

Свойства ковкого чугуна
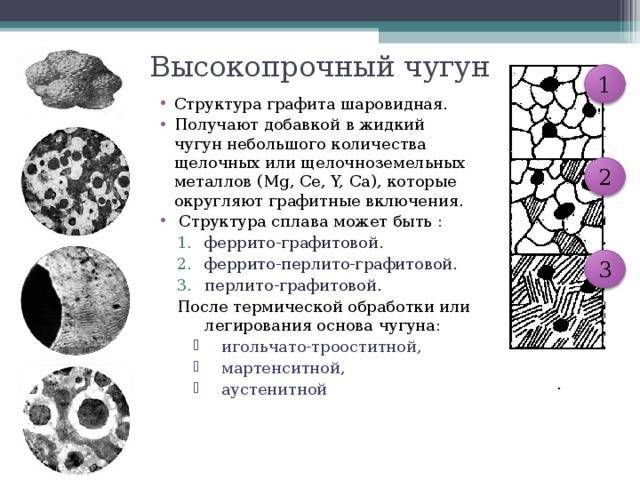
Режим термообработки и содержание легирующих элементов, углерода и кремния определяют механические характеристики отожжённого металла.
Чугуны перлитного класса характеризуются высокими показателями сопротивления на разрыв, твёрдости, износостойкости, антифрикционными свойствами, антикоррозионной стойкостью. Но эти материалы имеют низкие значения относительного удлинения, и как следствие низкую пластичность.
Ковкие чугуны ферритного класса имеют меньшее значения сопротивления на разрыв, пониженную твёрдость и большее относительное удлинение. У них меньше прочность, но выше пластичность.
Рассматриваемый сплав выгодно отличается от сталей и серого чугуна следующими показателями:
- отношение предела текучести к пределу прочности выше, чем у стали, достигает 0,6-0,8 у перлитного сплава;
- рассматриваемый сплав перлитного класса превосходит серый чугун и даже высокопрочные конструкционные стали по твёрдости и прочности (630 Н/мм2);
- ферритный ковкий сплав по значению относительного удлинения превосходит этот показатель у серого чугуна в 10 раз, что говорит о его высокой пластичности.
Кроме того, отожжённый металл обладает высокой величиной внутреннего трения, что позволяет быстро гасить вибрации, хорошими антифрикционными свойствами и малой чувствительностью к надрезам.
При легировании элементами: Mn, Ti, Cr, Cu металл приобретает высокую износостойкость. При добавлении в чугунный расплав хрома и никеля к повышенной износостойкости добавляется жаростойкость.
Разрушительный элемент и нейтрализация
Одной из целей при производстве ковкого чугуна хорошего качества является получение продукта с тонким распределением хорошо сформированных конкреций внутри структуры.
Процесс с нодулярным графитом способен привести к снижению механических свойств. Причём снижение механических свойств зависит от нонодулярного или чешуйчатого графита стандартов «ISO 945» и «ASTM 247».
Небольшое количество элементов:
- свинца,
- висмута,
- сурьмы,
- титана,
по отдельности или в комбинации, разрушают магний, обладающий желаемым модульным эффектом, и поэтому эти элементы часто называют разрушительными или губительными элементами. Эффекты разрушительных элементов накапливаются.
Небольшие количества двух или более разрушительных элементов, присутствующих в количествах, которые по отдельности не имеют значительного эффекта, вместе могут неблагоприятно влиять на образование узлового графита.
В частности:
- титан,
- свинец,
- висмут,
увеличиваются в объёмах с увеличением размера литого профиля. По этой причине приемлемые уровни не могут быть указаны.
Влияние использования загрузочных материалов печи, контролирующих подрывные элементы, может быть оценено путём определения влияния на графитовые структуры в испытательном стержне или отливке.
Когда элементы присутствуют индивидуально, возможны губительные (разрушительные) эффекты, если к следующим уровням добавляются:
- свинец (0,0005%),
- висмут (0,002%,),
- сурьма (0,004%),
- титан (0,1%).
Влияние губительных элементов можно нейтрализовать добавлением небольшого количества церия (0,002 — 0,005%) в дополнение к магнию. Содержание церия выше примерно 0,01% приведёт к уменьшению количества клубеньков и увеличению риска образования карбидов
Поэтому важно выдерживать указанный процентный диапазон
Комплексно-легированные чугуны
Дня выплавки чугунов, используемых для изготовления гильз цилиндров, используются индукционные печи и различные ферросплавы. Заливку расплавов производят в кокиль. Экспериментальное исследование силового воздействия затвердевания отливки в литейной форме приведено в, а некоторые подходы к исследованию теплофизических процессов кристаллизации — в.
Для изготовления гильз цилиндров в облицованный кокиль были использованы антифрикционные никелевые чугуны типа ИЧХН4 (РТМ 28-61), ЧН1ХМД и ЧНМШ, АЧС-2 и АЧС-3 (ГОСТ 1585-85), высокопрочные бейнитные ВЧ100 и ВЧ120 (ГОСТ 7293-85) и перлитные АЧВ-1 и АЧВ-2 (ГОСТ 1585-85), а также комплексно микролегированные чугуны типа АЧСД06Х04Н02 и АЧВН08Д06Т01. Технология плавки и вне печной обработки — в соответствии с РТМ МТ 20-2-76. Заливку расплавов производили в тонкостенные и массивные кокили.
В зависимости от толщины стенок металлического кокиля х3 и отливки х1 кокили делятся на тонкостенные (х3 ~х1) и массивные (х3 ~ х1). Технология литья в тонкостенные кокили, полученные из листового проката, испытана при изготовлении крупных отливок. Вместе с тем, с учетом незначительной толщины стенки отливки гильз и требований к жесткости кокиля размеры (толщина) последнего, как правило, во много раз превышают x1 т. е. они относятся к классу массивных кокилей. Наличие нескольких слоев в форме, имеющих различные теплофизические характеристики, затрудняет аналитические расчеты процесса охлаждения. Для их упрощения, возможности получения удобных для использования формул получены дифференциальные уравнения нестационарной теплопроводности второго порядка более простые и дифференциальные уравнения теплового баланса первого порядка.
Ферросплавы, используемые при производстве отливок гильз из износостойкого чугуна
| Ферросплав | Стандарт | Марка |
| Ферросилиций | ГОСТ 1415-93 | ФС45, ФС75 |
| Ферромарганец | ГОСТ 4750-89 | ФМн78 |
| Феррохром | ГОСТ 4757-91 | ФХ65 |
| Феррованадий | ТУ 14-5-98-85 | ФВд35А |
| Ферротитан | ГОСТ 4761-91 | ФТиЗОА |
| Ферробор | ГОСТ 14848-69 | ФБ-20 |
| Никель металлический | ГОСТ 849-97 | Н2, НЗ |
| Медь катодная | ГОСТ 646-84 | М0К,М1К |
| Феррофосфор | ТУ 6-25-44-80 | ФФ15-15 |
| Лигатура на основе РЗМ | ТУ 48-4-280-86 | МЦ50Ж6 |
Теплопроводность облицованного слоя кокиля существенно ниже, чем материалов отливки и кокиля, а массивность кокиля выше, поэтому облицовка имеет значительно большую теплоаккумулирующую способность по сравнению с отливкой.
При литье в кокиль сокращается расход стержневой смеси. Затвердевание отливок происходит в условиях интенсивного отвода теплоты от залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаные формы.
Литье в облицованные кокили состоит в том, что модельную плиту 6 с моделью 5 нагревают электрическими или газовыми нагревателями 7 до температуры 200…220 °С. На модельную плиту устанавливают нагретый до температуры 200…220 °С кокиль 3. В зазор между кокилем 3 и моделью 5 из пескодувной головки / через сопла 2 вдувается формовочная смесь с термореактивным связующим. Оболочка 4 толщиной 3…5 мм формируется и упрочняется за счет теплоты кокиля и модели. После отверждения оболочки на кокиле модель извлекают. Аналогично изготовляют и вторую половину кокиля. После изготовления полу форм кокиль собирают, а затем из ковша 8 заливают расплавленным металлом.
Все операции технологического процесса литья в облицованный кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины и автоматические кокильные линии изготовления отливок.





Важной особенностью литья в облицованный кокиль является возможность управления процессом затвердевания отливок и повышения их механических свойств. Это осуществляется в основном регулированием тепловых условий литья
Теория затвердевания отливок в облицованном кокиле развита в работах отечественных специалистов, базирующихся на фундаментальных исследованиях тепловой теории литья, — А.И. Вейника, Г.А. Анисовича, Г.Ф. Баландина, Н.Г. Гиршовича, А.М. Петриченко и др.
Механические свойства металла
Механические свойства КЧ зависят от суммарной доли включённого в его химический состав углерода и отжига. Для получения высококачественного сплава нужно выбирать чугунные отливки с низким содержанием углерода от 2,4 до 2,7%. Показатель твёрдости имеет прямую зависимость от состава, значение прочности и пластичности – от количества графита. В отличие от материала с шарообразным графитом, большую роль играет не только форма, но и число графитовых зёрен.
Согласно этому максимальной прочности можно достичь при получении дисперсного перлита с малым числом компактного графита, а наивысшей пластичности – при получении феррита с таким же объёмом графита. Показатель обрабатываемости ковкого сплава приближен к высокопрочному чугуну.
Ковкий чугун нормально эксплуатируется в низких температурных режимах, но по сравнению с серым сплавом обладает высоким показателем хрупкости. Температурное воздействие на химические свойства ковкого сплава проявляется в основном при отметке свыше 400 градусов в снижении пределов упругости и текучести, а также в увеличении показателя относительного удлинения после разрыва.
Порог хрупкости феррита существенно ниже, чем в случае с перлитом. При отсутствии дефектов литья, отливки из ковкого сплава являются герметичными в условиях сдавливания свыше 20 МПа. Перлитный ковкий чугун обладает высокой износостойкостью во время эксплуатации со смазочным материалом при давлениях до 20 МПа и быстро изнашивается от трения без смазки.
Чугун серый
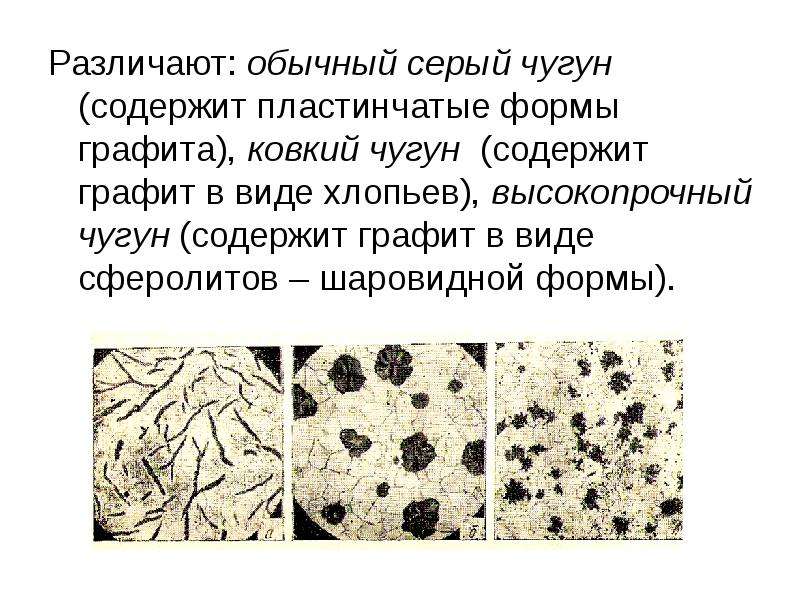
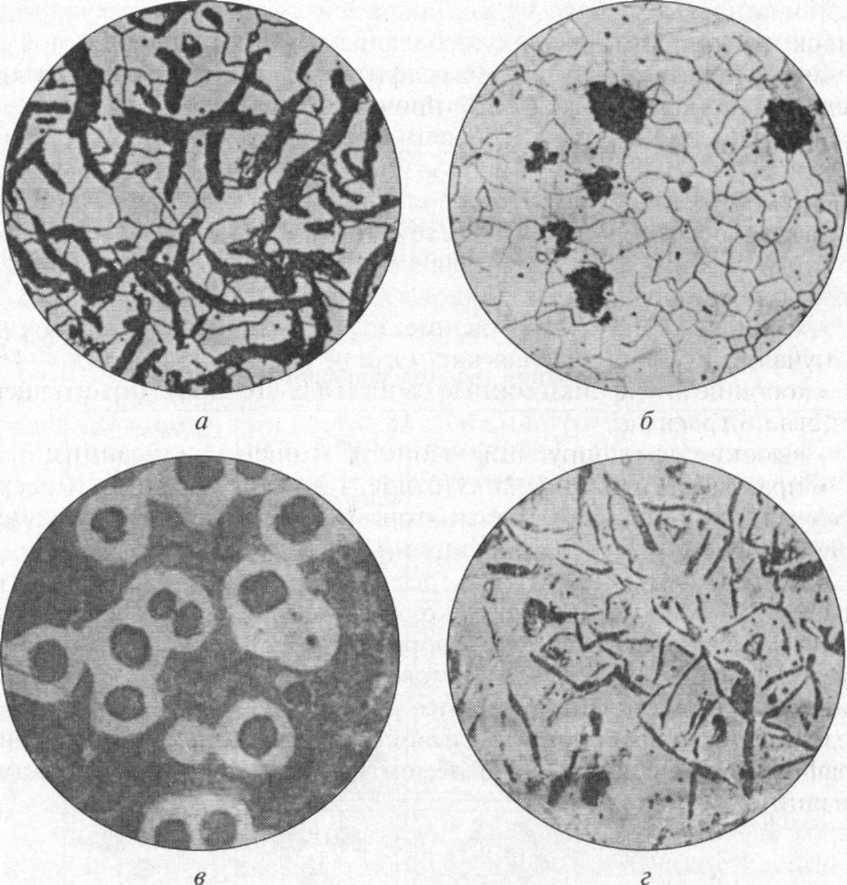
Серый чугун широко применяется в машиностроении. Такое название он получил по серому цвету излома, обусловленному наличием в структуре чугуна свободного углерода в виде графита. По виду металлической основы различают серые чугуны перлитные, перлитно-ферритные и ферритные.
Таблица 1. Чугуны серые литейные, их основные свойства и применение
| Марка | σв МПа | НВ | Свойства и применение |
| Сч10 | 275 | 139-274 | Малоответственные отливки с толщиной стенок до 15 мм (корпуса, крышки, кожухи и др.), детали, для которых прочностная характеристика не является обязательной,- опоки, арматуру, рамки, сковороды, декоративные детали, массивные строительные колонны, фундаментные плиты |
| СЧ15 | 314 | 160-224 | Малоответственные отливки с толщиной стенок 10 – 30 мм (трубы, корпуса клапанов, вентили при давлении – до 20 МПа и др.), корпусные малонагруженные детали, подмоторные плиты, рычаги, шкивы, маховики, емкости для масла и охлаждающей жидкости, корпуса фильтров, фланцы, крышки, звездочки цепных передач |
| СЧ18 | 354 | 167-224 | Ответственные отливки с толщиной стенок 10 – 20 мм (шкивы, зубчатые колеса, станины, суппорты и др.) |
| СЧ20 | 397 | 167-236 | Ответственные отливки с толщиной стенок до 30 мм (блоки цилиндров, поршни, тормозные барабаны, каретки и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются требования герметичности при давлении до 8 МПа (80 кгс/см 2 ), корпусов, коробок передач, шпиндельных бабок, балансиров, планшайб, гильз, кареток, цилиндров, насосов, золотников, арматуры, компрессоров |
| СЧ25 | 450 | 176-245 | Ответственные отливки с толщиной стенок до 40 мм (кокильные формы, поршневые кольца и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются повышенные требования к герметичности |
| СЧ3О | 490 | 177-250 | Ответственные отливки с толщиной стенок до 60 мм (поршни, гильзы дизелей, рамы, штампы и др.), для изготовления кронштейнов, салазок столов и суппортов, деталей с поверхностной закалкой, цилиндров, корпусов насосов, дизелей и двигателей внутреннего сгорания, поршневых колец, коленчатых и распределительных валов |
| СЧ35 СЧ45 | 540 | 193-264 | Ответственные высоконагруженные отливки с толщиной стенок до 100 мм (малые коленчатые валы, детали паровых двигателей и др.) деталей, для изготовления к которым предъявляются требования герметичности при давлении свыше 8 МПа |
Графит обладает низкими механическими свойствами. Он нарушает целостность металлической основы. Располагаясь между зернами металлической основы, графит ослабляет связь между ними. Поэтому серый чугун плохо сопротивляется растяжению и имеет очень низкую пластичность и вязкость. Чем крупнее и прямолинейнее графитовые включения, тем хуже механические свойства чугуна. Твердость серого чугуна, а также его сопротивление сжатию близки к показателям стали, имеющей такую же структуру, как у металлической основы чугуна.
Графит оказывает и некоторое положительное влияние на свойства чугуна, в частности, он повышает его износостойкость, действуя аналогично смазке, повышает обрабатываемость резанием, так как делает стружку ломкой, способствует гашению вибраций изделий, уменьшает усадку при изготовлении отливок.
Механические свойства серого чугуна могут быть улучшены равномерным распределением мелкопластинчатого графита в отливке. Это достигается путем специальной обработки – модифицирования, когда в жидкий чугун перед его разливкой вводят добавки, которые образуют дополнительные центры графитизации, в результате чего получается мелкопластинчатый графит. Чугун с таким графитом называют модифицированным. От обычного серого чугуна он отличается более высоким сопротивлением разрыву, однако пластичность и вязкость его при модифицировании не улучшаются.
По ГОСТ 1412-85 буквы СЧ в обозначении марки чугуна означают – серый чугун. Двузначная цифра соответствует пределу прочности при растяжении σв МПа. Стандарт нормирует предел прочности серых чугунов σв = 274÷637 МПа, твердость – 143÷637 НВ и химический состав.
Основные свойства серого чугуна и его применение приведены в таблице 1.
Особенности производства ковкого чугуна
Изготовление чугуна КЧ обладает рядом тонкостей, которые обусловлены литьевыми характеристиками и другими свойствами.
Производство ковкого чугуна
Чугун марки БЧ, являющийся основной производства ковкого, обладает не очень хорошими литьевыми параметрами. В, частности, он обладает пониженной жидкотекучестью, большим размером усадки во время остывания, и он склонен к формированию различных литейных дефектов. Эти является причиной того, что при производстве необходимо перегревать металл и принимать меры по борьбе с дефектами литья. Изготовление ковкого чугуна может выполняться с обязательным учетом усадки и изменения размеров заготовок во время томления. Максимальную усадку, имеют тонкие заготовки, минимальную, толстые. Операция томления выполняется при 1350 – 1450 градусов Цельсия.
Отжиг (томление) это базовый этап при производстве чугуна КЧ. Его производят в отдельных цехах, называемых томительными. Заготовки размещают в горшках, выполненных из стали или чугунных сплавов разных марок, для томления. В горшок может быть уложено до 300 отливок исходя из того, что до 1 500 кг должно приходиться на один кубометр.
Ковкий чугун получает наибольшую прочность в горшках, произведенных из белого чугуна с добавками хрома и минимальным количеством фосфора. Расход горшков измеряют по весу, он может составлять от 4 до 15 % веса заготовок. Именно поэтому увеличение их стойкости играет большую роль в формировании стоимости готового ковкого чугуна.
Во избежание коробления готовых отливок укладка заготовок в горшки должна выполняться с особой тщательностью. Их укладывают максимально плотно, для повышения эффекта заготовки пересыпают песком или рудой. Эти материалы предохраняют заготовки от деформации и лишнего окисления.
Производство чугуна
Для производства ковкого чугуна применяют электрические печи. Это вызвано тем, что в процессе томления должна быть возможность регулировки температуры, резкий подъем на время нагрева и быстрое понижения на стадии его графитизации. Кроме того, не будет лишним, и возможность регулировки воздушной смеси в печи.
Отливки, полученные из ковкого чугуна несколько раз проходят через операцию очистки, а после отжига удалению питателей и правке. Первая чистка проводится для удаления остатков формовочных смесей. Для чистки применяют пескоструйное оборудование или специальные галтовочные барабаны. Удаление остатков питателей происходят на наждаках.






Дефекты ковкого чугуна
Самыми часто встречающимися дефектами ковкого чугуна можно назвать следующие:
- усадочные раковины;
- недолив;
- трещины и пр.
Часть дефектов не может быть исправлена дальнейшей термической обработкой. Следует отметить, то, что изготовление ковкого чугуна требует строго соблюдения всех требований ГОСТ, технологических правил и регламентов. Только в этом случае можно говорить о получении качественного ковкого чугуна, которым допустимо заменять другие, дорогие материала – стали, цветные металлы.
Чугун серый
Серый чугун широко применяется в машиностроении. Такое название он получил по серому цвету излома, обусловленному наличием в структуре чугуна свободного углерода в виде графита. По виду металлической основы различают серые чугуны перлитные, перлитно-ферритные и ферритные.
Таблица 1. Чугуны серые литейные, их основные свойства и применение
| Марка | σв МПа | НВ | Свойства и применение |
| Сч10 | 275 | 139-274 | Малоответственные отливки с толщиной стенок до 15 мм (корпуса, крышки, кожухи и др.), детали, для которых прочностная характеристика не является обязательной,- опоки, арматуру, рамки, сковороды, декоративные детали, массивные строительные колонны, фундаментные плиты |
| СЧ15 | 314 | 160-224 | Малоответственные отливки с толщиной стенок 10 — 30 мм (трубы, корпуса клапанов, вентили при давлении — до 20 МПа и др.), корпусные малонагруженные детали, подмоторные плиты, рычаги, шкивы, маховики, емкости для масла и охлаждающей жидкости, корпуса фильтров, фланцы, крышки, звездочки цепных передач |
| СЧ18 | 354 | 167-224 | Ответственные отливки с толщиной стенок 10 — 20 мм (шкивы, зубчатые колеса, станины, суппорты и др.) |
| СЧ20 | 397 | 167-236 | Ответственные отливки с толщиной стенок до 30 мм (блоки цилиндров, поршни, тормозные барабаны, каретки и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются требования герметичности при давлении до 8 МПа (80 кгс/см2), корпусов, коробок передач, шпиндельных бабок, балансиров, планшайб, гильз, кареток, цилиндров, насосов, золотников, арматуры, компрессоров |
| СЧ25 | 450 | 176-245 | Ответственные отливки с толщиной стенок до 40 мм (кокильные формы, поршневые кольца и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются повышенные требования к герметичности |
| СЧ3О | 490 | 177-250 | Ответственные отливки с толщиной стенок до 60 мм (поршни, гильзы дизелей, рамы, штампы и др.), для изготовления кронштейнов, салазок столов и суппортов, деталей с поверхностной закалкой, цилиндров, корпусов насосов, дизелей и двигателей внутреннего сгорания, поршневых колец, коленчатых и распределительных валов |
| СЧ35 СЧ45 | 540 | 193-264 | Ответственные высоконагруженные отливки с толщиной стенок до 100 мм (малые коленчатые валы, детали паровых двигателей и др.) деталей, для изготовления к которым предъявляются требования герметичности при давлении свыше 8 МПа |
Графит обладает низкими механическими свойствами. Он нарушает целостность металлической основы. Располагаясь между зернами металлической основы, графит ослабляет связь между ними. Поэтому серый чугун плохо сопротивляется растяжению и имеет очень низкую пластичность и вязкость. Чем крупнее и прямолинейнее графитовые включения, тем хуже механические свойства чугуна. Твердость серого чугуна, а также его сопротивление сжатию близки к показателям стали, имеющей такую же структуру, как у металлической основы чугуна.
Графит оказывает и некоторое положительное влияние на свойства чугуна, в частности, он повышает его износостойкость, действуя аналогично смазке, повышает обрабатываемость резанием, так как делает стружку ломкой, способствует гашению вибраций изделий, уменьшает усадку при изготовлении отливок.
Механические свойства серого чугуна могут быть улучшены равномерным распределением мелкопластинчатого графита в отливке. Это достигается путем специальной обработки — модифицирования, когда в жидкий чугун перед его разливкой вводят добавки, которые образуют дополнительные центры графитизации, в результате чего получается мелкопластинчатый графит. Чугун с таким графитом называют модифицированным. От обычного серого чугуна он отличается более высоким сопротивлением разрыву, однако пластичность и вязкость его при модифицировании не улучшаются.
По ГОСТ 1412-85 буквы СЧ в обозначении марки чугуна означают — серый чугун. Двузначная цифра соответствует пределу прочности при растяжении σв МПа. Стандарт нормирует предел прочности серых чугунов σв = 274÷637 МПа, твердость — 143÷637 НВ и химический состав.
Основные свойства серого чугуна и его применение приведены в таблице 1.
Чугуны: белые, серые, высокопрочные, ковкие.
Чугун – первичный продукт переработки железных руд путем плавки в доменных печах. В структуре чугунов могут быть разные составляющие в зависимости от того, какая часть углерода оказывается в структурно—свободном состоянии. Это же определяет название чугунов: белый, серый, высокопрочный, ковкий.
Чугун – самый распространенный железоуглеродистый литейный материал, содержащий свыше 2 % углерода, до 4,5 % – кремния, до 1,5 % – марганца, до 1,8 % – фосфора и до 0,08 % – серы. Чугун обладает высокими литейными свойствами, поэтому широко используется в литейном производстве в качестве конструкционного материала. Из чугуна, имеющего невысокий коэффициент трения, изготовляют подшипники скольжения.
Белый чугун представляет собой сплав железа с углеродом в виде карбида железа Fе 3 С, т. е. углерод находится в связанном состоянии в виде химического соединения – цементита. Содержание углерода в белом чугуне колеблется в пределах от 2,14 до 6,67 %, причем первичная структура белых чугунов может содержать ледебурит, аустенит и первичный цементит. Кроме того, в микроструктуру белых доэвтектических чугу—нов входят перлит, вторичный цементит и ледебурит – при комнатных температурах. При содержании от 2,14 до 4,3 % углерода белые чугуны называются доэвтектическими, при 4,3 % – эвтектическими и при 4,3–6,67 % – заэвтектическими.
Серый чугун широко применяется в машиностроении. Такое название он получил по серому цвету излома, обусловленному наличием в структуре чугуна свободного углерода в виде графита. Металлургическая промышленность выпускает одиннадцать марок серых чугунов: СЧ 10 – из него изготавливают детали, для которых прочностная характеристика не является обязательной, – запорную арматуру (вентили, клапаны, задвижки), сковороды, крышки и так далее; СЧ 15, СЧ 18 – из них изготавливают рычаги, шкивы, фланцы, звездочки, корпусные малонагруженные детали.
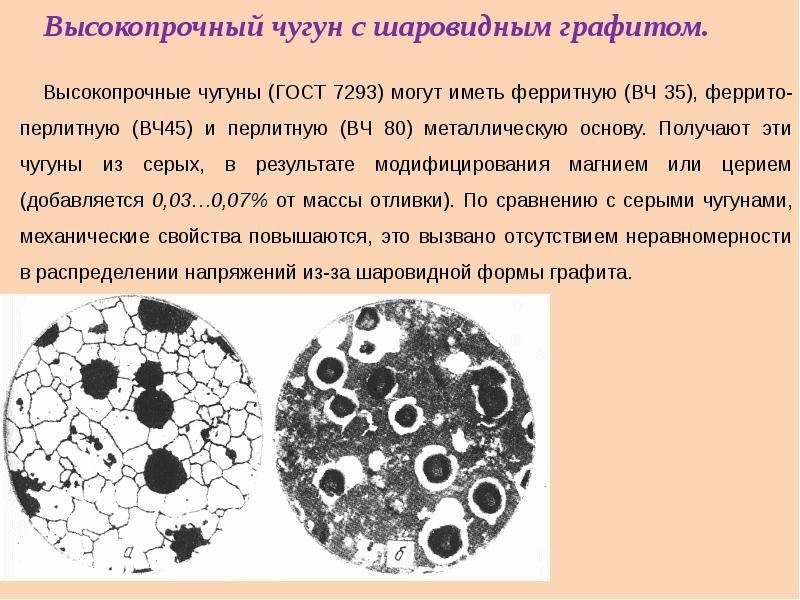
Высокопрочный чугун получают путем введения магния – до 0,9 % и церия – до 0,05 % в жидкий серый чугун перед разливкой его в формы.
Высокопрочный чугун имеет более высокое содержание углерода и кремния и пониженное содержание марганца. В этом чугуне сочетаются ценные свойства стали и чугуна. В обозначение их марок входят два числа – первое указывает предел прочности на разрыв, второе – относительное удлинение.
Всего выпускают десять марок высокопрочного чугуна.
Например: ВЧ 38–17, ВЧ 42–12, ВЧ 45–5, ВЧ 50–7, ВЧ 100–2, ВЧ 120–2. Из высокопрочных чугунов изготавливают многие детали, в том числе фасонные, корпуса и станины станков, гильзы, цилиндры, зубчатые колеса и т. д.
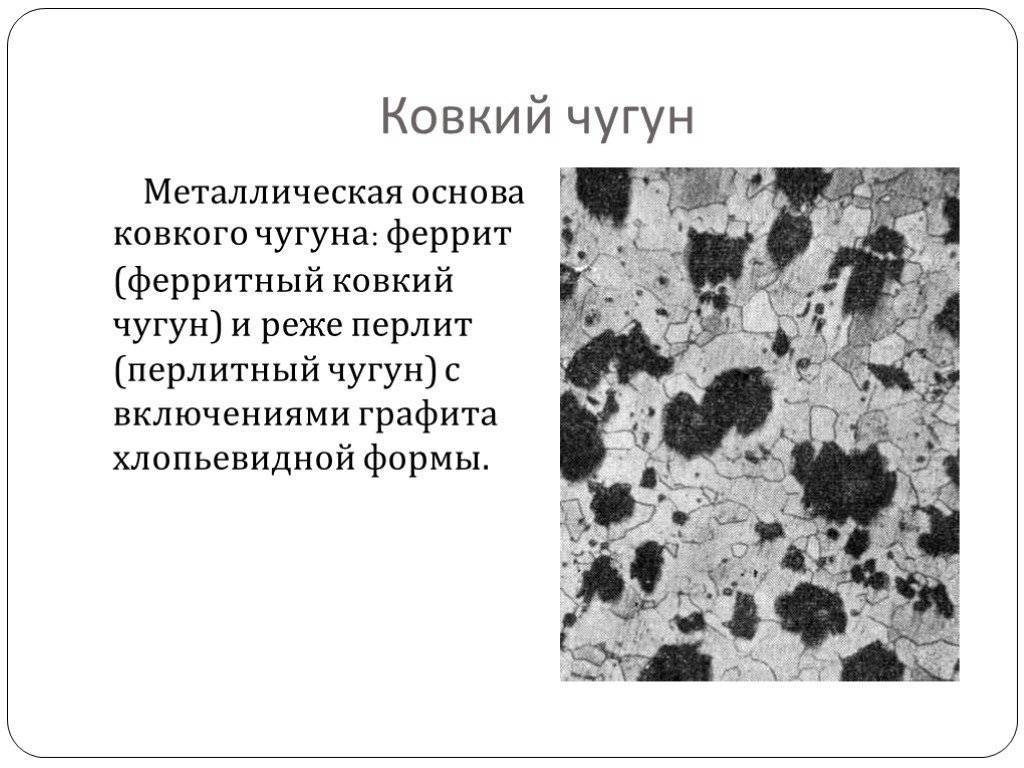
Выпуска 11 марок ковкого чугуна, причем маркируется он по тому же принципу, что и высокопрочный. Ковкие чугуны могут иметь ферритную, перлитную и ферритил—перлитную металлическую основу.
Чугуны ферритного класса КЧ 35–10 и КЧ 37–12 используют для производства деталей, эксплуатируемых при высоких динамических и статических нагрузках, – картеров, редукторов, ступиц и т. д., а чугуны марок КЧ 30–6 и КЧ 33–8 – для изготовления менее ответственных деталей – хомутов, гаек, вентилей, колодок и т. д.
Получение – ковкий чугун
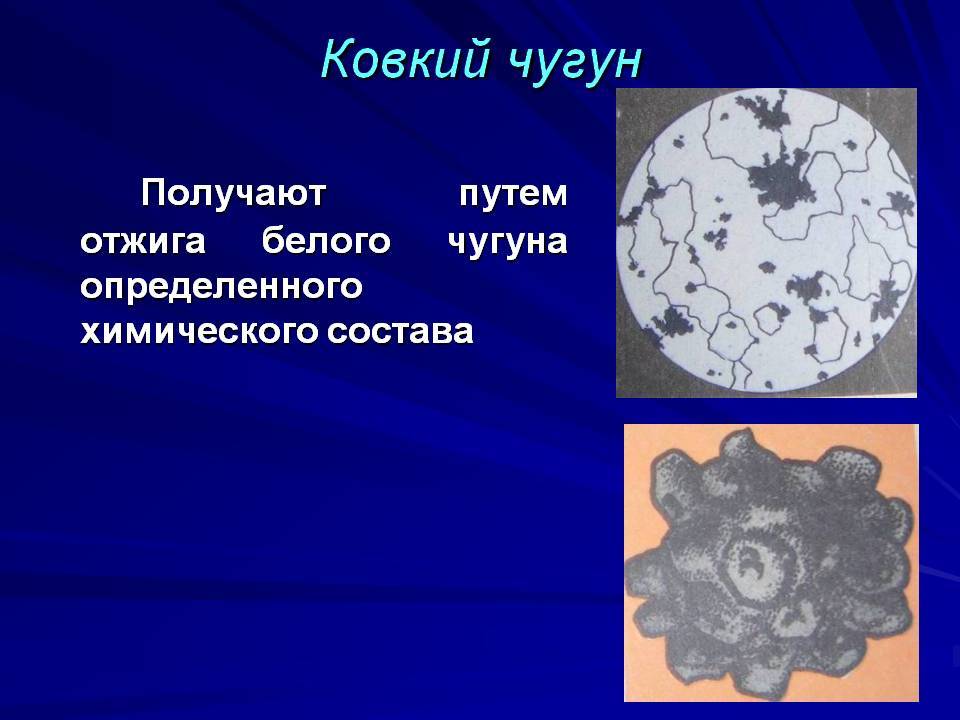
Получение ковкого чугуна осуществляется следующим образом: сначала отливают детали из белого чугуна, после чего их подвергают отжигу в специальных печах. Отжиг изделий может производиться в нейтральной или окислительной среде.
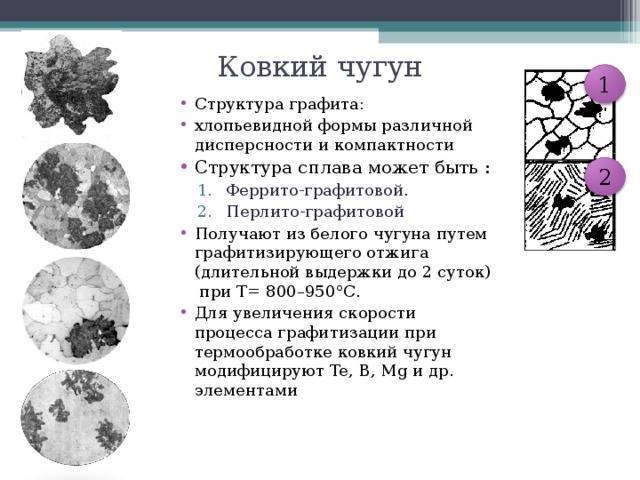
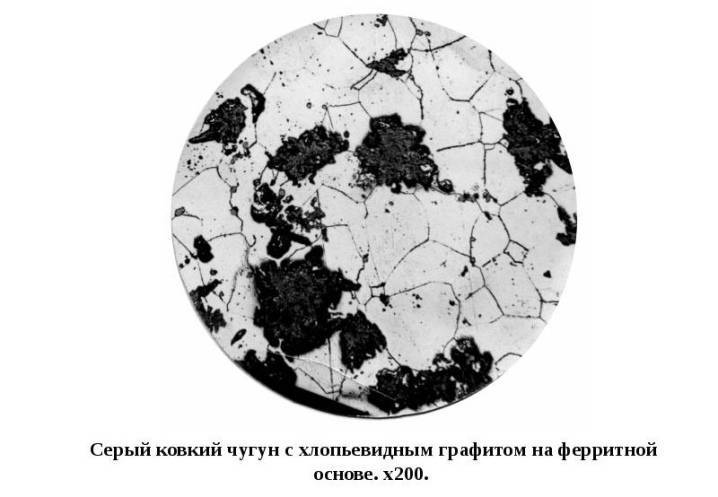
Для получения ковкого чугуна необходимо белый чугун нагреть до 950 – 1000 С и затем после длительной выдержки охладить с малой скоростью до обычной температуры. Структура ковкого чугуна характеризуется графитом в виде хлопьевидных включений. Такая форма включений графита ( по сравнению в чешуйчатыми включениями, характерными для серого чугуна) в меньшей степени снижает механические свойства ковкого чугуна.
| Режим отжига ковкого чугуна, модифицированного алюминием. висмутом ( 0 008. % н борон ( 0 ( Н2 %. |
Для получения ковкого чугуна с высокими механическими свойствами необходимо, чтобы содержание углерода в нем было минимальным. Содержание углерода в белом чугуне колеблется в пределах 2 2 – 3 2 %; при содержании 2 2 % С ухудшаются технологические свойства чугуна.
| Микроструктура ковкого чугуна. хЮО. |
Для получения ковких чугунов отливки из белых чугунов подвергают графитизирующему отжигу в отжигательных печах. Ковкие чугуны, так же как и серые, имеют структуру, состоя – щую из стальной основы и выделений графита. Разница только в; том, что в ковких чугунах он выделяется в процессе отжига.
Для получения высококачественного ковкого чугуна необходимо обеспечить низкое содержание углерода и кремния, определяющее структуру основной металлической массы, количество и форму графита в чугуне.
Для получения ковких чугунов повышенной прочности и износоустойчивости применяются специальные режимы термической обработки белого чугуна.
Процесс получения ковкого чугуна ( при отжиге без окисле ния углерода) состоит в длительном нагревании отливок из белого чугуна до более или менее полного выделения связанного углерода в виде графита. При отжиге с окислением чугун засыпают при томлении окалиной или рудой. Содержащийся в руде или окалине кислород диффундирует в горячий металл и окисляет преимущественно углерод чугуна, диффундирующий в свою очередь по направлению к поверхности.




Процесс получения ковкого чугуна длителен и дорог, этим и объясняется ограниченное распространение его в промышленности.
Способ получения ковкого чугуна также отличается от способа получения серых ( литейных) чугунов. Ковкий чугун образуется путем длительного нагрева и выдержки белого чугуна при высоких температурах.
При получении ковкого чугуна без окисления углерода отливки из белого чугуна помещают в жароупорные ящики, засыпают песком и медленно нагревают приблизительно до 900 – 1000, выдерживают при этой температуре до 25 час. Особенно медленное охлаждение ( 10 град / сек) дают при переходе через критическую точку А ( от 740 до 680), для того чтобы весь цементит разложился и структура отожженного чугуна представляла феррит с графитом в форме углерода отжига в крупных скоплениях. Вследствие этого количество выделившегося углерода отжига оказывается сравнительно малым. Выплавка чугуна с таким низким содержанием углерода может производиться в электрических или пламенных печах, благодаря его относительно высокой температуре плавления.
При получении ковкого чугуна с окислением углерода содержание последнего допускается в исходном белом чугуне в большем количестве – до 3 3 %, так как часть его выгорает. Во внутренних слоях, в центре наблюдается феррито-перлйтная или даже одна перлитная структура. Графитных включений при этом способе отжига в чугуне меньше, а тонкостенные мелкие отливки могут даже получить сплошную ферритную основу.
Основным процессом получения ковкого чугуна является отжиг, при котором происходит графитизация или обезуглероживание отливок.
Термическая обработка для получения ковкого чугуна типа 4 заключается в полном проведении первой стадии графитизации, после-дующей закалке и отпуске при темпе – wo ратуреббО – 700 С ( фиг. После проведения первой стадии графитизации устанавли – с вается равновесие аустенит – углерод отжига. При последующем быстром охлаждении в основной металлической массе происходят превращения, аналогичные превращениям в стали при ее закалке.
Свойства ковких чугунов
Структурное различие также отражается на свойствах изделий. Например, ферритный вид отливок имеет твердость меньше, чем перлитный, но зато он отличается большей пластичностью.
Хлопьевидные графитные включения придают изделиям высокую прочность при достаточно хорошей пластичности. Они способны поддаваться пластической деформации при температуре внутри помещений. Отсюда пошло их название «ковкие». Оно условно и не означает, что изделия из такого чугуна можно получать путем ковки. Для их изготовления применяют способ отливки деталей.
Одним из существенных преимуществ ковких заготовок является постоянство их свойств по всему поперечному сечению, а также отсутствие внутренних напряжений.
Физические и механические характеристики таких отливок находятся между подобными свойствами серых чугунов и стали. Они обладают:
- хорошей текучестью в жидком виде;
- свойством поглощения вибраций при периодически повторяющихся нагрузках;
- хорошей износостойкостью;
- стойкостью к коррозии, поэтому на них не действует влага, химические реактивы, в том числе топочный газ.
- высокой плотностью, например, заготовка, имеющая толщину 7-8 мм, способна выдержать давление при гидравлических испытаниях в пределах 40 атмосфер.
Это дает возможность использовать отливки для производства различных изделий в газовой и водопроводной сфере.
При низких температурах под действием динамических нагрузок материал может стать хрупким.





