А; = 2,1.
(Измененная редакция, Изм. № 1).
4. Для передач, к которым предъявляются специальные требования, допускается применение исходных контуров, отличающихся от установленного настоящим стандартом, параметры которых должны устанавливаться в отдельных стандартах для данной отрасли промышленности.
Издание официальное ★
Перепечатка воспрещена
Издание (март 2002 г.) с Изменением № 1, утвержденным в октябре 1986 г. (ИУС 1—87)
Издательство стандартов, 1981 ИПК Издательство стандартов, 2002
С. 2 ГОСТ 9587-81
5. Рекомендации по очертанию исходного контура при изготовлении зубчатых колес со срезом или закруглением кромок вершин зубьев приведены в приложении 1.
6. Допускается изготовлять зубчатые колеса винтовых передач в соответствии с исходным контуром настоящего стандарта.
5,6. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1 Справочное
РЕКОМЕНДАЦИИ ПО ИЗГОТОВЛЕНИЮ ЗУБЧАТЫХ КОЛЕС СО СРЕЗОМ ИЛИ ЗАКРУГЛЕНИЕМ
КРОМОК ВЕРШИН ЗУБЬЕВ
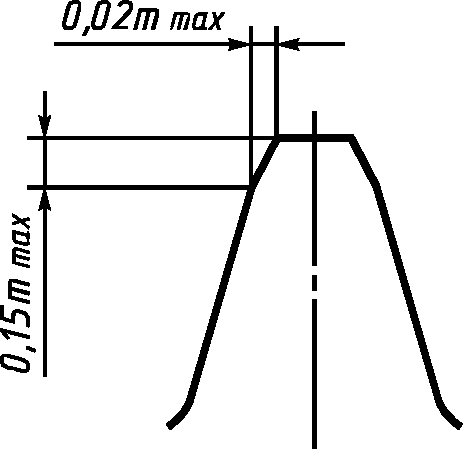
1. При изготовлении зубчатых колес допускается срез или закругление кромок вершин зубьев по высоте не более 0,15 ш и глубине не более 0,02 т (см. чертеж).
Примечания:
1. Допускается увеличение среза или закругления кромок вершин зубьев зубчатых колес по глубине до 0,05 т, если не нарушает качества зацепления в передаче.
2. Требования п. 1 и примечания 1 к нему не распространяются на колеса, профили зубьев которых обрабатываются одновременно с обработкой окружности вершин.
2. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 2 Справочное
РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ ОЧЕРТАНИЙ ВПАДИНЫ ИСХОДНОГО КОНТУРА
Очертания впадины исходного контура вне граничной высоты выполняют в соответствии с таблицей:
| тп, мм | h* п а | С* | Ру,ММ | Форма впадины |
| 0,1 < тп< 1,0 | 1,0 | 0,3 | 0,44 тп | чДц |
| 0,25 | 0,38шй | vV- | ||
| 0,1 <�тп< 0,5 | i,i | 0,4 | — | |
| 0,5<�шй<1,0 | 0,25 | — |
(Введено дополнительно, Изм. № 1).
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор НИ. Гаврищук Компьютерная верстка С. В. Рябовой
Изд. лиц. № 02354 от 14.07.2000. Подписано в печать 05.06.2002. Усл.печ.л. 0,47. Уч.-изд.л. 0,31.
Тираж 112 экз. С 6115. Зак. 499.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, 103062 Москва, Лялин пер., 6.
Плр № 080102
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
- Бороздки для крепежа наносят на внешнюю поверхность изделия.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
- Цилиндрическая резьба не изменяется по всей длине детали.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
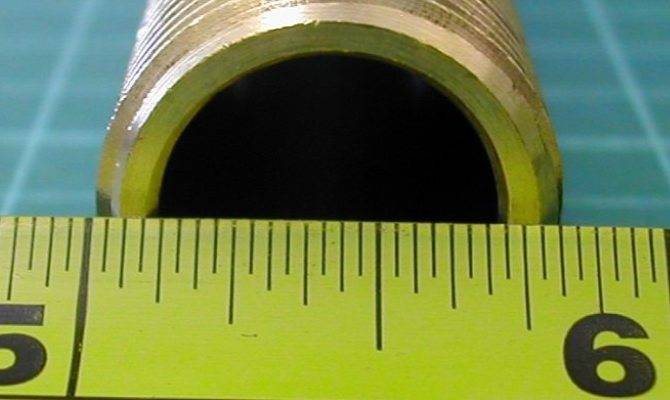
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.

Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
 Пример определения размера шага резьбы резьбомером
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
1 Характеристики дюймовой и метрической трубной резьбы по ГОСТ
Согласно прописанным в документе ГОСТ 6357-81 нормам, цилиндрическая или дюймовая трубная резьба характеризуется такими основными параметрами, как диаметр и шаг. При этом диаметр высчитывается двумя способами:
- Внешний диаметр – это расстояние между верхней и нижней противоположными точками, которые лежат на гребнях резьбы.
- Внутренний диаметр – расстояние между верхней и нижней противоположными точками, которые лежат на впадинах или резьбовых канавках.
Высота профиля дюймовых труб с цилиндрической резьбой рассчитывается, исходя из разницы между внешним и внутренним диаметром соответственно. Вторая характеристика трубной резьбы дюймового типа по ГОСТ( шаг резьбы) рассчитывается, как расстояние между соседними канавками или впадинами. Таким образом, шаг имеет всегда постоянное значение, вне зависимости от типа резьбового соединения, чтобы была возможность подобрать необходимый болт или гайку для крепления.
Иногда дюймовую резьбу называют метрической. Такое сравнение неверно, так как эти два вида имеют определенные различия. Несмотря на то, что метрическая резьба так же, как и дюймовая, характеризуется аналогичными основными параметрами, эти виды резьбового соединения отличаются по форме профиля. У дюймовых труб более подчеркнутый и острый резьбовой гребень с большим углом, нежели в метрических. Кроме того, диаметр и шаг резьбы метрического типа исчисляется в миллиметрах, тогда как дюймовый исчисляется в трубных дюймах.
Размеры дюймовых резьб отображаются в специальных таблицах значений, где также указывается такой параметр, как число витков (ниток). Это дополнительная характеристика, по которой также можно высчитать шаг резьбы. Исходя из нестандартной системы исчисления по ГОСТ, сортамент трубной резьбы по таблице может быть обозначен в дробном варианте, например, 3/4 дюйма.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя. Это интересно: Электроды МР-3 – характеристики и особенности использования
Это интересно: Электроды МР-3 – характеристики и особенности использования
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.

Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
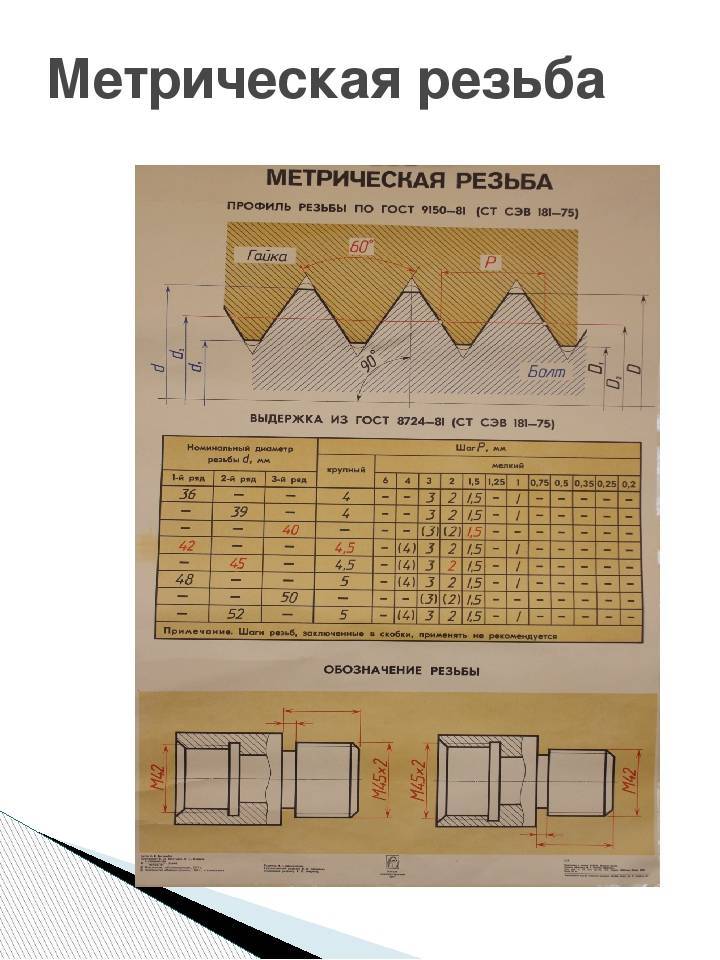
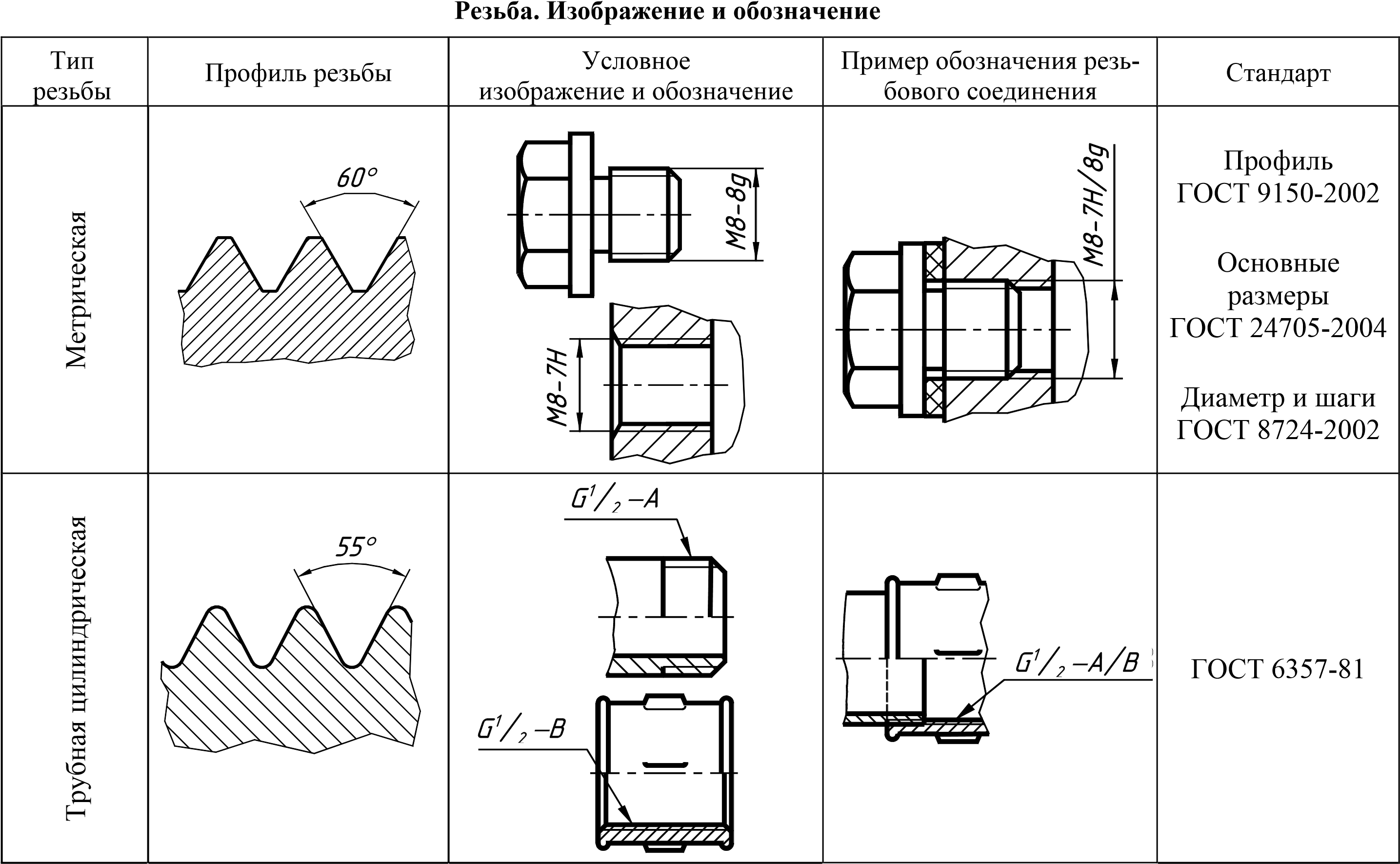
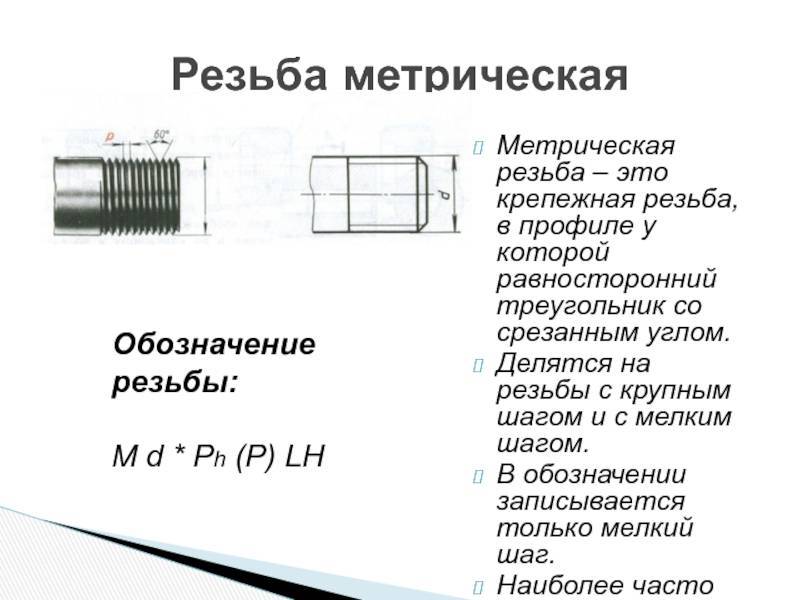
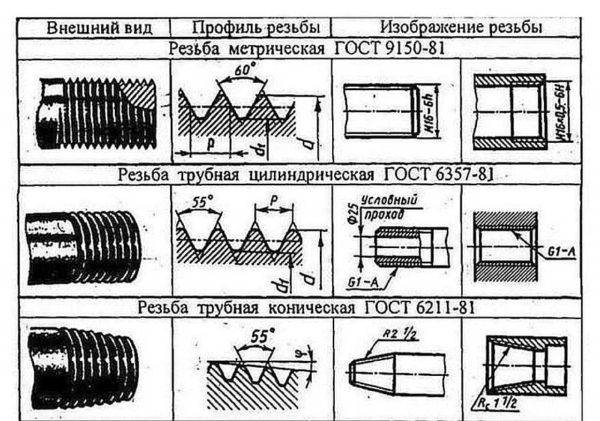
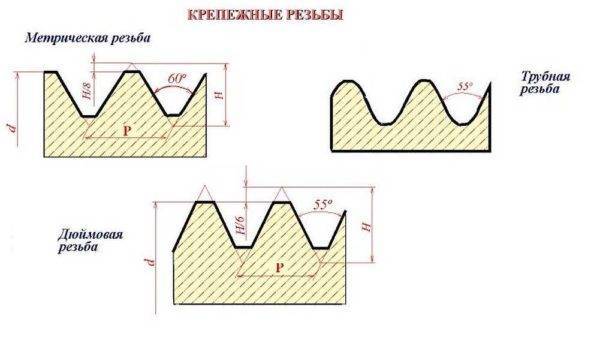
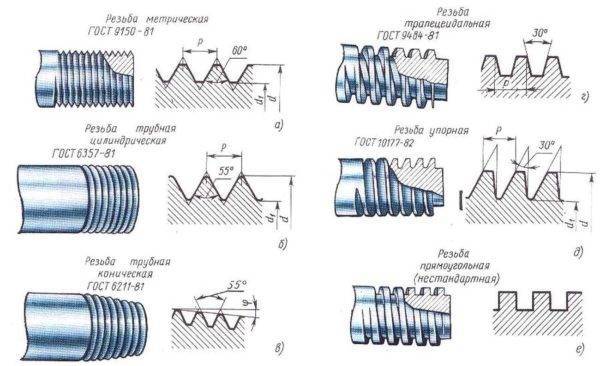
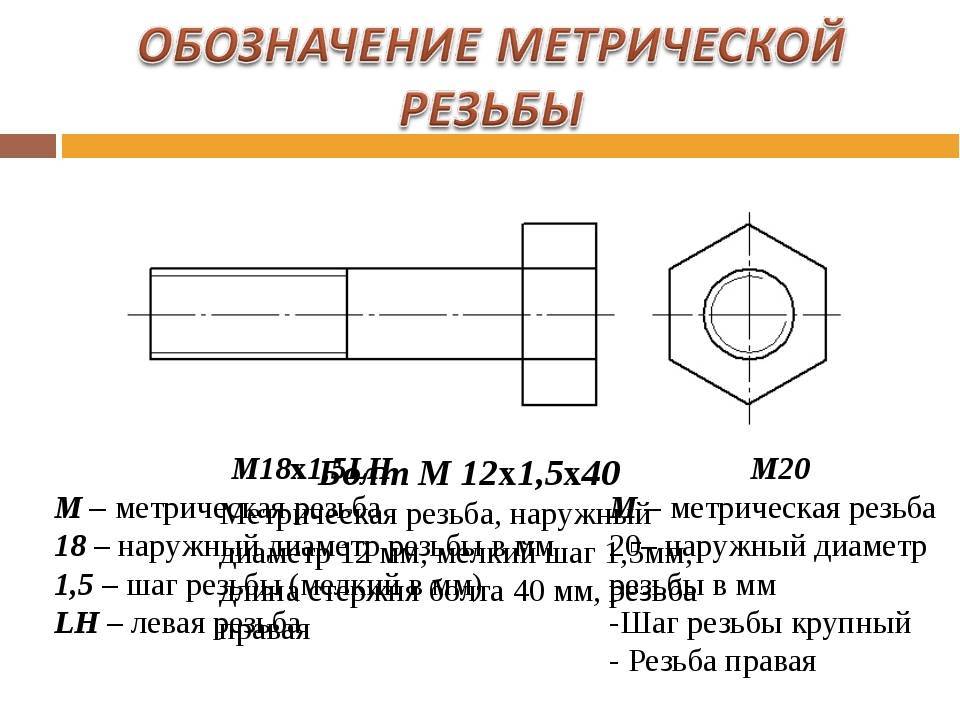
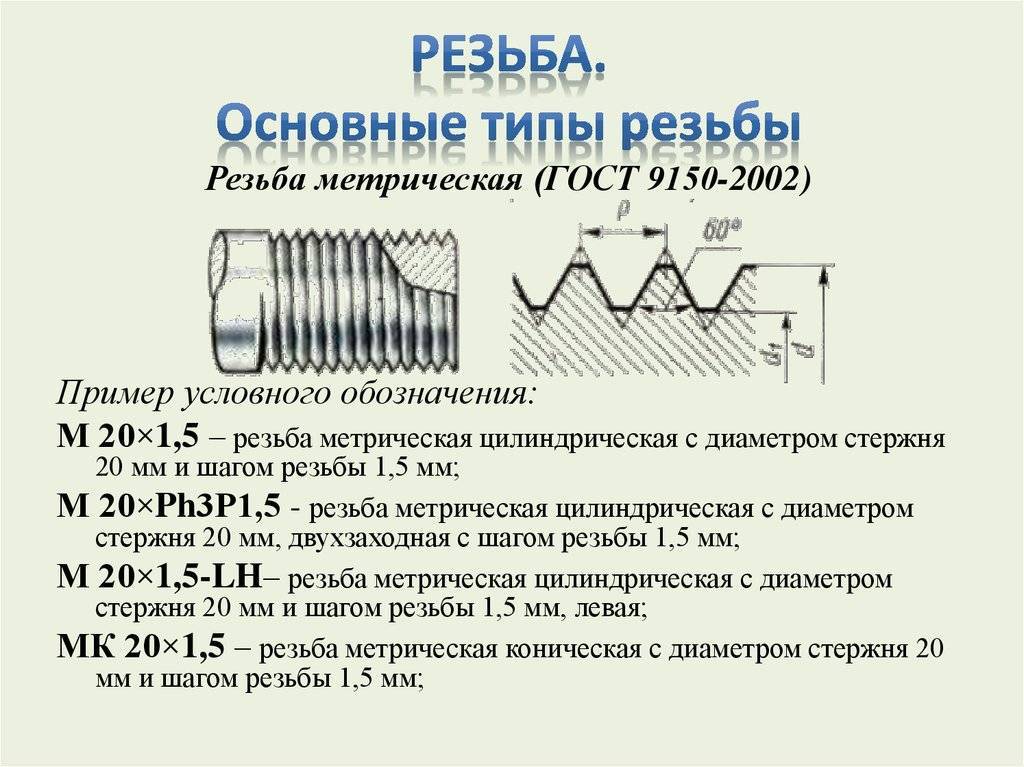
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
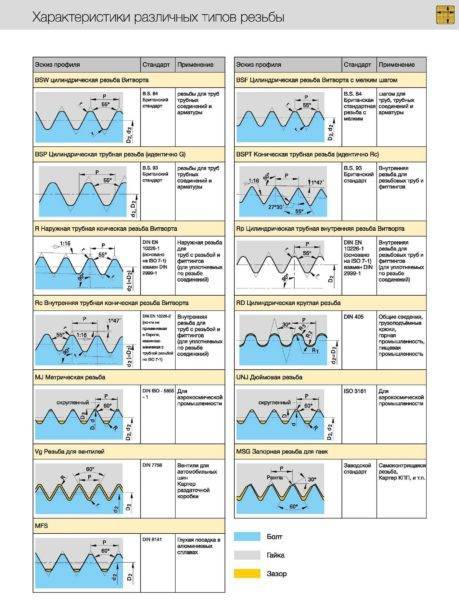
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
2 Определение размеров трубы – вычисление шага и диаметра
Для максимально точного определения шага и нужного диаметра трубной резьбы, учитывая сложную систему исчисления по ГОСТ 6357-81, необходимо использовать специальные приборы. Среди наиболее распространенных приборов выделяют калибр, резьбомер, микромер, штангенциркуль. Если у вас есть таблица параметров, вы можете взять специальное приспособление – штуцер или муфту с нарезанными на них калибровками, значение которых вам известно.
Еще более простым способом является использование стандартного резьбомера. Этот прибор состоит из набора измерительных пластинок, которые прикладываются к резьбовым канавкам с внешней или с внутренней стороны, после чего определяется необходимая величина по номеру пластинки на резьбомере. С помощью микрометра или штангенциркуля получится измерить только наружный диаметр трубной резьбы, но этого иногда достаточно для определения шага и дюймовых величин. Для строительства бытовых трубопроводов из труб с дюймовым типом соединения на сегодняшний день используются две основных размерности:
- Диаметр – 1/2 или 3/4 дюйма с шагом 1,814 мм или 14 ниток;
- Диаметр – 1, 1 и 1/2, 1 и 1/4, 2 дюйма при шаге, равном 2,309 мм или 11 ниток.
При этом дюймовое соединение в трубопроводах используется только на металлических и пластиковых трубах небольших и средних размеров. Во всех остальных случаях рекомендуется применять сварочный тип соединения для повышения надежности на стыках. Таким образом, для определения способа соединения трубопровода необходимо использовать несколько таблиц, включая таблицу размеров самой трубы.
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
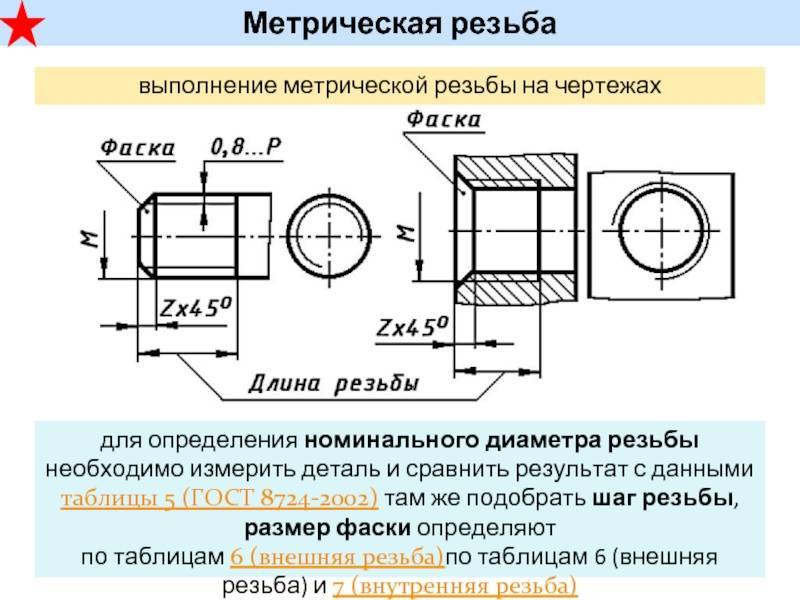
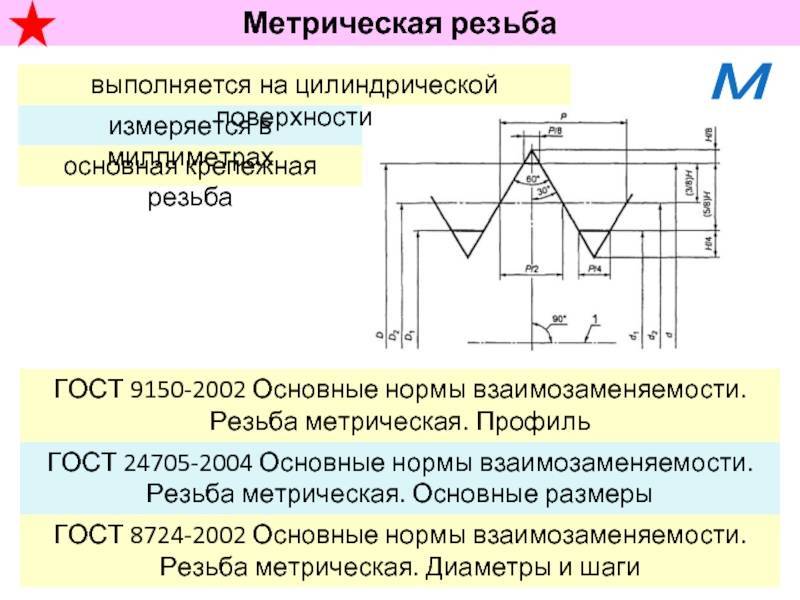
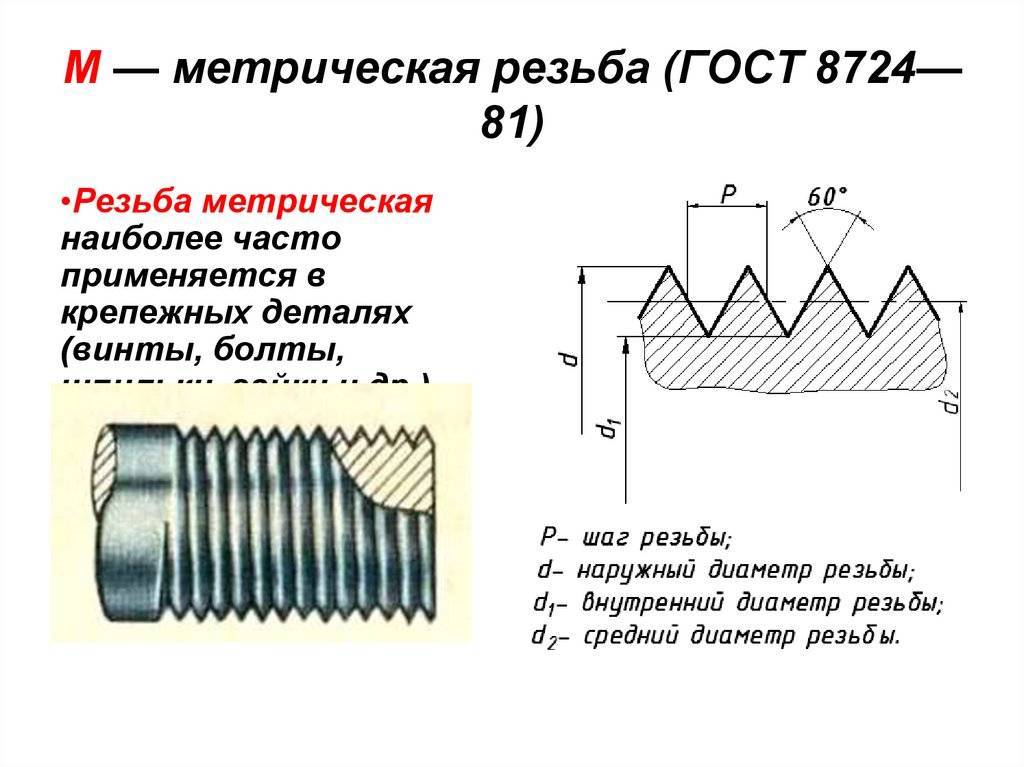
РЕЗЬБА МЕТРИЧЕСКАЯ
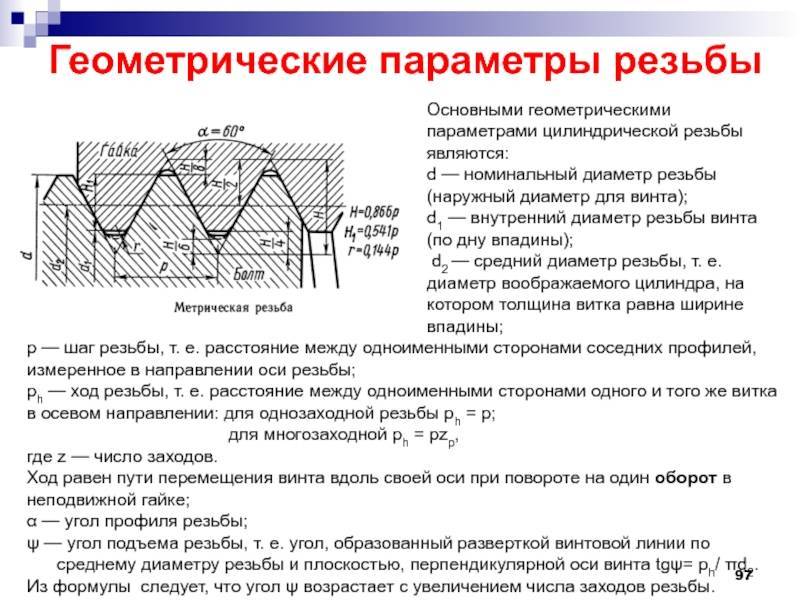
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
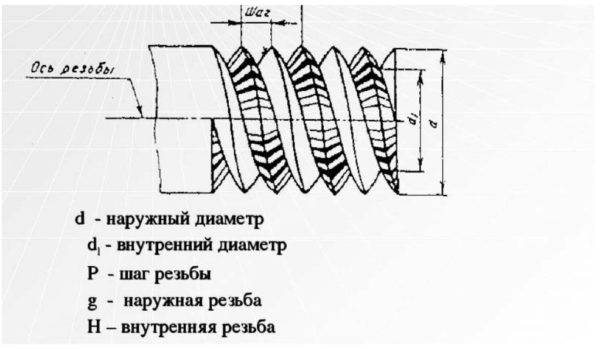
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
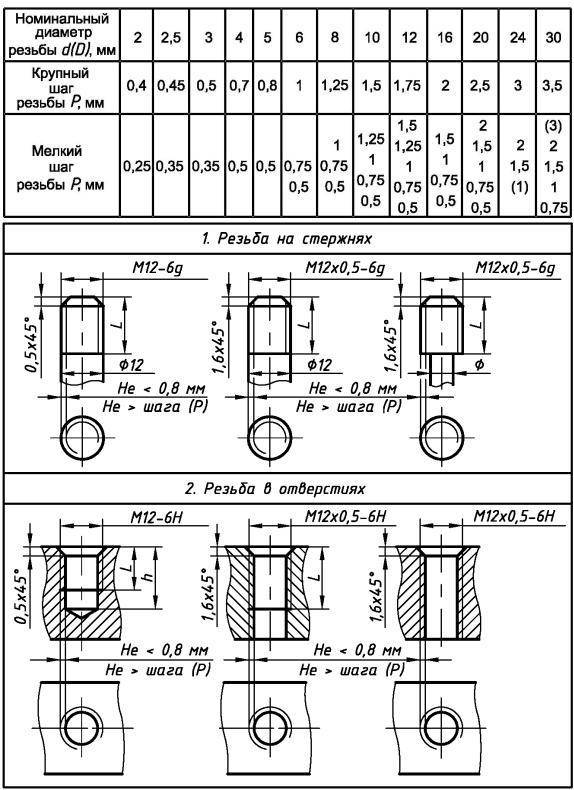
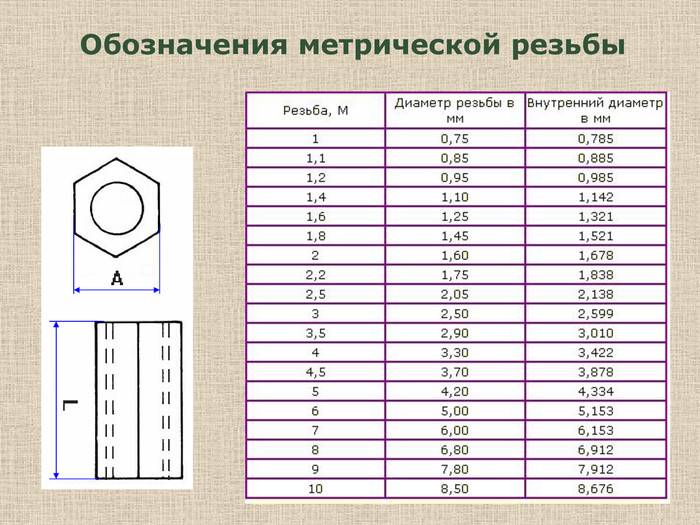
Размеры в мм
Номинальн. диаметр резьбы d | Шаг Р | |||
1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
…2 | – | – | 0,40 | 0,25 |
– | 2,2 | – | 0,45 | 0,25 |
2,5 | – | – | 0,45 | 0,35 |
3 | – | – | 0,50 | 0,35 |
– | 3,5 | – | 0,60 | 0,35 |
4 | – | – | 0,70 | 0,5 |
– | 4,5 | – | 0,75 | 0,5 |
5 | – | – | 0,80 | 0,5 |
– | – | 5,5 | – | 0,5 |
6 | – | – | 1,0 | 0,75;0,5 |
– | – | 7,0 | 1,0 | 0,75;0,5 |
8 | – | – | 1,25 | 1,0;0,75;0,5 |
– | – | 9,0 | 1,25 | 1,0;0,75;0,5 |
10 | – | – | 1,50 | 1,25;1,0;0,75;0,5 |
– | – | 11,0 | 1,50 | 1,0;0,75;0,5 |
12 | – | – | 1,75 | 1,5;1,25;1,0;0,75;0,5 |
– | 14,0 | – | 2,0 | 1,5;1,25;1,0;0,75;0,5 |
– | – | 15,0 | – | 1,5;1,0 |
16 | – | – | 2,0 | 1,5;1,0;0,75;0,5 |
– | – | 17,0 | – | 1,5;1,0 |
– | 18 | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
20 | – | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
– | 22 | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
24 | – | – | 3,0 | 2,0;1,5;1,0;0,75 |
– | – | 25 | – | 2,0;1,5;1,0 |
– | – | 26 | – | 1,5 |
– | 27 | – | 3,0 | 2,0;1,5;1,0;0,75 |
– | – | 28 | – | 2,0;1,5;1,0 |
30 | – | – | 3,5 | (3,0);2,0;1,5;1,0;0,75 |
– | – | 32 | – | 2,0;1,5 |
– | 33 | – | 3,5 | (3,0);2,0;1,5;1,0;0,75 |
– | – | 35 | – | 1,5 |
36 | – | – | 4,0 | 3,0;2,0;1,5;1,0 |
– | – | 38 | – | 1,5 |
– | 39 | – | 4,0 | 3,0;2,0;1,5;1,0 |
– | – | 40 | – | 3,0;2,0;1,5 |
42 | – | – | 4,5 | 4,0;3,0;2,0;1,5;1,0 |
– | 45 | – | 4,5 | 4,0;3,0;2,0;1,5;1,0 |
48 | – | – | 5,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 50 | – | 3,0;2,0;1,5 |
– | 52 | – | 5,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 55 | – | 4,0;3,0;2,0;1,5 |
56 | – | – | 5,5 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 58 | – | 4,0;3,0;2,0;1,5 |
– | 60 | – | 5,5 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 62 | – | 4,0;3,0;2,0;1,5 |
64 | – | – | 6,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 65… | – | 4,0; 3,0;2,0;1,5 |
– | 68 | – | 6 | 4,0;3,0;2,0;1,5; 1,0 |
– | – | 70 | – | 6,0; 4,0;3,0;2,0;1,5 |
72 | – | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 75 | – | 4,0;3,0;2,0;1,5 |
– | 76 | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 78 | – | 2,0 |
80 | – | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 82 | – | 2,0 |
90 | – | – | – | 6,0; 4,0;3,0;2,0;1,5 |
– | 95 | – | – | 6,0; 4,0;3,0;2,0;1,5 |
100 | – | – | – | 6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
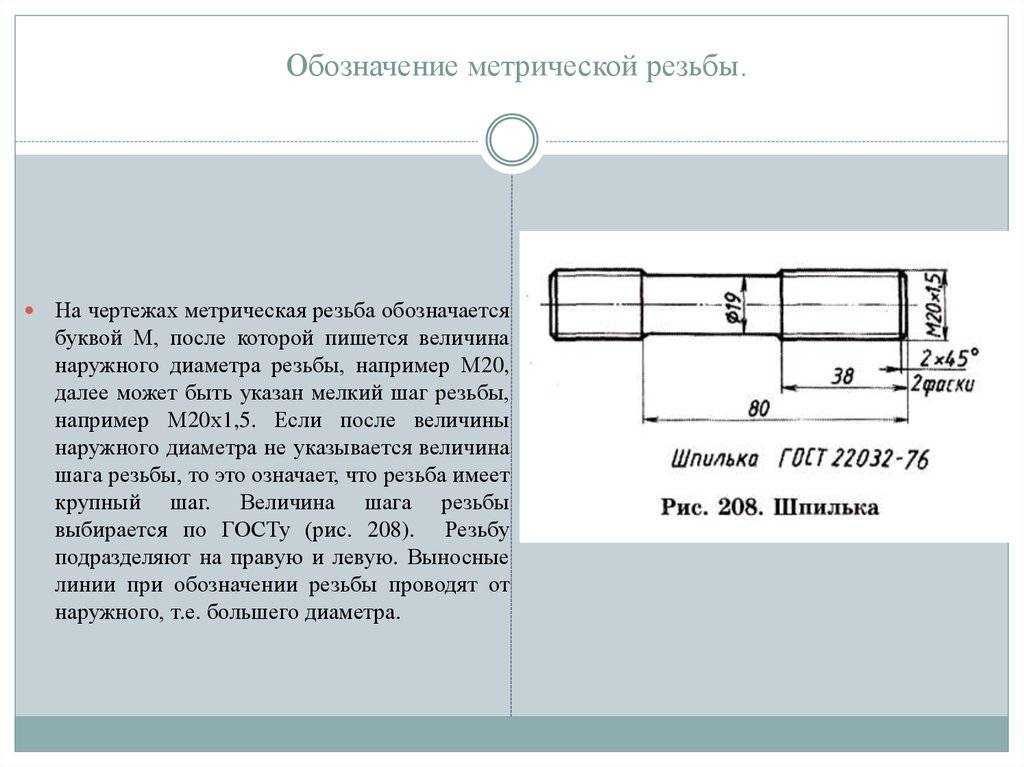
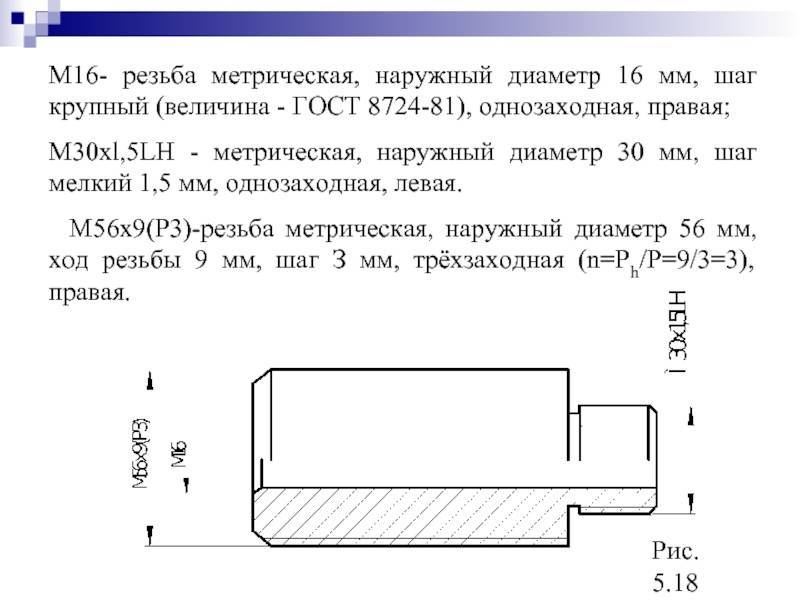
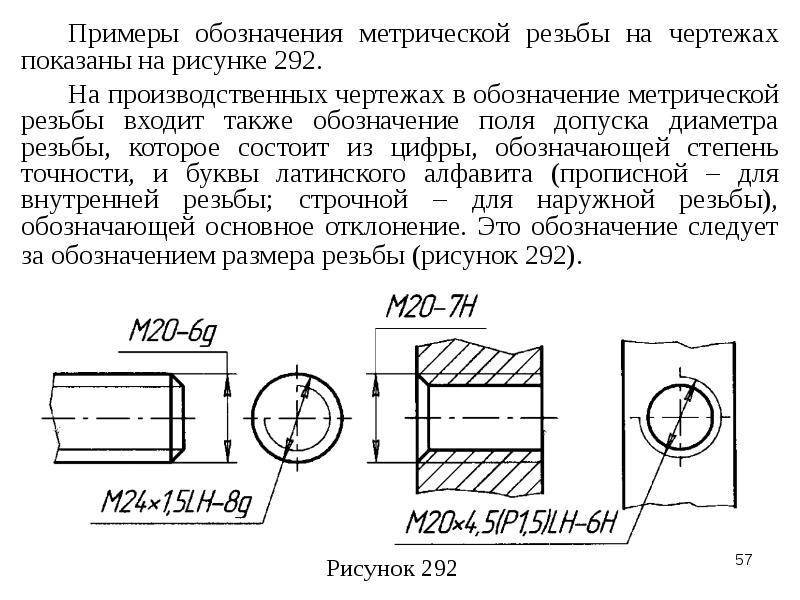
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.

2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
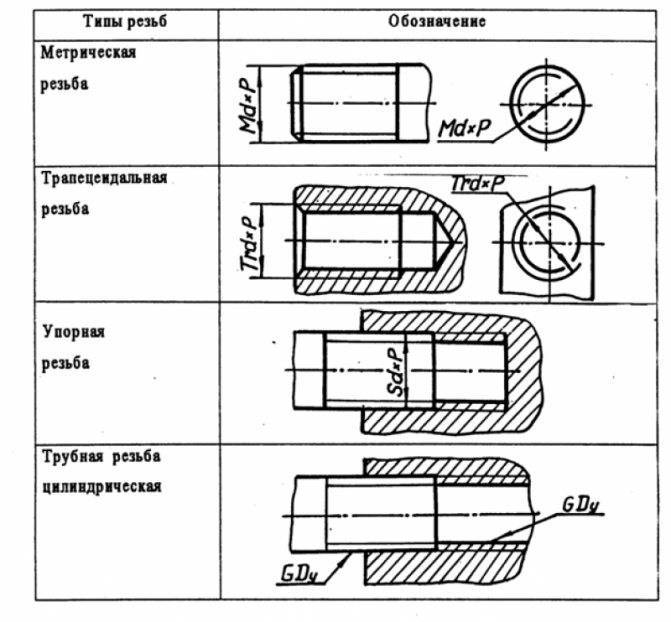
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
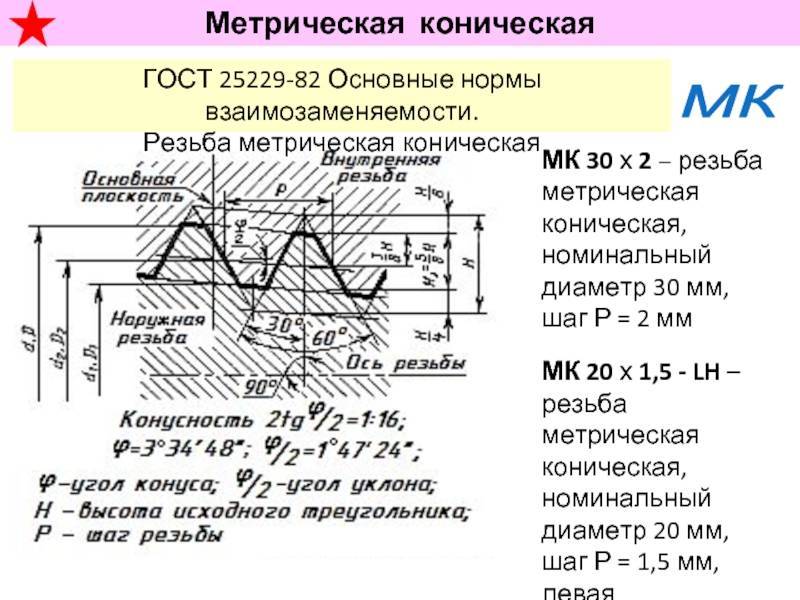
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
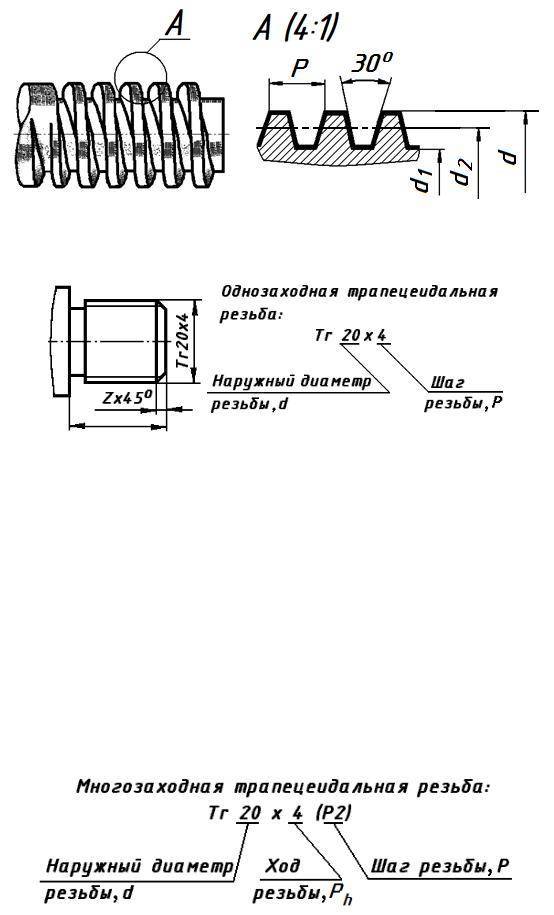
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
Что называется резьбомером и его назначение
Сначала выясним, что же представляет собой резьба. Резьбой называется спираль, имеющая постоянный шаг по всей площади. Спираль нарезается при помощи специальных инструментов на поверхности цилиндрических и конических изделий. Эту спираль еще называют нарезкой, посредством которой обеспечивается разъемное соединение деталей. Для получения спирали на изделии используется не только способ нарезки, но и прокатки
При работе с резьбой немаловажно иметь в наличии резьбомер, и уметь им правильно пользоваться
Рассматриваемый инструмент имеет схожесть со щупами для выставления тепловых зазоров между клапанами на автомобильных двигателях. Однако такая схожесть проявляется только по внешней конструкции, и что же такое резьбомер, предстоит подробно разобраться. Резьбомер — это небольшой прибор, цена которого не превышает 200-300 рублей, состоящий из набора щупов с зубьями. Именно за счет наличия зубьев на пластинах этот прибор отличается от щупа для измерения расстояния между клапанами.
Пластины с зубчатыми щупами крепятся к корпусу инструмента, а изготавливаются они из стальных сплавов. Каждый щуп оснащен своеобразной формой зубьев, отличающихся между собой такими параметрами, как шаг, толщина и направление вращения. Главное назначение прибора — измерение шага резьбы на различных деталях. Именно за счет такого предназначения, этот инструмент относятся к категории измерительных приборов. Причем использовать этот инструмент можно для определения шага резьбы, как наружной, так и внутренней, что достигается за счет наличия отшлифованной поверхности.
На корпусе инструмента имеется соответствующая маркировка, которая представлена в виде — «Д55» и «М60». Мало кто знает о том, что обозначают эти буквы и цифры. Однако разобраться в этом необходимо еще до того, как будете учиться пользоваться резьбомером. Маркировка «М60» обозначает, что этот прибор предназначен для измерения метрической резьбы, а «Д55» — для идентификации дюймовой нарезки. Цифровое обозначение указывает угол между вершинами, то есть, на метрической резьбе он составляет 60 градусов, а на дюймовой 55 градусов.
Цифровое обозначение присутствует также на лицевой поверхности каждой зубчатой гребенки. Указываемые значения соответствуют определенному шагу резьбы, что упрощает процесс идентификации. Для изготовления приборов производители применяют инструментальные стали следующих марок:
- У7
- 8ХФ
- ХВ4
Эти типы сталей отличаются такими преимуществами, как низкий коэффициент температурного расширения, а также пониженный показатель прокаливаемости (способность стали воспринимать закалку). Именно за счет этих преимуществ резьбомеры можно использовать в широком температурном диапазоне. Изготовление измерительных инструментов происходит с соблюдением установленных стандартов. Производство инструментов стандартизировано к ГОСТу 5950-85.
Гребенки имеют специальную конструкцию, что позволяет при проведении измерений резьбы не только правильно устанавливать шаг, но и степень заполнения профиля с определением количества нитей. Особенно актуально определение количества нитей или витков, когда применяются детали, имеющие шлифованную резьбу с присутствующими на ней дефектами в виде сточки на шлифовальном круге.