

Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
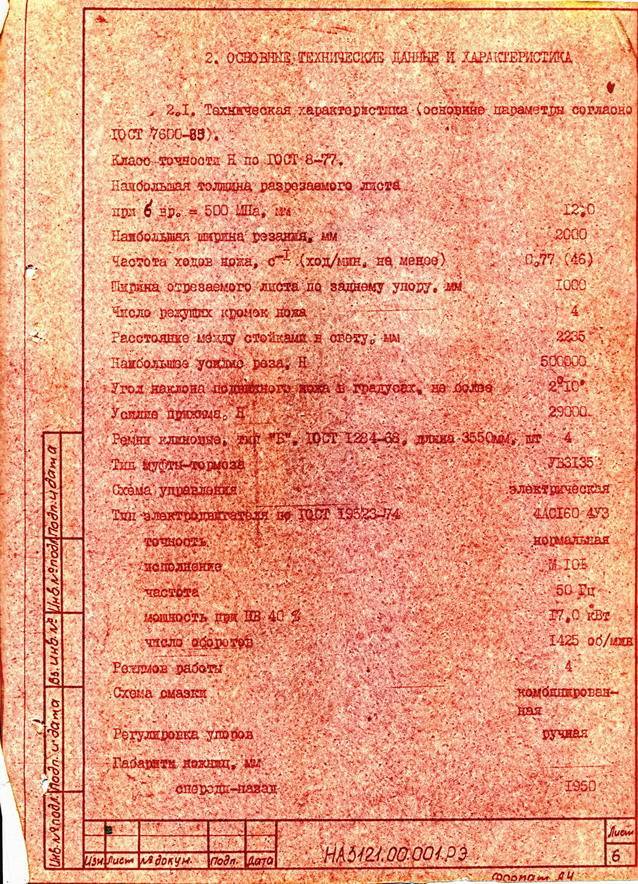
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
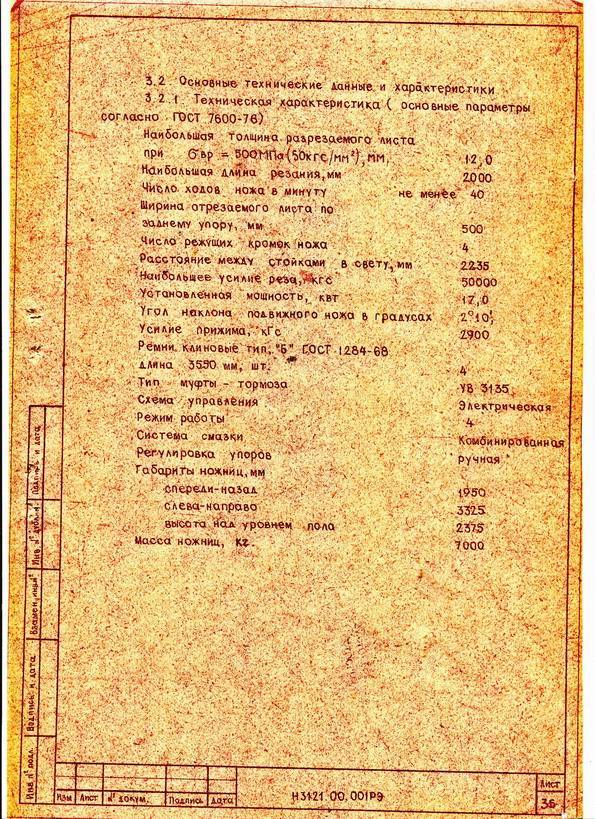
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.



Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.

У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
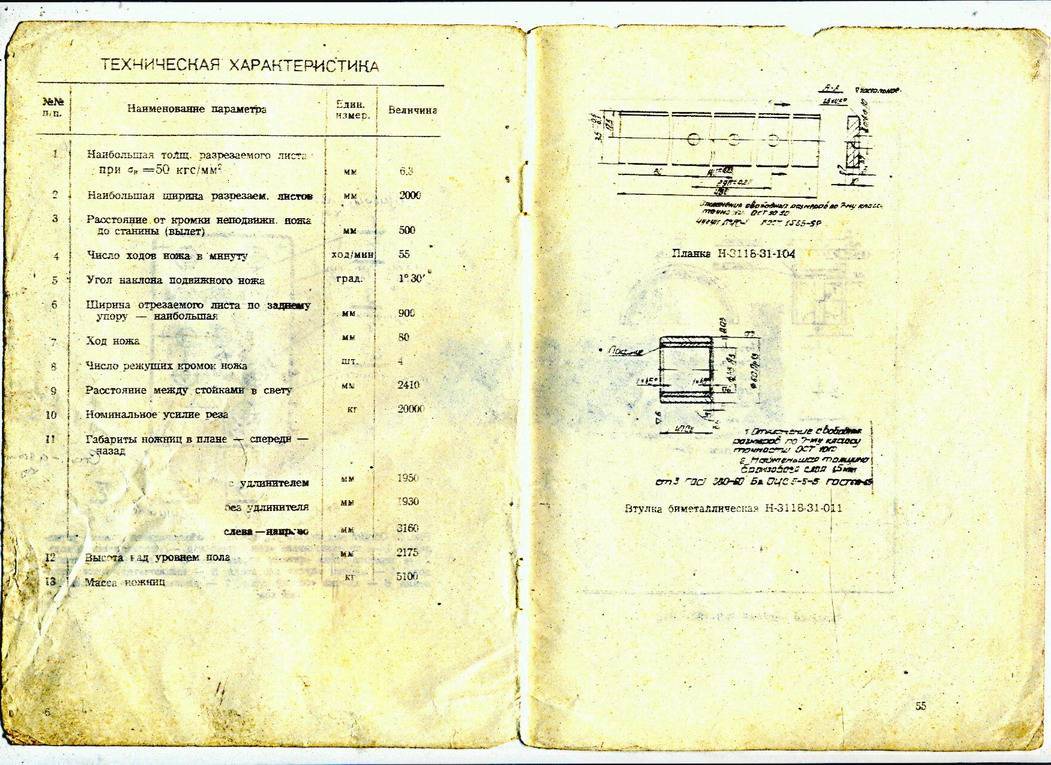
Чертеж ножа гильотинных ножниц Н3121-11-402
Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
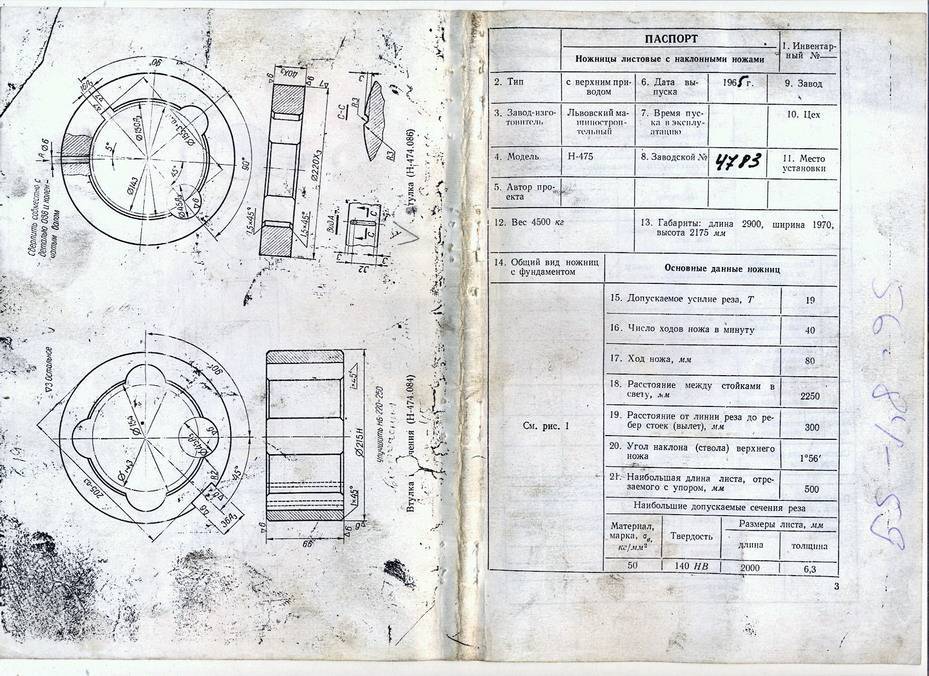
Порядок установки ножниц гильотинных кривошипных Н3118
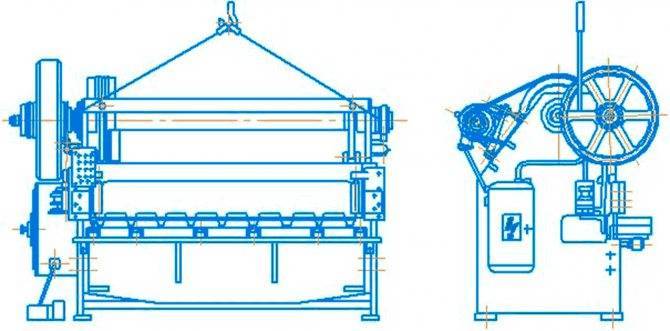
Ножницы Н3118 поставляются заказчику в собранном виде. После вскрытия частичной упаковки проверить состояние ножниц, наличие принадлежностей и технической документации согласно контрольно-комплектовочной ведомости. При транспортировке ножницы необходимо стропить согласно приведенной схеме
Фундамент ножниц выполняется согласно рисунку:
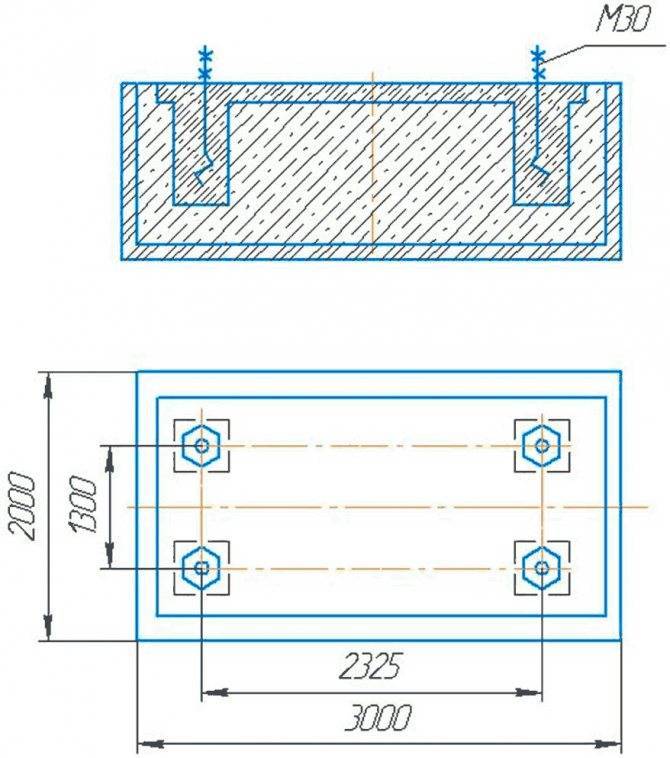
Глубина заполнения фундамента «Н» принимается в зависимости от грунта. Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
После установки и выверки необходимо очистить ножницы от антикоррозийной смазки и пыли и смазать обработанные поверхности тонким слоем масла.
Горизонтальность стола ножниц необходимо проверять периодически не менее одного раза в месяц.
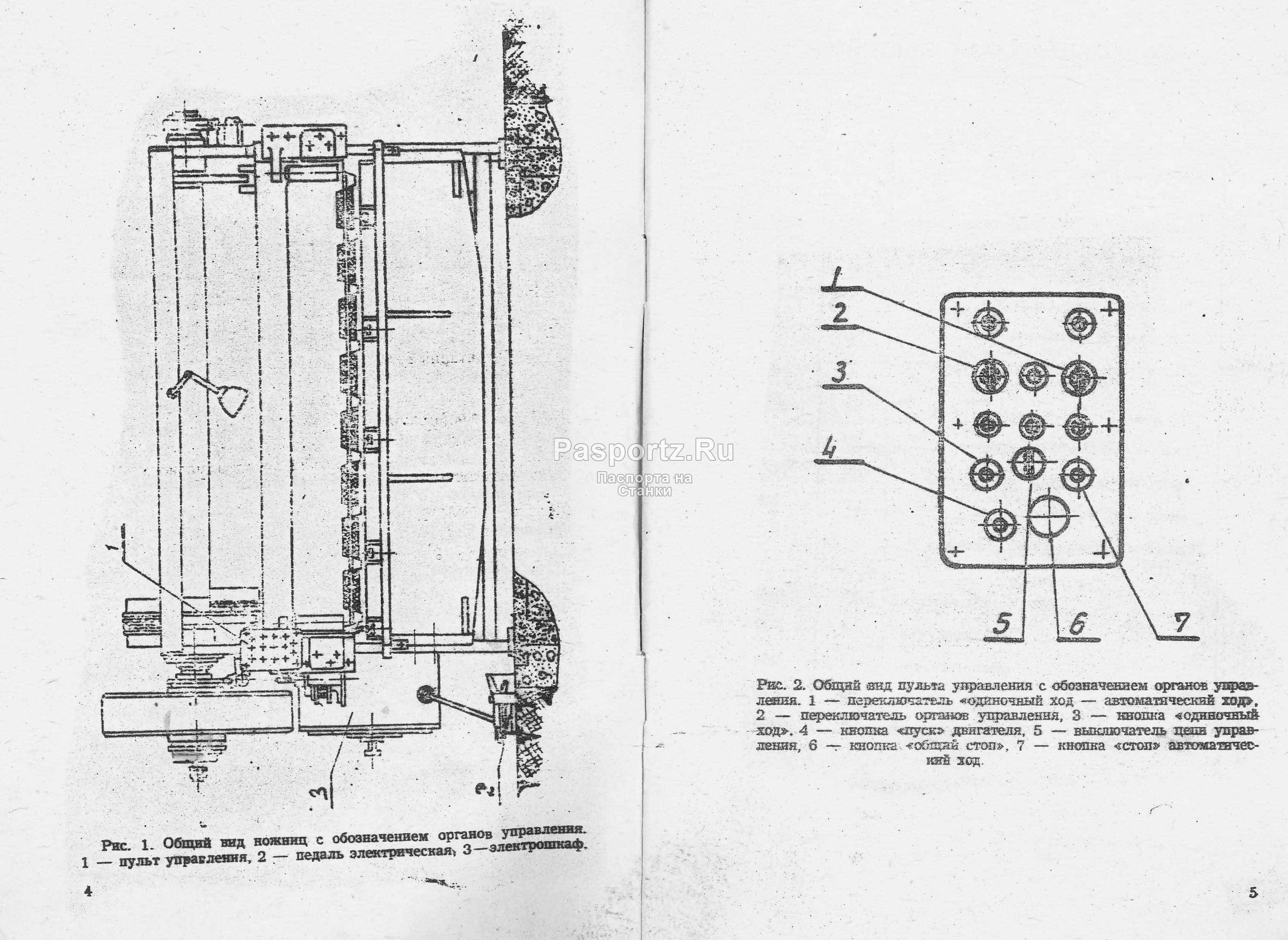
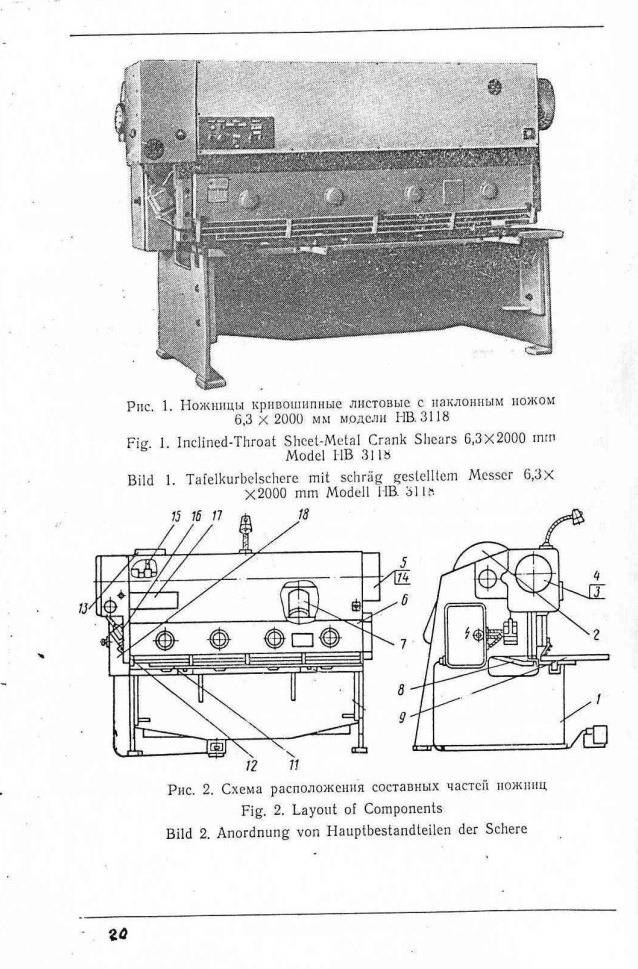
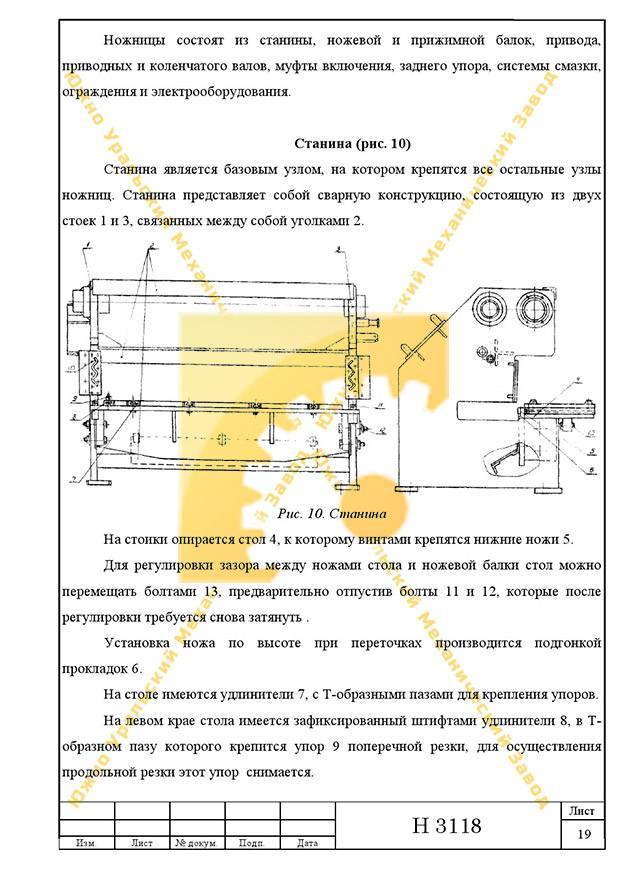
Строение и работа основных органов кривошипных ножниц Н3118
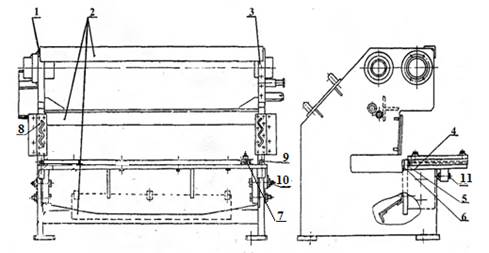
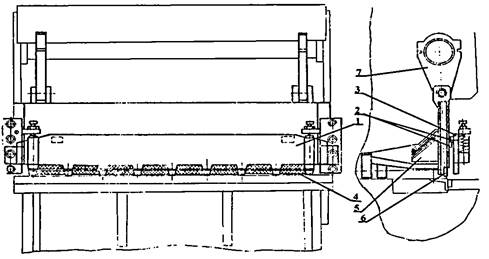
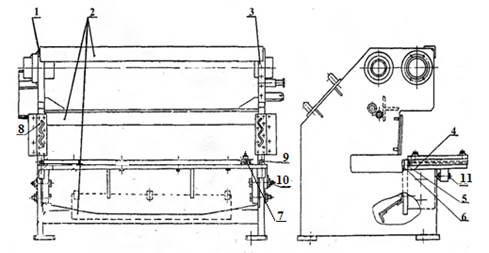
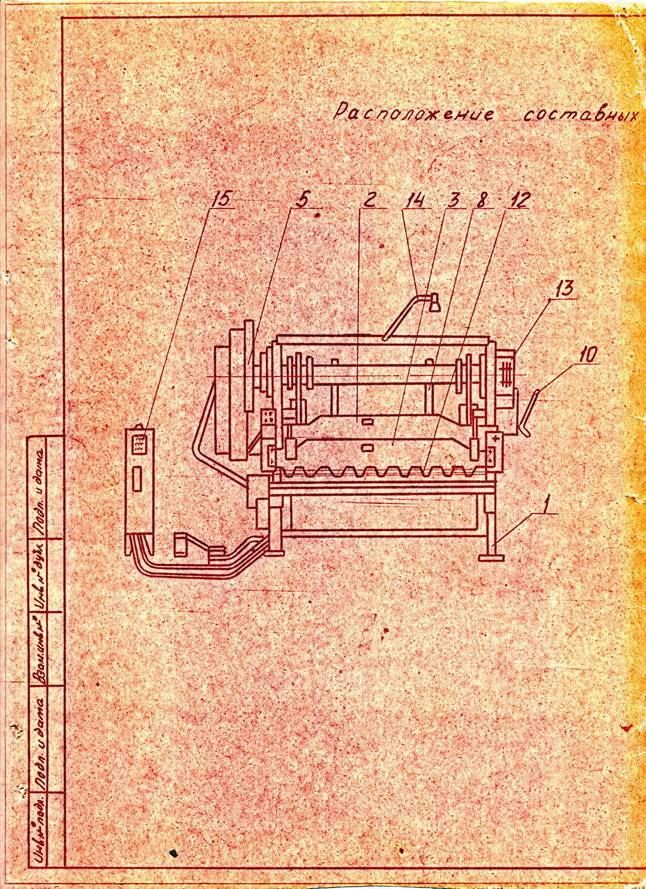
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
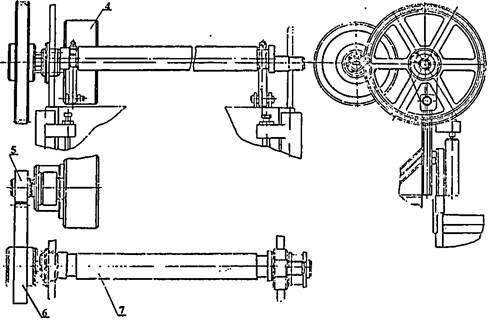
Привод и валы ножниц кривошипных Н3118

Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
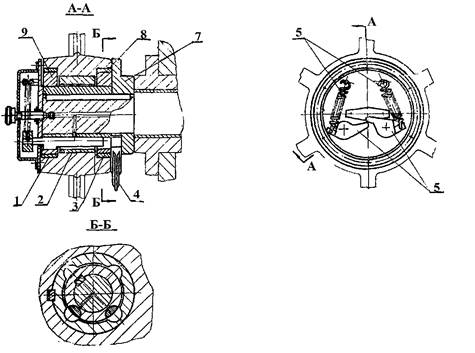
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
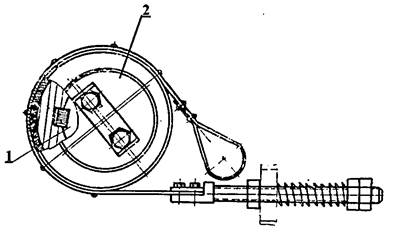
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
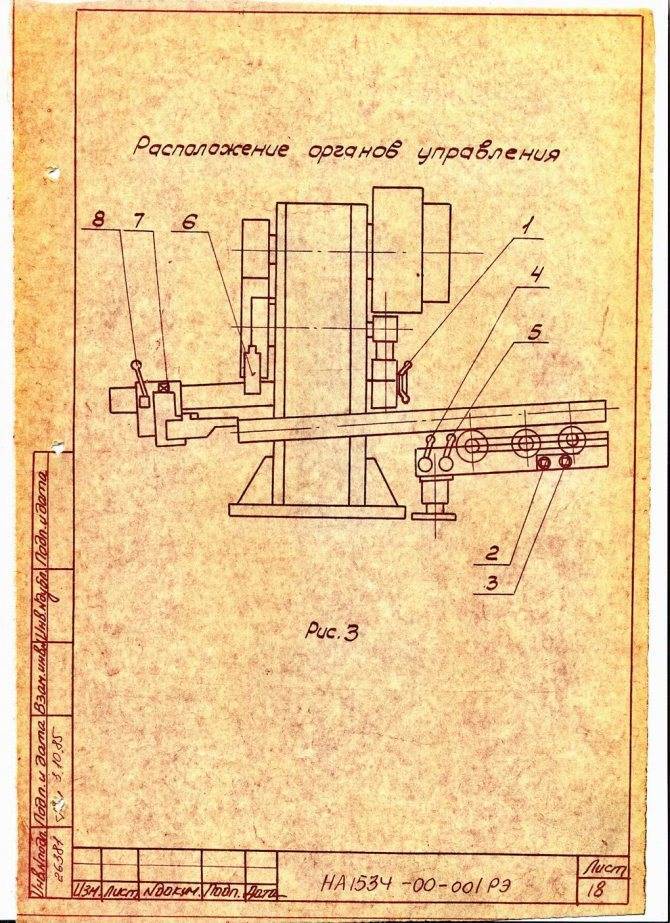
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Ремонт гильотинных ножниц в СПб
Характерные неисправности
Гильотинные ножницы или гильотины для рубки металла бывают с механическим и гидравлическим приводом. В обоих видах станков при длительной эксплуатации изнашиваются подшипники скольжения (бронзовые втулки) вала привода ножевой балки. Так же вследствие износа направляющих ножевой балки увеличивается зазор между ножами, что приводит к неправильному резу. В процессе работы нужно следить за состоянием режущих кромок ножей (вовремя шлифовать). У ножниц с пневматическим пуском может выйти из строя пневмораспределитель и пневмомуфта, изнашиваются и резиновые уплотнения, что приводит к потере мощности реза. У ножниц с механическим пуском изнашивается механизм включения хода ножевой балки. Так же из-за поломок концевых выключателей ножевая балка может останавливаться не в нужном положении либо не останавливаться вовсе. Существуют и другие менее частые поломки.
Если вам необходимо отремонтировать гильотинные ножницы — обращайтесь и мы постараемся вам помочь. Алголритм ремонта станков вы найдете в разделе РЕМОНТ.
Замена ножей гильотинных ножниц.

Рис.1 Наиболее часто встречающиеся неисправности у гильотинных ножниц, как у гидравлических, так и у механических связаны с ножами, поскольку именно они принимают на себя всю полноту нагрузки в процессе эксплуатации станка. Ножи тупятся, получают сколы или вовсе раскалываются, и здесь не обойтись без снятия старых и установки новых или отшлифованных ножей. Рассмотрим данную операцию на примере ремонта гидравлических гильотинных ножниц НА 3225 (рис. 1).

Рис.2

Рис.3
Порядок ремонта следующий. Сначала снимаем защитную решетку, после чего можно подробно осмотреть повреждения верхних и нижних ножей вдоль всей линии реза (рис. 2, 3).

Рис.4
Откручиваем крепежные болты нижних ножей и меняем их с тыльной стороны станка (рис. 4).

Рис.5
Для замены верхних ножей сначала необходимо демонтировать те гидроупоры, которые мешают вынуть крепежные болты фиксирующие верхние ножи к ножевой балке (рис. 5).

Рис.6

Рис.7
Затем вынимаем болты, аккуратно снимаем и меняем ножи (рис. 6, 7).







Сборка станка происходит в обратном порядке.
Ремонт электросхемы управления гильотинных ножниц.
Заметно реже требуется ремонт электрической части гильотин, но любая деталь имеет свой рабочий ресурс и рано или поздно ломается. Затем по мере выхода из строя узлов и деталей начинается периодически повторяющийся ремонт. Постепенно детали заменяются на примерный аналог (т.к. зачастую «оригинальных» уже не выпускают), схема упрощается, пропадает изначально заложенный потенциал, пока наконец электросхема не перестаёт работать совсем. В результате неисправны один или несколько дискретных элементов электросхмы, и где они понять довольно сложно т.к. после всех предыдущих ремонтов реально существующие электрические связи в станке сильно различаются с изначально заложенными в станок. В такой ситуации самое надежное, а иногда и единственно правильное решение – модернизация электросхемы управления станка.

Рис.8

Рис.9
На примере гильотинных ножниц марки Н3118 (рис. 8 и 9) можно увидеть суть модернизации.
Рис.10 Рис.11
Электрошкаф находится в левой части станка и прикреплен к станине. На рисунках 10 и 11 показаны внутренности электрошкафа со старой нерабочей схемой.
Рис.12 Рис.13

Рис.14
На рисунках 12, 13 и 14 показан электрошкаф после модернизации.
После проведенных работ электрическая часть данного станка проработает в штатном режиме многие годы.
НАЗАД
www.pkm-remont.ru
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
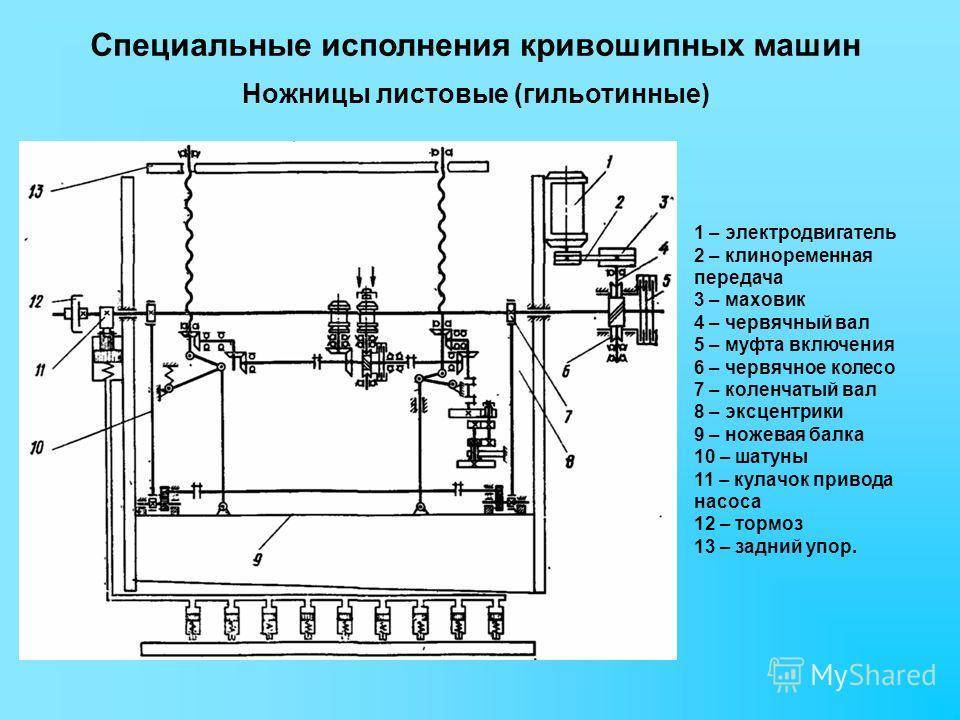
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Строение и работа основных органов кривошипных ножниц Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.





Привод и валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
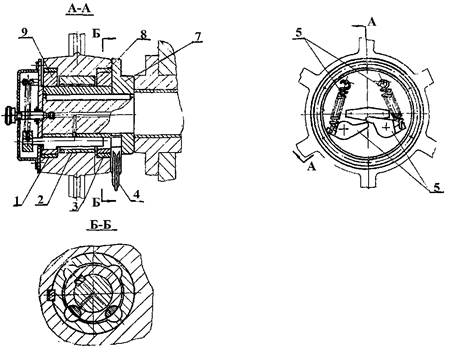
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
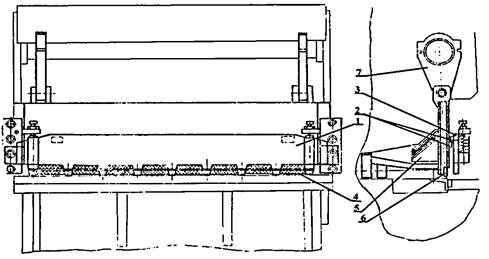
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
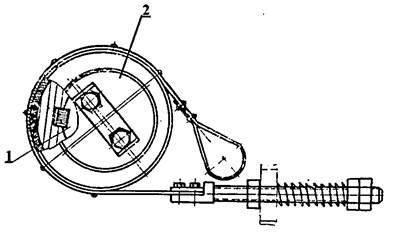
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Модели для резки металлических заготовок
Ручная гильотина для металла, гидравлическая, пневматическая или электромеханическая — это то оборудование, которое в настоящее время, является довольно распространенным. Во многом это благодаря тому, что резка металла в наше время — это одна из наиболее востребованных операций. Кроме того, используются они не только крупными предприятиями, но и домашними мастерами. Из-за такого широкого спроса производители данного оборудования выпускают его в самых различных комплектациях. Благодаря этому есть возможность выбора модели, которая будет точно соответствовать требованиям, необходимым для резки определенных заготовок.
Высокая популярность гильотинных станков также обеспечивается за счет того, что все они обладают достаточно высоким показателем точности и производительности
Стоит обратить внимание на то, что резать можно не только металл. Медь, латунь, алюминий и другие подобные материалы также могут быть обработаны на таких станках. Еще одно общее преимущество, которое объединяет все станки — это простота в обращении
Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование
Еще одно общее преимущество, которое объединяет все станки — это простота в обращении. Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование.
Стоит обратить внимание на то, что если мастер обладает достаточно высокой слесарной квалификацией, необходимыми инструментами и материалами, не исключается возможность сборки таких гильотин собственными силами. Однако этот процесс все же довольно сложный, а потому чаще такие станки просто покупаются в уже готовом виде





