

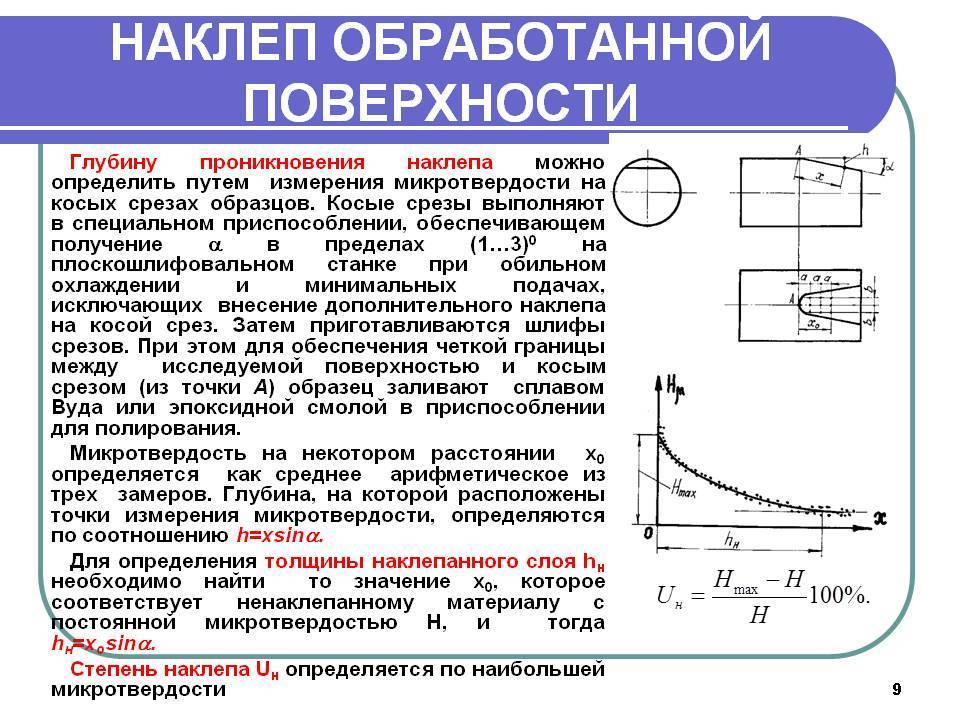
Нагартованная сталь
Современное машиностроение, а также производство различных металлических изделий требует в качестве материала сталь, имеющую совершенно различные физико-механические качества. При этом большое значение имеет изготовление таких сортов стали, поверхность которых имеет одни механические качества, а основное тело изделия – несколько иные.
В частности, для многих областей машиностроения важно, чтобы сталь сохраняла такие свои основные пластические качества, как прочность и упругость, но приобрела бы при этом твердость поверхностных слоев, которые непосредственно взаимодействуют с другими элементами машин или конструкций. Для отдельных узлов машин и механизмов нужна повышенная ударопрочность поверхности стали, повышенная устойчивость к изнашиванию, а также повышенное противодействие микроразрушениям, которые принято называть «усталостью материала»
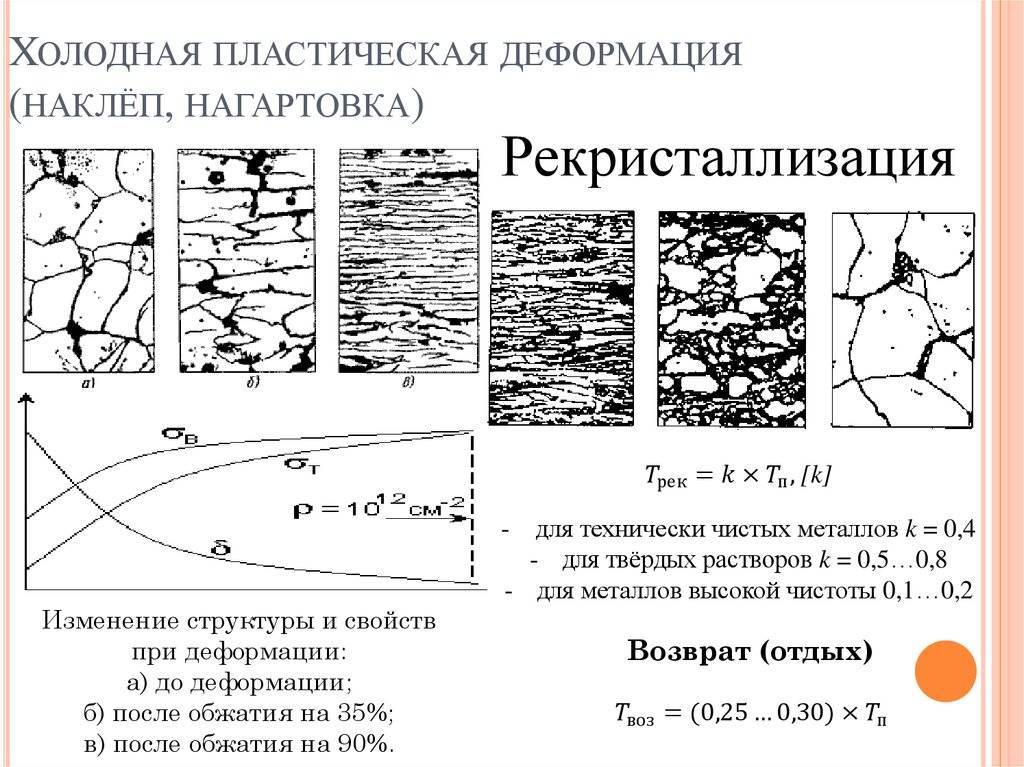
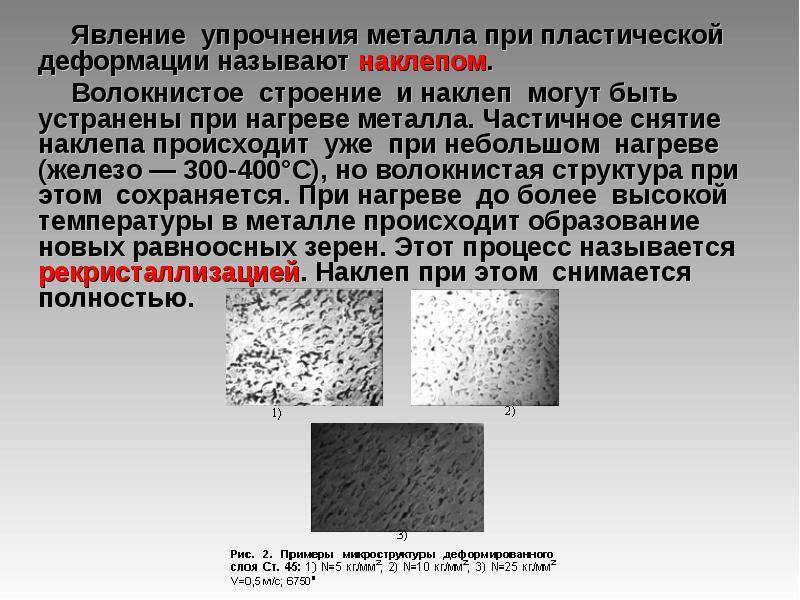
Все эти свойства сталь приобретает в технологическом процессе наклёпа, который также известен под названием «нагартовка». Наклёп (нагартовка) – процесс пластического деформирования стальной заготовки при температурах, когда еще не растет размер «зерна» стали в процессе нагрева, то есть не происходит рекристаллизация. В ходе этого процесса увеличивается твердость и прочность поверхностных слоев заготовки за счет снижения их вязкости и пластичности. Существует мнение, что любое внешнее механическое воздействие на стальную заготовку может носить название «нагартовка», однако качество технологической процедуры наклёпа зависит от значительного количества условий, в первую очередь – от температурных.
Нагартовка в условиях современного производства осуществляется как фазово – за счет сложной процедуры термической обработки стали, так и механически – за счет деформирующего внешнего воздействия. Внешнее деформирующее воздействие – это, как правило, результат «обстрела» стальной заготовки потоком стальной или чугунной дроби. Механизм этого ударного воздействия может быть различным — с помощью специального роторного дробомёта, воздушного потока и др.
Важно знать, что для изготовления качественной нагартованной стали необходимо строгое соблюдение технологии наклёпа. Излишнее или иное неправильное термическое или механическое воздействие на стальную заготовку в процессе наклёпа может привести к перенаклёпу – состоянию поверхности стали, на которой появляются микротрещины и поры, которые являются причиной её хрупкости
Именно поэтому при поиске вариантов покупки партий нагартованной стали особое внимание нужно уделять надежности и производственно-деловой репутации её производителя
Источник
Полное снятие – наклеп
Полное снятие наклепа и напряжений достигается с помощью соответствующей термической обработки.
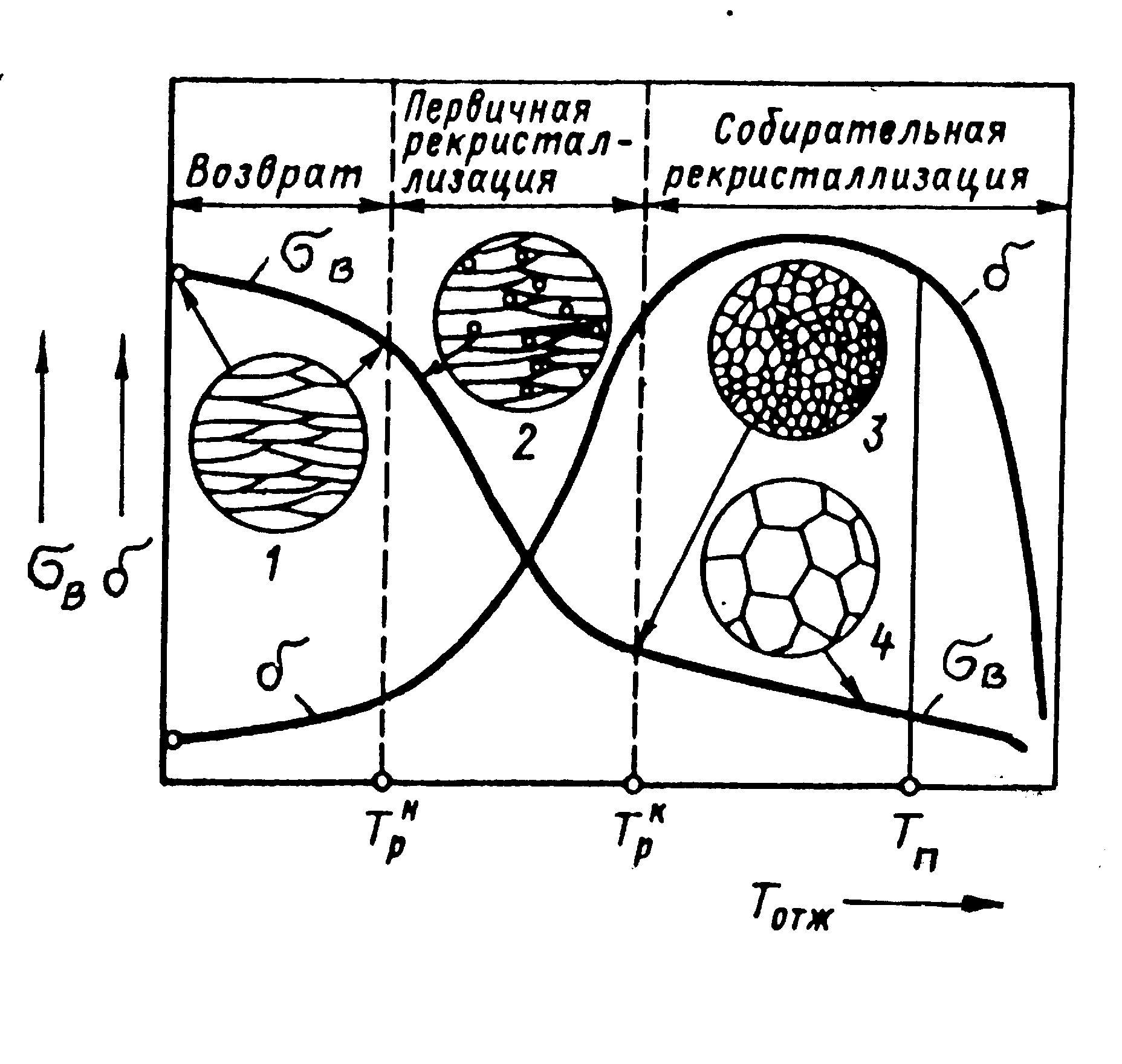
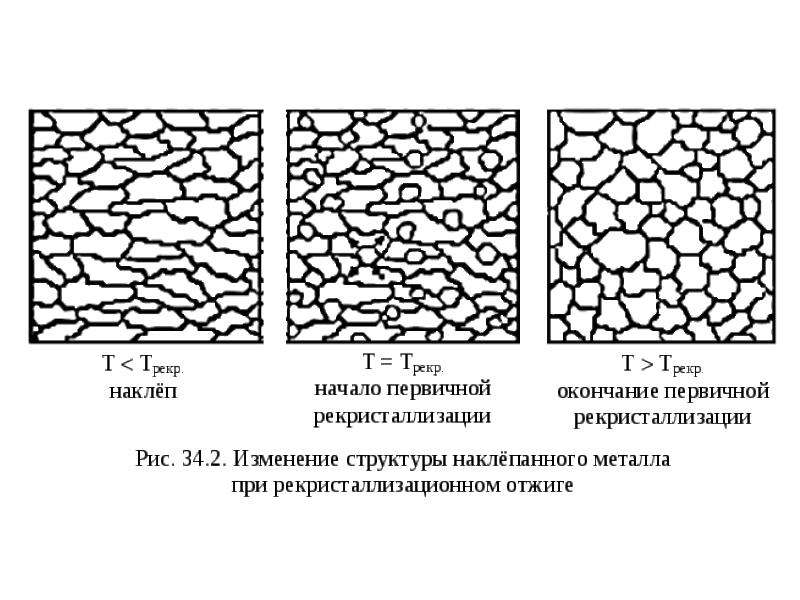
Для полного снятия наклепа необходим нагрев до более высокой, чем при отдыхе, температуры. В таком случае в металле происходит процесс рекристаллизации), состоящий в восстановлении исходных свойств наклепанного металла.
| Рост зерна при собирательной рекристаллизации. |
Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
Для полного снятия наклепа металлы нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
| Рост зерна при собирательной рекристаллизации. |
Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
В сталях полное снятие наклепа при рекристаллизации должно проявляться в образовании более или менее размельченных зерен с нормальной ( неискаженной) кристаллической решеткой, и при этой структуре свойства стали должны отвечать состоянию исходной ( недеформированной) стали.
Таким образом, в сталях полное снятие наклепа при рекристаллизации должно проявляться в образовании более или менее размельченных зерен феррита с нормальной ( неискаженной) кристаллической решеткой, и при этой структуре свойства стали должны отвечать состоянию исходной ( недеформированной) стали.
Это позволяет в первом приближении определить температуру начала первичной рекристаллизации для свинца – 33 С, а для меди – 270 С Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
Для термически упрочняемых сплавов типа дуралюмин существует три типа отжига: 1) отжиг-возврат для частичного снятия наклепа, 2) рекристаллизационный отжиг для полного снятия наклепа предварительно деформированных полуфабрикатов, 3) отжиг полуфабрикатов, предварительно упрочненных термической обработкой – закалкой и старением.
Наклеп в металлах уничтожается при достижении некоторой температуры – порога рекристаллизации – и заключается в восстановлении зерен с нормальной укладкой частиц в решетке и уничтожении напряжений и прочих последствий наклепа. Например, в сталях полное снятие наклепа при рекристаллизации должно проявляться в образовании размельченных зерен феррита с нормальной ( неискаженной) кристаллической решеткой и при этой структуре свойства стали должны отвечать состоянию исходной недеформированной стали. Для низкоуглеродистых сталей температура рекристаллизации равна 450 С.
У различных марок жаропрочных сплавов температурный порог, при котором происходит релаксация остаточных напряжений и снижение твердости, различен. Например, у сплава ХН77ТЮ полное снятие наклепа не наблюдается даже при 900 С. Обычно чем выше жаропрочность сплава, тем выше эта температура.
Она технологична: хорошо деформируется, обладает высокими литейными свойствами, легко обрабатывается резанием, хорошо паяется и сваривается точечной и дуговой сваркой. При холодном деформировании латунь упрочняется. Для полного снятия наклепа применяют отжиг при 500 – 600 С. Наклепанная латунь склонна к образованию трещин, так называемому сезонному растрескиванию, обусловленному коррозионным воздействием среды. Низкий отжиг при 300 С, не изменяя существенно прочности латуни, уменьшает или полностью снимает внутренние напряжения и устраняет склонность к сезонному растрескиванию. При сухом трении латунь быстро изнашивается.
Технологический фактор связан с влиянием наклепа и остаточных напряжений от механической обработки. Влияние этого фактора исключается при изготовлении образцов с, большим числом проходов при резании и постепенным уменьшением глубины ре-вания и подачи. При этом толщина наклепанного слоя и остаточные напряжения получаются минимальными и не влияют существенно на сопротивление усталости, В ряде исследований проводили отжиг образцов в вакууме для полного снятия наклепа и остаточныя напряжений. После исключения влияния металлургического и технологического факторов существенное снижение пределов выносливости связано со статистическим фактором и хорошо описывается количественно и качественно уравнениями, вытекающими из статистической теории подобия усталостного разрушения.
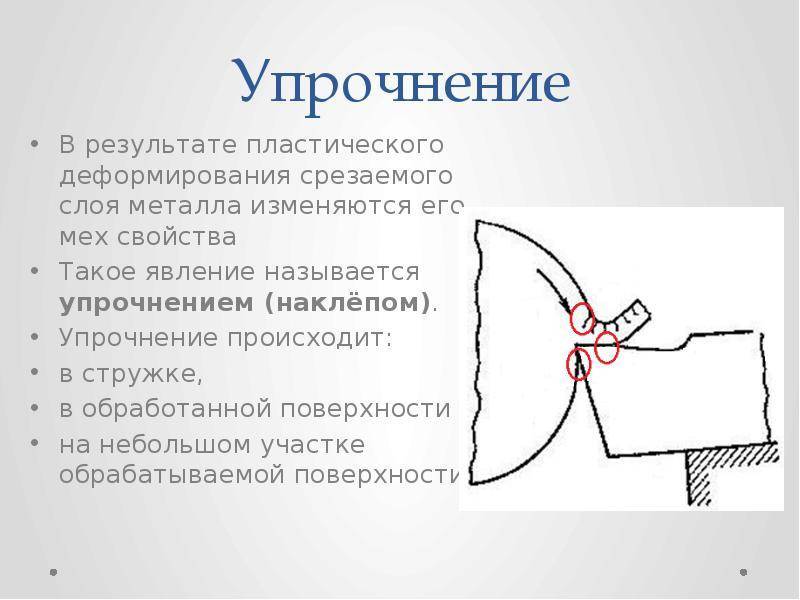
Описание процесса
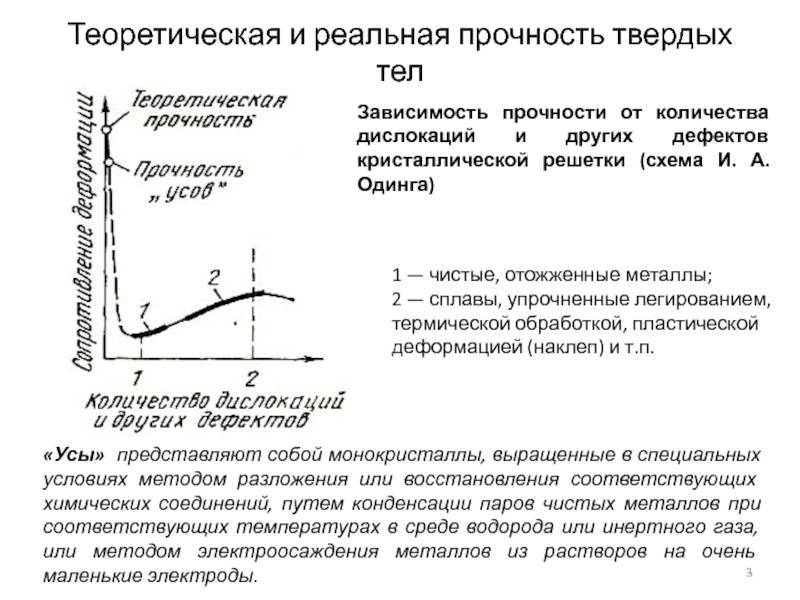
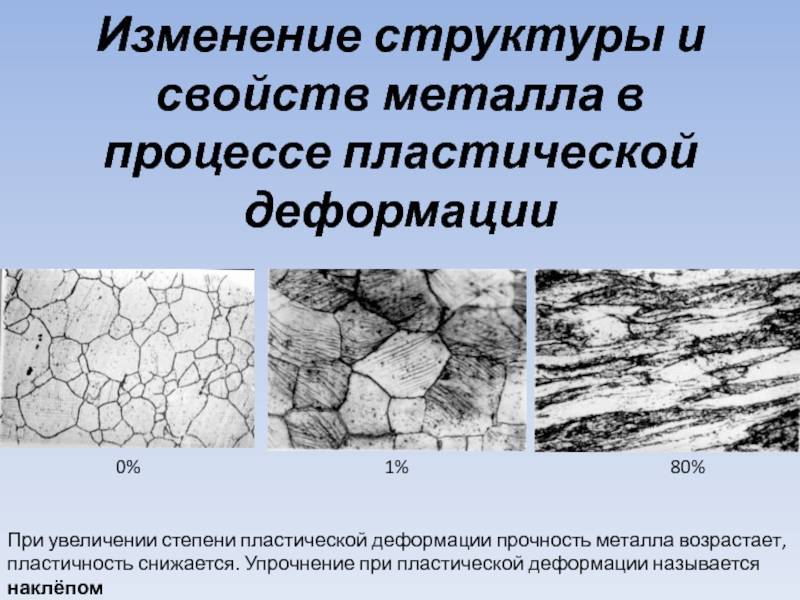
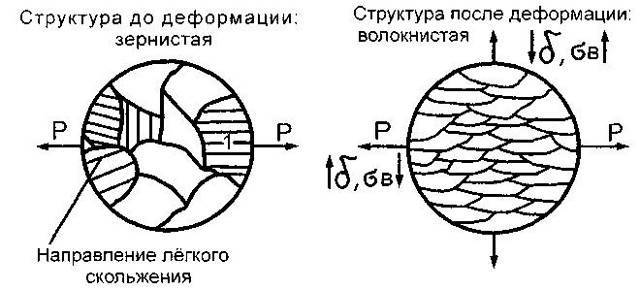
Рассмотрим сущность явления наклепа. Как известно, практически все металлы и их сплавы (например, алюминий или медь и их сплавы) имеют упорядоченную кристаллическую структуру.Но все не так просто. Они состоят из зерен, внутри которых расположение атомов является упорядоченным.Но сами зерна по отношению друг к другу располагаются хаотично, т. е. неупорядоченно.
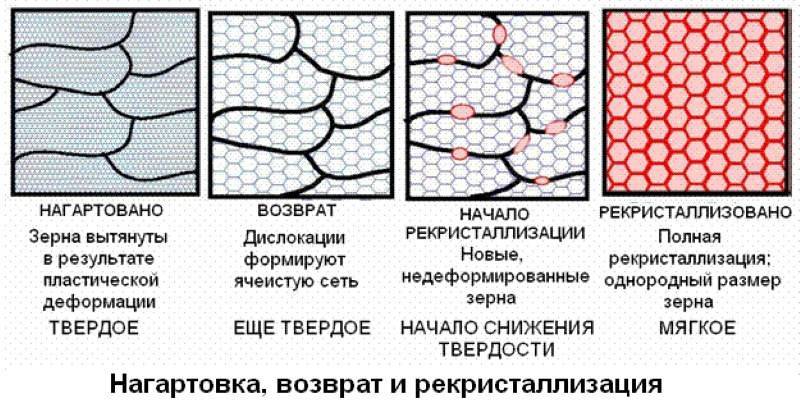
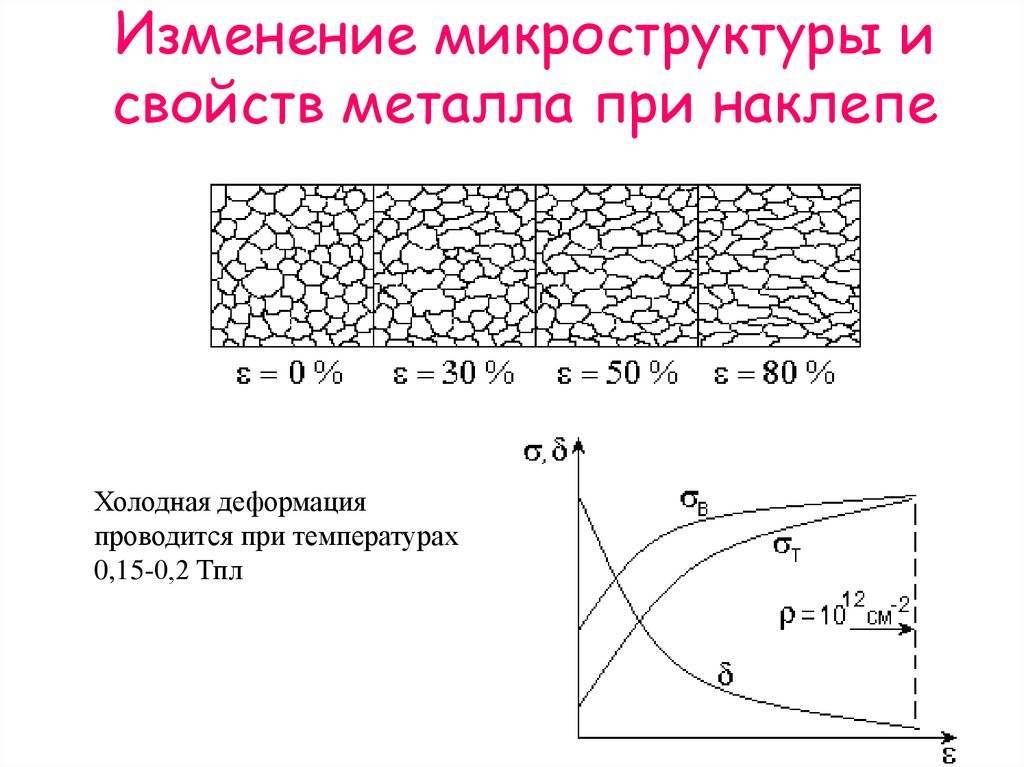

При механической нагрузке в структуре вещества появляются дислокации (микроскопические дефекты). По мере увеличения нагрузки дислокации перемещаются и взаимодействуют друг с другом. Образуется другая структура.Она сопротивляется деформации, остающейся после снятия нагрузки (пластической деформации). Способность металла сопротивляться деформациям при этом увеличивается.
После наклепа состояние вещества является термодинамически нестабильным. Если пластичность необходимо увеличить, наклеп снимают рекристаллизационным отжигом, нагревая материал выше температуры рекристаллизации. При этом материал переходит в более стабильное состояние. Необходимость снятия наклепа возникает, например, в металлургии при производстве проволоки или ленты.
Можно сделать следующие выводы:
- после нагартовки или наклепа твердость и прочность материала увеличивается;
- хрупкость материала тоже повышается.
В частности, нагартовка стали актуальная для изделий, в которых необходимо предотвратить поверхностное растрескивание и такое явление, как усталость металлов, что приводит к накоплению внутренних напряжений, возникновению трещини, в конце концов, к разрушению материала.
2 Наклеп металла – типы и физика этого процесса
Данное упрочнение бывает двух видов. В случае если в металле произошли фазовые изменения, в результате чего образовались новые фазы, имеющие иной удельный объем, то такой процесс будет, соответственно, называться фазовым наклепом. А когда изменения кристаллической решетки произошли в результате воздействия каких-то внешних сил, то это будет деформационный. Он, в свою очередь, делится на центробежно-шариковый и дробометный наклеп.
Так, при первом на обрабатываемую поверхность воздействуют шарики, которые располагаются на периферии обода и затем отбрасываются вглубь гнезда. Дробеструйное (дробометное) упрочнение достигается посредством кинетической энергии быстрого потока (его скорость достигает 70 м/с) круглой дроби диаметром в пределах от 0,4 до 2 миллиметров. Часто для этой цели используют чугунные, керамические, стальные элементы.

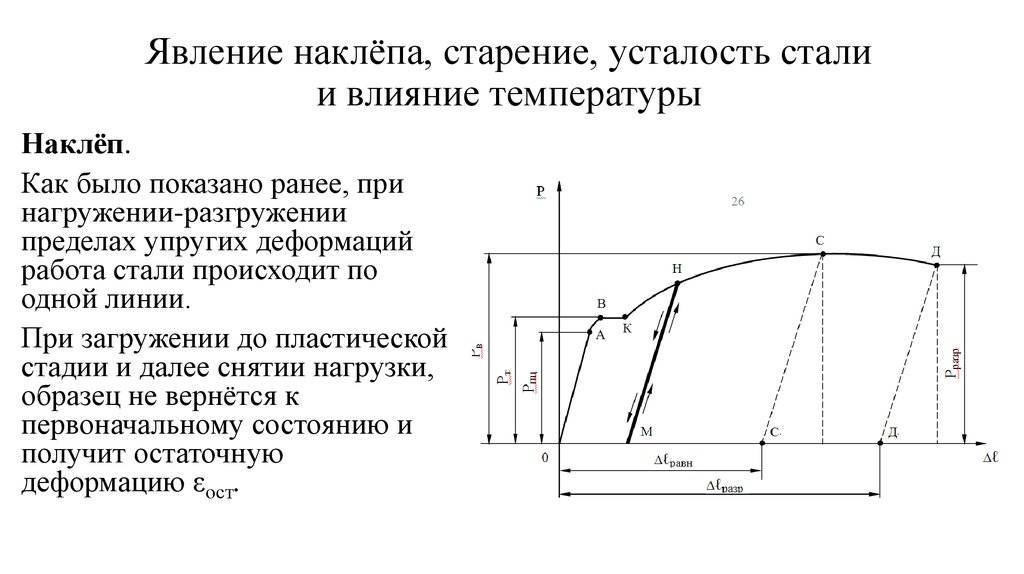
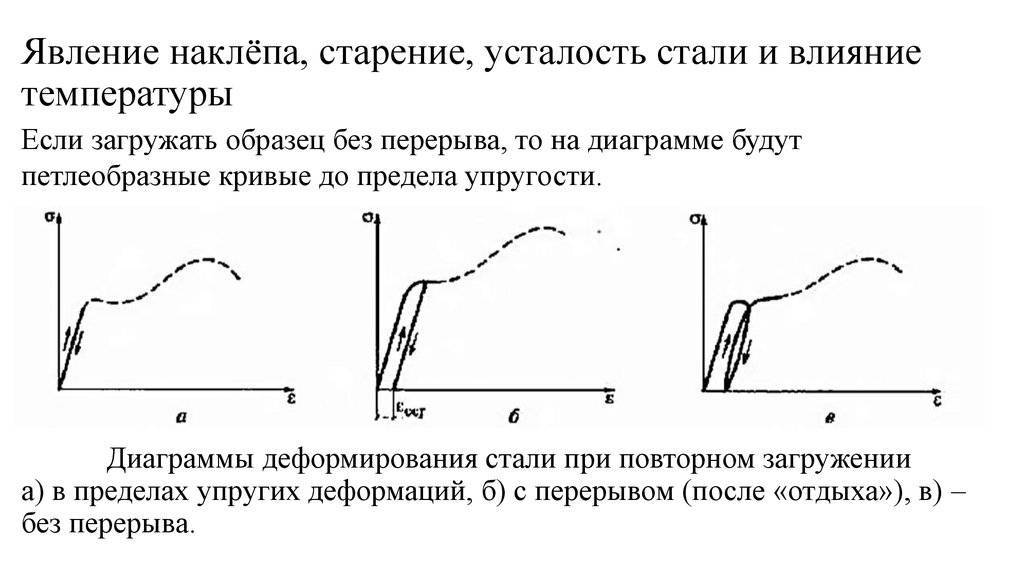
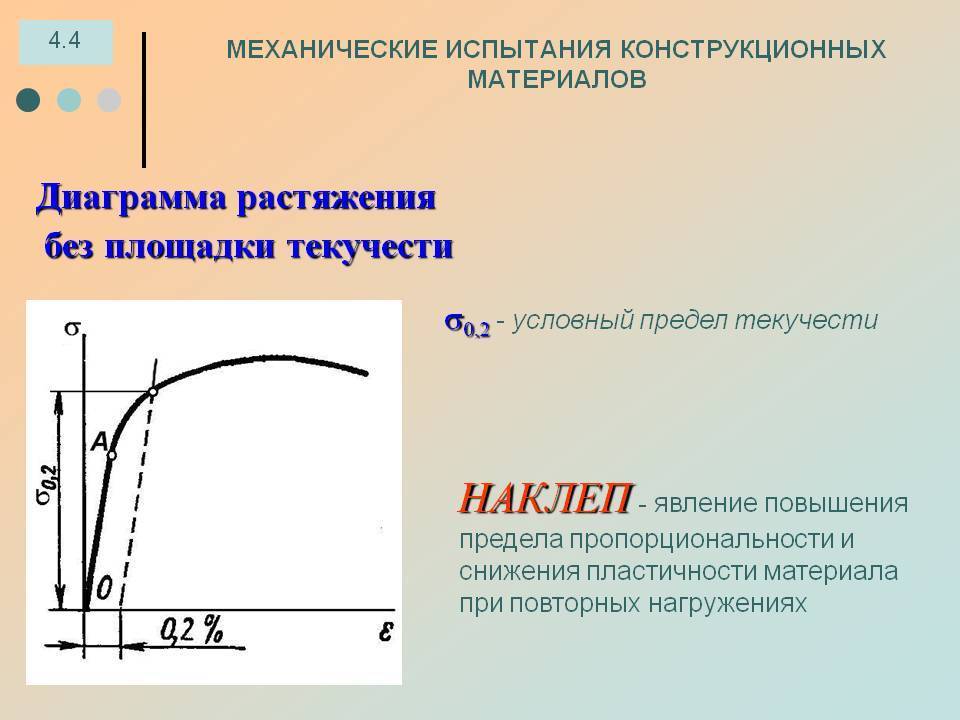
Разберемся в физике этого процесса. Если на металл производить некую нагрузку, которая будет превышать предел текучести, то при этом возникнут напряжения, а после снятия давления материал будет деформирован. В случае же повторного “нагружения” способность данного изделия к пластическим деформациям снизится, и его предел текучести повысится до значения возникших ранее напряжений. Материал, очевидно, станет прочнее. И тогда чтобы опять вызвать очередное изменение формы с остаточным изгибом, необходимо будет прикладывать более высокую нагрузку.
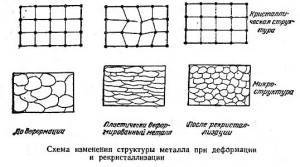
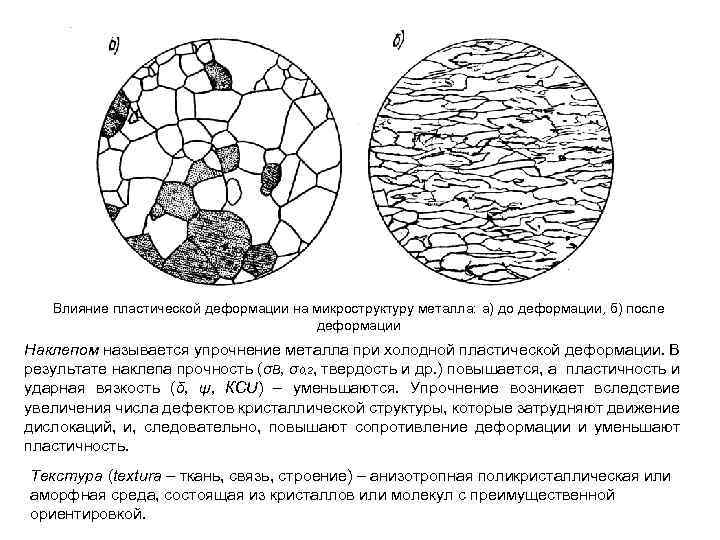
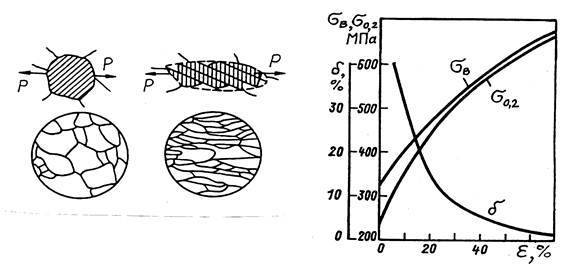
Вообще, пластическая деформация является следствием перемещения дислокаций. И пара движущихся дефектных линий в кристаллической решетке способна породить сотни новых, результатом этого является повышение предела текучести. Но такое явление значительно отражается на строении металла. Его решетка искажается, а беспорядочно ориентированные кристаллы поворачиваются осями наибольшей прочности вдоль направления деформации. И чем последняя окажется больше, тем заметнее будет увеличиваться степень структурированности, другими словами, все зерна станут ориентированы одинаково. При этом мнение, будто зерна измельчаются, весьма ошибочно, они только лишь деформируются, сплющиваются, но сохраняют площадь поперечного сечения.
Технология наклепа и нагартовки металла
В металлопрокатной промышленности нагартовкой или деформационным упрочнением называется управляемый технологический процесс, который применяют для увеличения твердости металлов, повышения его прочностных характеристик. Эта технология применяется к тем материалам, которые не могут быть уточнены термообработкой. Закалку не применяют для изменения механических свойств проката из медных, алюминиевых сплавов, низкоуглеродистых сталей, сплавов хрома с никелем. Для таких материалов деформационное упрочнение является единственным способом для увеличения прочностных характеристик.
Чем отличается нагартовка от наклепа
Определения нагартовка и наклеп используются для обозначения процесса изменения структуры металла, а также повышение его твердости в результате внешнего воздействия. При этом в понятие наклепа входят как естественные процессы, происходящие в структуре металла, так и управляемые специальными методами обработки.
По своему происхождению наклеп бывает:
Фазовым. В этом случае структурные изменения вызваны фазовыми, происходящими в результате термообработки металла.
Деформационным. Упрочнение и повышение твердости происходит в результате воздействия внешних сил.
В частности, фазовый наклеп (нежелательный) возникает при резке сплавов, обладающих пластичностью и мягкостью. Слишком глубокий рез при большой толщине заготовки, выполненный с большой скоростью, становится причиной интенсивного наклепа, снижения пластичности металла, повышения хрупкости.
В отличие от наклепа нагартовка — это управляемый процесс. Наклеп не всегда приносит пользу. При наклепе снижаются пластические свойства материалов. Например, пластичность низкоуглеродистых сплавов стали снижается более чем в 5 раз. Параллельно происходит снижение устойчивости металла к механическим воздействиям — нагрузкам на разрыв, растяжение, сжатие и изгиб.
Для снятия наклепа применяют термообработку — рекристаллизационный отжиг. Одновременно с повышением пластичности снижается хрупкость металла. Необходимость снятия наклепа возникает при изготовлении металлоизделий, от которых требуется гибкость, пластичность, податливость механической обработке вытяжкой.
Как выполняется деформационное упрочнение
Контролируемый наклеп или нагартовка металла позволяет изменять механические свойства металла, получать изделия с заданными характеристиками.
Обработку заготовок и готовых металлоизделий проводят при помощи дробеметов. Это оборудование, которое создает направленный поток абразивных частиц в процессе дробеметной обработки поверхности. По принципу действия оборудование бывает пневматическим и механическим. Установки первого типа используют для работы силу сжатого воздуха. В механических установках скорость потоку абразива придает центробежное колесо.
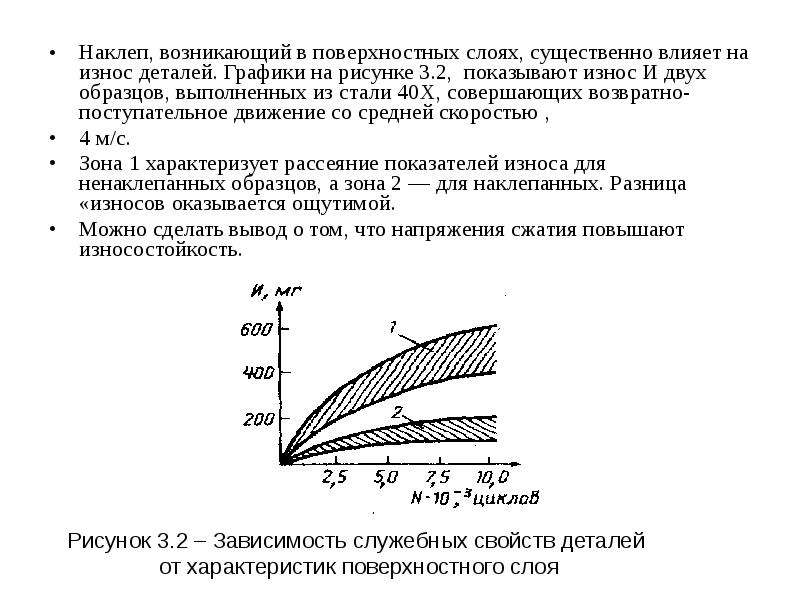
Применение дробеметного оборудования позволяет обрабатывать как плоские заготовки простой формы, так и изделия со сложной конфигурацией. Эта технология относится к самым эффективным средствам увеличения срока эксплуатации деталей. Например, после наклепа количество циклов нагружения пружин и рессор до излома увеличивается в 2,5-4 раза.
Принцип нагартовки (наклепа)
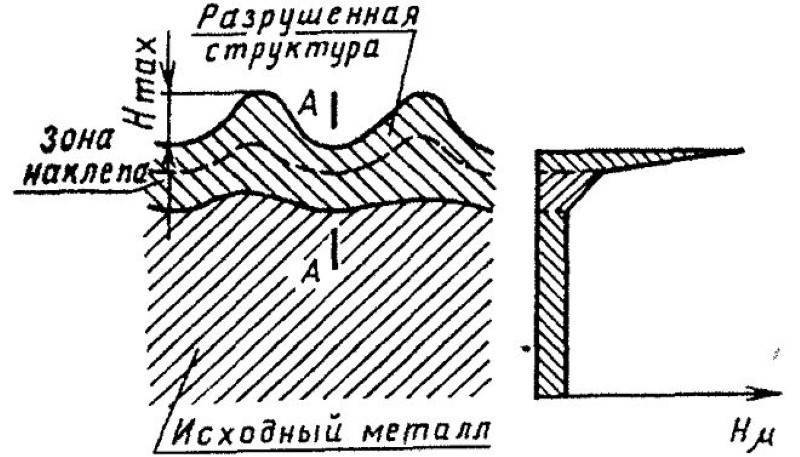
В процессе дробеструйного наклепа турбина выбрасывает стальную или чугунную дробь на обрабатываемую поверхность. При ударах дроби о поверхность происходят изменения в структуре поверхностных слоев металла. В результате механической обработке на поверхности, которая подвергается обработке, создаются остаточные напряжения сжатия, которые повышают сопротивляемость к износу, усталости металла, коррозионным процессам под нагрузкой.

Возникновения сжимающих напряжений объясняется следующим образом. Направленные ударные воздействия, производимые дробью, должны вызывать увеличение поверхности. Однако изменению формы препятствуют нижележащие слои металла. Результатом становится уплотнение поверхности, увеличение прочности и твердости металла.
Нагартовка дробью, как правило, является заключительным этапом изготовления изделий, который проводится после механической и термической обработки.
Оборудование, предназначенное для деформационного упрочнения, полностью автоматизировано и контролируется электроникой. Скорость потока абразива и количество дробинок регулируется автоматически.
Технология наклепа и нагартовки металла
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.
Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение. Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести.
Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
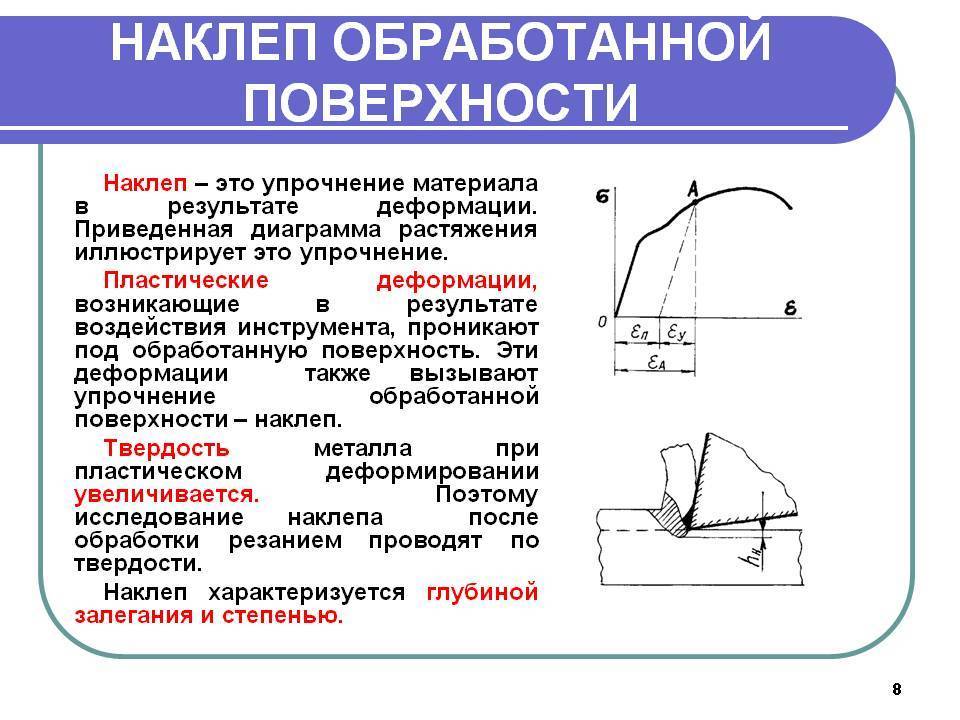
Упрочнение деталей наклёпом
В машиностроении наклёп используется для поверхностного упрочнения деталей. Наклёп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации (ППД), выражающийся в повышении усталостной прочности, а иногда и износостойкости. Для получения упрочненного наклёпом поверхностного слоя заготовку подвергают обработке различными видами ППД, например, обкатка роликами, дробеструйная обработка, поверхностное дорнование и др.
Нагартовка деформационно-упрочняемых сплавов
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
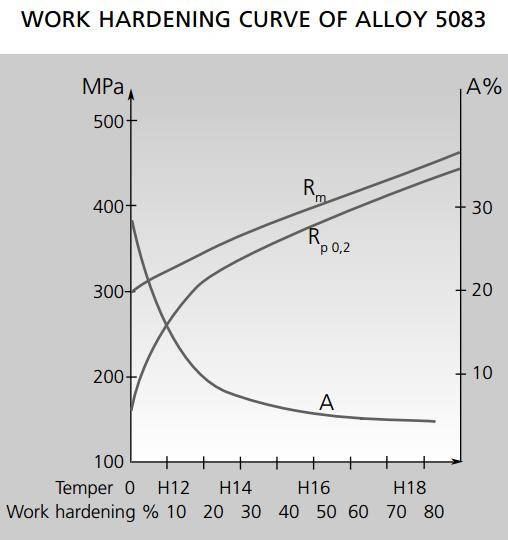
Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
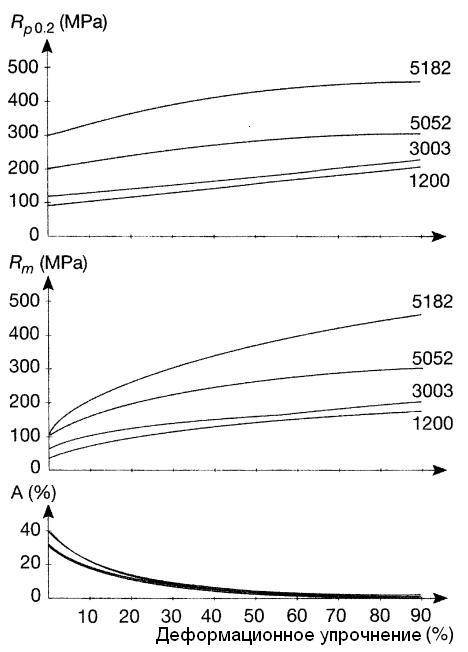
Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства:
предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.

Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).
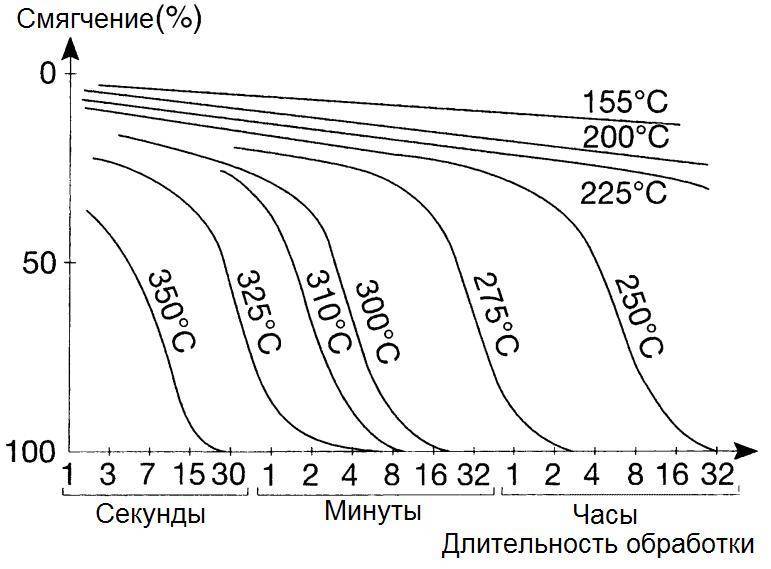
Рисунок 7 – Изотермические кривые отжига сплава 5754
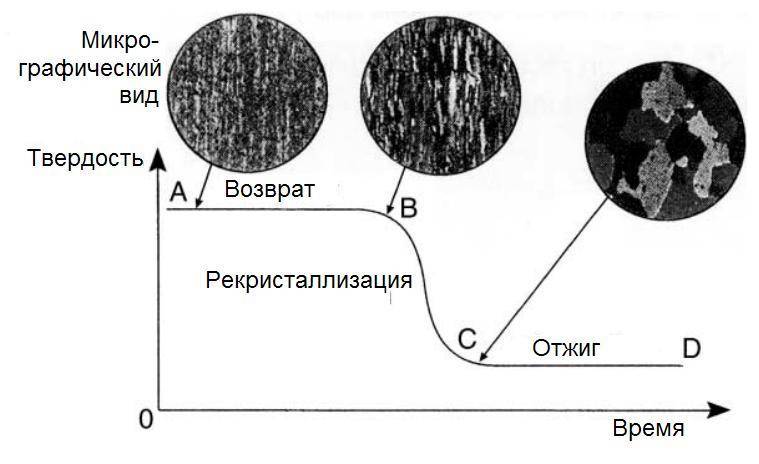
Рисунок 8 – Изменение твердости и структуры при отжиге
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок 9.1). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
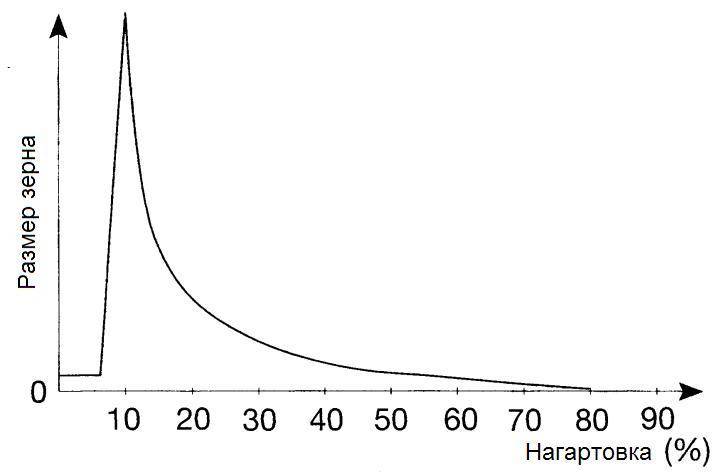
Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке .
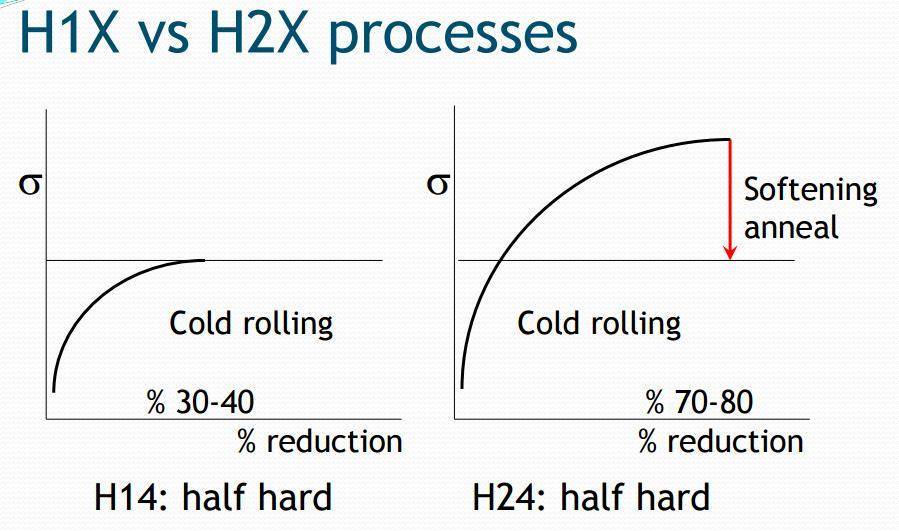
Рисунок 9.2- Различие нагартованных состояний H14 и H24





