

Классификация
Деление на виды ленточнопильного инструмента производится по нескольким базовым параметрам. Это целевое назначение полотна. При выборе учитывается, для работы с каким материалом предназначено изделие:
- Пилы по дереву. Важна достаточная износостойкость и качество заточки. Деталь после обработки должна иметь ровный срез с минимальным допуском для чистовых операций. Для операций по дереву полотно выпускается в специальном исполнении. Рассчитан шаг зубьев, ширина ленты и прочностные характеристики стали. При ухудшении эксплуатационных качеств допускается ремонт и заточка.
- Пилы по металлу. В зависимости от прочности обрабатываемого материала выбирают модель ленточнопильного полотна с нужными параметрами, такими, как достаточность прочность режущей части, длина и шаг зубьев.
- Универсальные полотна. Предназначены они для работы с различными по структуре и прочности материалами. Одной пилой можно работать и по металлу, и по дереву. При очевидных плюсах есть и существенные минусы. Такие полотна будут проигрывать специализированным изделиям узкой направленности. Целесообразно применять такое ленточнопильное оборудование лишь при разнообразной работе в мастерских и небольших цехах, где такой выбор будет полностью оправдан. Несколько худшие эксплуатационные показатели компенсируются универсальностью. Нет необходимости перенастраивать ленточнопильное оборудование и менять полотно. Выпускается несколько модификаций с различными типами режущей кромки и шага зубьев, сделанные из различных марок стали. По ширине полотна разделены на типоразмеры от 6 до 54 мм.
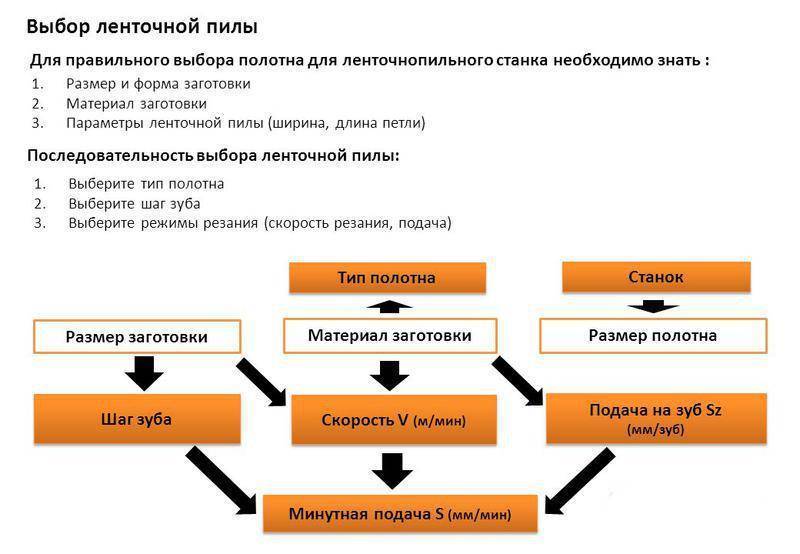
Выбор ленточной пилы
Немаловажное значение имеют качества режущей части. В зависимости от материала изготовления классифицируются полотна следующим образом:
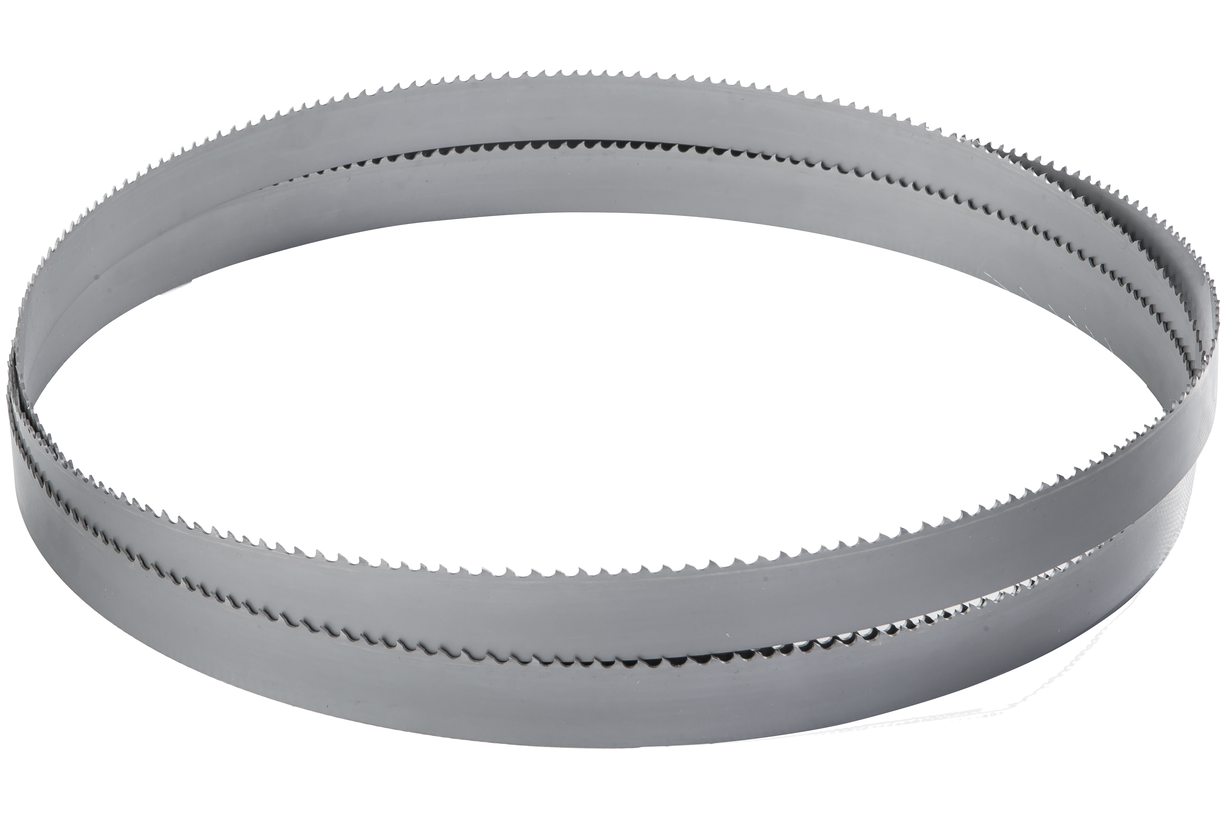
Биметаллические. Отлично подходят для работы с твердыми сплавами до 45 HRC. В список входят нержавеющие, жаропрочные и кислотоустойчивые стали.
Биметаллические ленточные пилы широко применяются, и популярность их растет, в силу их универсальности и отличных эксплуатационных характеристик.
- Полотна из инструментальной стали. Очень большая группа ленточнопильного инструмента. Большинство производителей не раскрывают секретов по составу и изделия представлены очень разным по исполнению и химическому составу ассортиментом. Полотна недороги, долговечны при разумном использовании. Большинство пил по дереву сделаны из инструментальной стали. Допускают ремонт и многократную заточку.
- Твердосплавные пилы. Имеют особенности при эксплуатации. В первую очередь, выбор такого полотна обусловлен необходимостью резки труднообрабатываемых металлов с прочностью до 65 HRC. Неэффективны такие пилы при распиле вязких и мягких материалов. Требуют деликатного отношения. Не опускается чрезмерная ударная нагрузка. Напайки на зубьях из твердого сплава могут отвалиться. Ремонт этого вида ленточнопильного инструмента требует квалификации и специального оборудования. Так для заточки подойдет исключительно алмазный абразивный инструмент и специальный станок для сохранения геометрии полотна, шага и углов.
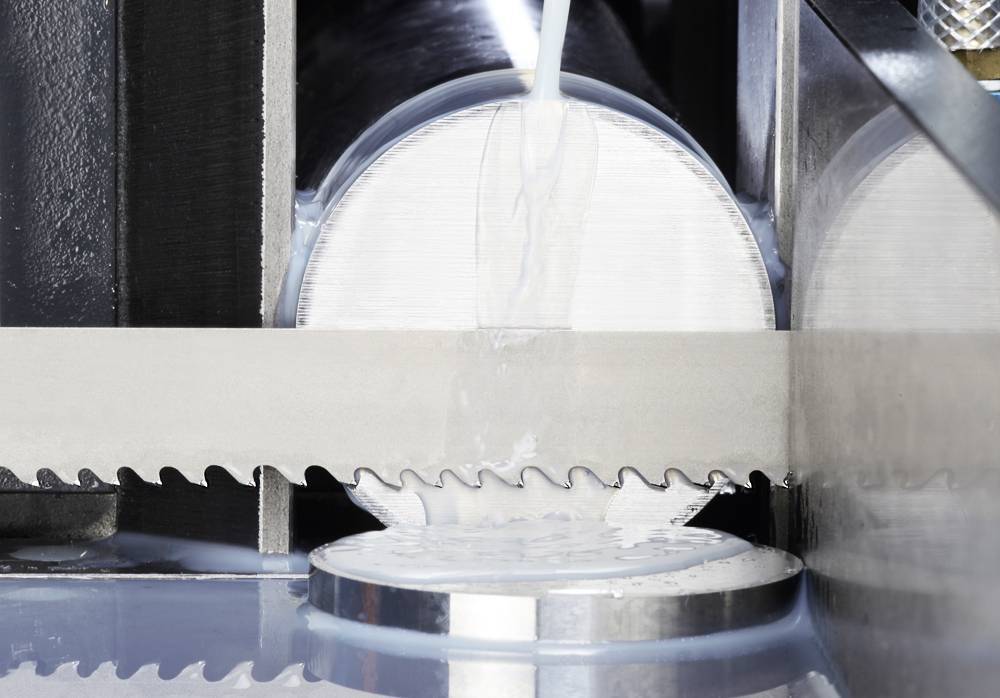
- Алмазные пилы. Самые прочные изделия этого класса. Напыление из алмазной крошки чувствительно к режимам обработки. Полотно рассчитано на применение в специальных ленточнопильных станках с обязательным жидкостным охлаждением. Используется в узкоспециализированных производствах для обработки сверхпрочных сталей, стекла и камня. Изделие дорогое и ремонт режущей кромки невозможен, поэтому используется только в узконаправленных областях.
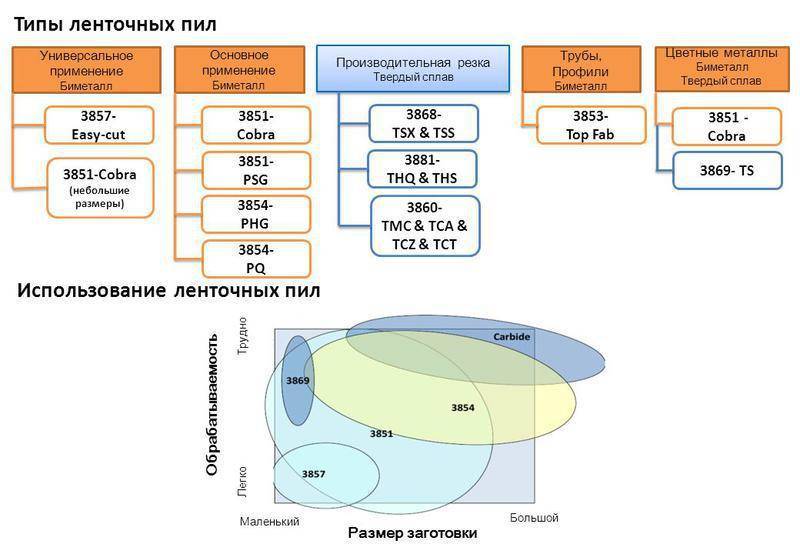
Типы полотен
Подготовка к сборке пилорамы
Конечно, в наше время можно приобрести и уже готовые материалы, и промышленную заводскую ленточную пилораму. Но зачастую это связано с большими финансовыми затратами. Выгодней и практичней собрать ленточную пилу по готовым чертежам собственными руками. Это особенно актуально, если есть частный дом или гараж. В этом случае пилорама оправдана в бытовых условиях.
Для сборки собственной пилорамы необходимо иметь чертежи, режущее полотно, некоторые детали и изучить немного теории. На схеме должны быть отражены размеры и используемые материалы.
Выбор размера инструмента
Длина и ширина пилы зависят от соответствующих параметров станка. Для уточнения надо использовать рекомендации и инструкции к станку, а также чертежи ленточной пилы по дереву своими руками.
Общие рекомендации при выборе оптимального варианта:
- Для продольной резки применяют широкие ленточные пилы, поскольку они обладают максимально ровным пилением.
- Для тонких заготовок требуются тонкие пилы. Чем толще пила и тоньше деталь, тем больше шансов повредить заготовку.
- При резке скруглений или фигурном вырезании ширина режущего полотна должна быть меньше радиуса скругления. Ширина современных пил колеблется от 14 до 88 мм. Обычно для большинства работ достаточно 35—40 мм.
Значение разводки зубьев
Шаг зубьев — это расстояние между острыми краями пилы. Для правильного и эффективного использования инструмента нужно придерживаться общих правил:
- При обработке тонкого материала требуется пила, имеющая крупные зубья. При этом шаг зубьев должен быть равномерным.
- Если поверхность резки длинная, то для распила должен подойти постоянный частый шаг.
- Для порезки натуральных или синтетических полотен нужны полотна с переменными зубьями. Такая пила при работе с мягкой структурой не будет забиваться и скорость работы увеличится.
Качество порезки зависит от разводки зубов. Чем разводка качественней, тем меньше уровень вибрации и тем дольше прослужит сама пила:
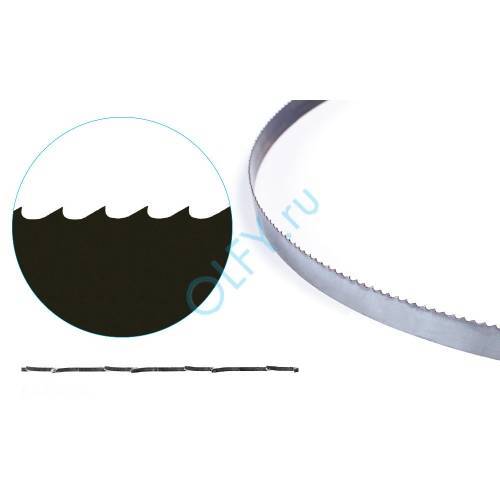
- Для работы с тонкими материалами или маленькими заготовками подойдет волнистый профиль.
- Стандартный профиль используют при контурной порезке или обработке объемных деталей. Этот профиль имеет попеременное расположение резцов в разные стороны полотна, при этом один сегмент расположен в центре.
- Зубцы, расположенные попарно в обе стороны, образуют переменный профиль. Он отличается пониженной нагрузкой на режущий край. Сам агрегат стоит дороже, но зато более прочный.
Перед приобретением конкретной пилы надо узнать существует ли возможность повторной заточки и сколько циклов может выдержать материал полотна.
В соответствии с материалом существует следующая классификация полотен:
- Биметаллические. Для работы с нержавейкой или прочными сплавами. Лента обладает повышенной прочностью.
- Алмазные. Это обработка каменного материала, различных минералов. Алмаз, кварц, мрамор.
- Твердосплавные. Резка труднообрабатываемых сплавов.
- Лента из инструментальной стали. Отличный выбор при порезке простых материалов. Этот вид полотен чаще всего используют в маленьких мастерских или домашних условиях.
Форма зуба
- Зуб NORMAL (N) не имеет наклона фаски впереди. Рабочая кромка направлена вертикально вверх. Используется для резки высокоуглеродистых материалов, тонкостенных труб и проката.
- HOOK (H) обладает наклоном фронтальной части в 10. Его назначение резка труб с толстой стенкой и сплошного прута любого сечения из легированной стали.
- Для цветных сплавов, высоколегированных сталей, и труднообрабатываемых металлов используется полотно для ленточной пилы, оснащенное зубом RP с наклоном рабочей кромки и в 16.
- Ленточное полотно с формой зуба MASTER отличается высокой универсальностью, кроме рабочей фронтальной кромки с углом 10 или 16 шлифуется продольная фаска, в результате чего шероховатость реза значительно снижается. Такие пильные ленты применяются на всех видах станков по металлу.
От шага пилы зависит толщина материала, который она может обрабатывать. При резке сплошного металла выбирается полотно для ленточной пилы с одним шагом, труб — с другим. Примерные параметры приведены ниже, в таблицах.
Таблица соотношения зубьев пилы к толщине металла
Шаг зубьев ленточной пилы по отношению к диаметру трубы
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
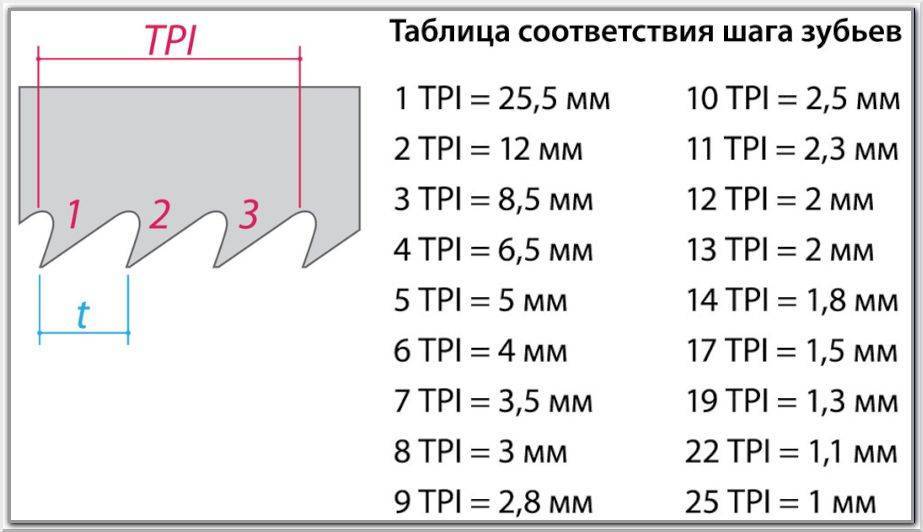
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.
Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.







Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.
Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.
Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.
Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.
Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)
Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить
Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.
Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Параметры ленточных пил
В зависимости от типа изготовления, ленточная пила может служить для обработки следующих материалов:
- дерево;
- синтетика;
- металл.
Металл обладает высокой прочностью, а потому необходимо использовать усиленную сталь для резки. При использовании стандартных пилок, зубья будут деформироваться очень быстро. Поэтому нужно заранее подготовиться к работе, учитывая тип материала.
Размер и шаг зубьев полотна
Для выбора резца, необходимо отталкиваться от размеров созданного станка. А также есть полезные рекомендации, которых стоит придерживаться:
- Для продольного пропила используют широкие полотна, в результате выходит качественный и ровный срез.
- Если предстоит обрабатывать тонкую заготовку, нужно использовать очень узкое лезвие.
- При необходимости контурной и фигурной резки, подбирают режущие элементы в диапазоне ширины от 14 до 88 мм. Предпочтительный размер — 35-40 мм.
На финальный результат обработки будет влиять и шаг зубьев:
- Крупная постановка подходит для обработки тонких листовых материалов.
- Чем «гуще» постановка зубьев, тем больше должно быть полотно.
- Средний вариант можно использовать при обработке синтетических материалов, чтобы не забивать резец отходами.
Но и этого недостаточно для правильного подбора лезвия
Важно обращать внимание на заточку и расположение зубчиков
Расположение зубьев и заточка
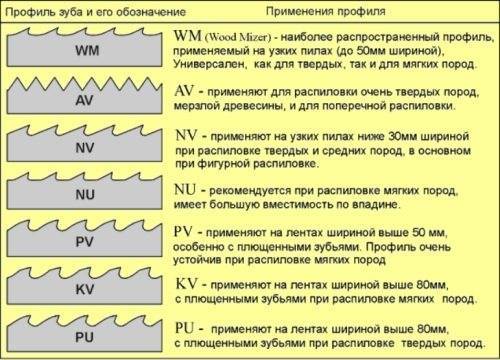
Шаг зубьев влияет на финальную обработку. Выбор необходимо совершать в зависимости от твердости древесины:
- WM-полотна подходят для твёрдых и мягких пород древесины.
- АV — для работы с твердой древесиной, или мерзлым деревом.
- NV — для фигурного распила.
- NU — для мягких пород.
Также необходимо обращать внимание на заточку зубьев. Режущая кромка должна быть очень острой и ровной
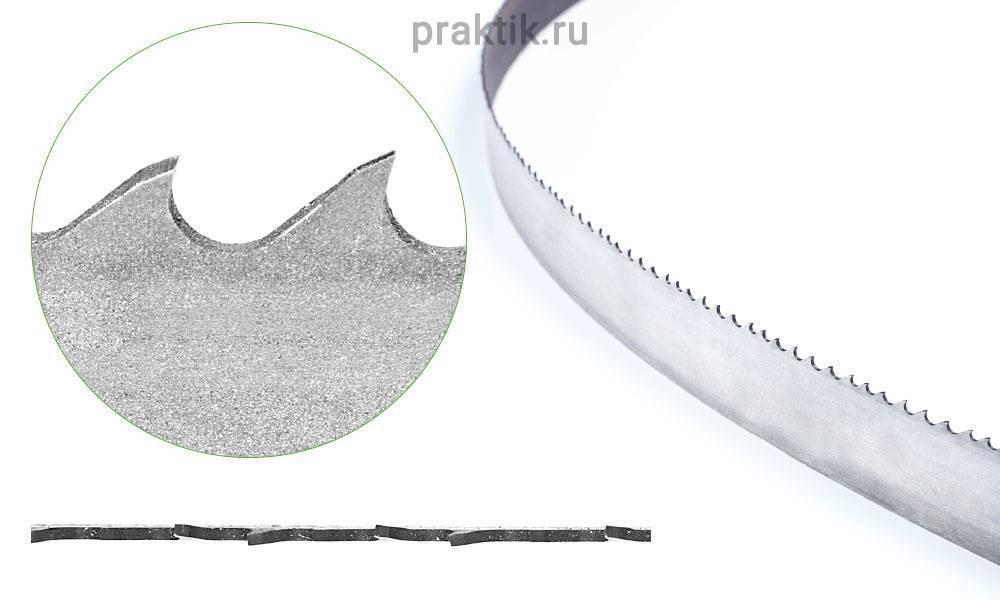
Схема зубьев
Разводка
Разводка – наклон или угол разворота зуба по отношению к плоскости полотна, служит для обеспечения свободного хода полотна и кромки зуба. Существуют разные типы разводок. Стандартная разводка состоит из повторяющейся комбинации зубьев – вправо, влево и прямой. Разводка право – лево особенно часто применяется для резания мягких материалов, таких как цветные металлы, пластик, дерево. Разводка «волна» – специальная разводка для резки тонкостенного профиля, заготовок малого диаметра, труб и т.п. Комбинированная разводка используется для резки труб, профиля с переменным сечением и пакетов.






| Форма NORMAL (N). Зуб имеет передний угол 0°. Пилы с такой формой зуба предназначены для резки сплавов с высоким содержанием углерода (таких, например как чугун), для материалов с небольшим поперечным сечением и тонкостенных профилей и труб. | |
| Форма HOOK (H). Зуб имеет передний угол 10°. Пилы с такой формой зуба предназначены для резки сплошных прутков, толстостенных труб из легированных сталей. | |
| Форма RP. Зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для агрессивной резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов. | |
| Форма MASTER. Зуб изготавливается в двух исполнениях по переднему углу 10° и 16°. Имеет продольно шлифованную фаску, что улучшает шероховатость обрабатываемой поверхности. Пилы с такой формой зуба предназначены для резки сплошных прутков из высоколегированных сталей. |
Правила работы
Прежде чем приступать к распилу, ознакомьтесь с рекомендациями:
- Установку следует крепко закрепить к полу. Это позволит избежать колебаний во время распиловки.
- Место, в котором будет находиться пилорама, должно быть проветриваемым, потому что от древесины будет идти постоянная мелкая стружка, можно повредить органы дыхания.
- Чтобы полотно не растягивалось, снимайте его каждый раз после окончания действий, а затем надевайте и регулируйте снова. Обязательно делайте пробный запуск после каждого натяжения ленты.
- Делайте перерывы минимум один раз в два часа, чтобы проверить установку и дать остыть электроприводу.
Степени автоматизации
Ручные
В таких моделях пильная рама представляет собой консоль. Её опускание осуществляется либо весом самой конструкции, либо усилиями оператора. В первом случае, речь идёт о гравитационных рамах. Чтобы регулировать скорость подачи, подъём и фиксации в исходной точке применяется специальный гидроцилиндр с перепускным клапаном. Его принято называть гидроразгрузкой. Разметку и удерживание заготовки выполняет оператор. Также он задаёт скорость опускания пильной конструкции.
Ручные станки нашли своё применение на небольших производствах. Из ключевых достоинств подобных приборов:
- доступная стоимость и простота в эксплуатации и дальнейшем обслуживании;
- возможность точной резки под любым углом;
Из недостатков ручных конструкций следует выделить:
- Появление вибраций при обработке конструкций, что негативно сказывается на сроках эксплуатации оборудования;
- Отсутствие возможности визуального контроля за степенью натяжения полотна. Также в таких моделях не предусмотрено наличие механизмов для очистки;
- Необходимость проводить регулярную проверку и регулировку шкивов, которые приводят в движение режущий элемент;
- Отсутствие возможности контролировать и регулировать движение, которое оказывается режущим полотном на деталь. Гидроцилиндр в таком механизме обладает небольшим диапазоном изменения скорости опускания;
Ручные станки действительно незаменимы на небольших предприятиях, где иногда приходится проводить резку заготовок из инструментальных или нержавеющих сталей и цветных металлов с различным профилем сечения.
Полуавтоматические
Что касается полуавтоматических моделей, то они работают по совершенно другому принципу. Опускание и подъём пильной рамы обусловлен специальным устройством. В свою очередь, обслуживающему оператору необходимо лишь проводить укладку заготовки в зажимной механизм. Что касается особенностей резки, то они выглядят примерно таким образом:
- Автоматическая фиксация обеспечивается после запуска прибора
- Резка с заданной скоростью обеспечивается гидроцилиндром;
- Подъём пильной рамы и освобождение заготовки осуществляется в автоматическом режиме;
Автоматические
Они незаменимы на предприятиях, где приходится обрабатывать большое количество однотипных заготовок. Ленточнопильные станки по металлу с автоматическим приводом бывают одностоечными, двухстоечными, консольными, вертикальными или портальными. Они способны справляться со многими технологическими операциями, включая:
- фиксацию заготовки в тисках;
- опускание и подъём пильной рамы;
- изменение угла наклона;
- регулирование усилия резки;
Если возникает необходимость, то станок можно перевести в ручной режим управления.
Автоматические модели свободно работают в трёхсменном режиме и выполняют многие однотипные операции. Речь идёт о резке длинных заготовок на фрагменты определенной длины без прямого участия оператора. При необходимости решать большой объём работ такой тип станков просто незаменим.
Изготовление основания и устройства для закрепления бревен
 Изготовление основания
Изготовление основания
На первом этапе собственноручного проведения таких работ изготавливается основание для будущего станка для превращения обычных бревен в качественные доски. В качестве материала для этого подойдут уголки из металла. Устанавливать их следует вверх стороной, при этом необходимо добиться максимальной точности регулировки колесиков, иначе они будут быстро изнашиваться.
Такие крепежные приспособления должны легко двигаться в нужные стороны. Для надежной фиксации бревна достаточно пару раз ударить по зажимам молотком, вследствие чего произойдет заклинивание механизма фиксации материала, и с ним можно будет проводить все требуемые операции.
 Конструкция когтей
Конструкция когтей
При собственноручной сборке пилы ленточного типа профильные трубы из твердого металла, которые устанавливаются перпендикулярно к основанию, должны быть сделаны таким образом, чтобы немного выступать за основание. Кроме того, на данных трубах следует установить перемычки: на них будут размещаться бревна перед распилкой на станке.
Технология производства
Поставляется лента от производителя в бухте целым куском. Затем она режется на части и с помощью специального станка сваривается с готовое изделие. В идеале после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем параметрам. Полотно не должно потерять в прочности, шероховатость ленты не должна превышать допустимых норм, а форма и шаг зубьев сохранены.
Профили зубьев
Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Особенности настройки аппарата

Ленточная пила по дереву самодельная должна быть тщательно подготовлена к работе. Для этого ее следует испытать и настроить. Режущая лента должна находиться строго под прямым углом. Любой незначительный перекос может остановить работу машины и стать опасным для жизни.
Учтите, что лента для резания должна быть максимально натянута. Для настройки используйте ведомый шкив. Именно при его помощи вы сможете нормально отрегулировать ваш станок. Также следует отметить, что применяемая при изготовлении сварка ленточных пил (своими руками осуществить ее достаточно просто) обеспечит хорошую прочность и устойчивость машины.
5 Преимущества резки на ленточном станке по металлу
Обработка резанием – основной технологический способ обработки металла при изготовлении деталей и механизмов, машин. Основная сложность при резке – слишком большие припуски, которые приходится оставлять на последующую обработку. Это является следствием недостаточно высокой точности подготовительных операций и усложняет, удорожает процессы механической обработки.
Наиболее известные способы резки металла со съемом стружки:
- фрезами (дисковыми пилами) на круглопильных станках;
- фрезами или резцами на специальном отрезном оборудовании;
- ножовочными полотнами на ножовочных механических станках;
- абразивными (алмазными или вулканитовыми) кругами;
- ленточными пилами на ленточных станках.

Последний способ, по сравнению с остальными, характеризуется следующими преимуществами:
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны. Следует учитывать следующие дополнительные рекомендации при выборе пилы:
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено. Это лишняя нагрузка, которая затупит зубья или сломает их
Это лишняя нагрузка, которая затупит зубья или сломает их.





Применение ленточной пилы
После окончания работ по изготовлению ленточной пилы необходимо научиться правильно с ней обращаться. Стоит соблюдать технику безопасности. При определенных обстоятельствах режущее полотно может просто лопнуть. Чтобы находиться возле работающего аппарата, необходимо быть полностью уверенным в надежности крепления.
Необходимо строго соблюдать такие правила эксплуатации ленточной пилы:
- при большом размере обрабатываемой заготовки стоит установить на станок пилу с крупными зубьями;
- лучше использовать режущие ленты универсального типа. Так пропадет необходимость смены полотна при обрабатывании различных материалов;
- до сборки станка стоит выбрать место, в котором он будет располагаться. В этом случае учитывается наличие проводки и размер комнаты. Обязательно, чтобы помещение имело хорошую вентиляцию;
- перед началом работ необходимо натянуть ленту для резки. Иначе ленточная пила не будет правильно работать и станет угрозой для здоровья человека;
- станок должен выключаться после 2 часов работы. Далее режущая лента обязательно снимается и сутки не используется;
- после окончания работ аппарат необходимо хорошо смазывать. Стоит подобрать для станка наиболее подходящее масло;
- необходимо каждый день проверять правильный развод режущих зубьев.





