

Комплектность поставки
Обычно в базовый комплект поставки промышленной кулачковой муфты с механическим приводом входят две полумуфты, зубчатый венец в сборе, упаковка и документация.
В качестве дополнительной опции предлагается установочный винт, облегчающий монтаж устройства на оборудование. Если кулачковая муфта оснащена электромагнитным или гидравлическим приводом, добавляется монтажная схема для подключения к гидравлике или электрической схеме агрегата.
На заводе изготовителе муфту собирают и испытывают на тестовом стенде, о результатах делают отметку в отгрузочном паспорте изделия.
Фрикционная муфта гусеничного трактора
Служит для отсоединения одного из бортов при повороте.
Устройство
- Ведущий барабан.
- Ведущие диски.
- Ведомый барабан.
- Ведомые диски.
- Нажимные пружины.
- Стяжные пальцы.
- Отжимной диск.
- Выжимной подшипник.
- Вилка выключения муфты.
Принцип действия
При прямолинейном движении — пакет дисков прижат отжимным диском за счёт пружин, и вращение передаётся от центральной передачи через фрикционную муфту на бортовой редуктор. При повороте — усилие от рычага управления передаётся через сервомеханизм на вилку выключения муфты. Вилка оттягивает выжимной подшипник и отжимной диск. Он отходит от пакета дисков и освобождает их, при этом сжимаются пружины. Ведущие диски начинают пробуксовывать относительно ведомых.
Формы выпуска фрикционных материалов
В зависимости от типа муфты могут использоваться различные формы выпуска фрикционных материалов:
- Фрикционные вкладыши имеют около 50 стандартных форм, которые подходят для применения в станках различного назначения. Материалами для вкладышей служат ретинакс и пресс-композиция.
- Фрикционные диски изготавливаются под заказ по требуемым размерам. Для производства нужно знать внутренний и внешний диаметры, а также толщину материала. Изготавливаются из пресс-композиции.
- Фрикционные секторы имеют около 70 разновидностей, которые между собой различаются внешним и внутренним диаметром, толщиной и размером сектора (уголом).
- Фрикционные пластины. Стандартный размер пластины 500х500 мм, а толщина составляет от 4 до 20 мм.
На данный момент фрикционные муфты являются незаменимыми в промышленном производстве. Их используют в станках разного назначения, прессах, тельферах и различных тормозных механизмах. Без них срок службы механизмов сократился бы в несколько раз, поэтому сегодня их ценность сложно переоценить.
Область применения кулачковых муфт
Ответственные и высоконагруженные устройства применяют везде, где требуется передавать по валу высокие моменты вращения или высокие угловые скорости. Муфты позволяют оперативно подключать и отключать ведомый вал от ведущего.
Они востребованы в таких областях, как:
- станкостроение;
- технологическое оборудование для лесной, бумагоделательной, химической и пищевой промышленности;
- металлургия;
- транспорт;
- сельскохозяйственная и дорожно-строительная техника
- добывающая промышленность;
- точное приборостроение;
- производство вооружений;
- энергетика и крупные инфраструктурные объекты.

Во многих случаях, когда необходимо обеспечить ограничение предельной мощности, используют предохранительные кулачковые муфты. Они применяются также там, где необходимо исключить передачу момента вращения в обратном направлении.
Кулачковые муфты с механическим приводом применяются большей частью в небольших станках настольного класса. Более сложные и масштабные агрегаты снабжаются гидравлическим или электромагнитным приводом и управляются от централизованной системы автоматики.
Жесткие кулачковые муфты используются в случае небольших оборотов и высоких передаваемых мощностей. При средних и высоких оборотах применяют устройства с упругим демпфирующим элементом.
Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
Часто установка изделия проводится на редуктор для его соединения с электрическим двигателем. Это можно связать с тем, что редуктор может заклинивать, это приводит к перегреву двигателя. Фрикционная муфта исключает вероятность возникновения подобной проблемы. Среди особенностей монтажа отметим:
- Нельзя прикладывать ударную нагрузку, так как она может повредить само изделие.
- Для упрощения захода обоймы может применяться смазка.
- Нарушение правил монтажа может стать причиной повреждения основной части.
Самостоятельный монтаж должен проводиться исключительно с учетом рекомендаций, так как даже несущественный дефект становится причиной уменьшения эксплуатационного срока.
В продаже встречается просто огромное количество различных деталей, за счет чего не возникает существенных проблем при выборе. Основными критериями можно назвать тип применяемого материала при изготовлении, а также диаметральный размер
При выборе уделяется внимание тому, каким образом может проходить смещение соединяемых элементов
Расчёт
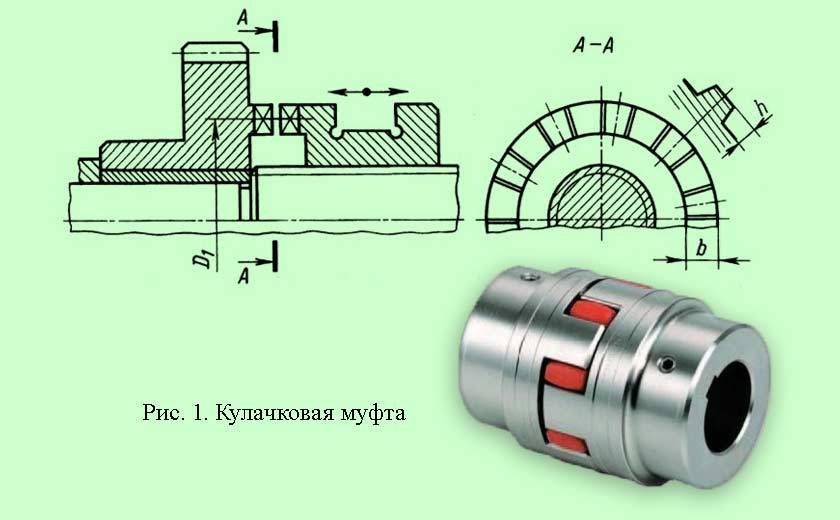
Работоспособность кулачковых муфт определяется износом кулачков, зависящим от напряжений смятия на поверхностях соприкосновения. Эти напряжения рассчитывают приблизительно, исходя из допущения, что нагрузка распределяется равномерно между кулачками:
- σCM=2KMzD1bh≤σCM,{\displaystyle \sigma _{CM}={\frac {2KM}{zD_{1}bh}}\leq ,}
где: z — число кулачков полумуфты;
- K — динамический коэффициент нагрузки.
- σсм = 90…120 МПа — при включении без относительного вращения;
- σсм = 50…70 МПа — при включении на малых оборотах;
- σсм = 35…45 МПа — при включении на больших скоростях.
Для уменьшения изнашивания поверхность кулачков должна иметь высокую твёрдость, которая достигается поверхностной термообработкой или цементацией. Применение последней сохраняет вязкость сердцевины, которая повышает ударную вязкость кулачков. Муфты с цементацией кулачков изготовляют из сталей 15Х, 20Х, при поверхностной закалке — из сталей 40Х, 30ХН.
Кулачковые устройства
Кулачковые муфты часто применяются для канализационных систем. У многих моделей используются двойные диски. Они зажимаются пластиной с небольшой подкладкой. Специалисты говорят о том, что устройства могут выдерживать значительное давление. Размеры корпусов отличаются. В среднем диаметр муфты равняется 5.5 см. Ведущие пластины применяются только с зажимами. Кулачки производятся с головками разного размера. Если рассматривать простую модификацию, то у нее имеется два выходных отверстия. Дополнительно используется горлышко для заливки масла. У большинства устройств имеется ведомая пластина, которая находится за переходником. Кольца в данном случае отсутствуют.
Классификация электромуфт
В большинстве случаев электромуфты классифицируются по тому, в какой области они применяются. Чаще всего применяется электромагнитная фрикционная муфта. Она обладает следующими свойствами:
- Устройство может применяться для снижения вероятности воздействия импульсных нагрузок.
- На холостом ходу конструктивные особенности определяют незначительные потери. Этот момент определяет то, что основные элементы не нагреваются при эксплуатации.
- Есть возможность провести быстрый пуск механизма даже в случае, если оно находится под большой нагрузкой.
Рассматриваемый тип механизма делится на несколько основных типов:
- Контактные.
- Тормозные.
- Бесконтактные.
Довольно част встречается муфта электромагнитная тормозная, которая может снизить количество оборотов при работе.
- Катушки электромагнитного типа. Она изготавливается при применении специальных сплавов, которые характеризуются определенными свойствами. Катушка требуется для непосредственной генерации электромагнитного поля.
- Пластин прижимного типа. Этот элемент конструкции должен характеризоваться высокой прочностью.
- Шкива, который передает усилие от электрического двигателя. Привод подобного типа получил довольно широкое распространение, так как он обеспечивает защиту устройства от перегрева при большой нагрузке. За счет смены шкивов есть возможность регулировать количество оборотов на выходе.
В рассматриваемом случае на катушку подается электричество, которое образует электромагнитное поле. За счет этого происходит притягивание прижимной пластины к шкиву. Подобное перемещение дает свободу валу, и механизм начинает работать.









Компрессорные установки получили весьма широкое распространение
Именно поэтому нужно уделять внимание следующим дефектам:
- Довольно часто встречается ситуация, когда подшипник шкива деформируется. В этом случае достаточно провести замену элемента.
- Прижимная пластина изготавливается из тонкого метала, поэтому на момент эксплуатации она может деформироваться. Кроме этого, проблема возникает в случае неправильной установки зазора.
- Встречается ситуация сгорания самой муфты. Она чаще всего связана с высоким напряжением, которое подается на катушку.
Развитие современных технологий определило то, что в автомобилях проводится установка электромагнитной муфты сцепления. Она делиться на несколько различных типов в зависимости от привода:
- Гидравлический. Этот вариант исполнения характеризуется тем, что передача усилия осуществляется за счет жидкости в системе. Масло и вода хорошо подходят для передачи усилия. Однако, гидравлический привод на сегодняшний день характеризуется относительно низкой надежностью.
- Механический. Подобное устройство характеризуется тем, что передача усилия проводится за счет сочетания различных элементов. Примером можно назвать звездочки, шестерни и другие детали.
- Муфта сцепления электромагнитная.
Наиболее распространен последний тип механизма. При этом он также классифицируется на несколько основных типов:
- По показателю трения выделяют мокрые и сухие. В последнее время большое распространение получили варианты исполнения, которые могут работать только при добавлении масла.
- Классификация проводится и по режиму включения: непостоянные и постоянные.
- Выделяют муфты с одним или несколькими ведомыми дисками. Выбор проводится в зависимости от того, какие требуются эксплуатационные характеристики.
- По виду управления также выделяют несколько основных видов механизма. Примером можно назвать механический, гидравлический и комбинированный.
Этот современный вариант исполнения встречается в случае, когда нужно обеспечить смещение соединяемых элементов относительно друг друга на момент эксплуатации.
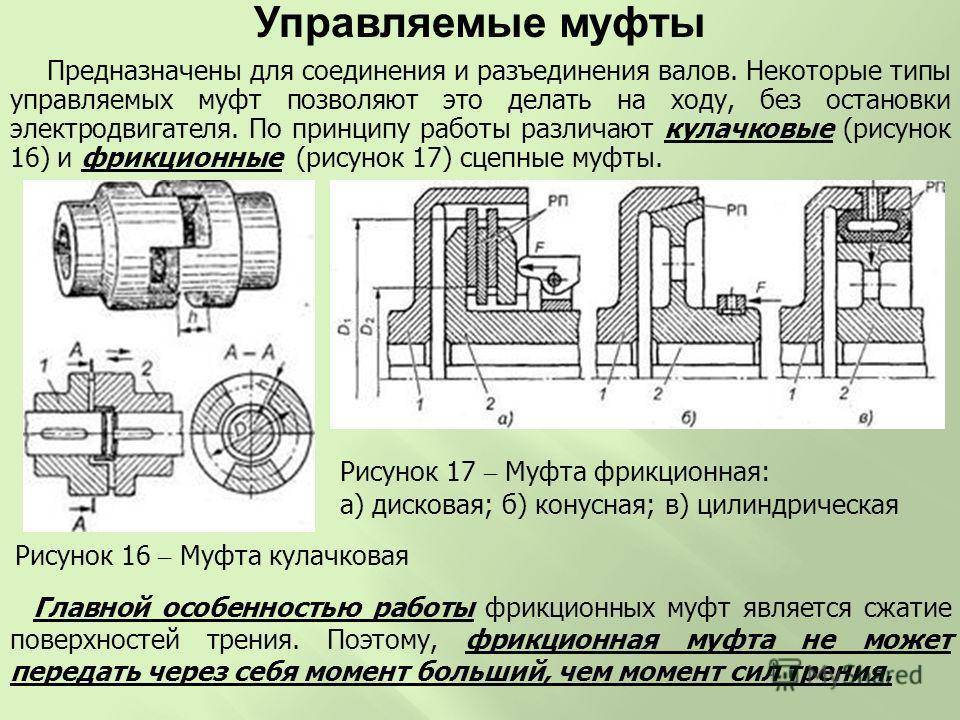
Сцепные муфты
В приводных устройствах, часто включаемых и выключаемых, с переменным режимом работы, например в трансмиссиях тракторов и автомобилей, в передачах к металлообрабатывающим станкам, конвейерам, транспортерам и другим машинам, устанавливают управляемые сцепные муфты. Их конструктивное оформление отличается большим разнообразием, но применяют главным образом муфты сцепные кулачковые и фрикционные.
2.1. Кулачковые сцепные муфты
Наиболее простая конструкция муфты с прямоугольным профилем кулачков показана на рис. 8, а; соотношение размеров ее таково: наружный диаметр D ≈ 2,5d; длина ступицы неподвижной полумуфты l 1 ≈ 1,5d, то же подвижной l2 ≈ (2…2,5)d; осевой зазор е ≈ 5…10 мм; число кулачков z=3…5; высота кулачка h ≈ (0,3…0,5)d. Полумуфты должны строго центрироваться на валах, для точности расположения которых служит втулка в одной из полумуфт.
Эти муфты применяют для передачи значительных моментов, включение их возможно лишь при весьма малой относительной угловой скорости (порядка 1 рад/с) или же лучше при полной остановке механизма.
Муфты с треугольными и трапецеидальными кулачками допускают включение на ходу при разности окружных скоростей на среднем диаметре до 0,8 м/с:
- треугольный профиль с углом α=30…40° пригоден для легких передач с небольшим значением Тном, так как при значительных нагрузках кулачки сминаются и изнашиваются за сравнительно короткий срок; число кулачков z≤60, что обеспечивает плавность включения;
- трапецеидальный профиль считают оптимальным для средненагруженных муфт; угол α ≈ 3…10°, число кулачковz=5…12, высота кулачка h ≈ 0,1Dc; ширина кулачка в радиальном направлении b~(1,5…2)h.
На рис. 8, б представлены профили кулачков. Твердость рабочих поверхностей 50…60 HRC.
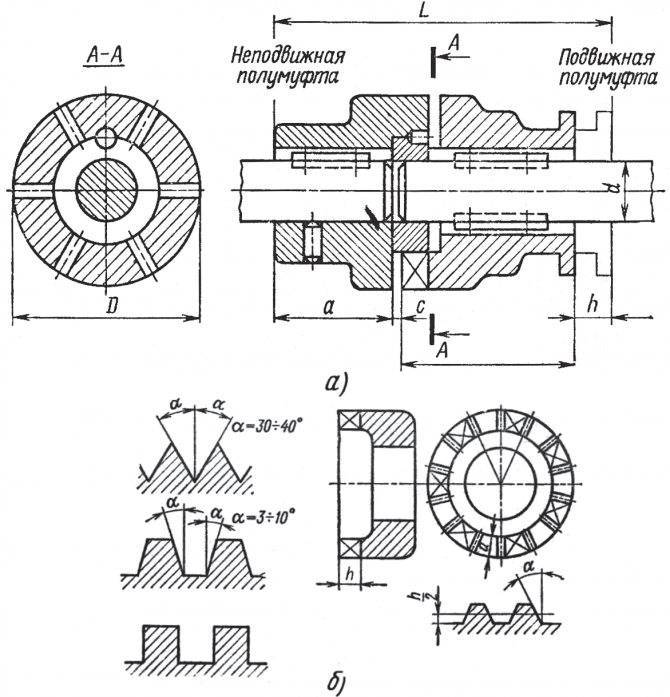
Рис. 8. Муфта сцепная (а) и применяемые формы кулачков (б)
2.2. Фрикционные сцепные муфты
Фрикционные муфты обеспечивают плавное безударное включение, так как в момент включения нагрузка возрастает с ростом тормозящего эффекта между дисками. Муфта передает вращающий момент за счет сил трения, создаваемых на трущихся поверхностях сцепляющихся звеньев муфты. Давление на трущиеся детали создается с помощью механизмов включения различного вида, которыми можно управлять режимом работы муфты. Наибольшее распространение получили пружинно-рычажные механизмы; для дистанционного управления муфтой удобны гидравлические, пневматические или электромагнитные устройства. Муфты работают как со смазкой, так и без нее.
Дисковая муфта с одной парой поверхностей трения (рис. 9) приводится в рабочее положение прижимной силой Fпp.
При малых вращающих моментах, передаваемых муфтой, оба диска изготовляют из металла; при больших моментах один из дисков облицовывают фрикционным материалом, что позволяет увеличить трение рабочих поверхностей и, следовательно, уменьшить силу прижатия Fпp.
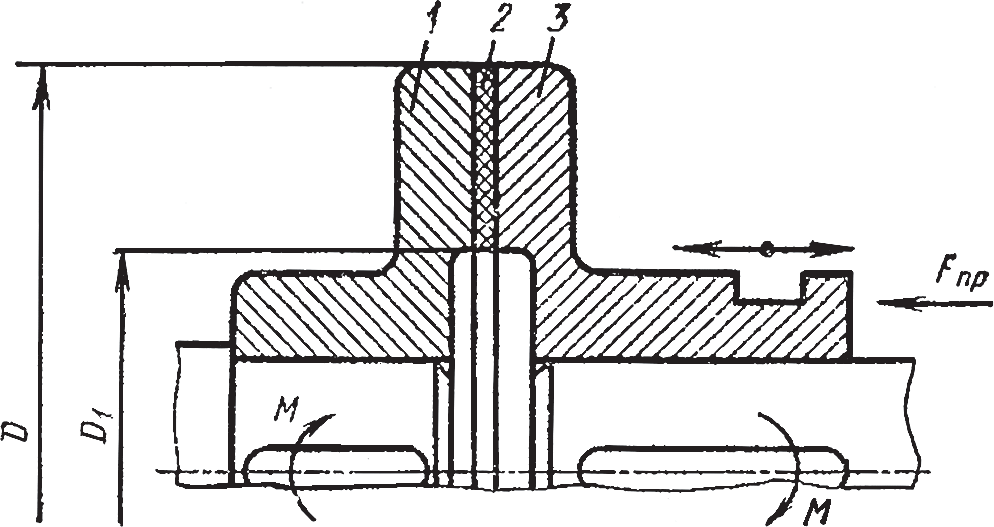
Рис. 9. Фрикционная сцепная муфта
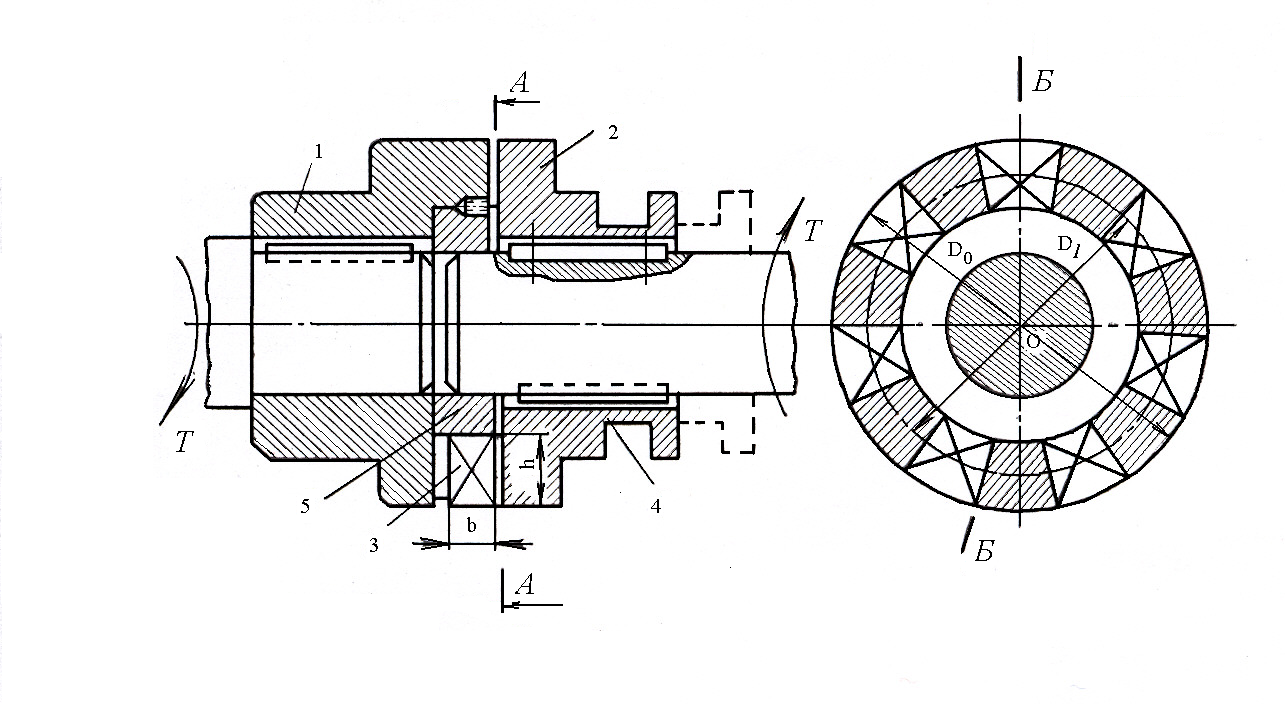
Многодисковая муфта. Для уменьшения силы Fпp и габаритных размеров муфты применяют конструкции не с одной, а со многими парами поверхностей трения – многодисковые муфты (рис. 10).

Рис. 10. Многодисковая муфта
В этих муфтах имеются две группы дисков: внутренние 2 и наружные 3. Наружные диски с D1 соединены с полумуфтой 1, а внутренние c D – с полумуфтой 5 посредством подвижного шлицевого соединения. Правый крайний внутренний диск опирается на регулировочные гайки 4; на левый крайний диск действуют силы нажатия от механизма управления. При этом сила нажатия будет передаваться на все поверхности трения.
Число ведущих дисков выбирают не более 11, так как действие прижимной силы Fпp на последние диски постепенно уменьшается вследствие трения выступов дисков в пазах полумуфт. Толщину стальных дисков принимают 1,5…2,5 мм для муфт со смазкой и 2,5…5 мм – для муфт без смазки. Зазор между дисками выключенной муфты – от 0,2 до 1 мм в зависимости от материала поверхностей трения. Все диски в муфте должны быть параллельными и соосными во избежание их местного повышенного изнашивания и нагрева.
Фрикционные сцепные муфты по форме рабочей поверхности могут быть конусные (рис. 11, а), цилиндрические с пневматическими или гидравлическими шинами (рис. 11, б), колодочные и ленточные, порошковые электромагнитные – когда между полумуфтами в корпусе помещается железный порошок. В зависимости от степени намагничивания порошка в муфте изменяется передаваемый крутящий момент.



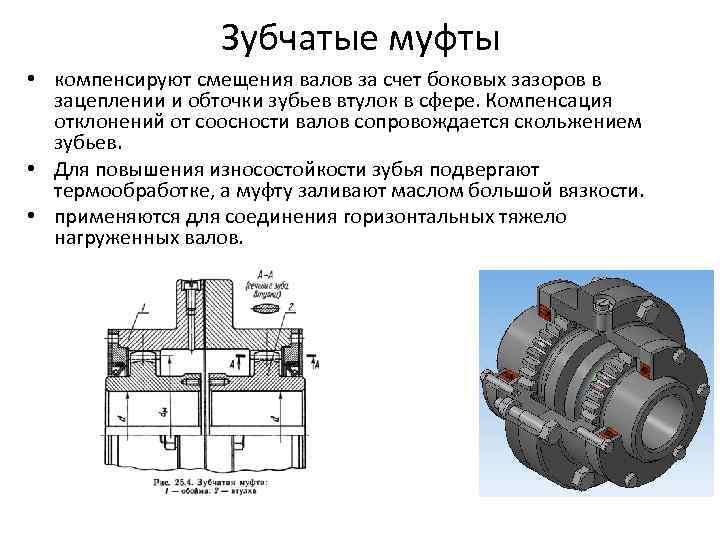


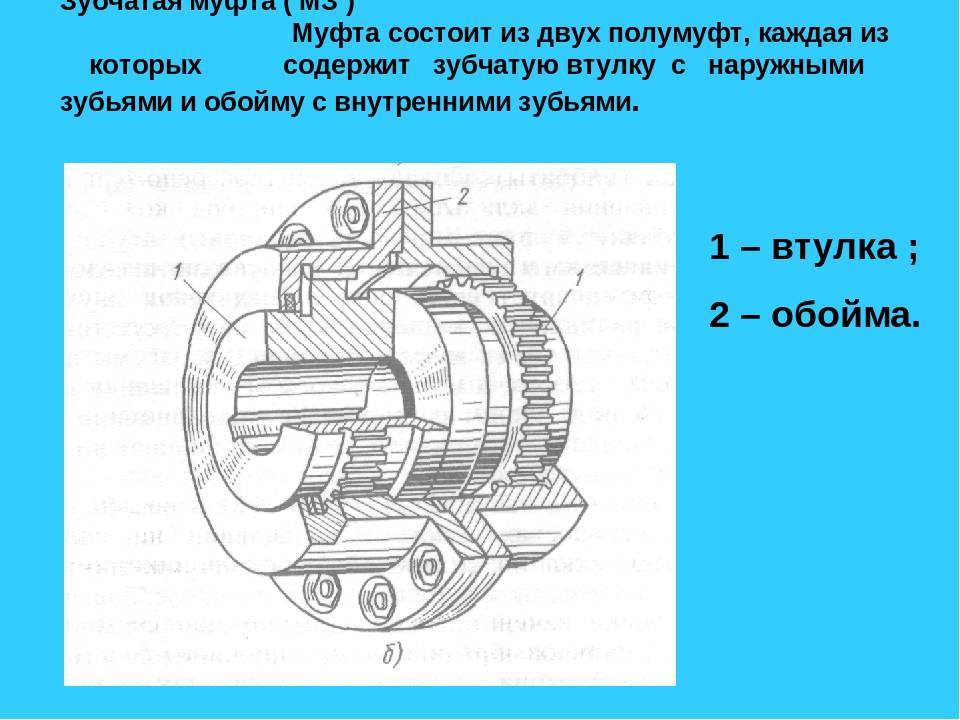

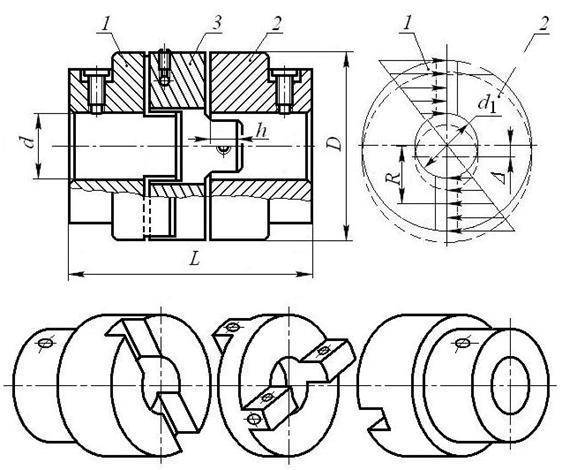

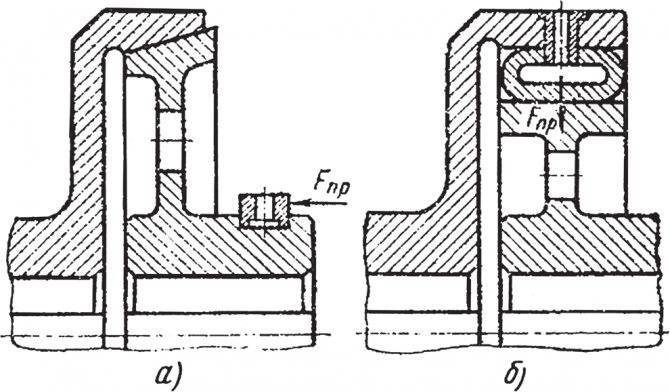
Рис. 11. Фрикционные сцепные муфты
Угол α конусной части муфты, соединяющей полумуфты во избежание заклинивания, должен быть больше угла трения ; для чугунных муфт обычно принимают α=8…15°.
Классификация муфт
По способу своего функционирования муфты подразделяются на
- механические;
- электрические;
- гидравлические;
- магнитные.
По возможности управления различают:
- постоянного зацепления;
- управляемые.
Управляемые муфты позволяют временно рассоединять валы с остановкой вращения или без таковой. По типу привода они подразделяются на:
- Механические. В качестве привода используется мускульная сила человека.
- Пневматические.
- Гидравлические. Требуют наличия на станке или механизме системы гидравлики.
- Электромагнитные. Наиболее современные, легко интегрируются в цифровые системы управления.
- Самоуправляемые. По достижении определенного условия (скорости вращения, крутящего момента или самопроизвольного реверса) срабатываем механизм, временно или постоянно расцепляющий валы. Служат в качестве предохранительных устройств. Из-за сложности конструкции, изготовления и обслуживания вытесняются автоматизированными системами с датчиками и электроприводом.
По упругости сцепки различают
- жесткие, осуществляют постоянное зацепление;
- компенсирующие, способны работать в условиях неполной соосности валов;
- упругие (компрессионные муфты), компенсируют крутильные или продольные колебания и удары, передаваемые от источника энергии;
- сцепные, управляемые механизмы для коммутации валов, к ним относятся кулачково- дисковые и фрикционные муфты.
В сложных случаях применяют комбинированные муфты, соединяющие в себе несколько классификационных признаков.
Полужесткое соединение валов
Определенными особенностями характеризуется полужесткий тип соединения. Примером можно назвать случай соединения вала турбогенератора с паровой турбиной. В большинстве случаев на вал электродвигателя надевается полужесткая зубчато-пружинная муфта.
Рассматриваемый вариант исполнения соединительного элемента характеризуется следующими особенностями:
- Конструкция состоит из двух полумуфт, которые фиксируются на обоих деталях. Подобным образом проводится монтаж устройства.
- Фиксация одного элемента относительно другого проводится за счет упругой волнообразной ленточной пружины, который зачастую называется компенсатором.
Для обеспечения требуемого уровня защиты используется кожух, который изготавливается из самых различных материалов, устойчивых к воздействию окружающей среды. Несущественное изменение положения двух соединяемых элементов компенсируется за счет специального элемента.
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
 В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Преимущества
Важным плюсом кулачковых конструкций пред фрикционными считается их способность передавать большие крутящие моменты.
Основным преимуществом также признают отсутствие проскальзывания при повышении оборотов.
Упругий материал звездочки гасит динамические нагрузки и крутильные колебания, повышая стабильность работы всего агрегата.
Конструкционная простота и обслуживания также служит важным рабочим преимуществом.
Минусом устройства являются необходимость останавливать вращение или уменьшать обороты для минимума для присоединения. Очередной недостаток — валы обязаны быть полностью соосны.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Преимущества
Основным преимуществом кулачковых конструкций пред фрикционными является их способность передавать большие крутящие моменты.
Важным достоинством также признают отсутствие проскальзывания при повышении оборотов.
Упругий материал звездочки гасит динамические нагрузки и крутильные колебания, повышая стабильность работы всего агрегата.
Простота конструкции и обслуживания также служит важным эксплуатационным преимуществом.







Недостатком устройства являются необходимость останавливать вращение или снижать обороты для минимума для присоединения. Еще один минус — валы должны быть абсолютно соосны.
Хранение и ввод в эксплуатацию
Монтаж зубчатой муфты и ее дальнейшая эксплуатация имеет ряд особенностей.
К ним относится следующее:
- Рекомендуется проводить хранение в складских помещения с влажностью воздуха не более 60 % и температурой не выше 20 градусов.
- Прежде, чем установить ступицу на вал, рекомендуется ее немного нагреть. Это облегчит ее монтаж.
- С использованием упорной шайбы и установочного винта необходимо провести осевое крепление ступицы.
- Необходимо добиться максимальной соосности валов. Это уменьшит износ зубьев и повысит эффективность работы механизма.
- Муфта может вращаться в любую сторону и работать в течении 24 часов. Но требует кратковременных остановок.
- Рекомендуется систематически проводить визуальный осмотр конструкции на предмет целостности корпуса и утечки масла. Во время ее работы следует прислушаться к стабильности ее работы и отсутствию стуков и ударов.
- По истечении 17 тысяч часов работы износ муфты не должен быть ниже 90 %.
- Для обеспечения мягкой работы, отвода тепла, уменьшения степени износа частей и их смазки рекомендуется применять масло высокой вязкости.
Периодичность замены масла находится в зависимости от условий, в которых работает муфта. Здесь учитываются величина крутящего момента, нагрузка, продолжительность работы и другие факторы.
Расчёт
Работоспособность кулачковых муфт определяется износом кулачков, зависящим от напряжений смятия на поверхностях соприкосновения. Эти напряжения рассчитывают приблизительно, исходя из допущения, что нагрузка распределяется равномерно между кулачками:
- σCM=2KMzD1bh≤σCM,{\displaystyle \sigma _{CM}={\frac {2KM}{zD_{1}bh}}\leq ,}
где: z — число кулачков полумуфты;
- K — динамический коэффициент нагрузки.
- σсм = 90…120 МПа — при включении без относительного вращения;
- σсм = 50…70 МПа — при включении на малых оборотах;
- σсм = 35…45 МПа — при включении на больших скоростях.
Для уменьшения изнашивания поверхность кулачков должна иметь высокую твёрдость, которая достигается поверхностной термообработкой или цементацией. Применение последней сохраняет вязкость сердцевины, которая повышает ударную вязкость кулачков. Муфты с цементацией кулачков изготовляют из сталей 15Х, 20Х, при поверхностной закалке — из сталей 40Х, 30ХН.
Область применения кулачковых муфт
Ответственные и высоконагруженные устройства применяют везде, где требуется передавать по валу высокие моменты вращения или высокие угловые скорости. Муфты позволяют оперативно подключать и отключать ведомый вал от ведущего.
Они востребованы в таких областях, как:
- станкостроение;
- технологическое оборудование для лесной, бумагоделательной, химической и пищевой промышленности;
- металлургия;
- транспорт;
- сельскохозяйственная и дорожно-строительная техника
- добывающая промышленность;
- точное приборостроение;
- производство вооружений;
- энергетика и крупные инфраструктурные объекты.

Во многих случаях, когда необходимо обеспечить ограничение предельной мощности, используют предохранительные кулачковые муфты. Они применяются также там, где необходимо исключить передачу момента вращения в обратном направлении.
Кулачковые муфты с механическим приводом применяются большей частью в небольших станках настольного класса. Более сложные и масштабные агрегаты снабжаются гидравлическим или электромагнитным приводом и управляются от централизованной системы автоматики.
Жесткие кулачковые муфты используются в случае небольших оборотов и высоких передаваемых мощностей. При средних и высоких оборотах применяют устройства с упругим демпфирующим элементом.





