

Страна-производитель
Качественный прибор – гарантия качества и безопасности работ и надёжности будущего соединения
Поэтому необходимо при выборе паяльника обращать внимание на страну происхождения инструмента.. Всем известно, что изделия, собранные в Китае, давно уже не отличаясь заниженной ценой, всё так же крайне ненадёжны и могут сломаться или воспламениться в любой момент
Последствия применения такого прибора могут быть любыми – от испорченных расходных материалов и срыва работы до телесных повреждений различной тяжести и, разумеется, душевных страданий.
Всем известно, что изделия, собранные в Китае, давно уже не отличаясь заниженной ценой, всё так же крайне ненадёжны и могут сломаться или воспламениться в любой момент. Последствия применения такого прибора могут быть любыми – от испорченных расходных материалов и срыва работы до телесных повреждений различной тяжести и, разумеется, душевных страданий.

В целом, если приобретаемый паяльник для труб не планируется использовать в коммерческих целях, можно остановиться на более дешёвом варианте, например, на инструментах турецкого изготовления.
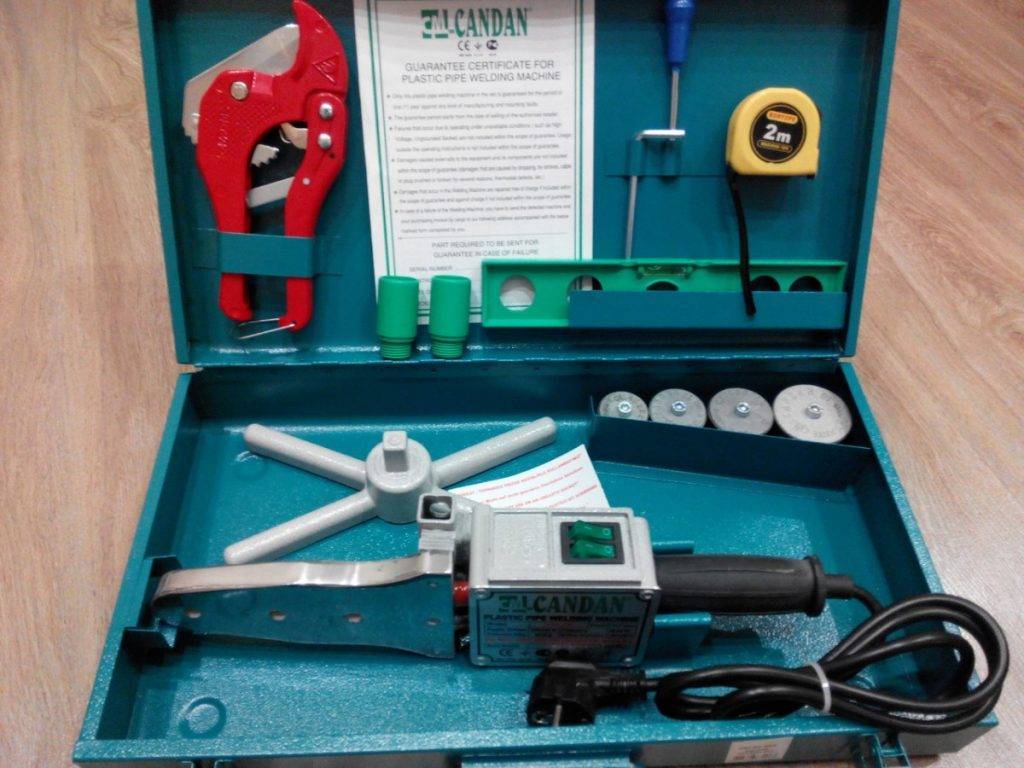
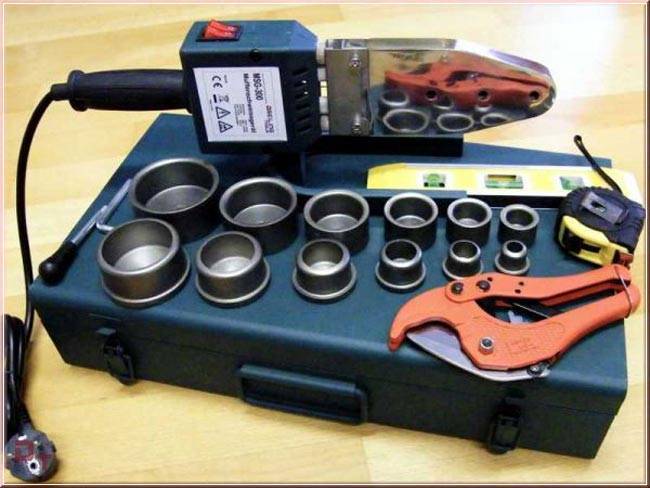
Турецкие паяльники для полипропиленовых труб – пожалуй, идеальный пример соотношения цены и качества. К примеру, инструмент марки «Кобра» для полипропиленовых труб и других изделий из этого материала продаётся в комплекте с труборезом и набором насадок.
Важные правила пайки полипропилена
Чтобы получить герметичный стык, необходимо обязательно соблюдать определенные требования.
Сварочный аппарат нужно держать всегда нагретым, что позволяет сократить время пайки до пяти минут.
Когда пластик начинает застывать, соединяемые детали должны оставаться неподвижными. Идеальной считается механическая фиксация. Для этого можно воспользоваться струбциной. Любое воздействие на шов при застывании может привести к нарушению герметичности.
Нагрев обеих деталей должен выполняться одновременно.
Пайка полипропилена относится к одноразовой технологии. Если при сварке допущена ошибка, исправить проблему будет невозможно. Для этого придется срезать дефектный участок и заново паять соединение. В результате увеличится число сварочных швов на всей магистрали.
Прежде чем начать нагревать трубу, на ее поверхности требуется провести линию, которая будет обозначать глубину сварочного шва. Кроме того, такая черта послужит отличным ориентиром при выполнении углового соединения.
Электрический нихромовый паяльник REXANT 12-0240, 40 Вт
- универсальный;
- мощность – 40 Вт;
- питание – от сети;
- цена – от 176 руб.
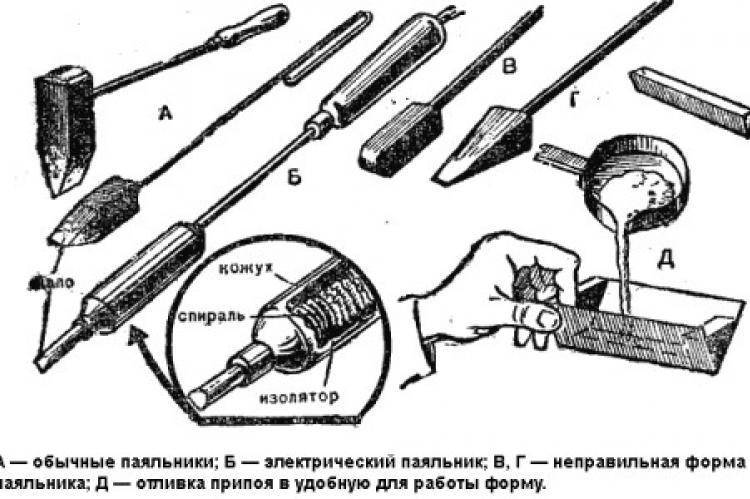
Электропаяльник REXANT 12-0240 – изделие для широкого применения в быту, но паять им микросхемы не получится – слишком широкое жало. Его ширина в разы превышает расстояние между соседними выводами любой микросхемы, стандартная величина которого составляет всего 2,5 или 1,25 мм. Поэтому придётся либо покупать специальный инструмент, либо стачивать жало напильником, либо подобрать соответствующее в специализированном магазине. Последний вариант – самый лучший с гарантированным результатом.
В изделии использован нихромовый нагревательный элемент. Его мощность – 40 Вт, питание – от сети 220 В. Температура нагрева 300 градусов, она не регулируется. Медное прямое жало имеет наконечник клиновидной формы.
Конструкция деревянной ручки прямая. Изделие рассчитано на использование свинцово-оловянных припоев
Корпус снабжён клеммой для подключения заземления – это важно с точки зрения защиты радиоэлементов от повреждения, которое может наступить в результате дефекта изоляции паяльника. Стоит недорого, от 176 рублей. Недорогой, простой и качественный инструмент почти на все случаи жизни
Подходит для домашних нужд, за исключением пайки прохудившейся металлической посуды – для этого нужен более мощный паяльник
Недорогой, простой и качественный инструмент почти на все случаи жизни. Подходит для домашних нужд, за исключением пайки прохудившейся металлической посуды – для этого нужен более мощный паяльник.
Аппараты и другие инструменты для пайки полипропиленовых труб
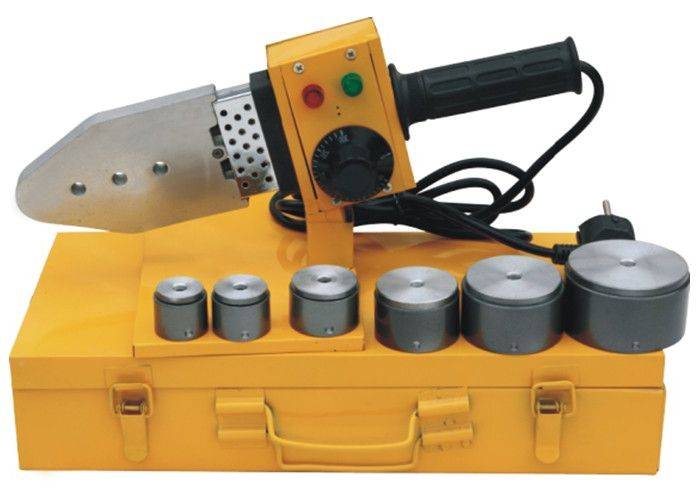
Для домашних коммуникаций применяют пластиковые трубы наружным диаметром 20-63 мм. Для их пайки выбирают малогабаритные приспособления. Это паяльник простой конструкции, его часто называют утюгом. Аппараты различаются по форме нагревательного элемента, бывают цилиндрические и мечевидные. На мечевидные надеваются насадки в виде дорна и гильзы. Они предназначены для торцевой пайки. В цилиндрическом нагревателе используют длинную круглую насадку обжимного типа.
Кроме аппарата для пайки понадобятся следующие инструменты:
- ножницы для нарезки;
- швейер для торцевания армированных изделий;
- рулетка или линейка;
- маркер;
- органический спирт дл обезжиривания;
- ветошь;
- перчатки.
Обеспечив себя необходимым инструментом, можно приступать к работе.
Как работают с паяльником?
Все паяльники для полипропиленовой пайки конструктивно одинаковы:
- подставка;
- металлический корпус с ручкой;
- электронагреватель (ТЭН или нагревательный элемент);
- термореле.


Температура плавления полимеров намного ниже, чем при сварке металлических труб. Немного отличающееся по форме рабочего элемента оборудование для раструбной сварки внешне и конструктивно имеет много общего.







Важно: Паяльники для полипропилена имеют индикатор нагревания, поэтому при нагреве рабочей поверхности до установленной температуры автоматически отключают терморегулятор. При незначительном остывании, в пределах 4-5 ºС, электроника срабатывает на подогрев рабочего элемента.

Плоский «утюг» для полимеров имеет небольшой вес, но большая масса нагревательного элемента лучше поддерживает температуру плавки полипропилена. Остается прочно зафиксировать насадки
На этот показатель специалисты обращают внимание, когда речь идет про лучший паяльник для полипропиленовых труб.


Аппараты для пайки удобны, но с цилиндрическим элементом более компактны, ими проще работать на труднодоступных участках гибких коммуникаций. Держатель и корпус паяльника термоизолированы.

Мощные аппараты нужно только для труб большого сечения – от 1,7-2 кВт, но ими пользуются профессионалы. Домашнему мастеру подойдет универсальный и достаточно легкий аппарат, работающий с 2-3 типоразмера насадок.
Как правильно выбрать?
Выбор прибора зависит от нескольких критериев:
- тип и диаметр соединяемых труб, с которыми чаще всего работает мастер;
- объем выполняемых работ.
Средняя мощность паяльников – 1 кВт, позволяющая легко справляться с пайкой труб диаметром до 50 мм. Для соединения фрагментов большего диаметра или с более толстыми стенками необходимо выбирать приспособления мощнее – 1,5-2 кВт.
Специалисты рекомендуют выбирать более мощные аппараты 1,5-1,7 кВт с гибким терморегулятором. Возможность настройки температуры нагрева сделает устройство более функциональным и производительным для работы и с тонкими, и с толстыми трубами.
Производители паяльников для труб
Многие покупатели при выборе подходящего инструмента для монтажа пластиковых труб смотрят и на страну-производителя. На рынке специального оборудования сложились устойчивые представления о качестве продукции европейских, российских и китайских производителей. В России чаще всего можно увидеть паяльные аппараты для труб производства Чехии, Турции, РФ и Китая.
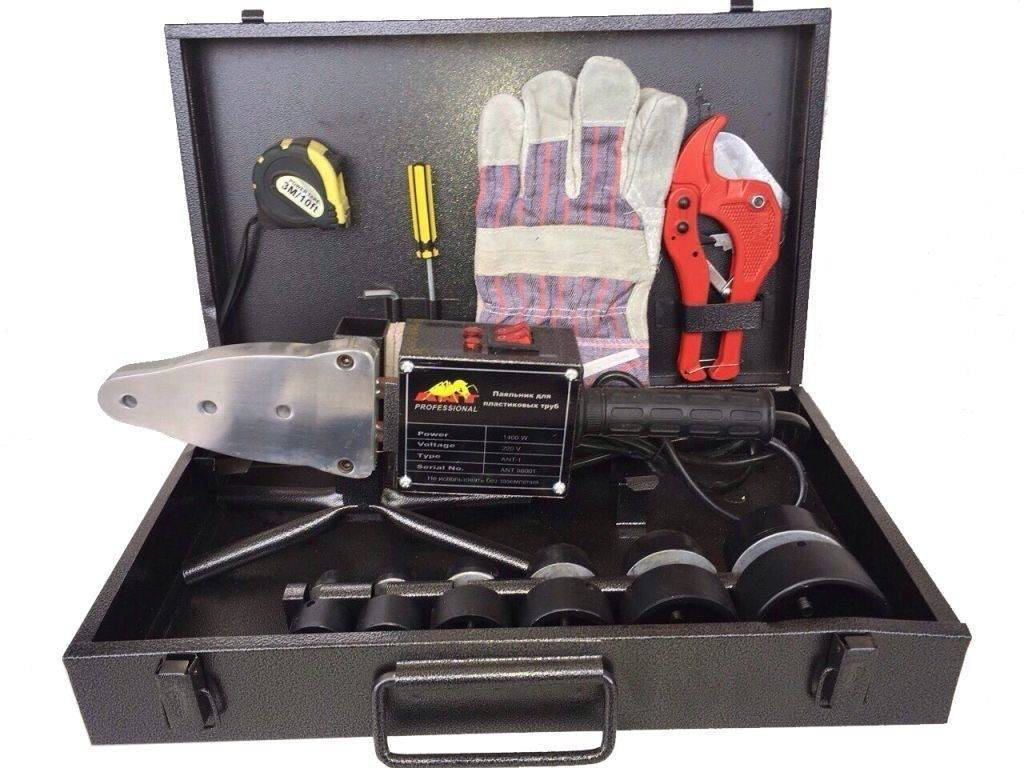
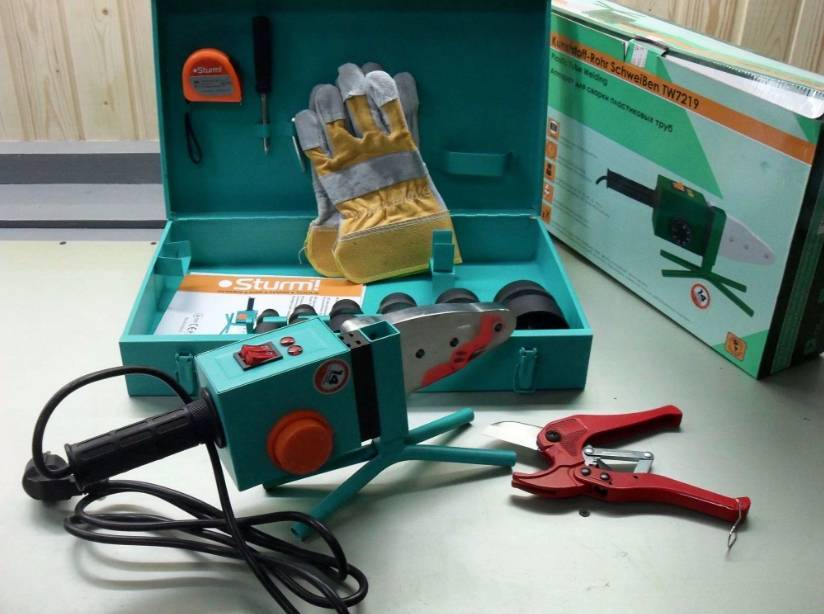
Самыми дорогими считаются чешские паяльники (SPK), чья стоимость превышает 7 тысяч рублей. Но цена оправдывает себя за счёт богатой комплектации и технических параметров изделий. Так, чешский паяльник SPK ER-03 при номинальной мощности 2000 Вт может нагревать насадки до 320°С. Вместе с утюгом в наборе идут три комплекта насадок, ножницы-труборезы, отвёртка, рулетка и даже защитные перчатки.

Российские паяльники для пластиковых труб в два раза дешевле чешских, будучи равными в мощности, но уступая европейским аналогам в степени защиты оболочки IP. Например, отечественный паяльник WESTER имеет в наборе шесть комплектов насадок, работая на максимальной мощности до 1500 Вт. В наборе также есть все необходимые режущие и измерительные инструменты и средства индивидуальной защиты.
Какой паяльник для полипропиленовых труб лучше купить
Все аппараты для сварки пластиковых труб имеют нагревательные элементы и матрицы, куда помещаются торцы трубы и фитинга. В них заготовки нагреваются и соединяются между собой, создавая герметичный круговой шов за считанные секунды.
Основными параметрами выбора инструмента являются:
- Мощность. Варьирует от 600 до 2000 Вт и влияет на скорость нагрева пластика и производительность — чем показатель выше, тем быстрее получится выполнить работу.
- Количество насадок и их диаметр. От этого зависит трубы какого диаметра можно будет соединять посредством сварочного аппарата.
- Регулировка температуры. Облегчает настройку при работе с полипропиленом разных производителей, у которых температура плавления колеблется от 220 до 260 градусов. Улучшает использование паяльника в зависимости от времени года — особенно зимой, когда пластик более холодный.
Но для различных видов работ важно правильно выбрать форму паяльника. Их бывает всего две
Мечевидные аппараты
Имеют удлиненную пластину, в форме широкого меча, на которой болтами закреплены насадки. Температура от пластины передается на матрицы. Эти паяльники еще называют утюжками из-за формы нагревательного элемента.









Такие модели больше рассчитаны на стационарную работу на столе. Сварочный аппарат хорош для работы в незагроможденных местах, куда удобно подлезть мечевидной конструкцией. Еще за счет возможности установить одновременно сразу несколько пар матриц он удобен для сварки полипропиленовых труб разных диаметров.
Цилиндрические аппараты
Эта разновидность паяльников для полипропиленовых труб имеет нагревательный элемент в виде цилиндра. Насадки надеваются на него с торца и прижимаются болтами по краям, входящим в их конструкцию. Степень удаленности матрицы от края цилиндра ничем не ограничена (нет конкретного посадочного отверстия), поэтому можно выставить любое расстояние для пайки труб у самой стены. Корпус инструмента продолжает цилиндрическую форму, что делает его гораздо компактнее других моделей.
Такие сварочные аппараты для пластиковых труб лучшие в случае сложной развязки коммуникаций: разветвления в котельной, подсоединение теплых полов к коллектору, пайка в узких нишах и т. д. Благодаря тонкой форме аппаратом удобно добираться в ограниченные места и поворачивать его в разные стороны, чтобы выполнить стык труб уже присоединенных одной стороной к системе. Но при желании им можно работать и стационарно, для чего производителем предусмотрена небольшая откидная пластина-подставка.
Инструмент для пайки
Рассмотрим инструмент, который необходимо приобрести для начала радиолюбительской деятельности, для монтажа/демонтажа электронных компонентов.
Кусачки (бокорезы) – они обязательны для работы, ими удобно формовать лишние выводы, откусывать и зачищать лишние выводы.
Плоскогубцы – для обжатия/поджатия элементов радиоэлектроники. Если плоскогубцы с удлиненной рабочей частью, ими можно пользоваться как пинцетом. Очень удобно, если что-то нужно выдернуть с платы, что-то окрутить, придержать гайку, болт.Скальпель технический со сменными лезвиями (некоторые используют медицинские или ножи) для зачистки проводов, дороже от лака, отрезания.
Оловоотсос, который представляет собой шприц обратного действия. Если шприц выдавливает, то этот, наоборот, втягивает. Для снятия лишнего припоя с контактов и контактных дорожек , выпайки элементов. Для тех же целей можно использовать специальную медную оплетку, которая впитывает под действием капиллярных сил расплавленный припой. Оплетка – вещь одноразовая, которая заканчивается и выкидывается (чистить ее не получится). В отличие от оловоотсоса, который разбирается и из него можно вынуть снятый припой, закрутить обратно и снова использовать. Т.е. это универсальный инструмент многоразового использования. Если вы что-то не так припаяли можно эту пайку снять и заново все перепаять.
Есть электрический оловоотсос, который чем -то напоминает паяльник и запитывается от сети 220Вт. Он насаживается на припаянный к печатной плате вывод и под своим теплом, расплавляя припой, втягивает его в свой корпус.
Но для начинающих вполне хватит оплетки и обычного оловоотсоса.
Этот набор необходим и обязателен к применению для начала паяльных работ радиолюбительской практики, без него не обойтись ни в одном ремонте, тем более при сборке собственных конструкторов и сложных устройств.
Третья рука (механическая рука, держатель) — своеобразный помощник, рекомендуем у применению. Состоит из:
• штатива, который включает в себя зажимы в виде «крокодилов», в них можно зажимать проводник, чтобы не держать его рукой.
• небольшой ванны, в которую можно класть канифоль или припой.
• держателя паяльника
Штатив у такой руки удобный, крутится во всех направлениях, регулируется по высоте.
Технология пайки пластиковых труб
Процесс пайки пластиковых труб состоит из подготовки, нагрева и соединения двух фрагментов. Перед работой трубы необходимо разметить с помощью маркера, обозначив место отреза. Убедившись, что метка поставлена правильно, необходимо с помощью трубореза отрезать край трубы
Сварочный аппарат устанавливаем на устойчивую поверхность (на стол или ровный пол).
Насадки нужного диаметра вставляем в функциональные отверстия в корпус.
Терморегулятор устанавливаем на необходимом значении (240-260°С) для труб до 50 мм.
Включаем прибор в розетку и включаем тумблер питания
Чтобы начать работу, необходимо дождаться светового сигнала индикатора на корпусе.
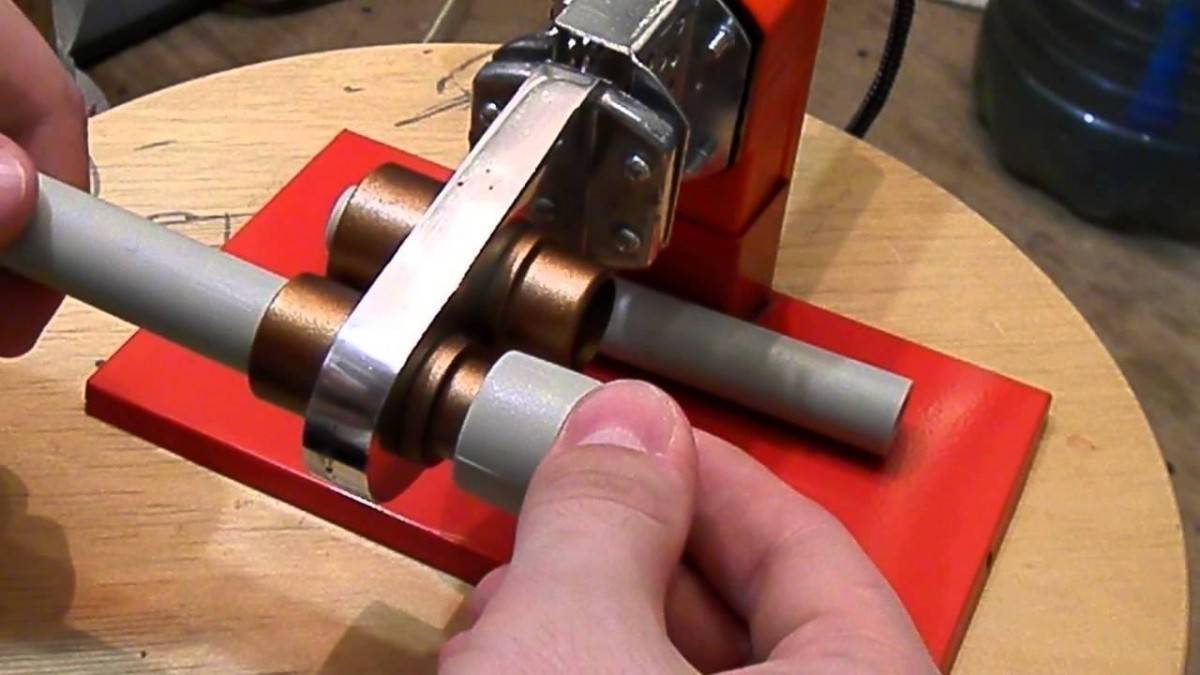
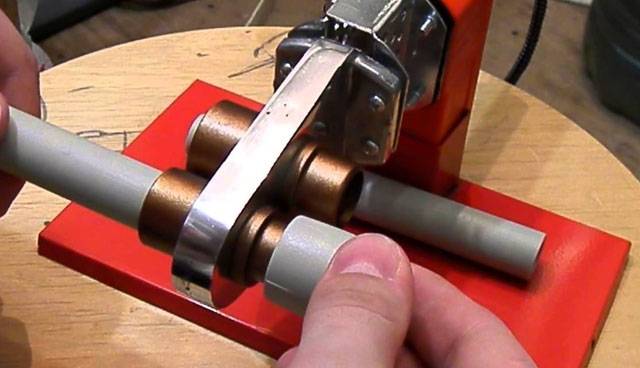
Обрезанную трубу вставляем в гильзу, а муфту надеваем на дорн.
Удерживаем трубы до необходимой температуры нагрева.
Осторожно снимаем их с паяльника и сразу же соединяем встык под прямым углом, несколько секунд удерживаем в таком положении.
Очень важно правильно выдержать время нагрева пластиковых труб. При недостаточном прогревании материала трубы просто не соединятся, а при перегреве пластик просто оплавится и трубу придётся обрезать снова
Интервал времени для нагрева труб зависит от диаметра и толщины. Для изделий сечением 16 мм достаточно 5 секунд, для 32 м – 8 секунд, для 90 мм – 40 секунд, для 160 мм – 80 секунд.
Соединение труб готово, если на нём нет видимых повреждений, трещин и вмятин. Рядом с областью совмещения двух фрагментов может образоваться кольцо из полимера, которое возникло в результате смещения верхнего слоя полипропилена. Убирать его не нужно, т.к. оно служит для дополнительной защиты стыка от влаги.
Какие параметры является основными для выбора аппарата для сварки
Основными элементами аппарата для сварки полипропиленовых труб выступает нагреватель и матрица. Они отвечают за нагрев и соединение элементов конструкции между собой, в результате чего получается шов высокого качества.
Критерии выбора инструмента для сваривания пластиковых труб:
- Мощность — от 600 до 2000 Вт. Влияет на уровень производительности, в частности на скорость нагрева полипропилена (в зависимости от диаметра изделия). Чем показатель больше, тем быстрее происходит сваривание.
- Насадки (их количество и размер) — влияет на ширину диапазона диаметров полипропиленовых труб, которые можно соединять.
- Регулировка температуры — у разных производителей полипропиленовых труб отличается температура плавления материала (может варироваться от 220 до 260 градусов по Цельсию), так же на степень нагрева может влиять температура окружающей среды (например, зимой на улице). Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.
- Защитные функции — защита от перегрева и загрязнений убережёт от случайных поломок.
При выборе паяльника надо учитывать его мобильность и безопасность, а также форму нагревательного элемента. Она бывает:
- Мечевидная (утюг) — широкая пластина напоминающая меч, с зафиксированной на ней насадкой. Такой инструмент предназначен для стационарного использования на столе.
Мечевидный паяльник называется так из-за формы пластины, которая передаёт температуру матрице. Кроме того, при установке нескольких парных матриц, возможно, сваривать полимерные трубы с разным диаметром.
Инструмент рекомендован для стационарного использования. Этим паяльником удобно сшивать в легкодоступных местах. А также, возможна установка одновременно нескольких матриц.

Мечевидные сварочные аппараты
- Цилиндрическая — элемент нагрева в форме цилиндра. Рекомендуется для сварки при сложной развязке ПВХ трубопровода. Возможна стационарная работа, для этого в комплекте есть подставка.
Насадки на таких паяльниках цилиндрической формы, устанавливаются с торца, и крепятся на болты. Так как, удалённость матрицы от начала цилиндра не имеет ограничений, то пайку трубы можно производить в самых трудных местах, например, около стены.
Возможно производить работы на различных участках открытого трубопровода, и в стационаре.

Цилиндрический сварочный аппарат
О типовых конструкциях
Держатели и нагревательные элементы размещаются внутри. Держатель изолирован, что позволяет сохранять одно положение инструмента во время работы. Нагревательный элемент отвечает за процесс плавления. Конструкция у всех аппаратов для сварки примерно одинаковая.









Если требуется сварка труб больших диаметров – берутся приспособления с довольно сложной системой, позволяющей управлять процессом пайки
Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут полностью расплавиться
Конструкции часто снабжаются защитными функциями, с помощью которых регулируется не только температура на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинг.
Температура вместе со временем привязываются к толщине стенке муфты и диаметру изделия.

Как правильно выбрать насадки
- Для паяльников с меньшей производительностью надо выбрать меньший диаметр, которым обладает насадка. Маломощные приборы просто не способны прогреть слишком большие насадки. Перед покупкой паяльника надо убедиться в том, что эти два элемента в комплекте соответствуют друг другу.
- Специалисты рекомендуют при выборе учитывать свои личные потребности. Профессиональным мастерам надо работать с насадками и с 10, и со 110 миллиметрами. В домашних условиях в основном интерес представляют только три варианта – 16, 24 и 32 мм. В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.
- Важен и материал изготовления. Тефлоновое покрытие и хорошая теплопроводность – наиболее актуальные требования.

Чем больше насадок, тем лучше. Правда, стоит учесть, что цена растёт вместе с увеличением их размера.
Как паять пластиковые трубы
Суть сварочных работ по пластику заключается в процессе правильной пайки. Пайкой сваривается полностью весь трубопровод, включая запорную арматуру, предохранительные устройства и контрольно измерительные приборы.
Используют несколько способов:
- Диффузионный способ выполняется за счет сильного нагрева и сдавливания соединительных деталей конструкции.
- Пайка электрофитингом представляет собой применение фитингов с нагревательными элементами. Именно под воздействием электрического тока на эти элементы происходит сплавление пластиковых частей.
- Скрепление методом холодного жима выполняется без нагрева, с помощью добавления в места контакта пластика специального припоя.
Перечисленные способы используются в зависимости от типа материала и условий конструкции. Самым распространенным и общедоступным является способ пайки пластиковых труб посредством нагревания и сдавливания, как в диффузном способе.
Кратко о сварочном аппарате
Приступая к сварочным работам по пластику способом пайки, необходимо сначала ознакомится с работой сварочного аппарата.
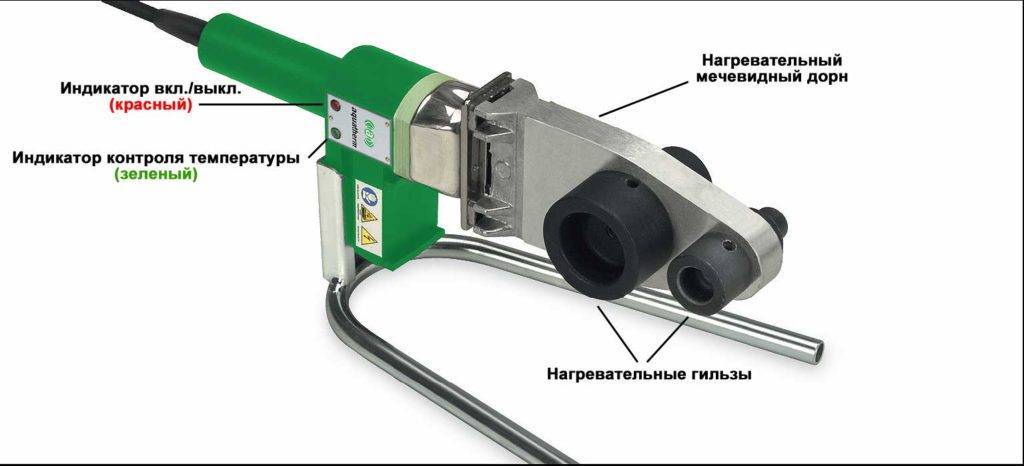
Прибор нагревает пластиковые контактные части при прикосновении к нагревательному элементу, и называется подошва. Для удобства использования на подошве имеется специальные крепления для разных насадок. Весь корпус выполнен из крепких металлических частей. Для управления температурой нагрева на устройства есть регулятор выставления требуемой температуры, индикаторы включения и выключения прибора, индикатор контроля достижения требуемого значения.
Задавая вопросом, как выбрать качественный сварочный аппарат, нужно знать некоторые моменты. Устройство должно быть выполнено из хороших материалов. Подошва иметь мечевидную форму, позволяющую комфортно работать с несколькими насадками. Комплектация прибора предусмотрена удобным металлическим ящиком, с набором основных наконечников. Масса прибора не должна быть более 5 килограмм.
Процесс пайки труб
Настраивая сварочный аппарат важно знать о температурных режимах необходимых для пайки пластиковых труб значение равное 260С, а для соединения полиэтиленовых необходимо установить 220С. Правильно настроенный прибор обеспечит работу по сварке пластиковых труб своими руками в разных условиях, включая и на сваривании весу
- Для подготовки к началу пайки необходимо нарезать отрезки труб и подготовить правильных размеров фитинги.
- Установить аппарат на подставку, включить в электрическую сеть для нагревания подошвы, предварительно установив необходимую температуру на регуляторе.
- Заранее закрепить насадки на подошве нужного размера в последовательность их использования.
- Отметить глубину фитинга и сделать отметку на трубе Получив необходимого опыта, возможно, эти отметки потом не пригодятся.
- Участок, отмеченный на фитинге и трубе должен быть обезжиренным. Обе части для спаивания одновременно одеваются на насадки и нагреваются до требуемой температуры.
- После нагрева пластиковые части аккуратно вставляются, удерживаются до полного скрепления.
Полипропилен или металлопластик — что лучше для водоснабжения
Выбирая материалы для водопровода, рассмотрим достоинства и недостатки данной продукции при использовании по назначению. Чтобы определить что лучше для водопровода — полипропилен или металлопластик, нужно рассмотреть технические характеристики и свойства материалов.
Смотреть видео
Какая труба лучше: ППР, полиэтилен или металлопластик?
Watch this video on YouTube
Исходя из этого можно будет обоснованно принять решение, что лучше выбрать.
Металлопластик
Планируя использовать такой вид продукции, следует учитывать следующие обстоятельства:
- Внутренняя поверхность металлопластиковых труб изготавливается из сшитого полиэтилена пищевого назначения, что позволяет передавать по ним питьевую воду.
- Следующий слой состоит из клеевого состава, упрочняющего конструкцию.
- Алюминиевая фольга служит как упрочняющим, так и герметизирующим слоем, поскольку ее края при монтаже свариваются лазером. Это также представляет собой кислородную защиту для передаваемой жидкости.
- Далее следует еще один упрочняющий клеевой слой.
- Наружная поверхность защищается толстым слоем полиэтилена.
Благодаря такому устройству изделие становится очень прочным, оставаясь одновременно достаточно пластичным, чтобы можно было формировать маркированные сети любой степени сложности. Срок службы такой системы декларируется изготовителем не менее 50 лет
При этом важно приобрести качественную продукцию известного производителя, подтвержденную сертификатами качества
Одновременно изделия из металлопластика имеют некоторые недостатки, выражающиеся следующими обстоятельствами:
- ограничение по температуре составляет не более 75 градусов, что сужает область их применения;
- максимальное давление водопроводной сети не должно превышать 10 атмосфер, иначе может произойти разгерметизация трубопровода;
- основным недостатком водопроводов из металлопластика является широкое применение резьбовых соединений при монтаже, основным недостатком является необходимость регулярного обслуживании системы на предмет обнаружения с устранением протечек;
- такие разводки не рекомендуется прятать внутри стены, чтобы не пришлось вскрывать поверхность в поисках возможной протечки;
- необходимость в использовании уплотняющих материалов в процессе монтажа сетей.
Полипропиленовые трубы
Но все-таки следует признать более высокую популярность изделий из полипропилена. Причиной тому можно считать следующие обстоятельства:
- В сетях водоснабжения материалы не выделяют вредных веществ.
- Рабочая температура транспортируемой жидкости может составлять до 95 градусов с возможностью кратковременного повышения до 110. Поэтому полипропиленовые трубы для горячего водоснабжения и отопления надежнее металлопластиковых.
Диаметры полипропиленовых труб для водоснабжения позволяют создавать сети с размером в диапазоне от 16 до 110 миллиметров. То есть, их можно прокладывать как на наружных, так и внутренних конструкциях. Гомологический ряд размеров представлен следующими показателями: 10 – 16 – 20 – 25 – 32 – 40 – 50 – 63 – 75 – 90 – 110 миллиметров. Стандартная длина составляет 6 метров.









- Максимальное давление водопровода из полипропилена может составлять до 20 атмосфер.
- При качественно монтаже не происходят протечки жидкости или разгерметизация сети.
- Устойчивость к низким температурам, позволяющая применять при устройстве наружного водопровода открытого вида. Эластичность материала компенсирует изменение объема даже во время замерзания воды.
Но главным преимуществом изделий из такого материала является их значительно более низкая цена по сравнению с другими видами продукции.
К недостаткам полипропиленовых труб относят особенность материала при температуре +140 градусов размягчаться, а при достижении +170 – изделие просто оплывает. При нагревании они способны значительно удлиняться и провисать.
Важно значение для полипропилена имеет качество исходного материала. От этого показателя зависит долговечность, а также надежность изделий
К сожалению, проконтролировать качество в бытовых условиях невозможно.
Смотреть видео
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Watch this video on YouTube
Что лучше, полипропилен или металлопластик для водопровода – решать пользователю этими системами. И выбор зависит от многих факторов, которые приведены выше, но если кратко подвести итог, то для горячего водопровода идеально подойдет полипропилен, а для холодного водоснабжения – металлопластиковые трубы.
Технология пайки пластиковых труб
Перед тем, как приступить к пайке пластиковых труб, стоит прочитать соответствующую инструкцию. Не будет лишним просмотр тематических видео, чтобы понять, как паять пластиковые трубы правильно. Конечно, до начала работ нужно подготовить все необходимые материалы и оборудование.

Последовательность действий, необходимых для пайки пластиковых труб, выглядит следующим образом:
- Сначала паяльник подключается к сети и разогревается до рабочей температуры.
- Трубы, которые необходимо соединить, подготавливаются и должным образом обрабатываются.
- Подготовленные трубы вставляются в разъемы паяльника и нагреваются до тех пор, пока пластик не станет мягким.
- Размягченные трубы быстрым и уверенным движением прижимаются друг к другу под необходимым углом.
- В таком состоянии трубы удерживаются до тех пор, пока соединение не затвердеет.
Если расписать технологию пайки труб более подробно, то получится следующая схема:
- Сначала в паяльник закручиваются насадки, диаметр которых соответствует диаметру соединяемых труб. Теперь паяльник готов к работе, и его можно включать в электросеть для нагрева.
- Трубы подготавливаются к пайке, для чего их нужно нарезать на подходящие куски, зачистить края при помощи мелкой наждачной бумаги и обезжирить.
- Далее обе трубы (или труба и фитинг) вставляются в насадки паяльника и нагреваются. В течение всего процесса детали должны плотно держаться в разъемах. Засекать время, потраченное на нагрев, нужно с того момента, когда обе детали плотно встанут на свои места. Прокручивать детали, уже стоящие на насадках, нельзя – это зачастую приводит к деформации труб и ослаблению шва.
- После истечения времени, необходимого для нагрева, обе детали извлекаются из разъемов паяльника и плотно прижимаются друг к другу. При совмещении детали нельзя прокручивать.
- На остывание шва обычно уходит около 30 секунд, и все это время детали должны находиться в неподвижном состоянии. По прошествии этого времени спаянные швы закрываются от различных внешних факторов и оставляются до полного застывания, для которого требуется около 1 часа.
Какой паяльник лучше: критерии выбора
Чтобы выполнить монтаж или ремонт водопровода, отопления без проблем и получить работоспособную, надёжную и эстетичную систему, необходимо детально подойти к выбору паяльника
На что нужно обратить серьёзное внимание при выборе этого инструмента. На этот счёт есть ряд рекомендаций, выполнение которых с большой вероятностью сделает выбор правильным
Основные критерии выбора утюга выглядят следующим образом:
- Вид нагревательной платформы.
- Тепловая мощность аппарата.
- Комплектация прибора.
- Наличие терморегулятора.
- Цена и производитель.
С учётом вышеизложенного определяемся с формой нагревательного элемента. После этого можно переходить к выбору технических характеристик.
Тепловая мощность аппарата
Это важный и значимый технический параметр. От него зависит, какого диаметра пластиковые трубы могут подлежать соединению, время набора температуры и скорость ведения монтажа. Будет неправильным рассуждение, что лучшим инструментом будет тот, у которого большая мощность. Существует негласное правило, по которому выбирают мощность прибора.
В соответствии с ним минимальную мощность получаем простым арифметическим действием, т. е. диаметр трубы, которую предстоит монтировать, умножаем на 10. Например, для сварки труб диаметром 63 мм потребуется утюг мощностью не менее 630 Вт. При выполнении монтажных работ в квартире обычно используют трубы диаметром не более 63 мм.
В результате получаем значение достаточной мощности с учётом потерь в пределах 700–800 Вт. Такой диапазон важен, особенно когда работы предстоит вести при пониженной температуре.
Комплектация прибора.
Значимый показатель при выборе инструмента. Предпочтительным будет набор, где в комплекте с паяльным устройством есть насадки, применяющиеся чаще всего и другие вспомогательные элементы. Насадки с покрытием из тефлона, обеспечивают хорошую теплопроводность, легко и просто снимаются. По цвету качественное покрытие рекомендуется выбирать изделия с зеленовато-синеватым оттенком.
Для бытовых нужд домашнему мастеру потребуется иметь не более трёх насадок. Профессионалам же для работы потребуется таких изделий уже гораздо больше т. к. диапазон диаметров труб намного шире.
Наличие терморегулятора
Такой параметр не менее важен, т. к. надёжность и качество стыка зависит от способности паяльника точно удерживать заданную температуру









Особенно важно для тех, кто не имеет опыта в подобных работах. Поэтому при выборе сварочного аппарата нужно интересоваться имеется ли в изделии возможность регулировать температуру
Это позволит владельцу прибора корректировать нагрев жала и насадок при пайке.
Производители устройства и цены
Не секрет, что пока лучшими производителями этой продукции являются европейские предприятия (Германия, Чехия). В следующей подгруппе производители из Турции и России. В третьей подгруппе находятся изделия мастеров из Китая. Продукция из Европы востребована профессионалами этого дела, благодаря эксплуатационным возможностям и качеству, несмотря на высокую цену.
Изделия из Турции, России дешевле, но уступают немецким и чешским по функциональным характеристикам. Китайские паяльники наиболее дешёвые, качественный показатель этих изделий невысок, но при соблюдении правил эксплуатации способны выдержать гарантийный срок.





