

Содержание
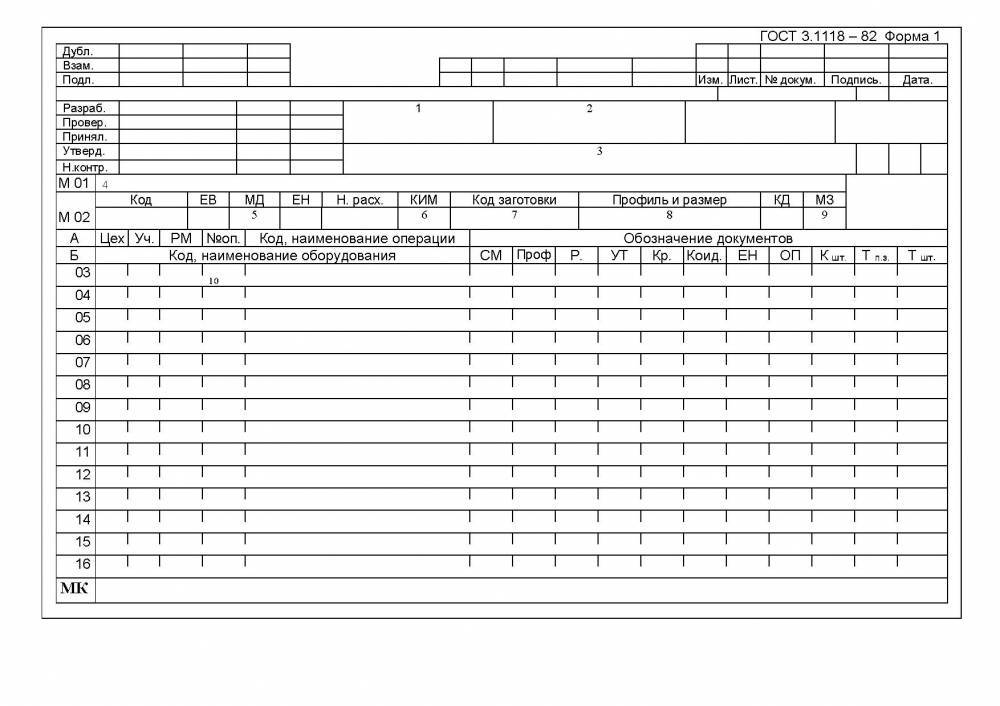
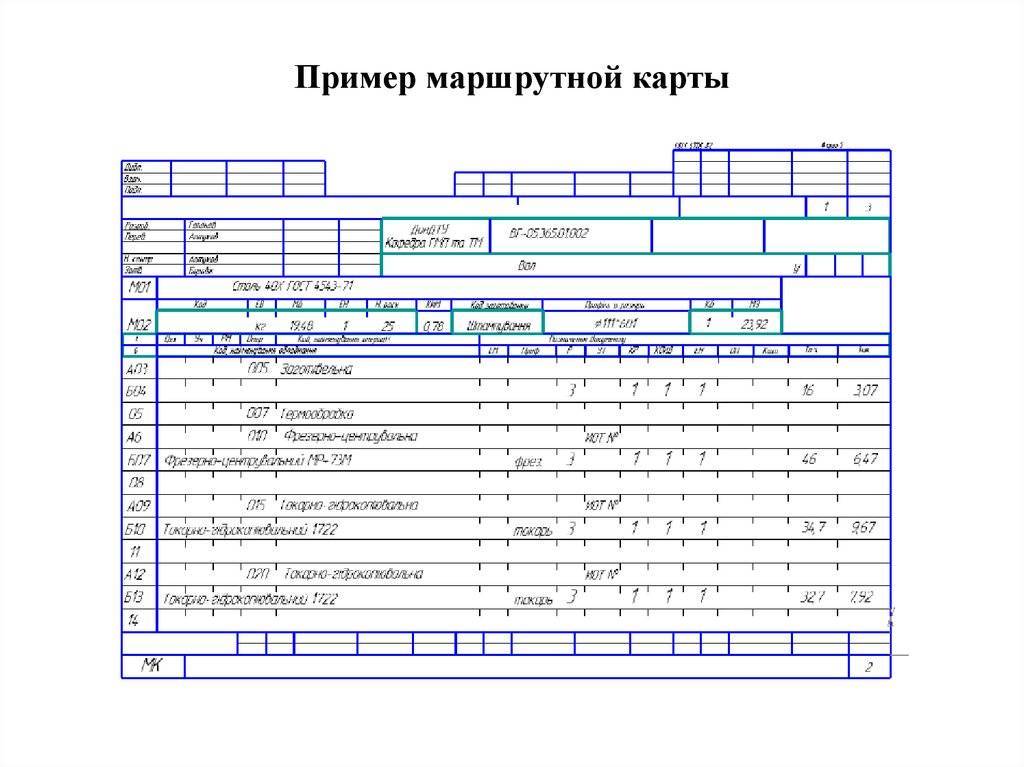
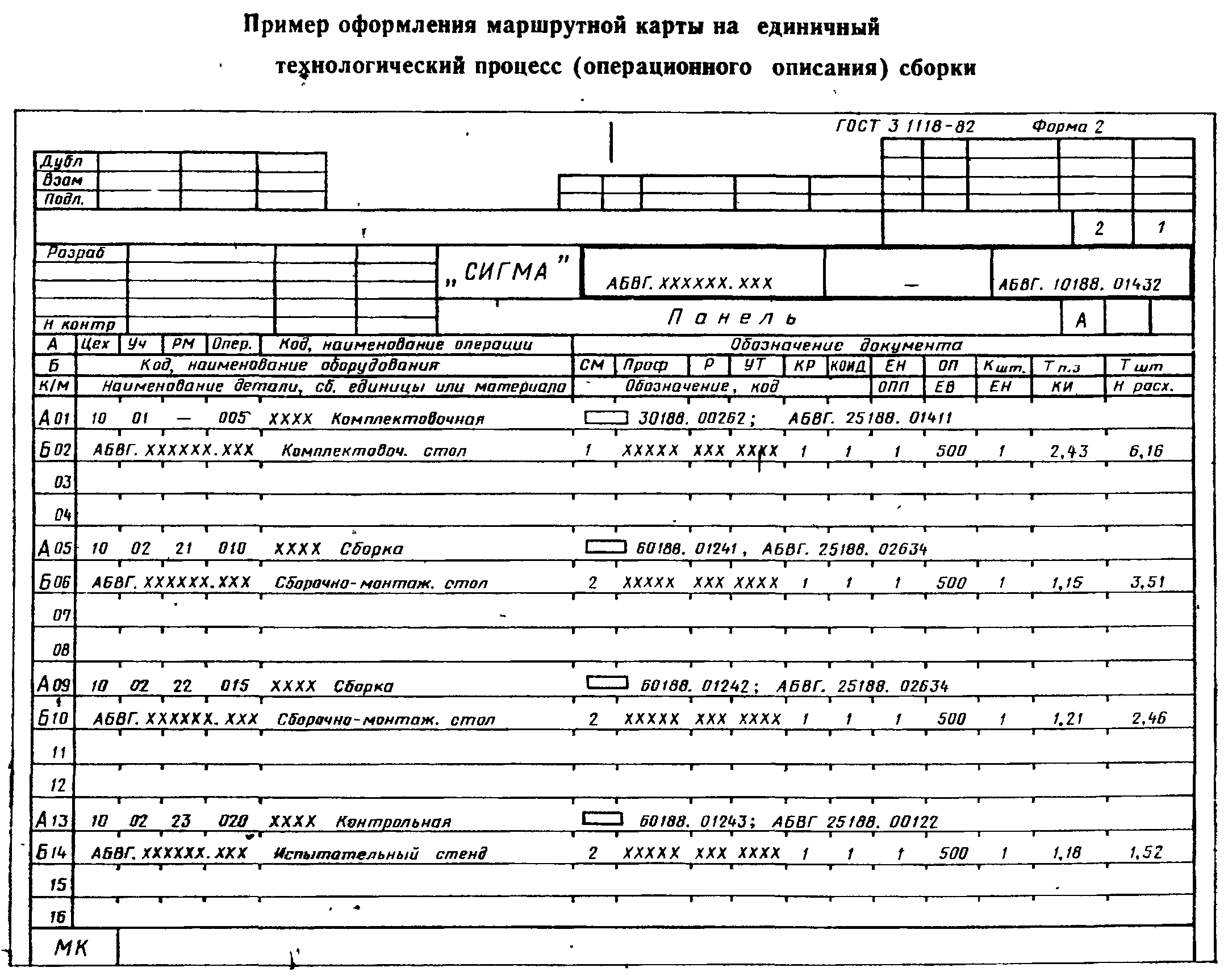
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
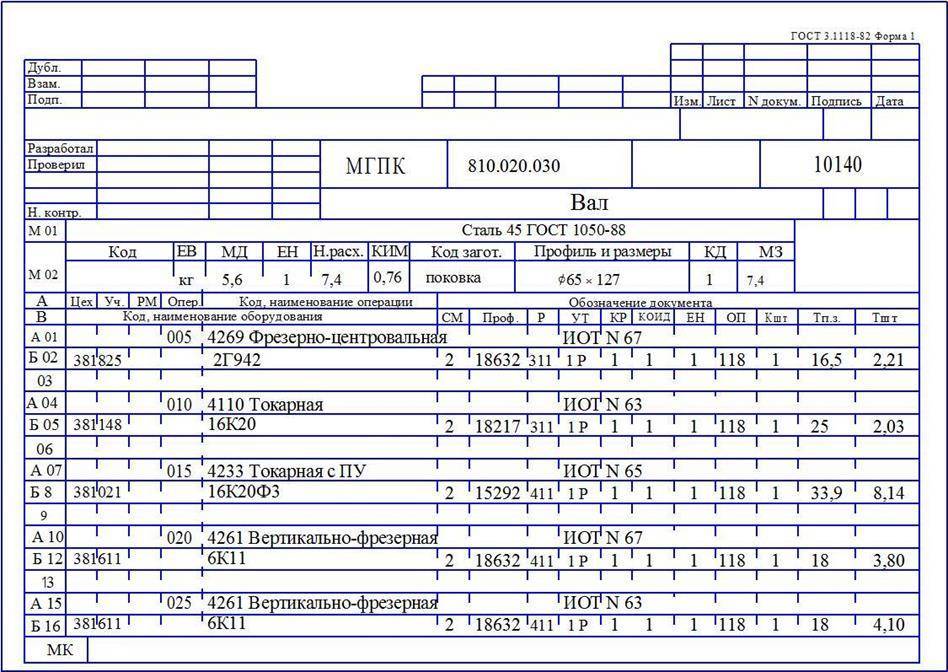
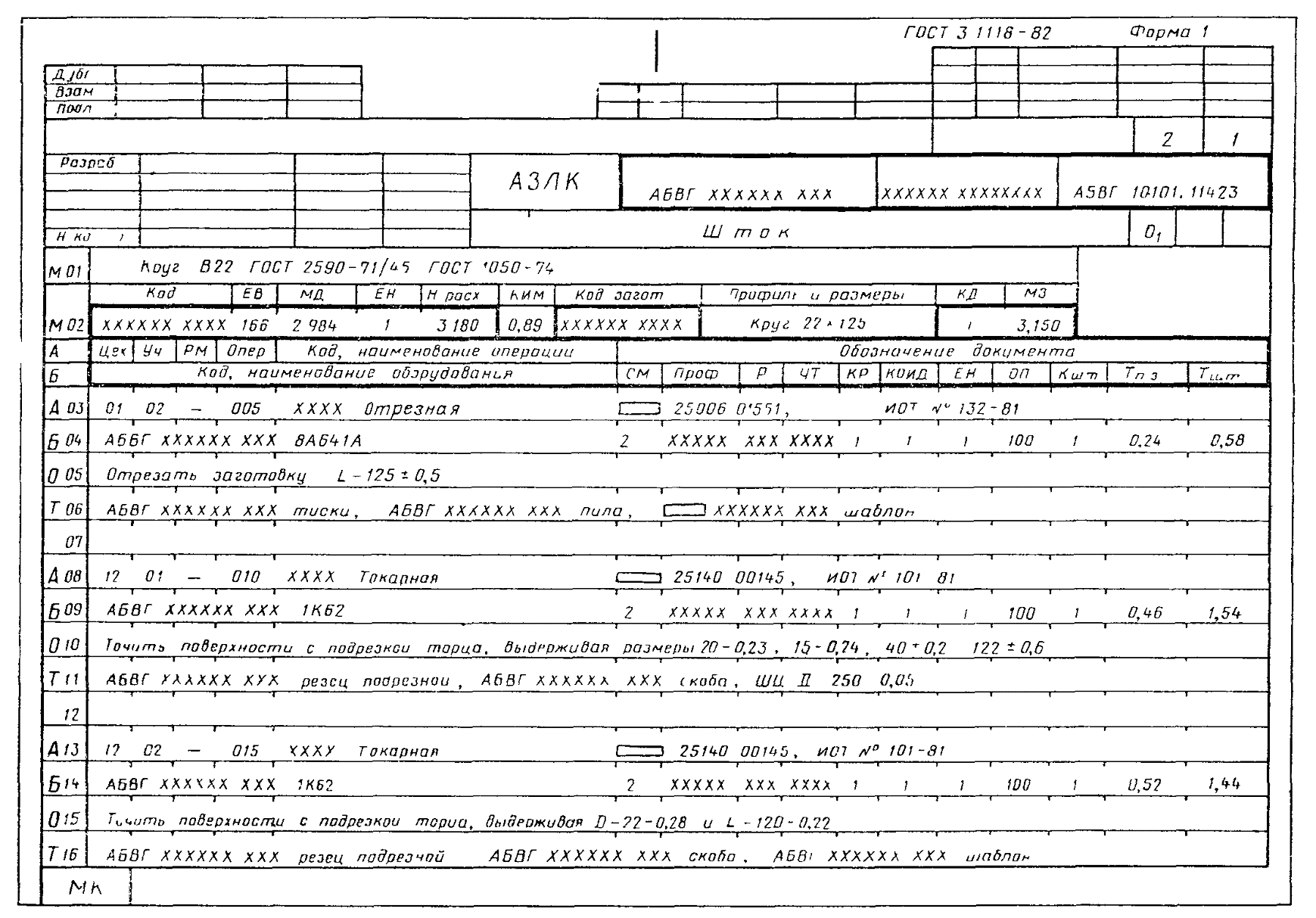
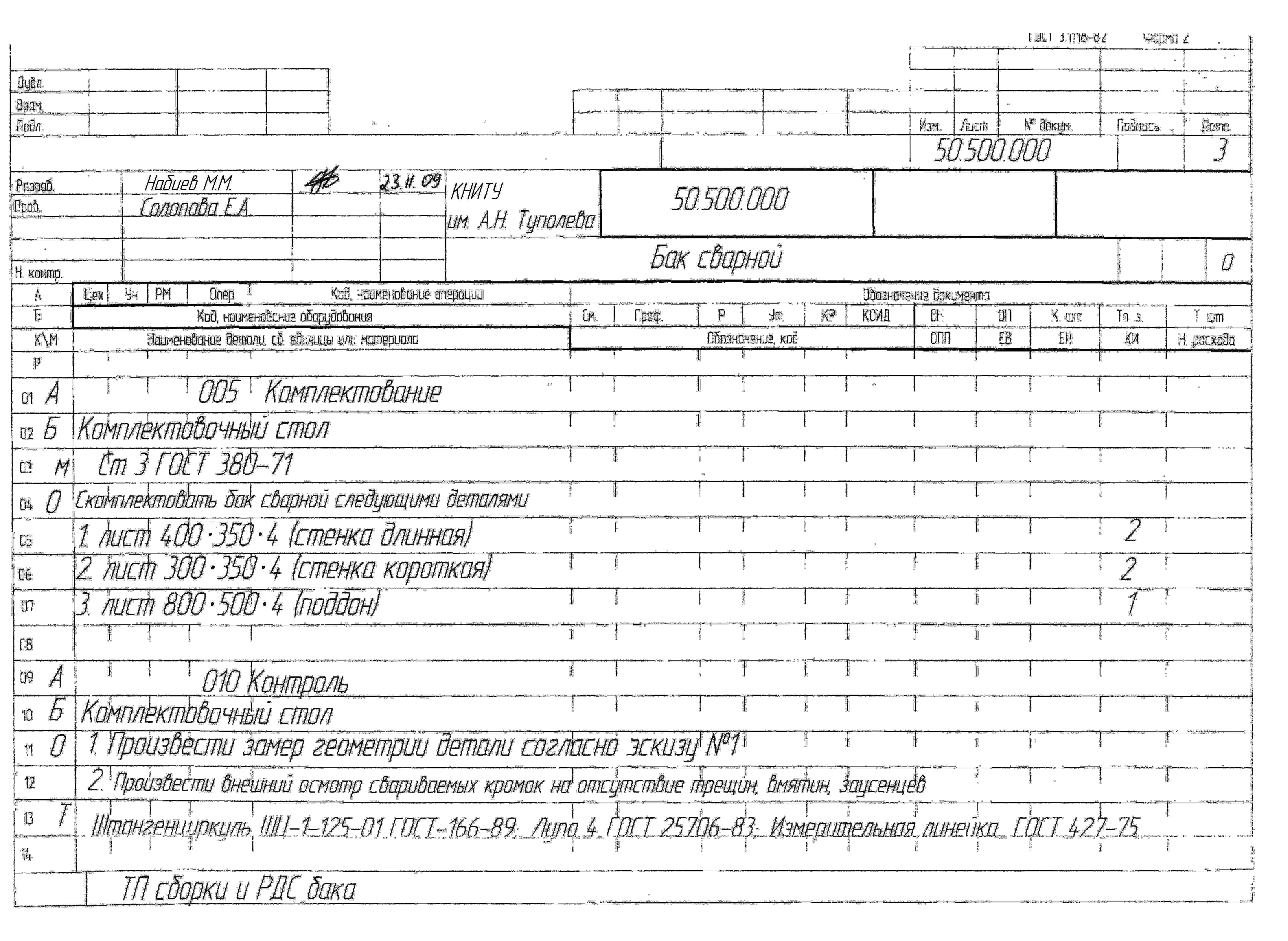
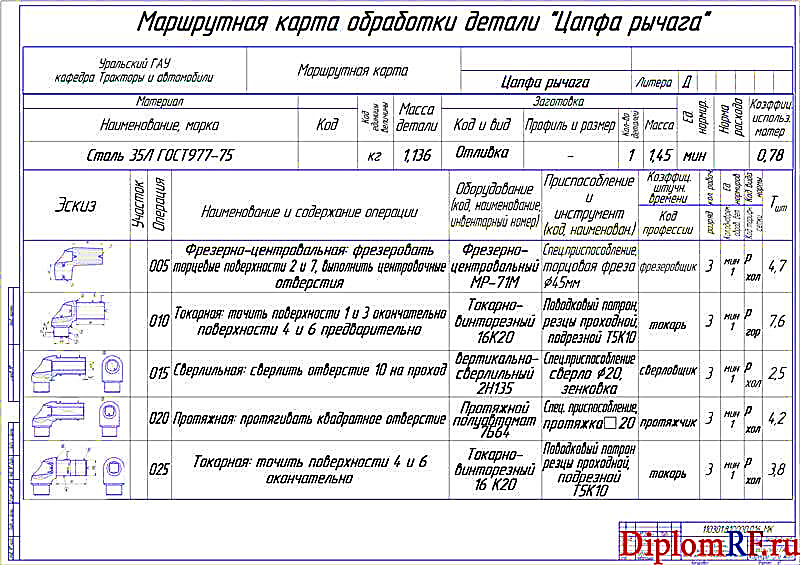
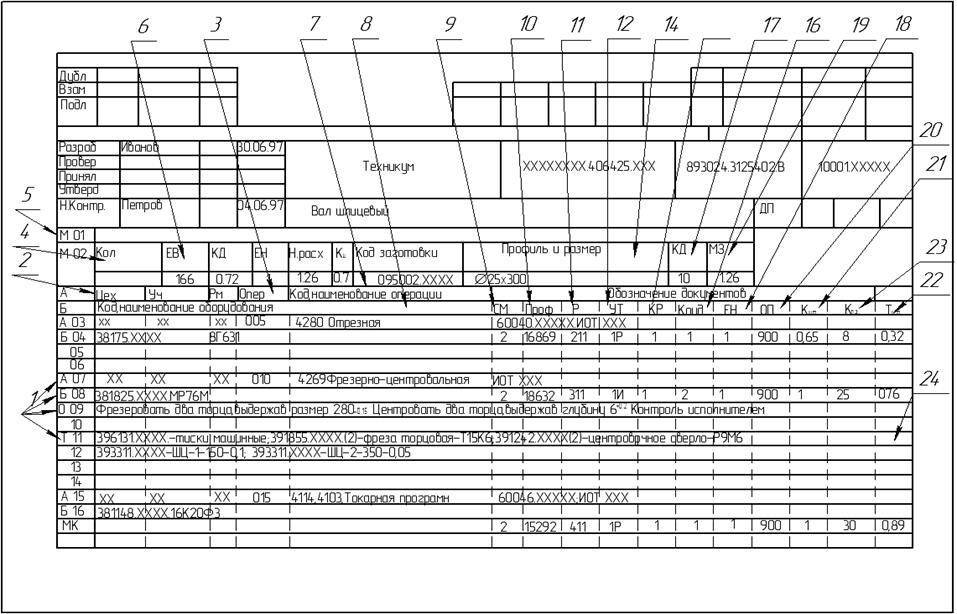
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
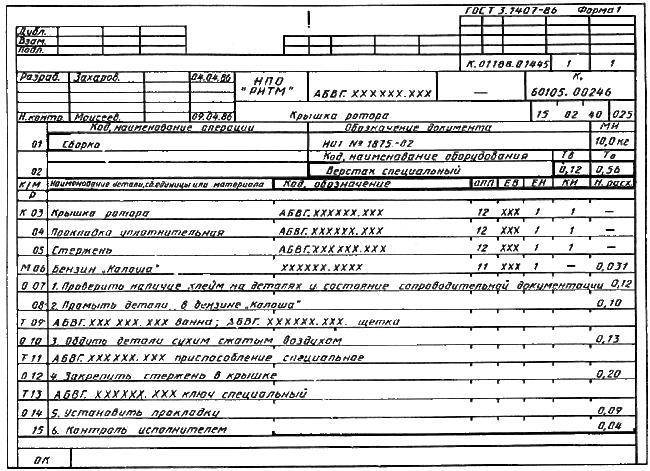
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
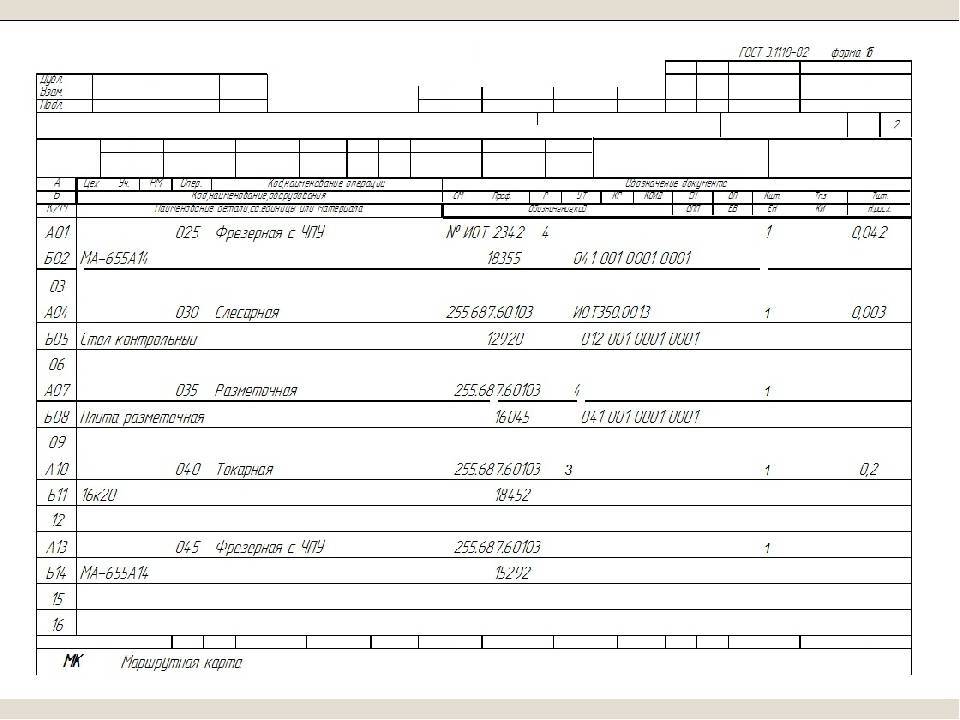
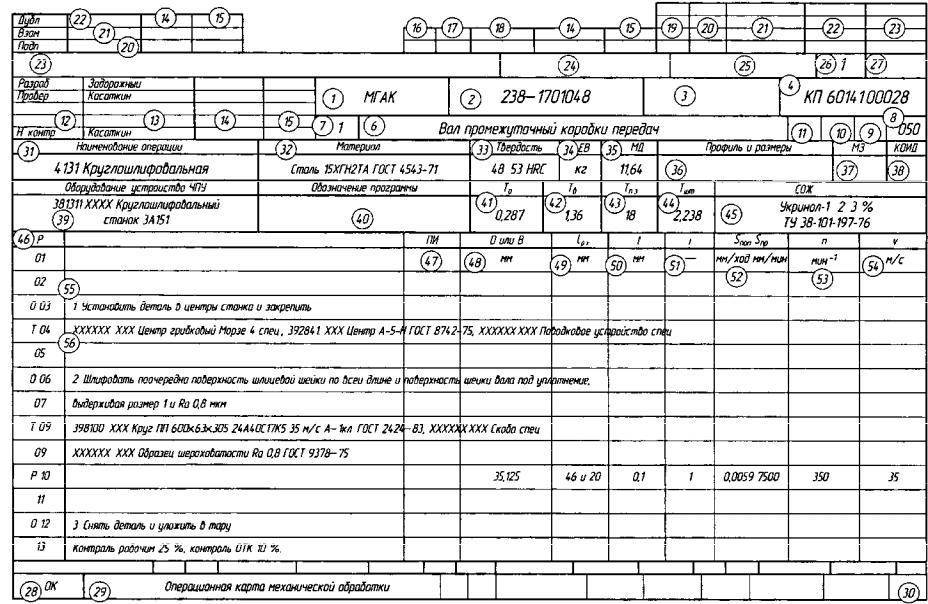
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
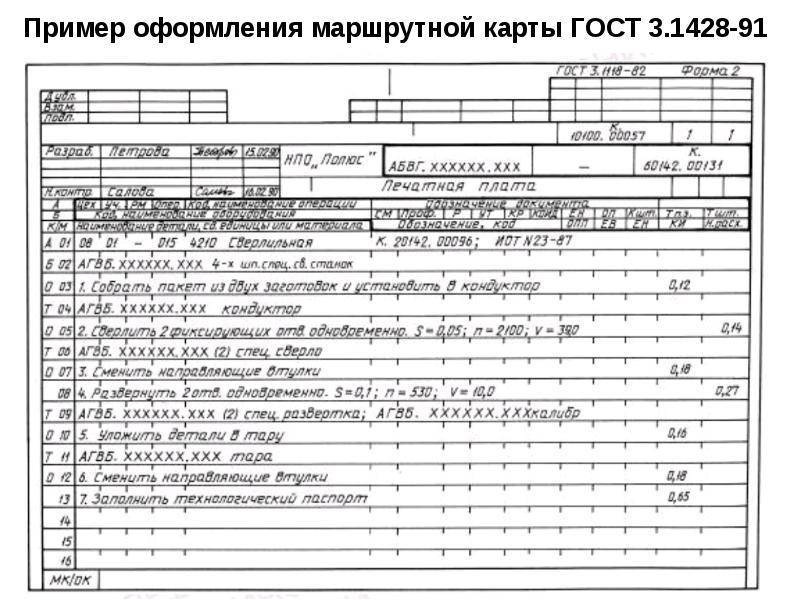
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
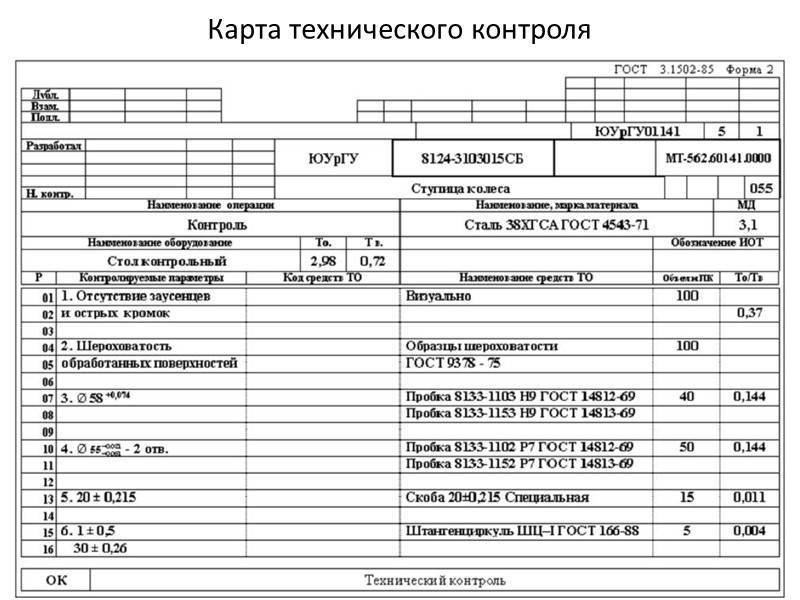
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Зачем утверждать свою форму типового листа
- унифицированные формы путевых листов;
- самостоятельно разработанные путевые листы.
Подробнее об этом см. «Путевые листы с 15 декабря 2017 года: новые бланки и образцы заполнения».
По общему правилу формы первичных документов определяет руководитель организации по представлению лица, на которое возложено ведение бухучета (ч. 4 ст. 9 Закона от 6 декабря 2011 г. № 402-ФЗ). То есть руководитель должен утвердить одно из двух:
- либо самостоятельно разработанную организацией форму путевого листа;
- либо факт использования организацией унифицированных форм.
Формы первичных документов утверждайте в учетной политике (п. 4 ПБУ 1/2008). Образцы самостоятельно разработанных форм путевых листов, утвержденные руководителем, включите в приложение к приказу об утверждении формы путевых листов.
Путевой лист (далее п/л), в первую очередь, – первичный отчетный документ. Его наличие обязательно для ведения бухучета. Налоговая инспекция требует его, как доказательство ведения контроля и списания ГСМ на предприятии. Поэтому все транспортные организации и ИП обязаны иметь правильно заполненный п/л.
ПРИКАЗ
________________ N _______________
Место издания
в бухгалтерию первичных документов
и отчетности ответственными работниками
структурных подразделений организации
1. Установить в организации порядок и сроки представления в бухгалтерию первичных документов и отчетности ответственными лицами структурных подразделений согласно приложению.
2. Ответственность за своевременность и правильность оформления первичных документов и отчетности возлагается на ответственных работников подразделений. Руководителям структурных подразделений обеспечить выполнение приказа ответственными лицами своих подразделений, своевременное назначение новых ответственных лиц в случае временного отсутствия, увольнений или смены ранне назначенных ответственных лиц.
3. Контроль за соблюдением сроков представления и правильностью оформления предоставляемых в бухгалтерию ответственными лицами документов возложить на _____________________________.
Наименование должности руководителя организации Подпись Расшифровка подписи Главный бухгалтер (работник бухгалтерии) Подпись Расшифровка подписи Визы С приказом ознакомлен: Подпись Расшифровка подписи Дата Подпись Расшифровка подписи Дата Подпись Расшифровка подписи Дата
Приложение к приказу от ______ N _____
————————————————————————— ¦ Наименование¦Ответственное¦Вид пред-¦Кому пред-¦ Срок ¦ Подпись ¦ ¦ структурного¦лицо за сдачу¦ставления¦ставляется¦ пред- ¦ответственного¦ ¦подразделения¦ документов и¦ ¦ ¦ставления¦ лица ¦ ¦ ¦ отчетности ¦ ¦ ¦ ¦ структурного ¦ ¦ ¦ ¦ ¦ ¦ ¦подразделения ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————— ————- ——— ———- ——— —————
Зачем нужен путевой лист
Выводы
Например, бухгалтер ООО «Леон» подготовил свой шаблон путевого листа, не закрепленный учетной политикой общества. Для вступления в силу новой формы листа нужно его утвердить приказом руководителя.

Для этих целей в приказе, подготовленном на фирменном бланке, бухгалтер отражает обязательную информацию:
- номер приказа: № 100;
- дата приказа: 15.04.2016;
- наименование приказа: «Об утверждении формы путевого листа»;
- основание и содержание приказа: «Согласно ФЗ «О бухгалтерском учете» от 06.11.2011 № 402-ФЗ и приказу Минтранса РФ от 18.09.2008 № 152, утвердить форму путевого листа в целях корректного учета и списания ГСМ, отраженную в приложении № 1″;
- дата вступления в силу: 05.2016.
- перечень лиц, ответственных за исполнение: «За исполнение приказа отвечает главный бухгалтер ООО «Леон» Ларина М. Н.»;
- перечень лиц к ознакомлению: «Для ознакомления водителю Морозову В. А.»;
Однако, если внутри предприятия есть свой разработанный стандарт приказа, утвержденный руководством, пользоваться при создании всех последующих распорядительных актов нужно именно им.
ТЕХНОЛОГИЯ
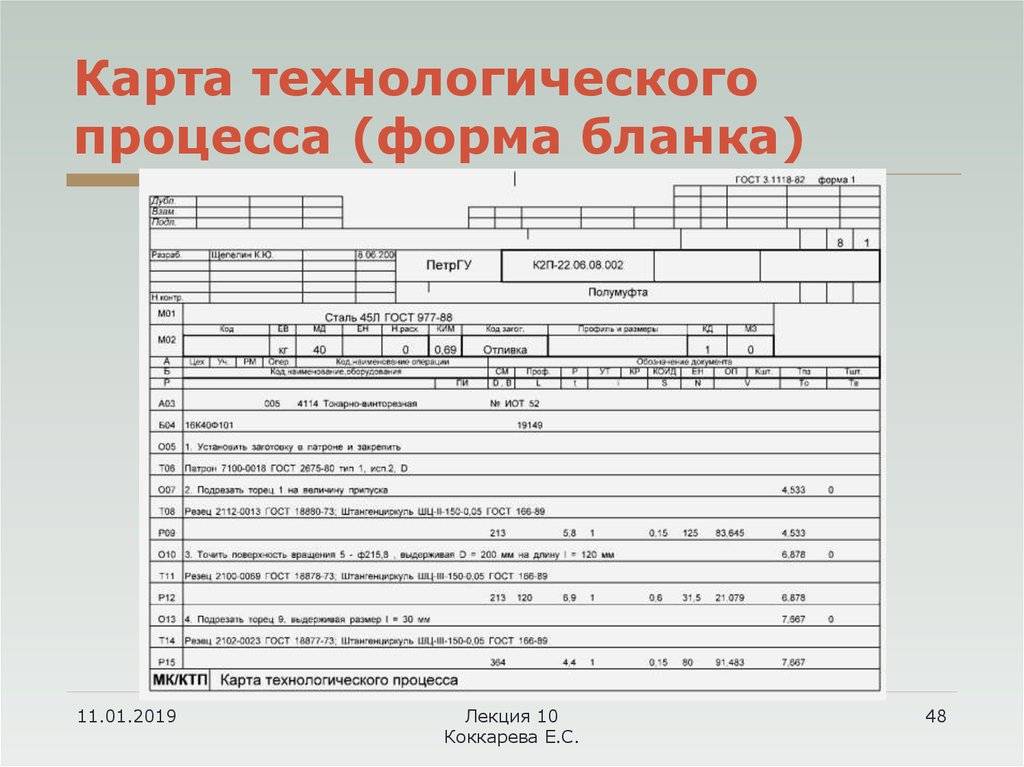
§ 5. Технологическая карта — основной документ для изготовления деталей
После того как сборочный чертёж изделия разработан и выполнена его деталировка (изготовлены чертежи всех деталей, входящих в изделие), переходят к следующей стадии технологического этапа работы над проектом: разработке технологической документации.
В качестве технологической документации применяют маршрутную карту, в которой указывается маршрут следования заготовок но операциям. В операционной карте содержится подробное описание технологической операции. В технологической карте — последовательность выполнения операций, их графическое изображение, а также перечень инструментов и приспособлений, необходимых для каждой операции. То есть в технологической карте описывается технологический процесс изготовления детали или изделия. В учебных мастерских вы будете работать по технологическим картам.
Изготовление изделий из древесины начинают с внимательного изучения чертежей (эскизов) деталей. Затем подбирают заготовки соответствующих размеров, размечают контуры будущих деталей, обрабатывают заготовки с соблюдением чертёжных размеров, зачищают и отделывают готовые детали. Если изделие состоит из нескольких деталей, то перед окончательной отделкой их соединяют между собой.
В качестве примера в таблицах 2 и 3 приведены технологические карты изготовления деталей из древесины. Деталь, описанная в таблице 2, имеет призматическую форму (форму бруска), в таблице 3 — цилиндрическую и коническую форму.
Таблица 2
Технологическая карта.
Изготовление верхней планки (изделие «карандашница», см. рис. 6, г)
Таблица 3
Технологическая карта.
Изготовление изделия «кегля»
При составлении технологической карты не следует назначать большие припуски на обработку заготовки. Это ведёт к неоправданному расходу древесины, а её нужно использовать экономно.
Практическая работа № 6
Разработка технологической карты изготовления детали из древесины
Рассмотрите и прочитайте выданный учителем чертёж детали из древесины или эскиз детали из своего творческого проекта.
Разработайте технологическую карту изготовления этой детали.
- Определите, какие инструменты понадобятся для изготовления этой детали или детали проектного изделия, запишите их названия в рабочую тетрадь.
Составьте с помощью компьютера технологическую карту изготовления детали своего проектного изделия и заполните её.
Проверяем свои знания
Что Такое деталировка?
Что указывается в технологической карте?
Из каких этапов состоит технологический процесс изготовления детали из древесины?
- Вспомните, какого специалиста называют технологом.
Описание файла
Файл “маршрутная карта” внутри архива находится в следующих папках: Технологический процесс изготовления станочной оснастки, Гериев А. А. Технологический процесс изготовления станочной оснастки. Excel-файл из архива “Технологический процесс изготовления станочной оснастки”, который расположен в категории “готовые вкр”. Всё это находится в предмете “выпускная квалификационная работа бакалавра (вкр)” из восьмого семестра, которые можно найти в файловом архиве МГТУ им. Н.Э.Баумана. Не смотря на прямую связь этого архива с МГТУ им. Н.Э.Баумана, его также можно найти и в других разделах. Архив можно найти в разделе “остальное”, в предмете “выпускная квалификационная работа бакалавра (вкр)” в общих файлах.
Ассортимент изделий

Особым успехом пользуются куртки и пальто
Открывая швейный бизнес с нуля, нужно найти изделия, которые можно производить быстро, с наименьшими затратами. В последнее время отечественные цеха производят верхнюю одежду (куртки и пальто), платья и другие виды одежды по конкурентоспособной цене.
Что можно шить:
- одежда для взрослых;
- детская и подростковая одежда;
- постельное белье и т. д.
Обратите внимание! Чем меньше номенклатура фурнитуры, тем дешевле изделие, поэтому для старта стоит начать с изделий без дорогой фурнитуры. Большим спросом пользуются стильные платья, юбки, кардиганы и прочие женские изделия, а также детская одежда. Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости
Крупные фирмы, как правило, сосредотачиваются на пошиве узкого профиля. Никогда не стоит экономить на тканях – некачественный товар перестанут закупать и производство понесет убытки
Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости. Крупные фирмы, как правило, сосредотачиваются на пошиве узкого профиля. Никогда не стоит экономить на тканях – некачественный товар перестанут закупать и производство понесет убытки.

Для чего составлять маршрутный лист
При разработке этого бланка обычно преследуются следующие цели:
- составление плана сбыта — рассматриваемый документ позволяет лицу, ответственному за доставку, иметь представление о сети сбыта, количестве торговых точек и их потребностях в товаре;
- соблюдение маршрута поставок на основании разработанного плана;
- подготовка отчетности по количеству отгруженной продукции, количеству рабочего времени водителя, числу торговых точек и их задолженности перед поставщиком;
- учет затрат времени на отгрузку.
Выше перечислены лишь некоторые цели, которые может выполнять рассматриваемый документ. В зависимости от разработанной на предприятии формы этот список может быть расширен.
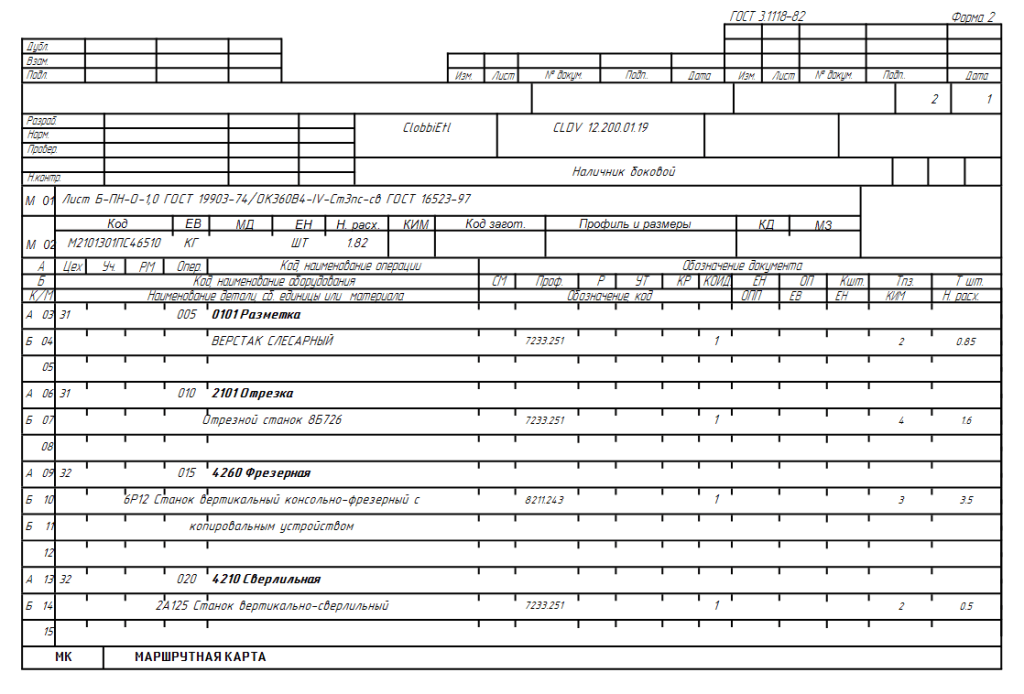
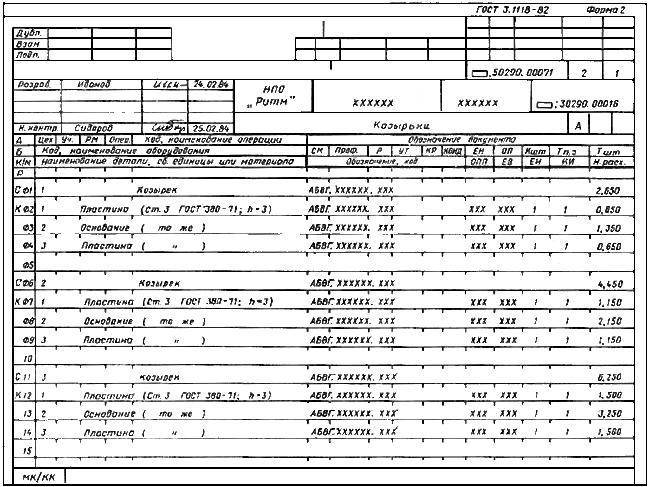
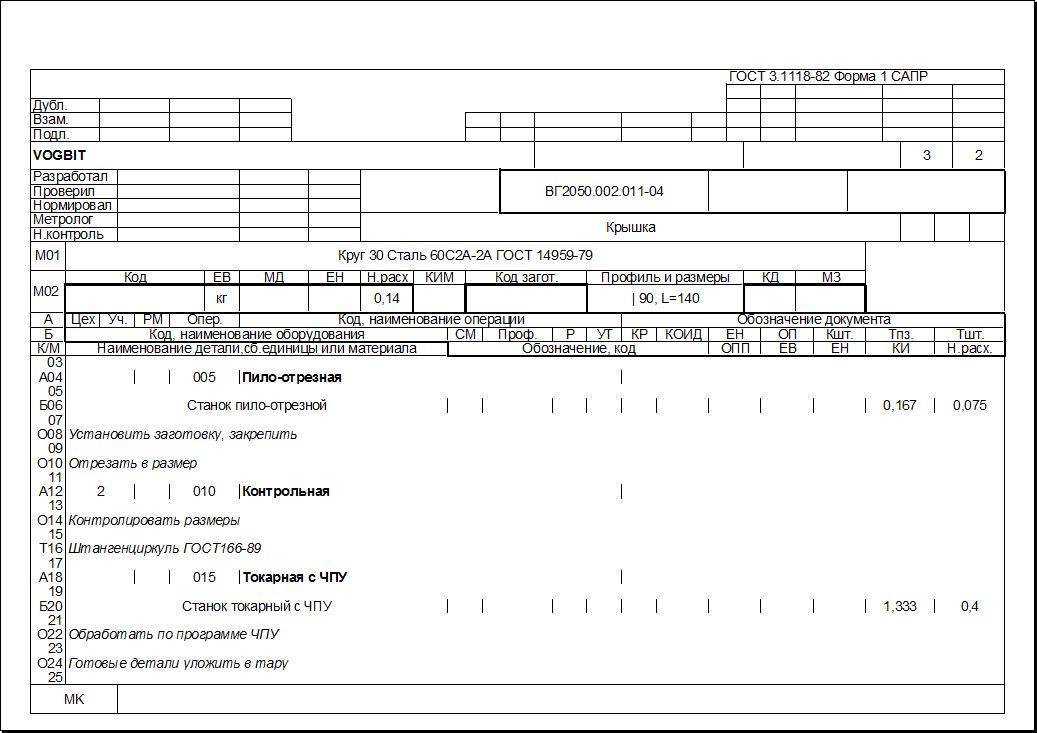
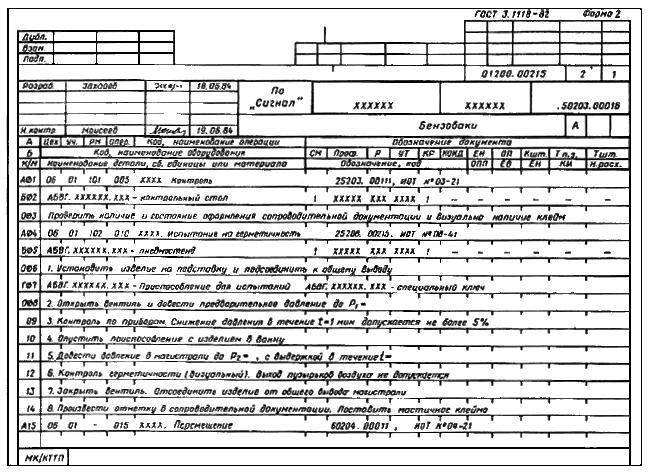
Маршрутная технологическая карта
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узла, прибора) по цехам и дает описание всех операций, производимых над деталью без выделения каждой операции отдельным документом.
Маршрутная технологическая карта применяется в индивидуальном и серийном производстве в тех случаях, когда не требуется точной деталировки процесса и нет твердого закрепления той или иной детали за определенным оборудованием на длительное время. Рабочему эта карта дает немного: без чертежа ею пользоваться нельзя.
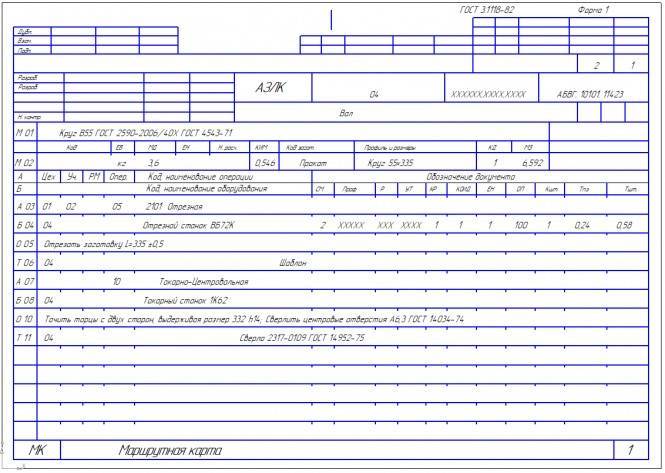
Маршрутная технологическая карта включает последовательный перечень укрупненных операций обработки деталей. Маршрутная технологическая карта является основным технологическим документом опытного или единичного производства. Обработка детали по маршрутной технологической карте требует рабочих высокой квалификации и наличия на рабочем месте чертежа обрабатываемой детали.
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узлы, приборы или изделия) по цехам и мастерским, дает описание всех операций, производимых над объектом, без выделения каждой операции отдельным документом. Эта карта применяется в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и нет твердого закрепления обрабатываемого объекта за определенным оборудованием на длительное время. В маршрутной карте указывают данные об основном материале и размерах заготовки, перечисляют цехи и мастерские, в которых должна производиться обработка, приводят перечень операций, сообщают сведения об основном оборудовании и технологическом оснащении, профессии и разряде рабочего, а также нормировочные сведения.
Маршрутная технологическая карта механической обработки содержит перечень всех операций, названия цехов, участков и отделений, где должна обрабатываться заготовка; данные о применяемых станках, принадлежностях и инструменте; указания о специальности и разряде рабочего, который будет изготовлять деталь; нормированное время и др. Эта карта применяется главным образом для работ по планированию производства.
Общая, или маршрутная, технологическая карта составляется на каждое изделие. На основании ее выполняются операционные и другие технологические документы, а также проектируются приспособление и оборудование, схематично указанное на обЩей карте. В технологических картах подробно и последовательно записаны производственные процессы изготовления каждой детали, сборочной единицы, изделия.
В карте 6 приведена маршрутная технологическая карта обработки этого картера на агрегатных станках на выпуск 50 шт.
На основании дефектной ведомости составляется маршрутная технологическая карта ремонта; после разборки двигателя производится распределение дефектных частей по двум основным направлениям: в обмоточный цех, слесарно-механический цех.
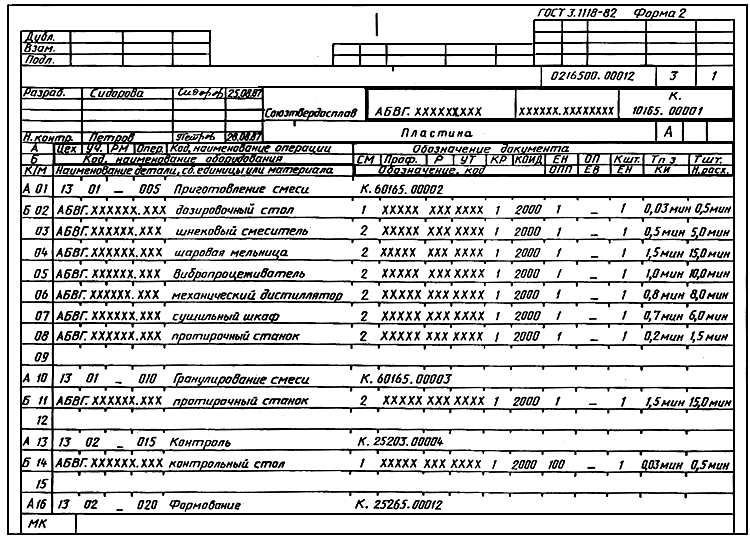
Результатом работы программы проектирования ТП является маршрутная технологическая карта, содержащая следующие данные по каждой операции: номер цеха, наименование и содержание операции, количество ударов ( ходов) пресса, наименование и шифр оборудования, его мощность, данные об оснастке, вспомогательном, мерительном и режущем инструменте, шифре профессии и разряде рабочего, штучном и подготовительно-заключительном времени и расценках.
Припуски следует рассчитывать параллельно и после разработки маршрутной и технологической карты. На основе технологического процесса определяют характер и расчетную величину промежуточных припусков и, как следствие, общий припуск.
Технологический процесс оформляется следующими техническими документами: маршрутными технологическими картами, опера-ционно-технологическими картами, производственными инструкциями.
После дефектации требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
После дефекташш требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
На электроприборостроительных заводах, в основном, применяются два вида технологических карт: маршрутная технологическая карта и операционно-технологическая карта.
Исходными данными для ведения статистических методов контроля являются показатели качества, определяемые по маршрутным и технологическим картам, границы регулирования, объем выборки и периодичность ее контроля.
Отличие маршрутного листа от путевого
Некоторые специалисты не различают два указанных выше понятия. Несмотря на их кажущуюся схожесть, они имеют ряд существенных отличий. В частности, маршрутный лист:
- может иметь произвольную форму, в то время как путевой составляется по утвержденной законодательством форме;
- не содержит сведения о количестве горючего и километраже;
- выдается при производственной необходимости;
- не оформляется на водителей легковых автомобилей, обслуживающих должностных лиц.
Таким образом, путевой лист выдается при осуществлении любых перевозок, связанных с работой, в отличие от маршрутного. Кроме того, путевой лист относится документам строгой отчетности и должен храниться на предприятии пять лет, в отличие от маршрутного, который может быть уничтожен после оформления акта приема работ.
Как хранить путевой лист?
Помимо правил заполнения путевых листов существуют и правила хранения. Их регламентирует все тот же приказ №368, п.17-18 Порядка. Заполненные путевые листы нужно зарегистрировать в специальном журнале, предназначенном для этих целей. Вести его можно как в бумажном, так и в электронном формате.
Если журнал регистрации заполняется на бумаге, его листы нужно пронумеровать и прошить. Если в электронном – информацию необходимо заверять усиленной квалифицированной электронной подписью (КЭП). Также нужно обеспечить возможность распечатать данные электронного журнала в случае необходимости.
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.

Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.
Что такое диагностическая карта
Диагностическая карта — результат технического осмотра машины. Осмотр проводят аккредитованные станции техобслуживания. Благодаря техосмотру водитель и другие участники дорожного движения уверены, что от грузовика не отвалится колесо, а у автобуса с детьми не откажут тормоза.
Без диагностической карты не продадут полис ОСАГО. Штраф за вождение без полиса — 800 рублей.
Когда проходить техосмотр. Это зависит от того, сколько лет машине:
- от 4 до 10 лет — каждые два года;
- старше 10 лет, а также если это такси или автобус до 5 лет — ежегодно;
- такси и автобусы старше 5 лет и прицепы грузовиков — каждые полгода.
Что изменится с 1 марта 2021 года. Диагностические карты станут электронными. Информация о картах уже хранится в Единой автоматизированной информационной системе (ЕАИСТО). С 2021 года бумажные карты отменят.
На станции техосмотра в карточку записывают информацию о машине, данные ПТС, дают заключение и ставят печать. По этой карте водитель может получить полис ОСАГО





