считать самым точным и высококачественным. Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
- Точение граней зубцов. Популярность данного метода точения инструментов циркулярных пил объясняется тем, что его можно использовать на профессиональном уровне и в обычных домашних условиях. Если заточка осуществляется с помощью станка, вам потребуется приобрести соответствующие абразивные круги, соответствующие параметрам ваших пильных дисков. Но оптимально для большинства владельцев циркулярных пил задействовать домашний способ обработки. Это обусловлено тем, что зачастую не требуется проводить большой объем работ, а вся обработка режущих кромок осуществляется надфилем. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.
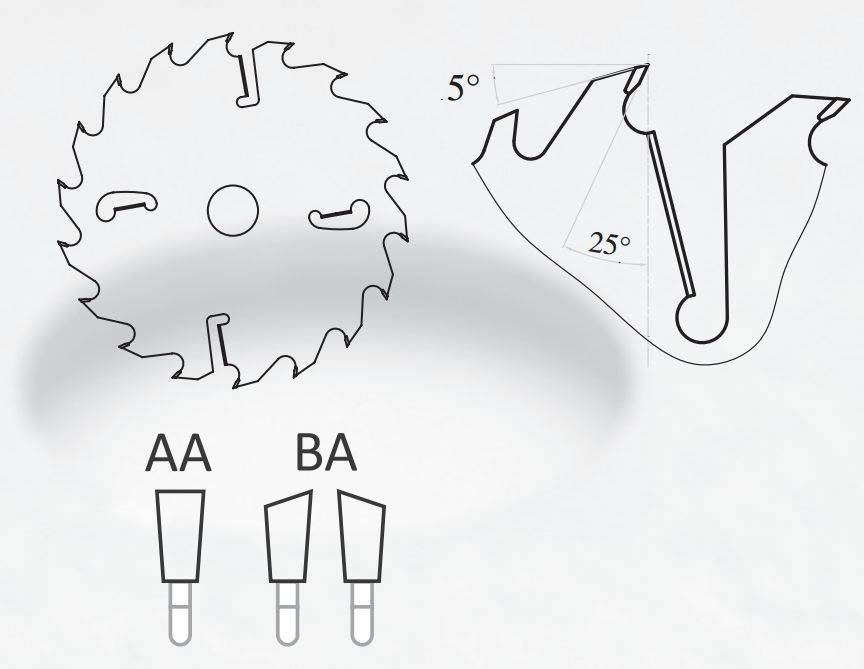
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Способы заточки
Вы можете использовать заточной станок для пил или подручные приспособления.
Существует три основные методики заточки, где используется определенное приспособление, и соблюдаются правила обработки дисков. Какая из них самая правильная, сказать сложно. Опробовав каждую методику, вы сможете сделать определенные выводы для себя.
Заточка бывает:
- Классической;
- Полнопрофильной;
- Заточка граней зубцов.
Про каждую из них расскажем отдельно.
Классическая
Данная методика заточки используется давно, из-за чего и получила свое название.
- Заточка начинается с задней поверхности диска.
- Переднюю часть, набегающую на материал при резке, остается в своем неизменном положении.
- Обработку можно осуществлять непосредственно на дисковой пиле или снять пильный круг, установив его в тиски.
- Если затачиваете на циркулярке, обязательно отключите станок от питания.
- Для фиксации диска воспользуйтесь парой брусков, которые закрепят круг словно клинья. Бруски должна быть плотно прижаты к изделию, чтобы не допустить его движения при точении.
- Фломастером нанесите метку на первый зуб, с которого вы будете начинать.
- Выполните на первом зубе определенное количество движений точильным приспособлением. Запомните их количество.
- Для всех последующих зубцов повторяйте аналогичные по количеству и интенсивности движения.
- По завершению заточки обязательно проверьте работоспособность обновленной своими руками пилы. Если не возникает постороннего шума, вибраций и дисковый станок ведет себя стабильно, вам удалось правильно выполнить работу.
Альтернативные решения
К альтернативным способам заточки относятся те два метода, о которых мы описали выше. Они являются достаточно эффективными, потому часто применяются мастерами.
- Полнопрофильная обработка пильного диска. Среди всех методов точения этот способ можно считать самым точным и высококачественным. Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
- Точение граней зубцов. Популярность данного метода точения инструментов циркулярных пил объясняется тем, что его можно использовать на профессиональном уровне и в обычных домашних условиях. Если заточка осуществляется с помощью станка, вам потребуется приобрести соответствующие абразивные круги, соответствующие параметрам ваших пильных дисков. Но оптимально для большинства владельцев циркулярных пил задействовать домашний способ обработки. Это обусловлено тем, что зачастую не требуется проводить большой объем работ, а вся обработка режущих кромок осуществляется надфилем. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.
Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков
Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.



Во время длительной эксплуатации дисковые пилы с твердосплавными напайками могут потерять свои первоначальные качества. Но это не означает, что следует приобретать новый режущий инструмент. В большинстве случаев заточку можно выполнить в домашних условиях, используя любой подходящий станок.
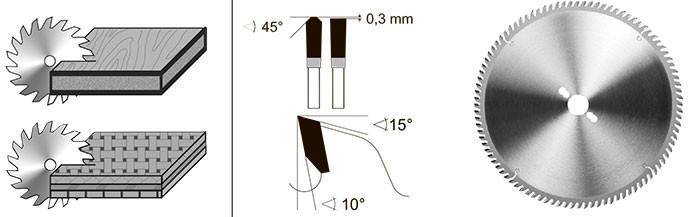
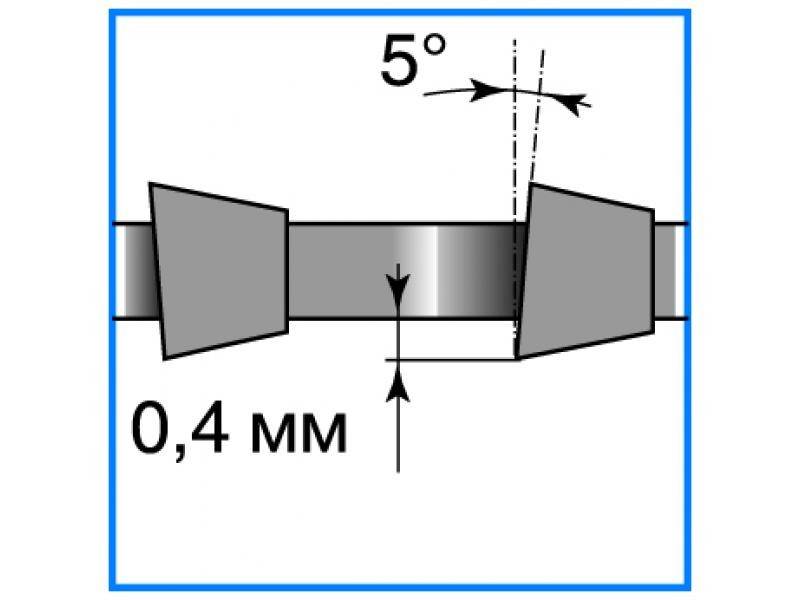
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы – алмазные круги, круги из карбида кремния (зеленого) и др.
Важно! Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой
При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты. Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
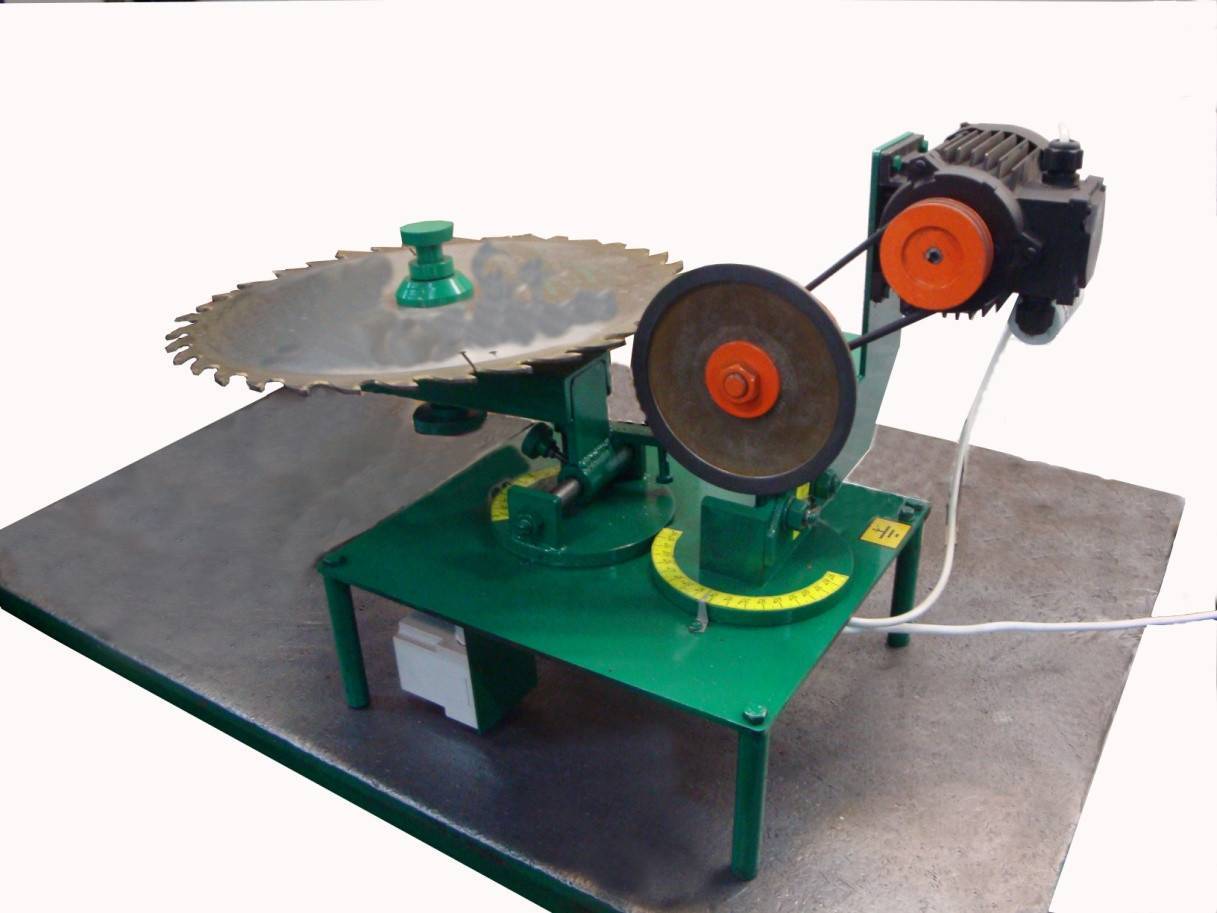
Существуют специальные приборы для заточки напаек – станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную – поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.





