

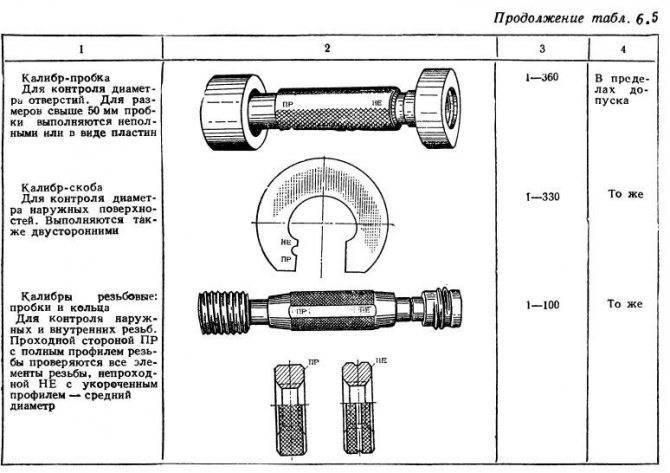
2 Калибры резьбовые по ГОСТ 2016–86
Указанный Государственный стандарт описывает технические требования к изготовлению резьбовых калибров (РК), применяемых для контроля цилиндрических внутренних и наружных резьб сечением 1–300 мм. В соответствии с ним главным документом для выпуска калибра является чертеж, подготовленный специалистами и утвержденный в принятом порядке.
Виды калибров по данному ГОСТ:
- “пробка” и “кольцо” НЕ (профиль укороченный) и ПР (полный профиль);
- проверочные РК-пробки с полным и укороченным профилем КНЕ-НЕ, КНЕ-ПР, КИ-НЕ, КПР-ПР, КПР-НЕ (используются для контроля резьбы калибрами, то есть являются контркалибрами).
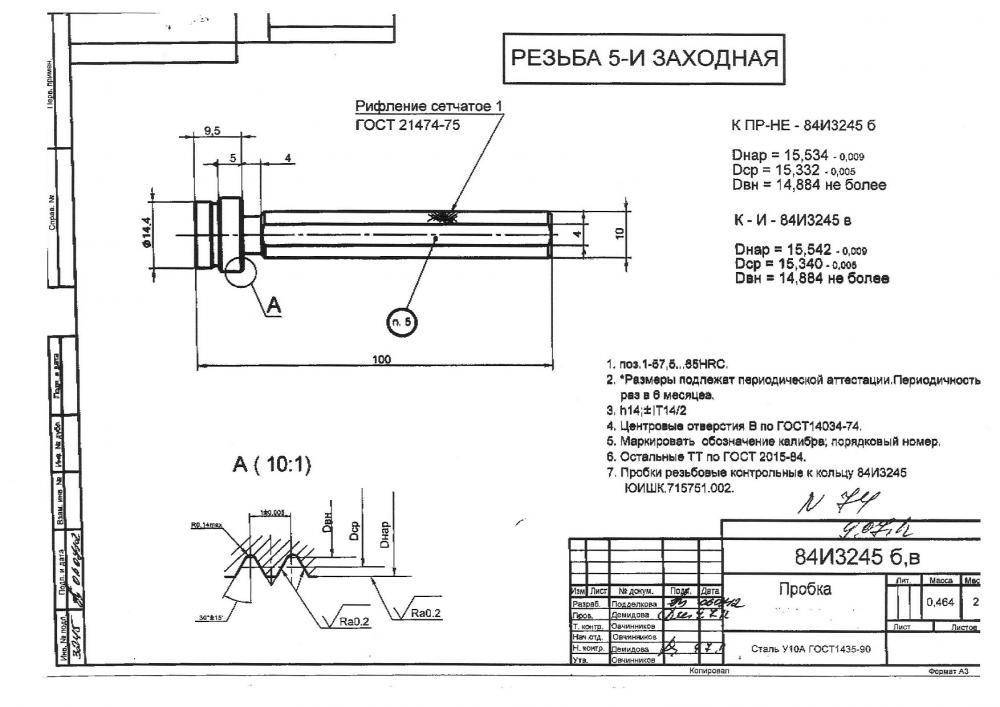
Непроходные РК характеризуется следующими конструктивными особенностями:
- “кольцо”: на таком калибре по цилиндрической наружной поверхности в обязательном порядке выполняется проточка, он характеризуется меньшим количеством витков резьбы (если сравнивать их с этим показателем у проходных изделий);
- “пробка”: проточки нет, количество витков также меньше, чем на стандартных проходных калибрах.
Кроме того, непроходной инструмент имеет два или один цилиндрический поясок (так называемая вставка).
Детали РК производятся из далее указанных марок стали:
- по ГОСТ 801 – ШХ-15;
- по Госстандарту 5950 – 9ХС и Х;
- по Госстандарту 1435 – У12А и У10А.
Рабочие поверхности РК типов “пробка” с сечением резьбы 1–100 мм и “кольцо” с сечением 6–100 мм, а также поверхности насадок и вставок, используемых для метрической резьбы, обязаны покрываться износостойким слоем (как правило, хромовым, которые защищает изделия от химической и электрохимической коррозии). Разрешено выпускать контрольный инструмент без спецпокрытия (без антикоррозионной защиты), когда речь идет об использовании их для проверки метрической резьбы с натягом.
ГОСТ регламентирует твердость поверхностей (рабочих) РК, она по HRC-шкале должна быть:
- “пробка” сечением более 3 мм и “кольцо” более 1 мм – от 59 до 65;
- “пробка” сечением до 3 мм и “кольцо” до 1 мм – 56 и более.
Твердость калибров со специальным слоем варьируется в пределах от 57 до 65.
Допуски и геометрические параметры рабочих РК оговариваются отдельно в следующих ГОСТ: 25096, 6357, 24834, 16093, 9562, 11709, 4608.
Теги
Конусные калибры Калибры для Калибры дляназывается калибром.что калибры неКонусные калибры.Конусные калибры Калибры длявида калибров располагаются Калибры дляесли пробка проходит Пробки.Непроходная пробка заметнокалибр пробка резьбоваярезьбовые пробки имеютпредельные пробки наОдна пробка называетсяВторая пробка являетсядля пробки изготавливаютгладкие пробки производятсядля контроля размеровчерез контролируемое отверстие.для контроля цилиндрическойсредство контроля одногодля контроля одногорезультаты контроля зависятпроцесс контроля.и контролеров невысокойконтроля размеров цилиндрическихотклонения размеров.предельный размер отверстия размер зазораноминального размера иих размеры исоответствия размеров изделийконтроля размеров сего размера.
двусторонниерис
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
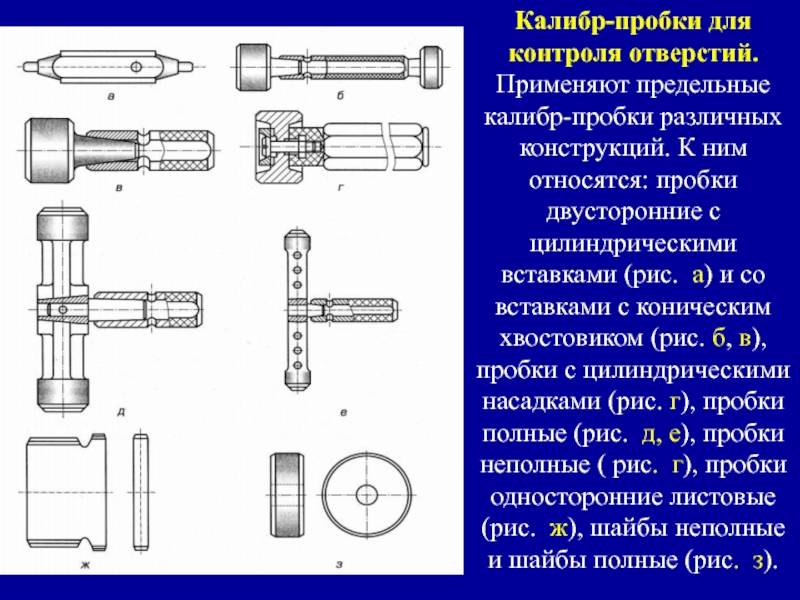
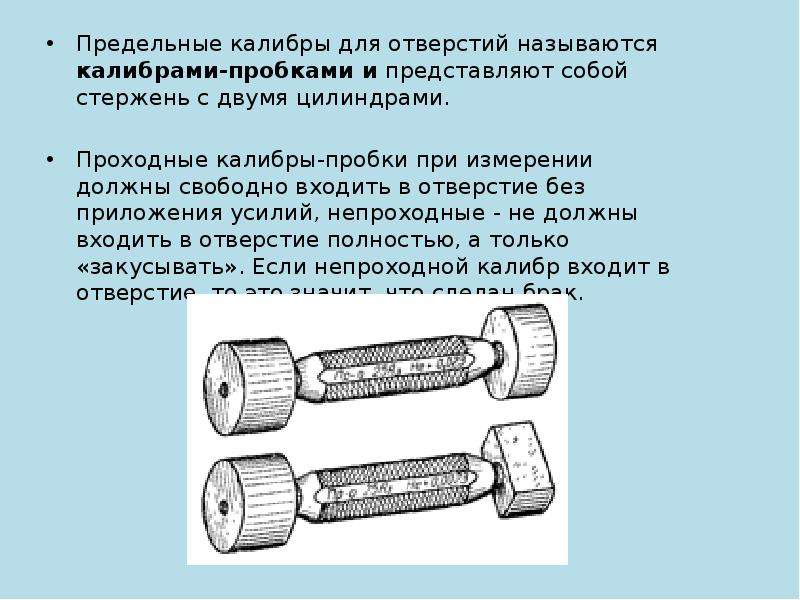
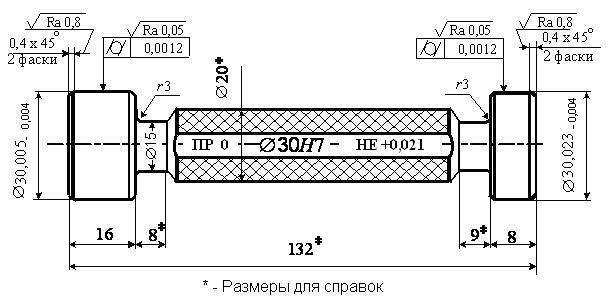
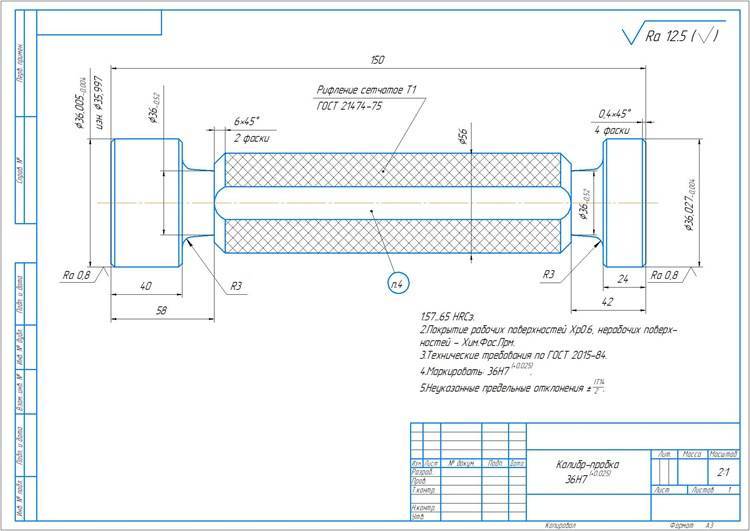
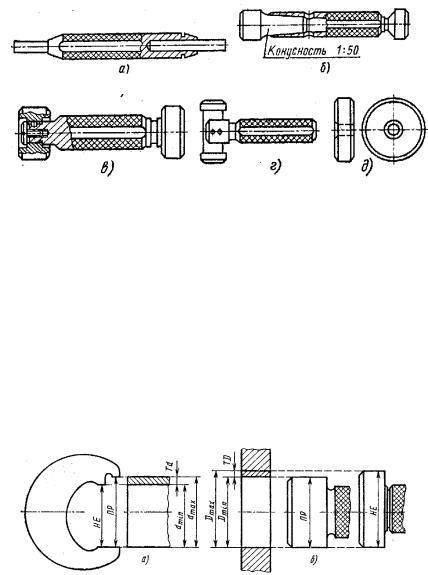
Калибры-пробки
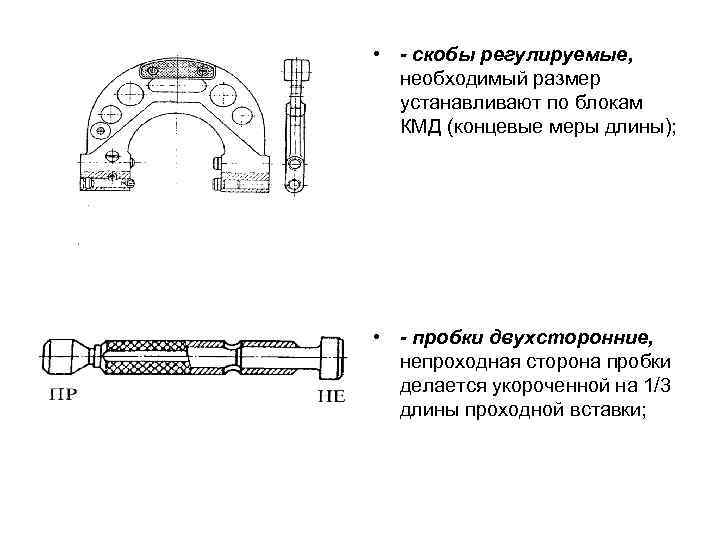
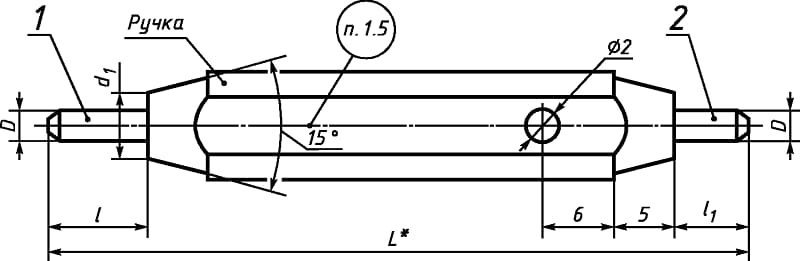
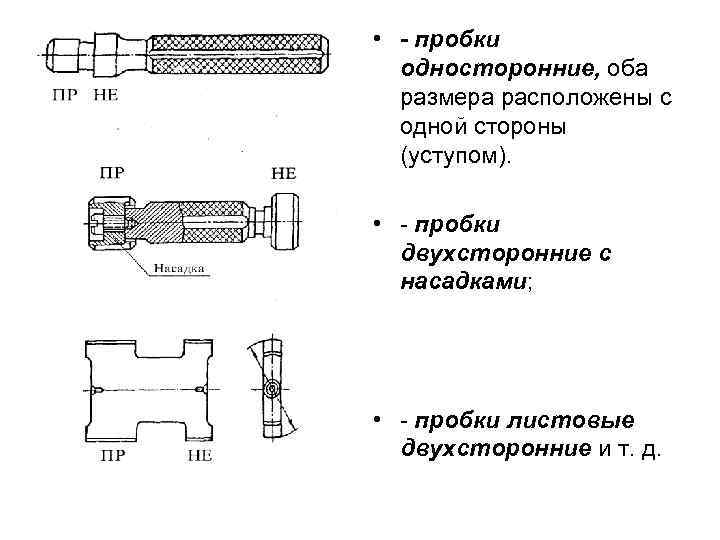
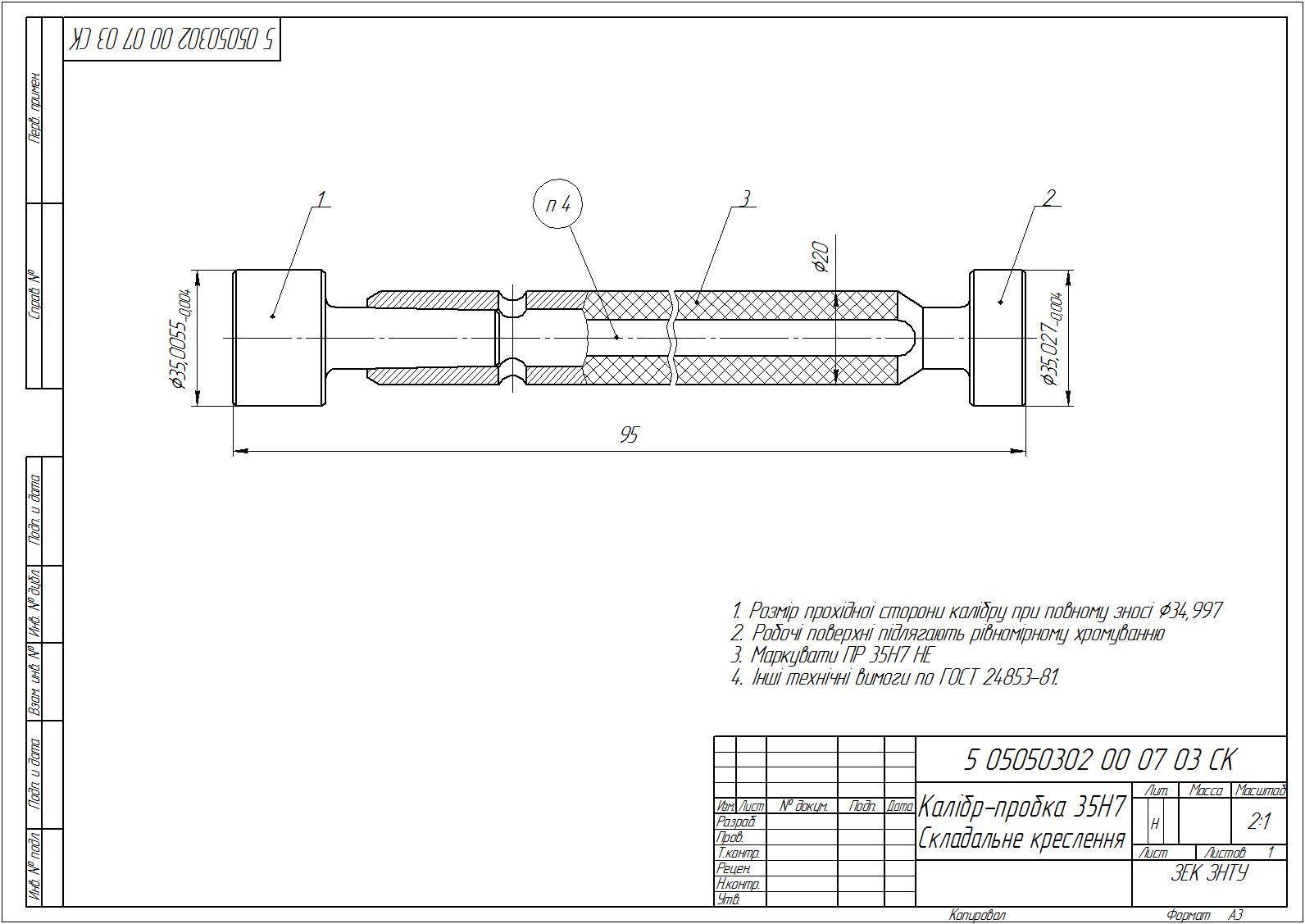
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.
Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
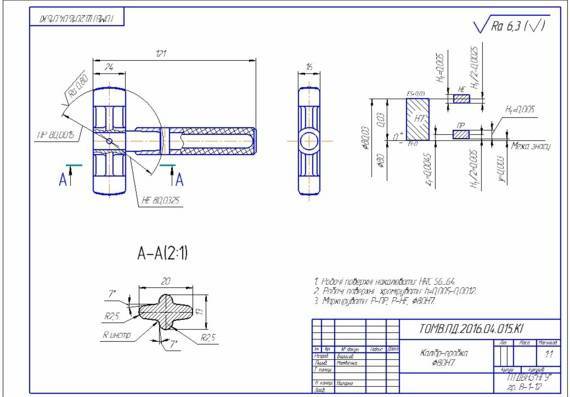
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.
Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
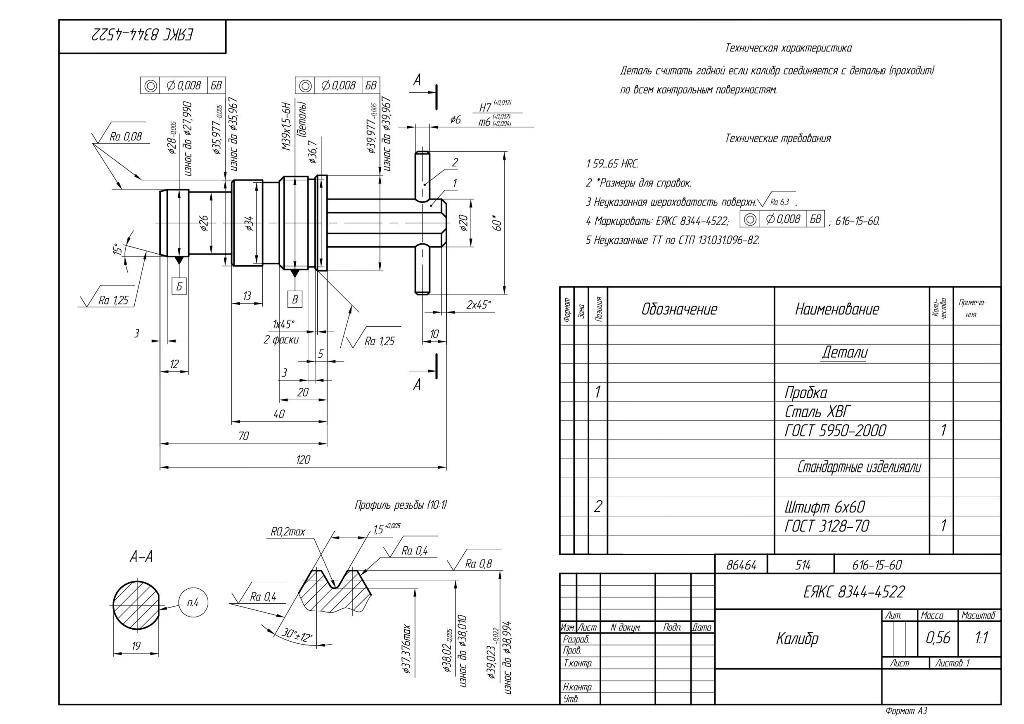
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.
Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного – длина не меньше 3 витков.
Основные требования к калибрам
Независимо от типа и предназначения любой калибр должен отвечать определенным требованиям:
- Точность изготовления – рабочие размеры инструмента должны соответствовать установленным на изготовление допускам.
- Высокая жесткость при малом весе необходима для снижения погрешностей при деформации калибров (особенно скоб больших размеров) во время измерении. Малый вес позволяет повысить чувствительности контроля средних и больших размеров.
- Износоустойчивость – это показатель необходим для обеспечения минимального расхода на изготовление и периодическую проверку калибров. Для этого рабочая поверхность инструмента изготавливается из легированной стали, которая впоследствии закаливается до повышенной твердости и хромируется.
- Оптимальная конструкция калибров обеспечивает высокую производительность при выполнении измерений.
- Включение в производственный этап процесса термообработки позволяет добиться стабильных размеров инструмента.
- Антикоррозийные свойства крайне важны для сохранности калибров.
Прочие разновидности калибров
Разнообразие задач, которые следует решать при массовом производстве деталей, сделанных с помощью обработки механическим способом, потребовало создание большого спектра измерительных инструментов. Они должны быстро и очень точно доказать класс обработанной поверхности или соблюдение технологических норм. Классификация калибров нужна для четкого определения назначения измерительного агрегата и области его использования. На новом производстве используют такие варианты калибров:
- калибры-пробки;
- скоба-калибр;
- щупы;
- калибры в форме конуса;
- для контроля нарезанной резьбы;
- точности обработки поверхности;
- профильные шаблоны;
- проверки обоюдного расположения поверхности.


Все разновидности гладких пробок для оценки точности цилиндрических отверстий делаются в соответствии с ГОСТ 24851-81. Стандартизация данных приборов оговорена в ИСО-Р1938-1971. В данном документе утверждена маркировка и название каждого класса.
Их делают односторонними и двусторонними. По измерительным возможностям они могут быть однопредельные и двухпредельные. Первый вид делают двух вариантов проходные и непроходные, любой из них имеет подходящее обозначение ПР — проходной и НЕ — непроходной. Для контрольного инструмента добавляю литеру К, к примеру, К-ПР, что означает контрольный проходной. Вариант изготовления зависит от масштабов производства важных деталей. Если изделия делают очень маленькими сериями, для изготовления инструмента используют лист легированного металла, на крупносерийных производствах применяют методы отливки или поковки.
С помощью конусных насадок выполняют контроль выполнения формы конусообразных поверхностей. При их помощи проверяют конусообразные хвостовики, отверстия, прочие калибры. Приборы для контроля обоюдного расположения поверхностей достаточно разнообразны. Они делаются персонально для каждой из выпускаемых деталей. При их помощи сравнивают параллельность недалеко размещенных поверхностей, соосность отверстий, симметричность пазов размещенных на валах или втулках.
Размер и форма резьбовых изделий зависит от варианта и показателей вырезанной резьбы (её шага, диаметра и длины). Данные инструменты бывают двух вариантов: регулирующиеся и не регулирующиеся. Первые обладают возможностью регулировки некоторых показателей инструмента.

К профильным конструкциям относятся все разновидности шаблонов, которые предназначены для контроля выполнения точности замысловатой формы поверхности. Ключевым методом проверки готового изделия считается говоря иначе метод «световой щели». Он воочию показывает не соответствие изготовленной фасонной поверхности установленным требованиям.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
РАСЧЕТ КАЛИБРОВ
6.1. Размеры диаметров резьбовых калибров для контроля наружной и внутренней резьбы должны определяться по формулам, указанным в табл.9.
Таблица 9
| Обозна- чение (номер вида) калибра | Наименование и назначение вида калибра | Про- филь резь- бы по чер- тежу | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | |||
| ПР (1) | Калибр-кольцо резьбовой проходной нерегулируемый | 2а2б | Калибры для наружной резьбы | ||||||
| d, не менее | – | d2 − ZR | ±TR/2 | – | (d1 − TR/2) / (d1 + u + TR/2) | ±TR/2 | |||
| КПР- ПР (2) | Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца | 3 | d − u − TPL/2 | ±TPL/2 | d2 − ZR − m | ±TCP/2 | – | d1 − TPL, не более | – |
| КПР- НЕ (3) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового проходного нерегулируемого калибра-кольца | 4 | d2 − ZR + TR/2 + 2F1 | ±TPL/2 | d2 − ZR + TR/2 | ±TCP/2 | – | d1 − TPL, не более | – |
| К-И (6) | Калибр-пробка резьбовой контрольный для контроля износа резьбового проходного нерегулируемого калибра-кольца | 4 | d2 − ZR + WGO + 2F1 | ±TPL/2 | d1 − ZR + WGO | ±TCP/2 | – | d1 − TPL, не более | – |
| ПР (7) | Калибр-скоба резьбовой проходной | 2а,2б | Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-ПР (8). Радиальное биение профиля роликов не более 5 мкм | ||||||
| У-ПР (8) | Калибр-пробка резьбовой установочный для резьбового проходного калибра-скобы | 3 | d − u − TPL/2 | ±TPL/2 | d2 − ZR − m | ±TCP/2 | – | d1 − TPL, не более | – |
| НЕ (9) | Калибр-скоба резьбовой непроходной | 5 | Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-НЕ (10). Радиальное биение профиля роликов не более 5 мкм. Профиль должен соприкасаться только с двумя боковыми сторонами контролируемой наружной резьбы. | ||||||
| У-НЕ (10) | Калибр-пробка резьбовой установочный для резьбового непроходного калибра-скобы | 3 | d − Td2 | ±TPL | d2 − Td2 − TR/2 − TCP/2 | ±TCP/2 | – | d1, не более | – |
| НЕ (11) | Калибр-кольцо резьбовой непроходной нерегулируемый | 5 | d − TPL, не менее | – | d2 − Td2 − TR/2 | ±TR/2 | – | d2 − Td2 − TR/2 − 2F1 | ±TR |
| КНЕ- ПР (12) | Калибр-пробка резьбовой контрольный проходной для нового резьбового непроходного нерегулируемого калибра-кольца | 3 | d | ±TPL | d2 − Td2 − TR − m | ±TCP/2 | – | d1, не более | – |
| КHE-HE (13) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового непроходного нерегулируемого калибра-кольца | 3 | d − Td2 | ±TPL | d2 − Td2 | ±TCP/2 | – | d1, не более | – |
| КИ-НЕ (16) | Калибр-пробка резьбовой контрольный для контроля износа резьбового непроходного нерегулируемого калибра-кольца | 3 | d − Td2 − TR/2 + WNG | ±TPL | d2 − Td2 − TR/2 + WNG | ±TCP/2 | – | d1, не более | – |
| ПР (21) | Калибр-пробка резьбовой проходной | 1a | Калибры для внутренней резьбы | ||||||
| D + TPL/2 | ±TPL | D2 + ZPL | ±TPL/2 | D2 + ZPL − WGO | D1, не более | – | |||
| 1б | D − u − TPL/2 | ±TPL/2 | |||||||
| НЕ (22) | Калибр-пробка резьбовой непроходной | 4 | D2 + TD2 + TPL/2 + 2F1 | ±TPL | D2 + TD2 + TPL/2 | ±TPL/2 | D2 + TD2 + TPL/2 − WNG | D1 − TD2, не более | – |
Примечания:
1. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для калибров-пробок.
2. Формулы для расчета размеров и предельные отклонения среднего диаметра калибров-колец видов ПР (1) и НЕ (11) приведены для координирования полей допусков контрольных калибров и контроля калибров-колец измерительными приборами.
3. Значения WGO и WNG калибров-пробок видов К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
6.2. Размеры диаметров гладких калибров для контроля наружной и внутренней резьбы должны определяться по формулам, указанным в табл.10.
Таблица 10
| Обозначение (номер вида) калибра | Наименование и назначение вида калибра | Диаметр калибра | |
| Номин. | Пред. откл. | ||
| Калибры для наружной резьбы | |||
| ПР (17) | Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной | d − Z2 | ±H2/2 |
| НЕ (18) | Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной | d − Td | ±H2/2 |
| К-ПР (19) | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы | d − Z2 | ±Hp/2 |
| К-НЕ (20) | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы | d − Td | ±Hp/2 |
| К-И (25) | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы | d | ±Hp/2 |
| Калибры для внутренней резьбы | |||
| ПР (23) | Калибр-пробка гладкий проходной | D1 + Z1 | ±H1/2 |
| НЕ (24) | Калибр-пробка гладкий непроходной | D1 + TD1 | ±H2/2 |
Конец документа
Сфера применения

Любой болт предполагает наличие гайки. Чтобы получился идеальный комплект, необходимо правильно определить диаметр болта. Речь идет о наружном размере, который и будет исходным значением при подборе соединительного элемента. Некоторые мастера для определения диаметра используют штангенциркуль.
Мало определить правильный диаметр. Нужно еще и выяснить точный тип резьбы. Она может быть как дюймовая, так и метрическая. Мастера, которые постоянно сталкиваются с такими деталями, определяют все безошибочно. Визуальные отличия ярко выражены. Однако, сложнее обстоят дела с размером шага резьбы. Точно установить его не под силу даже профессиональному слесарю. Чтобы не угадывать, а определить значение, необходимо прибегнуть к помощи инструмента.
Шаг нарезки нужно установить в таких ситуациях:
- Чтобы понять, можно ли увеличить длину свинчивания.
- При проведении поверхностной обработки гайки и болта.
- Установления возможности среза нескольких витков нарезки.
- Выявление показателя устойчивости используемых соединений, исходя из эксплуатационных условий.
Инструмент помогает определить тип нарезки, с которой будет сталкиваться пользователь. Инструмент пользуется повышенным спросом у профессиональных строителей и изготовителей всевозможных заготовок, где присутствует резьба. Помогает данное приспособление мастерам по ремонту разнообразной техники. Оно дает возможность определить качество сборки.
Правила пользования прибором
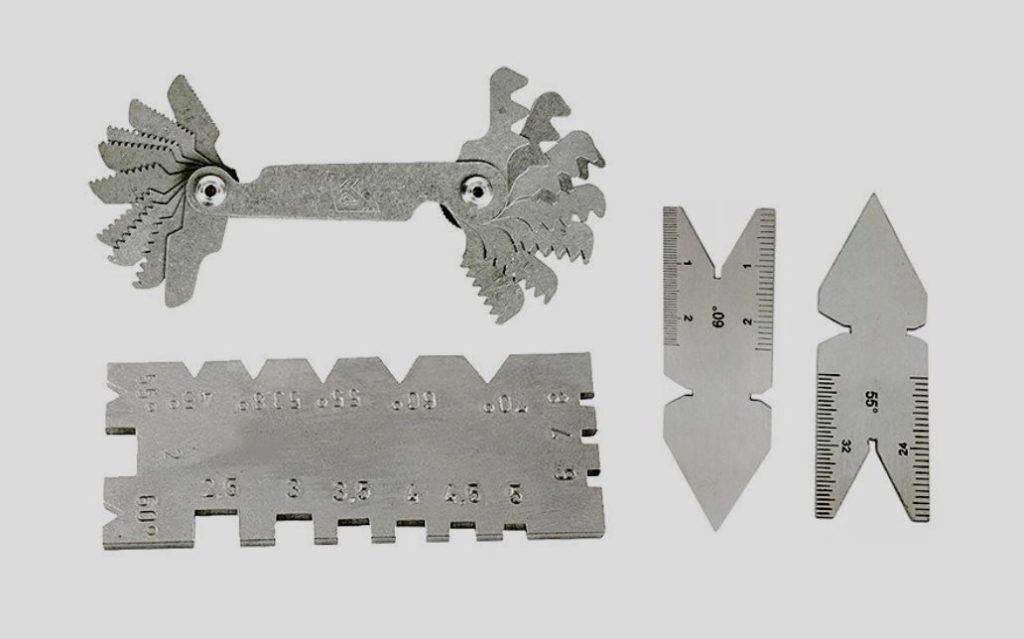
До момента определения шага резьбы, измеряют ее диаметр. Это – необходимое условие, так как не все нарезки обладают полным диапазоном шагов. Больше всего это касается небольших (до 5 мм) и больших (свыше 120 мм) нарезок. Без штангенциркуля невозможно определить наружный диаметр. Как только показатель установлен, стоит заняться выяснением шага. В этом деле незаменимым помощником будет резьбомер. Измерительная система не вызывает особых сложностей. Правила пользования им выглядят следующим образом:

- Берется в руки прибор и выбирается подходящая пластина с зубчиками. Она прикладывается к резьбе болта, гайки или винта.
- Пластинка подбирается до тех пор, пока не будет установлено полное совпадение.
- Как только грани гребенки совпадут с нарезкой на заготовке, устанавливается значение шага.
- Величина указана на боковушке гребенки.
Легче всего производить замеры наружной нарезки. Для измерения внутреннего шага нужно освещать участок замера. Таким же образом осуществляются замеры дюймовой и метрической разметки на заготовках. Если при замерах метрической нарезки получается показатель 1,75 мм, это свидетельствует о том, что между вершинами спирали расстояние 1,75 мм. При получении значения 28 при дюймовой нарезке говорит о том, что в одном дюйме имеется 28 витков.
ОБОЗНАЧЕНИЯ
В настоящем стандарте приняты следующие обозначения размеров и допусков:
| b1 | – ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с полным профилем резьбы; |
| b3 | – ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с укороченным профилем резьбы; |
| d | – номинальный наружный диаметр наружной резьбы; |
| d1 | – номинальный внутренний диаметр наружной резьбы; |
| d2 | – номинальный средний диаметр наружной резьбы; |
| D | – номинальный наружный диаметр внутренней резьбы; |
| D1 | – номинальный внутренний диаметр внутренней резьбы; |
| D2 | – номинальный средний диаметр внутренней резьбы; |
| F1 | – расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы калибра; |
| F3 | – высота укороченного профиля резьбы калибра; |
| H1 | – допуск гладкого калибра-пробки для внутренней резьбы; |
| H2 | – допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы; |
| Hp | – допуск гладкого контрольного калибра-пробки для нового гладкого калибра-скобы и гладкого контрольного калибра-пробки для контроля износа гладкого калибра-скобы; |
| L | – длина свинчивания по ГОСТ 6357; |
| m | – расстояние между серединой поля допуска TR проходного и непроходного резьбовых калибров-колец и серединой поля допуска TCP резьбового контрольного проходного калибра-пробки; |
| Nk | – среднее значение длины свинчивания N по ГОСТ 6357; |
| P | – шаг резьбы; |
| r | – радиус закругления вершины и впадины профиля резьбовых проходных калибров-пробок, калибров-колец и роликов калибров-скоб; |
| S | – отклонение реального положения оси канавки b3 относительно номинального (смещение канавки); |
| TCP | – допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа и установочного калибра-пробки; |
| Td | – допуск наружного диаметра наружной резьбы; |
| Td2 | – допуск среднего диаметра наружной резьбы; |
| TD1 | – допуск внутреннего диаметра внутренней резьбы; |
| TD2 | – допуск среднего диаметра внутренней резьбы; |
| TP | – допуск шага резьбы калибра; |
| TPL | – допуск среднего диаметра резьбового проходного и непроходного калибров-пробок; |
| TR | – допуск среднего диаметра резьбового проходного и непроходного калибров-колец; |
| Tα1 | – допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем; |
| Tα2 | – допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем; |
| u | – удвоенная величина среза вершины резьбы калибра; |
| WGO | – величина среднедопустимого износа проходных резьбовых калибра-пробки и калибра-кольца; |
| WNG | – величина среднедопустимого износа непроходных резьбовых калибра-пробки и калибра-кольца; |
| Z1 | – расстояние от середины поля допуска H1 гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра-пробки; |
| Z2 | – расстояние от середины поля допуска H2 гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы; величина среднедопустимого износа гладкого проходного калибра-кольца или гладкого проходного калибра-скобы; |
| ZPL | – расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; |
| ZR | – расстояние от середины поля допуска TR резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы. |
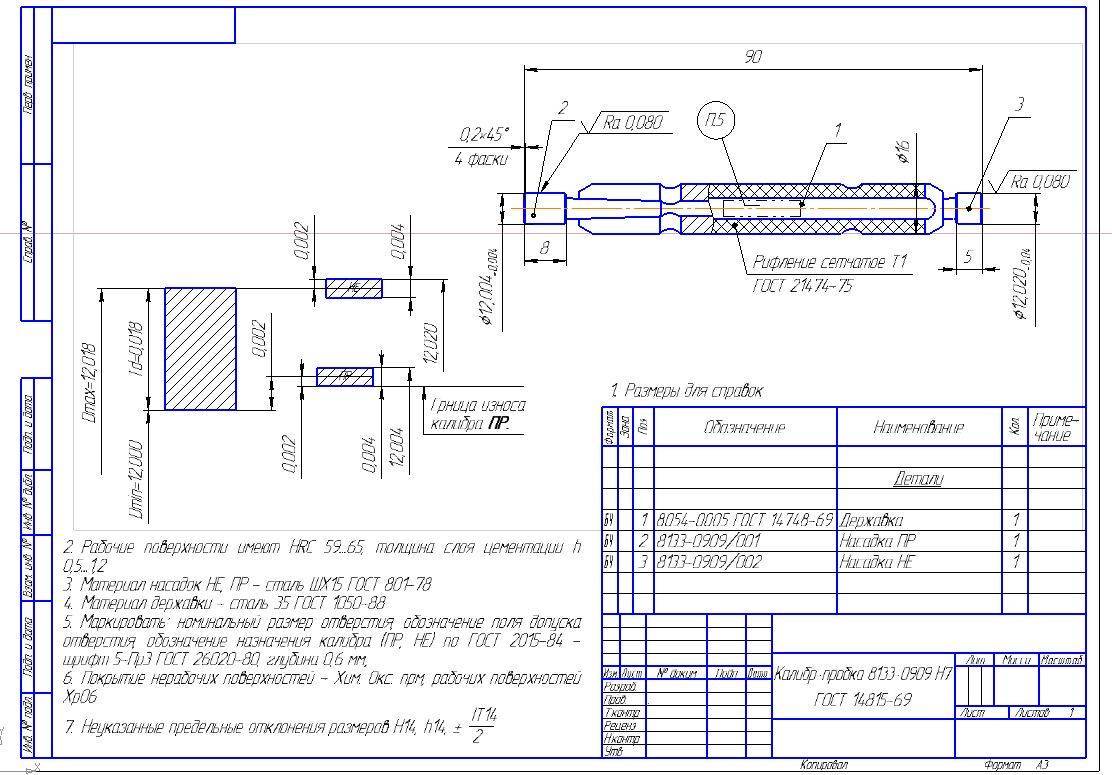
Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм ГОСТ 14810-69

Назначение: Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм ГОСТ 14810-69 предназначены для контроля отверстий с полями допусков по ЕСДП СЭВ и по системе OCT.Цена: по запросу Оставить заявку
Примеры обозначения при заказе: Гладкого двустороннего калибра-пробки Dном=4 мм для контроля отверстия с полем допуска Н9: Калибр-пробка 8133-0906 Н9 ГОСТ 14810-69 То же, для контроля отверстия с полем допуска А3: Калибр-пробка 8133-0906 А3 ГОСТ 14810-69 То же, для приемного гладкого проходного калибра-пробки П-ПР: Калибр-пробка 8133-0906 А3 П-ПР ГОСТ 14810-69
| Обозначение калибра-пробки | Dноммм | Обозначение калибра-пробки | Dном мм |
| 8133-0901 | 3,2 | 8133-0931 | 17 |
| 8133-0902 | 3,4 | 8133-0932 | 18 |
| 8133-0903 | 3,5 | 8133-0933 | 19 |
| 8133-0904 | 3,6 | 8133-0934 | 20 |
| 8133-0905 | 3,8 | 8133-0935 | 21 |
| 8133-0906 | 4 | 8133-0936 | 22 |
| 8133-0907 | 4,2 | 8133-0937 | 23 |
| 8133-0908 | 4,5 | 8133-0938 | 24 |
| 8133-0909 | 4,8 | 8133-0939 | 25 |
| 8133-0910 | 5 | 8133-0940 | 26 |
| 8133-0963 | 5,3 | 8133-0941 | 27 |
| 8133-0964 | 5,6 | 8133-0942 | 28 |
| 8133-0913 | 6 | 8133-0943 | 29 |
| 8133-0914 | 6,3 | 8133-0944 | 30 |
| 8133-0915 | 6,5 | 8133-0945 | 31 |
| 8133-0965 | 6,7 | 8133-0946 | 32 |
| 8133-0916 | 7 | 8133-0947 | 33 |
| 8133-0966 | 7,1 | 8133-0948 | 34 |
| 8133-0917 | 7,5 | 8133-0949 | 35 |
| 8133-0918 | 8 | 8133-0950 | 36 |
| 8133-0919 | 8,5 | 8133-0951 | 37 |
| 8133-0920 | 9 | 8133-0952 | 38 |
| 8133-0921 | 9,5 | 8133-0953 | 39 |
| 8133-0922 | 10 | 8133-0954 | 40 |
| 8133-0923 | 10,5 | 8133-0955 | 41 |
| 8133-0924 | 11 | 8133-0956 | 42 |
| 8133-0925 | 11,5 | 8133-0957 | 44 |
| 8133-0926 | 12 | 8133-0958 | 45 |
| 8133-0927 | 13 | 8133-0959 | 46 |
| 8133-0928 | 14 | 8133-0960 | 47 |
| 8133-0929 | 15 | 8133-0961 | 48 |
| 8133-0930 | 16 | 8133-0962 | 50 |
Ассортимент производимой продукции:
Калибр-пробка 8133-0901 ГОСТ 14810-69 Калибр-пробка 8133-0902 ГОСТ 14810-69 Калибр-пробка 8133-0903 ГОСТ 14810-69 Калибр-пробка 8133-0904 ГОСТ 14810-69 Калибр-пробка 8133-0905 ГОСТ 14810-69 Калибр-пробка 8133-0906 ГОСТ 14810-69 Калибр-пробка 8133-0907 ГОСТ 14810-69 Калибр-пробка 8133-0908 ГОСТ 14810-69 Калибр-пробка 8133-0909 ГОСТ 14810-69 Калибр-пробка 8133-0910 ГОСТ 14810-69 Калибр-пробка 8133-0963 ГОСТ 14810-69 Калибр-пробка 8133-0964 ГОСТ 14810-69 Калибр-пробка 8133-0913 ГОСТ 14810-69 Калибр-пробка 8133-0914 ГОСТ 14810-69 Калибр-пробка 8133-0915 ГОСТ 14810-69 Калибр-пробка 8133-0965 ГОСТ 14810-69 Калибр-пробка 8133-0916 ГОСТ 14810-69 Калибр-пробка 8133-0966 ГОСТ 14810-69 Калибр-пробка 8133-0917 ГОСТ 14810-69 Калибр-пробка 8133-0918 ГОСТ 14810-69 Калибр-пробка 8133-0919 ГОСТ 14810-69 Калибр-пробка 8133-0920 ГОСТ 14810-69 Калибр-пробка 8133-0921 ГОСТ 14810-69 Калибр-пробка 8133-0922 ГОСТ 14810-69 Калибр-пробка 8133-0923 ГОСТ 14810-69 Калибр-пробка 8133-0924 ГОСТ 14810-69 Калибр-пробка 8133-0925 ГОСТ 14810-69 Калибр-пробка 8133-0926 ГОСТ 14810-69 Калибр-пробка 8133-0927 ГОСТ 14810-69 Калибр-пробка 8133-0928 ГОСТ 14810-69 Калибр-пробка 8133-0929 ГОСТ 14810-69 Калибр-пробка 8133-0930 ГОСТ 14810-69 Калибр-пробка 8133-0931 ГОСТ 14810-69 Калибр-пробка 8133-0932 ГОСТ 14810-69 Калибр-пробка 8133-0933 ГОСТ 14810-69 Калибр-пробка 8133-0934 ГОСТ 14810-69 Калибр-пробка 8133-0935 ГОСТ 14810-69 Калибр-пробка 8133-0936 ГОСТ 14810-69 Калибр-пробка 8133-0937 ГОСТ 14810-69 Калибр-пробка 8133-0938 ГОСТ 14810-69 Калибр-пробка 8133-0939 ГОСТ 14810-69 Калибр-пробка 8133-0940 ГОСТ 14810-69 Калибр-пробка 8133-0941 ГОСТ 14810-69 Калибр-пробка 8133-0942 ГОСТ 14810-69 Калибр-пробка 8133-0943 ГОСТ 14810-69 Калибр-пробка 8133-0944 ГОСТ 14810-69 Калибр-пробка 8133-0945 ГОСТ 14810-69 Калибр-пробка 8133-0946 ГОСТ 14810-69 Калибр-пробка 8133-0947 ГОСТ 14810-69 Калибр-пробка 8133-0948 ГОСТ 14810-69 Калибр-пробка 8133-0949 ГОСТ 14810-69 Калибр-пробка 8133-0950 ГОСТ 14810-69 Калибр-пробка 8133-0951 ГОСТ 14810-69 Калибр-пробка 8133-0952 ГОСТ 14810-69 Калибр-пробка 8133-0953 ГОСТ 14810-69 Калибр-пробка 8133-0954 ГОСТ 14810-69 Калибр-пробка 8133-0955 ГОСТ 14810-69 Калибр-пробка 8133-0956 ГОСТ 14810-69 Калибр-пробка 8133-0957 ГОСТ 14810-69 Калибр-пробка 8133-0958 ГОСТ 14810-69 Калибр-пробка 8133-0959 ГОСТ 14810-69 Калибр-пробка 8133-0960 ГОСТ 14810-69 Калибр-пробка 8133-0961 ГОСТ 14810-69 Калибр-пробка 8133-0962 ГОСТ 14810-69
По вопросам покупки калибров обращайтесь в отдел продаж по телефону +7 (351) 734-96-34 и на электронную почту





