Преимущества метода
Резка газом имеет массу преимуществ перед другими видами обработки металла. Это:
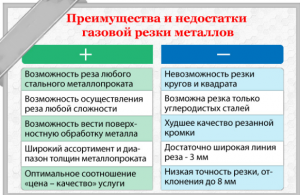 Преимущества и недостатки газовой резки
Преимущества и недостатки газовой резки
- ровный и аккуратный шов (при соблюдении всех правил);
- возможность резки стали толщиной до 80 мм, разрезания других металлических изделий толщиной до 200 мм;
- выполнение работ повышенной сложности;
- автономность, возможность вести работы в «полевых» условиях;
- универсальность, использование для большого количества сортов проката;
- возможность поверхностной обработки металла без повреждения глубоких слоев;
- высокая скорость резки (по сравнению с методом плавления);
- отсутствие вероятности попадания продуктов распада внутрь металла;
- оптимальное соотношение цены и качества.
Резаком можно работать с металлами любой толщины, осуществлять прямой, прямолинейный, контурный или произвольный рез.
 Процесс газовой резки металла
Процесс газовой резки металла
После отрезания металла пламя тушить не нужно. В результате этого удается избежать значительных теплопотерь. По необходимости процесс резки можно быстро остановить. Достаточно потушить пламя, и металл охладится за короткое время.
С помощью кислородной резки можно делать сложные по форме изделия, при этом отсутствует вероятность рваных швов.
Резка газом подходит для разделки под сварку, удаления поверхностного слоя, устранения дефектов, изготовления заготовок и раскроя листа металлопроката.
2 Подготовка места и условий безопасной и удобной работы
Для обеспечения безопасного проведения работ с использованием газового резака требуется следовать следующим правилам и рекомендациям:
- Для выполнения работы выбирают только место в идеально проветриваемом помещении либо на открытом воздухе.
- Резать можно вдали от легковоспламеняющихся веществ и материалов.
- Пол в помещении должен быть бетонным или земляным.
- Поверхность земли или бетона должна быть очищена от любых посторонних предметов и материалов в радиусе не менее 5 м, так как искры от разрезаемого металла разлетаются на несколько метров и могут поджечь сухие ветошь, стружку, бумагу, высохшие растения или листья.
- Разрезаемый металл кладут на подходящую опору, чтобы пользоваться резаком на удобной рабочей высоте. Для этих целей лучше всего использовать стальной стол.
- Нельзя допускать касаний пламенем бетона (особенно если он свежий) – это вызовет его расширение и последующее интенсивное растрескивание с вылетанием из него мелких осколков бетона.
- Категорически запрещено в качестве рабочих использовать легковоспламеняющиеся поверхности, или на которых разлиты огне-, взрывоопасные материалы.
- Место разреза металла размечают как показано на видео.
Резка металла газом
Резка металла газом в Санкт-Петербурге
Резка металла газом уже на протяжении многих лет считается одним из самых популярных методов обработки металлов. Газ, применяемый при резке металла, состоит из кислорода и пропана.
Такой метод обработки ещё называют кислородно-пропановым резаком. В отличии от резки сваркой, такой метод работы не требует от человека особых навыков и если купить оборудование, то можно самостоятельно заниматься обработкой металла.
Плюсы и минусы резки металла газом
По сравнению с другими способами обработки металла, можно выделить ряд следующих плюсов:
- Возможность использовать газовую резку в тех случаях, когда нужно обработать очень толстый металл или провести обработку по специальному шаблону с узором или кривыми линиями, где применение фрез невозможно.
- Газовый резак имеет незначительный вес и размер, что позволяет брать его с собой и применять по мере необходимости. Стоит отметить, что даже по сравнению с бензиновыми резаками резка по металлу газом более удобна в использовании.
- Скорость обработки металла при помощи газа в два раза быстрее всего альтернативных способ резки.
- Экономия. Стоимость пропана значительно ниже, чем бензина. Использования пропана в внушительных объемах значительно экономит денежные ресурсы в сравнении с аналогами.
К минусам можно отнести низкое качество кромки среза и определённый набор металлов для обработки.
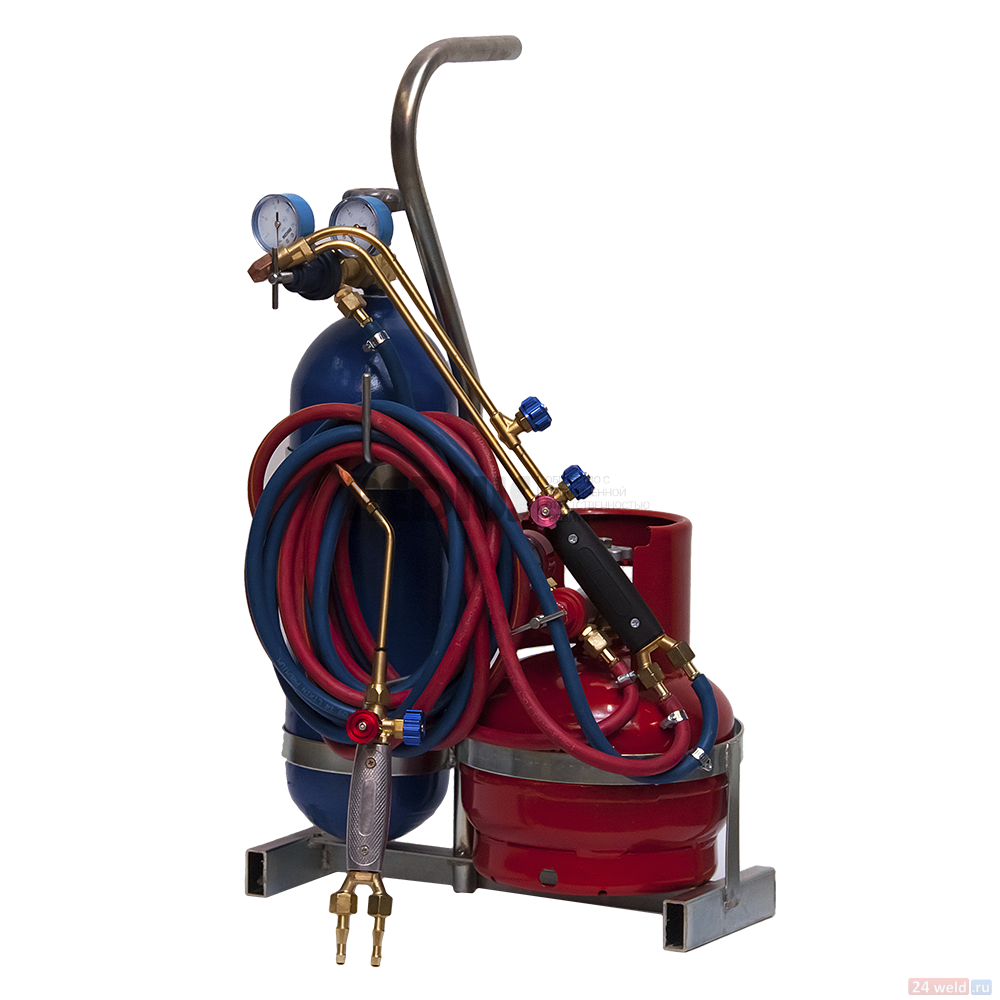
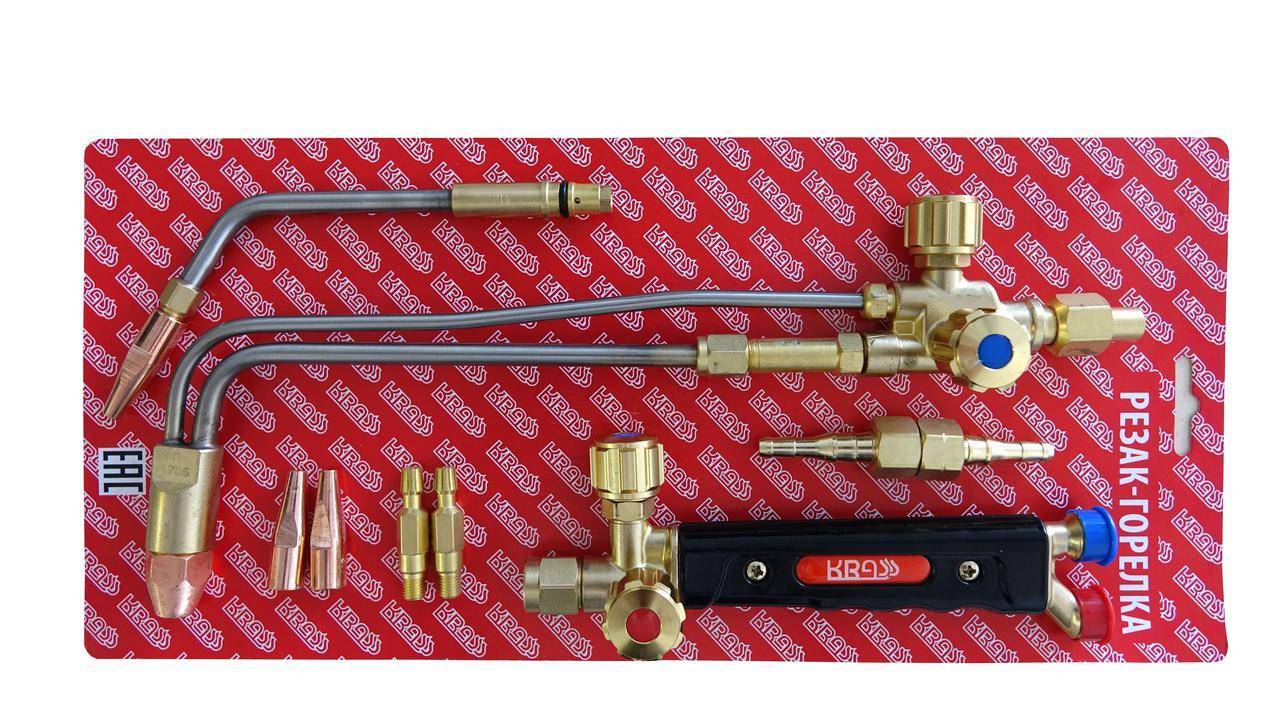
Используемый инструмент
При обработке металла газом положено иметь следующий набор инструментов:
- баллон пропана;
- баллон кислорода;
- кислородные шланги;
- резак;
- мундштук.
Важно отметить, что на баллонах с кислородом и пропаном в обязательно порядке должны быть установлены редукторы, при помощи которых нужно будет управлять подачей газа. Устройства газовых инструментов от разных фирм имеют аналогичную конструкцию
В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака.
При обработке газом в оборудовании смешивается кислород с пропаном, образуя пропаново-кислородную смесь, которая в дальнейшем трансформируется в язык пламени способный разрезать металл.
Большинство деталей газового резака являются сменными и их, в случае поломки, можно заказать и заменить, поэтому такой инструмент можно считать вечным.
Как выбрать газовый резак
Прежде чем приступать к покупке резака, стоит понимать, для обработки металла какой ширины он вам нужен. Если вы собираетесь резать металл толщиной до 100 мм, то это будет резак типа R1, если до 200мм, то это R2, а если до 300 мм – R3.
Необходимо также осмотреть мундштук резака, который, по всех нормам и стандартам, должен быть изготовлен из хромистой бронзы или металла с аналогичными физико-химическими свойствами, например — медь.
Трубки резаков могут быть изготовлены из следующих материалов:
- нержавеющая сталь;
- латунь;
- медь.
Важно отметить, что при покупке резака очень важно, чтобы на трубке резака не было краски, которая может скрывать дефекты пайки или металла. Краска если и есть, то она должна носить исключительно декоративный характер
Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Подробная информация о предложении >>
Специальное предложение на полосу латунную Л63 2х20х2700 полутвёрдую
Подробная информация о предложении >>
Подробная информация о предложении >>
специальное предложение на трубы насосно-компрессорные и обсадные (или трубы для бурения с резьбой)
Подробная информация о предложении >>
специальное предложение на электросварные и бесшовные трубы б/у
Подробная информация о предложении >>
специальное предложение на нержавеющий лист 50х1500х6000
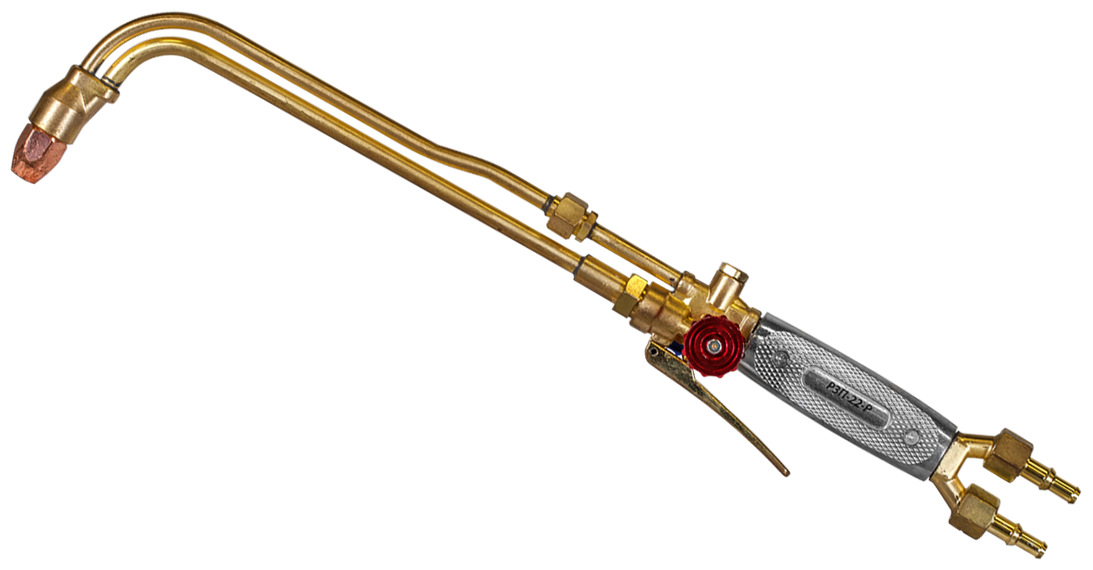
Как осуществляется резка?
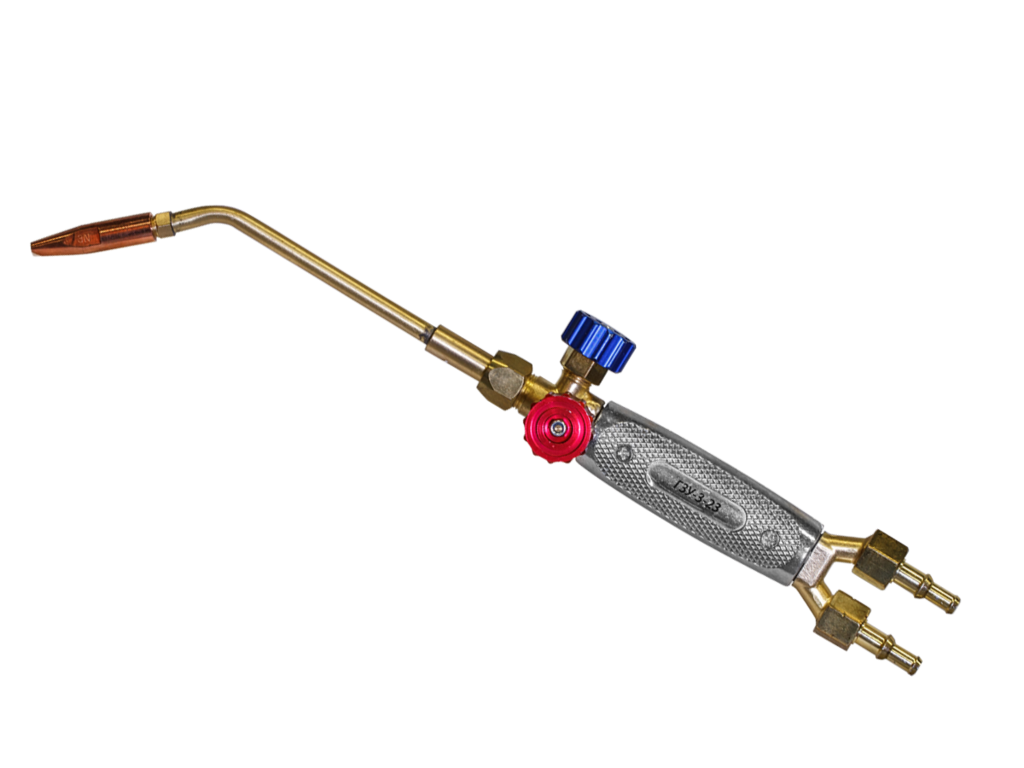
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.









Газовый резак
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки. Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать
Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Применение газового резака является довольно опасным способом резки металлических изделий, но с некоторой тренировкой и соблюдением основных мер предосторожности вы можете самостоятельно научиться пользоваться этим инструментом для вырезания металла по нужной форме или размерам
Важно лишь разобраться в том, как пользоваться газовым резаком, подготовить все необходимое для работы и запомнить требования техники безопасности

Устройство газового резака.
Качество резки
Качество газокислородной резки является весьма важным фактором и слабым местом технологии. Чтобы его обеспечить, необходимо контролировать следующие параметры:
- Подача кислорода. Необходимо точно выдерживать этот параметр. Недостаточная подача вызывает неполно окисление разрезаемого материала и накапливанию оксидом в рабочей зоне Переизбыток же охлаждает рабочую зону и выносит из нее тепло, приводя к нестабильности реакции горения.
- Чистота промышленного газа. Применение загрязненного кислорода приводит к скоплению шлаковых масс на нижней стороне разреза, снижению скорости резания и повышенному расходу газа.
- Мощность факела подогрева. Исходя из состава газовой смеси, различают три типа пламени. Окислительное применяется для работы с листом в 3-9 мм. Обычное — для заготовок от 10 до 100 мм. Для более толстого материала используют т.н. науглероживающее пламя подогрева.
- Длина факела. Факел должен быть длиннее, чем толщина детали. Это позволит эффективно выносить продукты горения за пределы рабочей зоны.

Качество резки металла
Опытный мастер должен быть способным одновременно контролировать все указанные параметры.
Выбор кислородного резака
Если рассматривать устройство от шланга к головке, то важно выделить следующие особенности:
- Вентили обязаны совершать вращение с наименьшим усилием.
- Ниппели, произведённые из латуни, служат гораздо дольше, чем алюминиевые устройства.
- Материал на рукоятке обязан быть алюминиевого типа, пластиковые накладки в этом случае будут служить меньше и могут в скором времени поплыть.
- Наилучшим диаметром рукоятки в вентиле режущего кислорода — не меньше 40 миллиметров.
- Рычажные разновидности считаются наиболее привлекательными в использовании и позволяют значительно экономить газ пользователю.
- Шпиндели на вентилях: из нержавейки — это самые надёжные разновидности (до 15 тыс. циклов), из латуни — способны в короткое время выходить из строя (около 500 циклов), комбинированные типы — обладают средними показателями.
- Материал для корпуса в трубках — это латунь, медь, а также нержавейка.
- Ацетиленовые резаки, у которых детали соприкасающиеся с горючим газом до камеры смешения, ни в коем случае не должны создаваться из меди либо сплавов, а общее её содержание не должно быть выше отметки в 65 процентов.
- Разборная модель помогает совершать ремонт резака, а также производить чистку всего инжекторного узла, трубок и самого наконечника.
- Наружный мундштук должен быть создан лишь с использованием меди.
- Внутренний мундштук ацетиленового резака — медь, кислородо —пропанового может быть произведена из латуни.
- К выбранному прибору у производителя должны находиться в комплекте запасные части, а также дополнительные детали для расхода.







![Газовая (кислородная) резка металла [технология и оборудование]](https://labequip.ru/wp-content/uploads/f/0/2/f02776a96f650aedc4a8af3106522634.jpeg)

Резка металла пропаном и кислородом
- Металлоконструкции
- Резка металла
- Плазменная резка металла
- Газокислородная резка металла
- Продольная резка металла
- Ленточнопильная резка металла
- Рубка металла гильотиной
- Художественная резка металла
- Фигурная резка металла
- Поперечная резка металла
- Продольно-поперечная резка металла
- Резка металла газом
- Гидроабразивная резка
- Лазерная резка металла
- Резка листового металла
- Резка по металлу
- Лазерная резка металла на заказ
- Резка металла по размерам заказчика
- Резка металла водой
- Резка металла пропаном и кислородом
- Электроэрозионная резка металла
- Цены на резку металла
- Струйная обработка металла
- Полировка металла до зеркального блеска
- Покраска металла
- Гибка металла
- Сверление отверстий в металле
- Изготовление деталей
- Токарные работы
- Сварка металла
- Производство стальных деталей
- Вальцовка листового металла
- Металлообработка ЧПУ
- Металлоконструкции для метро
- Хомуты стальные
Профессиональная газовая резка: услуги резки металла кислородом и пропаном
Компания «Металлообработка 24» предлагает широкий спектр услуг, в том числе и такую, как кислородная резка металла.
Являясь одним из наиболее распространенных видов металлообработки, газокислородная резка отличается высокой эффективностью и производительностью.
В нашей компании газовая резка металла пропаном и кислородом осуществляется в самые короткие сроки, с неизменно высоким качеством.
Как режут металлы горящим пропаном и кислородом: технология процесса
Резка металлов газом требует нагревания металлической поверхности до нужной температуры, которая зависит от разновидности металла. Материал должен иметь температуру горения меньше, чем температура его плавления. При игнорировании этого правила расплавленный, но не сгоревший металл с большим трудом удаляется из разреза, а кромки реза выглядят неаккуратно.
После нагревания металла происходит собственно резка. При соприкосновении с раскаленной поверхностью газ, поступающий из резака, немедленно воспламеняется, и начинается процесс раскроя металла.
Во время раскроя металлоизделий газорезкой используется кислород, при помощи которого разрезается металл, и пропан, выступающий в качестве подогревателя металлических поверхностей. Резка металла пропаном неосуществима, а резка металла кислородом без участия пропана возможна далеко не для всех видов металлов. Оптимальной является комбинированная газовая резка металлоконструкций – пропаном и кислородом; именно в таком случае достигается максимальная эффективность работы. Единственным ограничением подобного способа разделения металла на фрагменты является толщина материала.
Кислородно-пропановый вид резки наиболее успешно применяется для обработки низкоуглеродистых и низколегированных сталей и титановых сплавов.
Стоимость резки изделий из металла в нашей компании
Предлагаемая нашей компанией цена на кислородно-пропановую резку металла является одной из самых выгодных в Москве. Стоимость работ зависит от объема партии и вида обрабатываемого металла. Чтобы получить дополнительную информацию и рассчитать итоговую цену конкретного заказа, позвоните нашему специалисту по указанному контактному телефону.
Вы также можете оставить заявку на резку металла прямо на сайте, заполнив соответствующую форму.
Особенности газовой сварки
 Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Преимущества и недостатки
Газовый резак качественно отличается от простых электрических инструментов по ряду признаков:
- Возможная резка металлопроката любого размера. Кислород-пропаном можно прорезать сталь до 20 сантиметров в 1 заход. Для примера, даже 180-й болгаркой придется делать 5-7 проходов.
- Пропан дешевый, в сравнении с другими газами. В сравнении с тем же ацетиленом, пропан дешевле в половину. Тем более заправка баллона возможна на любой АЗС.
- Другие виды резаков имеют скорость куда ниже, в сравнении с газом. Особенно с болгаркой или гравером.
Однако, есть и минусы:
- Формально газовым резаком можно резать любые металлы. Но в сравнении с той же болгаркой, не получится работать с деревом или пластиком.
- Рез получается весьма грубым из-за невысокого контроля огненной иглы. Будут образовываться рваные края, которые придется исправлять напильником, той же болгаркой, наждаком.
- Толщина реза также получится немаленькой — до 5 миллиметров.
- Температура горения пропана в кислородной среде на 400 градусов ниже, в сравнении с ацетиленом.
Выбор подходящего способа
Итак, чем пилить рельсы? Для ответа на данный вопрос нужно смотреть на особенности конкретного случая, на то, с какой скоростью следует решать задачу, насколько высокий уровень шума при этом допустим, сколько человек будут работать одновременно и так далее.
Если во главе угла безопасность, отдавайте предпочтение станку с сабельным лезвием или обычной ножовке по металлу. Если важна каждая минута, вы уверены в себе, бюджет позволяет, останавливайтесь на аппарате с диском или на болгарке. Зубило или швейную иглу стоит использовать лишь тогда, когда нет других вариантов, ведь эти способы не сегодня-завтра можно будет смело заносить в категорию дедовских, они уже морально устарели: их допускается с улыбкой обсудить на тематических форумах или для интереса опробовать разок-другой, но ставить их «на поток» – это уже чересчур.
Мы подробно рассказали, как быстро разрезать рельсу, чем распилить ее, не рискуя получить травму, как разделить ее с помощью подручных средств в домашних условиях. В общем, предоставили всю информацию, чтобы вы знали, как повторно использовать металлоконструкции с дефектами. Ну а новые или бывшие в употреблении, но не изношенные двутавровые балки вы всегда можете заказать в «ПромПутьСнабжение», причем по выгодным ценам.
_____________________
Также читайте на нашем сайте о видах изолирующих стыков рельс на ЖД путях, козловых кранах на рельсовом ходу, дефектах рельсов.
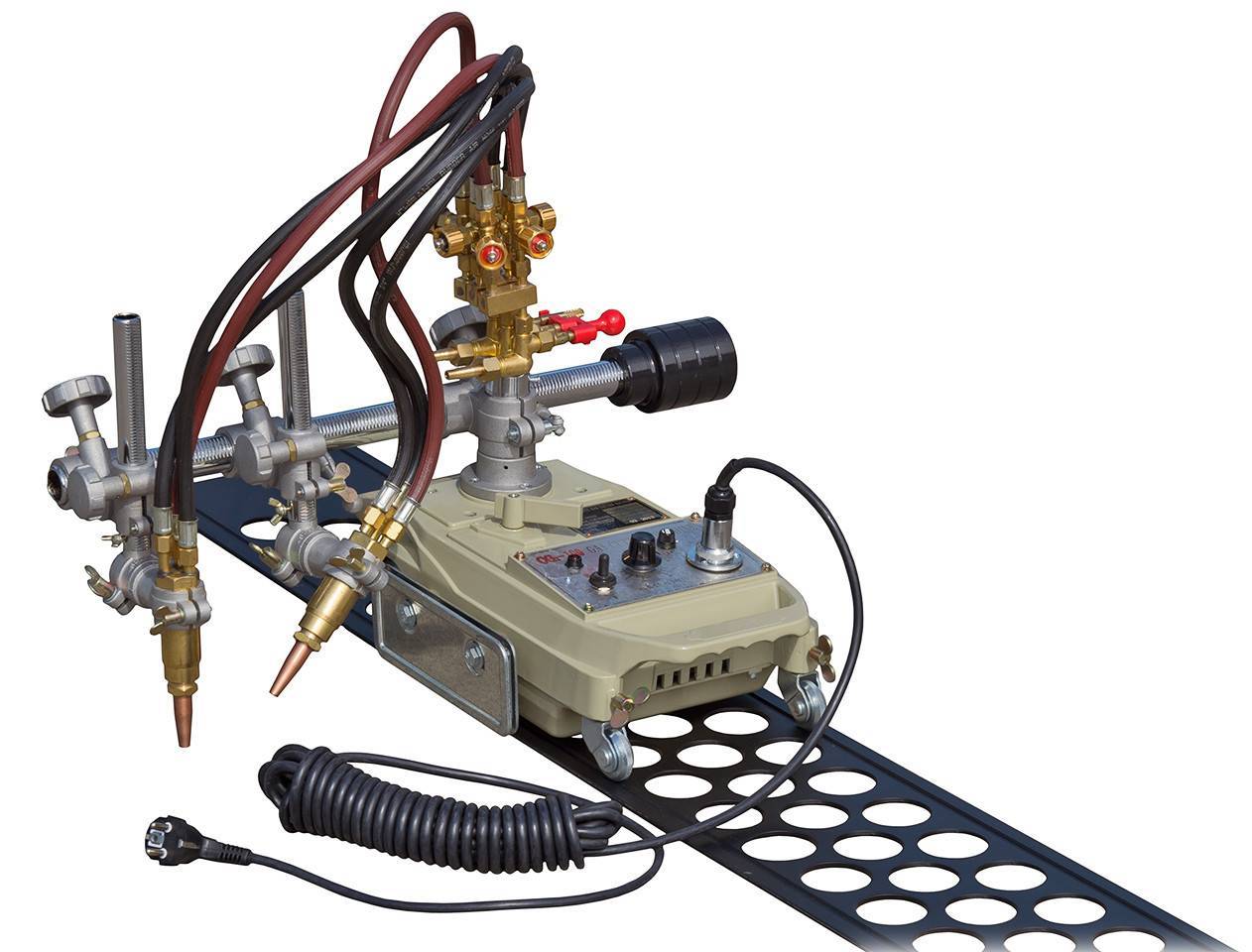
Устройство агрегатов
Конструкция у большинства устройств схожа. Основными элементами воздушно-дуговых и других резаков являются:
- инжектор/эжектор — в нем происходит смешивание элементов;
- входы и ниппели — для соединения кислорода и газа-подогревателя;
- камера смешения;
- вентили — для регулировки подачи элементов смеси;
- сопло (дюза) — наконечник трубки, одно или несколько.
Устройство газового резака однотипно для всех видов изделий, однако могут претерпевать незначительные изменения. Подробно об этом — в следующих разделах.
Деятельность газорезчика не столь сложна, сколько опасна. Резак обыкновенный работает так:
- пользователь соединяет устройство с баллонами кислорода и горючего газа, открывает клапаны (вентили) до нужного давления;
- кислород и пропан/ацетилен/водород смешиваются в единую струю;
- поток смеси одновременно сжигает металл и сдувает расплавленные окисленные частицы.
Схема схожа у большинства аппаратов для газорезки или газосварки, отличия встречаются лишь у эжекторных представителей. Технический паспорт либо инструкция по применению — лучший источник информации о том, как лучше эксплуатировать режущий инструмент. Теперь — о разновидностях оборудования.