

Гидроножницы фото.
В разделе гидроножницы фото опубликованы фотографии гидравлических ножниц для экскаватора применяемых при демонтаже строительных конструкций из металла, бетона, железобетона, включая модели для резки и разделки металлолома.
| Фото гидроножницы MS-500 Delta Engineering Group, Co, Ltd, Корея | Фото гидроножницы MS-2000 Delta Engineering Group, Co, Ltd, Корея | Фото гидроножницы MS-3000 Delta Engineering Group, Co, Ltd, Корея |
| Масса ножниц, кг- 500 Развиваемое усилие, т- 152 Раскрытие челюстей, мм- 288 Вес экскаватора, т- 4…8 | Масса ножниц, кг- 2000 Развиваемое усилие, т- 172 Раскрытие челюстей, мм- 522 Вес экскаватора, т- 18…26 | Масса ножниц, кг- 2450 Развиваемое усилие, т- 256 Раскрытие челюстей, мм- 571 Вес экскаватора, т- 26…32 |
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
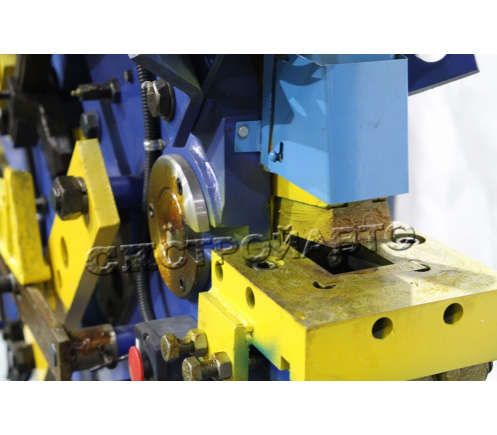
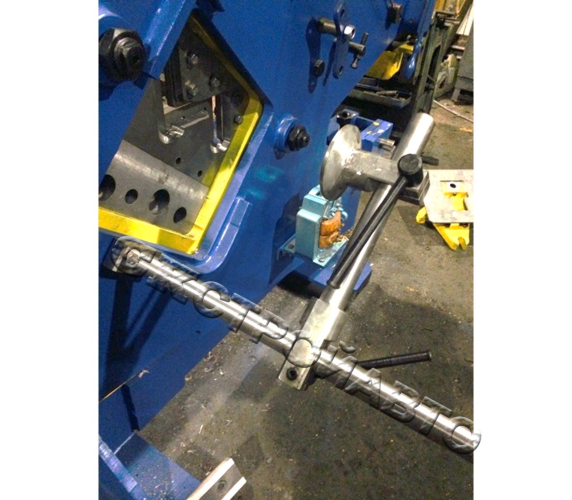
Крепление инструмента (ножей) комбинированных пресс-ножниц НВ5222
Крепление ножей для резки листового металла на нв5222
Крепление ножей сортовой секции на нв5222
Крепление ножей зарубочного устройства на нв5222
Крепление дыропробивного инструмента на нв5222
Крепление ножей резки уголка, круга, квадрата на нв5222
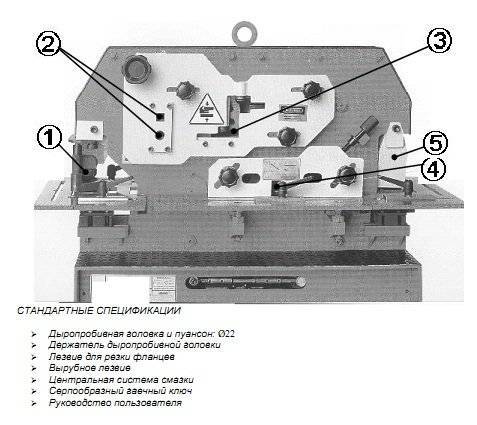
Особенности работы пресса НВ5222 для пробивки отверстий
- Перед началом работы на прессе НВ5222 закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала. После центрирования рукоятку верните в верхнее положение. После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Виды
Ножницы по металлу бывают следующих видов:
- Станки для резки — высокомощное стационарное оборудование, гидравлический привод которого подключён к компрессору. Позволяют выполнять все виды нарезки металлических деталей любой сложности, а также делать вырубку.
- Ручные гидравлические ножницы — компактный инструмент, позволяющий выполнять резку тонких листов стали, прутков, арматуры. Неприхотливы в работе, просты в обслуживании.
- Гильотинные — подходят по мощности и компактным размерам для использования в мастерских либо мелком производстве металлических изделий. Позволяют выполнять быструю резку, формировать ровные швы.
Рычажные и гильотинные инструменты применяются только для резания вдоль прямой линии. Для резки деталей сложной формы подходят ручные ножницы.
По расположению лезвий:
- Правые. Имеют зелёную маркировку. Предназначены для работы левой рукой и создания правого изгиба. При резании под заготовку уходит правое лезвие.
- Левые. Маркируются красным цветом. При раскрое металлических листов под заготовку уходит левое лезвие.
По типу лезвий:
- симметричные;
- несимметричные.
Несимметричные конструкции в два раза дороже симметричных, поэтому их в продаже найти достаточно сложно. При работе они достаточно удобные, поскольку позволяют лучше контролировать срез, и их удобнее фиксировать в пространстве.





По технологии изготовления:
- литые — отличаются невысокой прочностью, малой надёжностью, достаточно быстрым стачиванием лезвий;
- кованые — износостойкие, прочные, универсальные в применении, имеют длительный срок службы.
По форме конструкции:
- открытые;
- кромочные;
- гильотинные.
По направлению резания:
- проходные;
- фигурные;
- универсальные.
Гильотинные ножницы по металлу
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.
Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.
Маркировка
Для обозначения модели пресс-ножниц по металлу применяется специальная маркировка:
- Н — пресс-ножницы;
- Буква или буквенное сочетание после основной «Н» указывает на модификации базовой модели.
- За буквами следуют цифры: первая указывает тип привода ножниц, вторая — на технические особенности оборудования. Две последних цифры соответствуют номинальному усилию в тс.
Базовая линейка инструмента основана на предпочтительном ряде чисел. Технические характеристики определяются с помощью таблицы.
| Последние две цифры в названии модели ножниц | Номинальное усилие,тс |
| 22 | 25 |
| 24 | 31,5 |
| 26 | 40 |
| 27 | 50 |
| 28 | 63 |
| 29 | 80 |
| 30 | 100 |
| 31 | 125 |
| 32 | 160 |
| 34 | 250 |
| 36 | 400 |
| 38 | 630 |
| 40 | 1000 |
| 46 | 4000 |
Ручные гидравлические ножницы
Ручные гидравлические ножницы – незаменимый, а главное мобильный инструмент для резки метала арматуры. Широко применяются в строительстве, в сносе зданий, а также спасателями для извлечения пострадавших из искорёженного автомобиля.
Ручные гидравлические ножницы
Устройство и принцип работы
Устройство ручных гидравлических ножниц для резки метала напоминает обычные ножницы но несколько отличается от них тем что, в привычной модели мы передаем механическую силу от руки сразу на режущий агрегат.
Здесь же наша механическая сила преобразуется в гидравлическую, и только потом подается на режущие лезвия. Ручкой мы качаем насос которой создает давление в результате чего ножницы сдвигаются и собственно режут.
Основные принципы устройства:
Устройство ручных гидравлических ножниц
- Исполнение режущей части. Два основных открытый кромочный и гильотинный. Оба представлены на рисунке. Кромочный применяется для резки листов метала, а гильотинный для резки проводов и пучков кабелей.
- Функции режущей части. Есть агрегаты, в которых режущая часть крутится относительно привода и ручек, что делает ножницы более практичными в использовании.
- Габариты. Устройство обладает весьма большими габаритами, происходит это из-за того, что оно оборудовано гидроприводом, его установку выполняют на неподвижной ручке гидравлических ножниц. Габариты агрегата прямо пропорциональны длине штока гидропривода.
- Подача давления. Также имеет 2 вида комплектации. Первая это встроенный плунжерный насос, который работает от мускульной силы оператора. Второе, это внешняя компрессорная станция.
Технические характеристики
Ручные гидравлические ножницы имеют ряд характеристик, которые стоит учитывать при их эксплуатации. Эти параметры можно увидеть в техническом паспорте устройства.
Характеристики гидравлических ножниц:
- Предельная величина силы разреза или тяги, измеряется в Ньютонах и Тоннах;
- Промежуток между режущими элементами, в мм;
- Предельная режущая величина. Указывает максимальную толщину листа либо диаметр прутка которые можно разрезать за одну итерацию.
- Размеры и вес агрегата.
Условия применения
Заметка: Прежде чем приступать к работе всегда следует прочитать технический паспорт и проверить уровень гидравлического масла в приводе.
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Возможные неисправности
- Не создается необходимое давление в инструменте.
- Возможно у вас недостаточное количество масла в инструменте и его следует долить;
- Засорение гидравлической системы, следует заменить масло;
- Не закрыт рычаг сброса давления соответственно его следует закрыть;
- Шток не встает в начальное положение.
- Износилась обратная система, потребуется замена возвратной пружины;
- Подтеки масла
- Уплотнители пришли в негодность и их следует заменить
Распространенные модели
Рассмотрим несколько самых распространённых моделей ручных гидравлических ножниц по металлу и их технические характеристики.
Ножницы НРГ 53
Основное назначение: Для резки кабелей и твердых металлов.
https://youtube.com/watch?v=8tbWJfr–UA







Технические характеристики НРГ 53:
Технические характеристики ножниц НРГ 53
Ножницы НРГ 85
Основное назначение: Резка проводов АС, СИП-3, стальных канатов, тросов, прутков из низко углеродной стали, бронированного и телефонного кабеля.
Технические характеристики:
Технические характеристики гидравлических ножниц НРГ-65 и НРГ-85
Ножницы СТ40 и СТ20
Основное назначение: Режущая способность до 40 мм, широкий спектр металлов, которые они режут.
Гидравлические ножницы CT-40
Технические характеристики:
Технические характеристики ножниц СТ20 и СТ40 Ручные гидравлические ножницы Ссылка на основную публикацию
Эксплуатация
Для более эффективного, безопасного использования комбинированных ножниц нужно придерживаться ряда эксплуатационных правил:
- Поскольку пресс не работает в ударном режиме, не нужно создавать сверхпрочное основание для его установки.
- Прочные виды металлов, толстые листы рекомендуется нагревать до 200 градусов перед разрезанием, чтобы не испортить ножи.
- Дыропробивной пресс требует особой настройки, чтобы не браковать заготовки. Для этого между заготовкой и направляющими съемника устанавливают большие зазоры.
- Запускать рабочий механизм с помощью педали расположенной на нижней части установки.
- Если техника располагается на улице, над ней следует построить влагозащитный козырек. На зиму прятать в помещение.
- Не пытаться разрезать детали большой толщины без их предварительной подготовки.
- Отключать питание, если металл зажевало лезвиями.
- Нужно менять оснастку при изменении обрабатываемого материала, его формы, толщины.
- На моделях с ЧПУ должен работать оператор, которые имеет практический опыт настройки программного обеспечения, создания алгоритмов.
Нельзя забывать, что ножи со временем тупятся, требуют переточки. Дополнительно нужно использовать защитные перчатки, чтобы не порезать руки о кромки металлических листов, очки для зашиты глаз.
Пресс ножницы по металлу — популярный вид оборудования, применяемый на металлургических заводах. Принцип работы инструмента заключается в том, что острые ножи разрезают заготовки под силой давления. Грубой деформации не происходит благодаря отсутствию ударного воздействия. Для частных мастерских актуальны компактные модели, работающие от усилия человека, передающегося через систему рычагов.
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
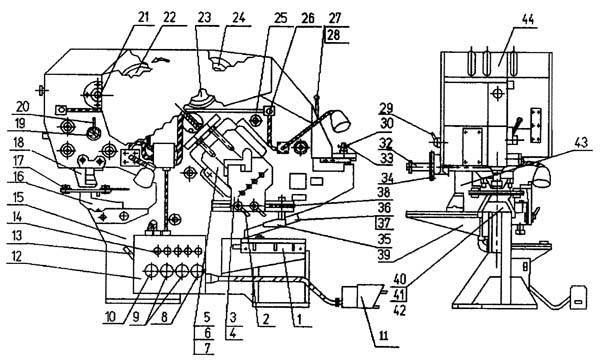
Устройство пресс-ножниц НВ5222
| 1 | Станина | НВ5222-11-001 |
| 15 | Привод | НВ5221-21-001 |
| 26 | Ползун сортовой секции | НВ5221-31-001 |
| 3 | Размещение электроаппаратов в шкафу | НВ5222-92А-001 |
| 10 | Ползун дыропробивной | НВ5222-32-001 |
| 25 | Управление сортовой секцией | НВ5222-41-001 |
| 7 | Управление дыропробивным прессом | НВ5222-42-001 |
| 23 | Прижим | НВ5221-45-001 |
| 9 | Механизм центрирования | НВ5221-47-001 |
| 20 | Прижим сортовой секции | НВ5221-51Б-001 |
| 5 | Электрооборудование | НВ5222-91А-001 |
| 28 | Инструмент листовой и зарубочный | НВ5221-62-001 |
| 6 | Стол дыропробивного пресса | НВ5223-69-001 |
| 14 | Ограждение | НВ5221-71А-001 |
| 31 | Лоток | НВ5221-69-001 |
| 16 | Нож-плита подвижная | НВ5221-63-001 |
| 17 | Нож-плита неподвижная | НВ5221-61-001 |
| 29 | Приспособление для пробивки пазов прямоугольной формы | НВ5222-53А-001 |
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
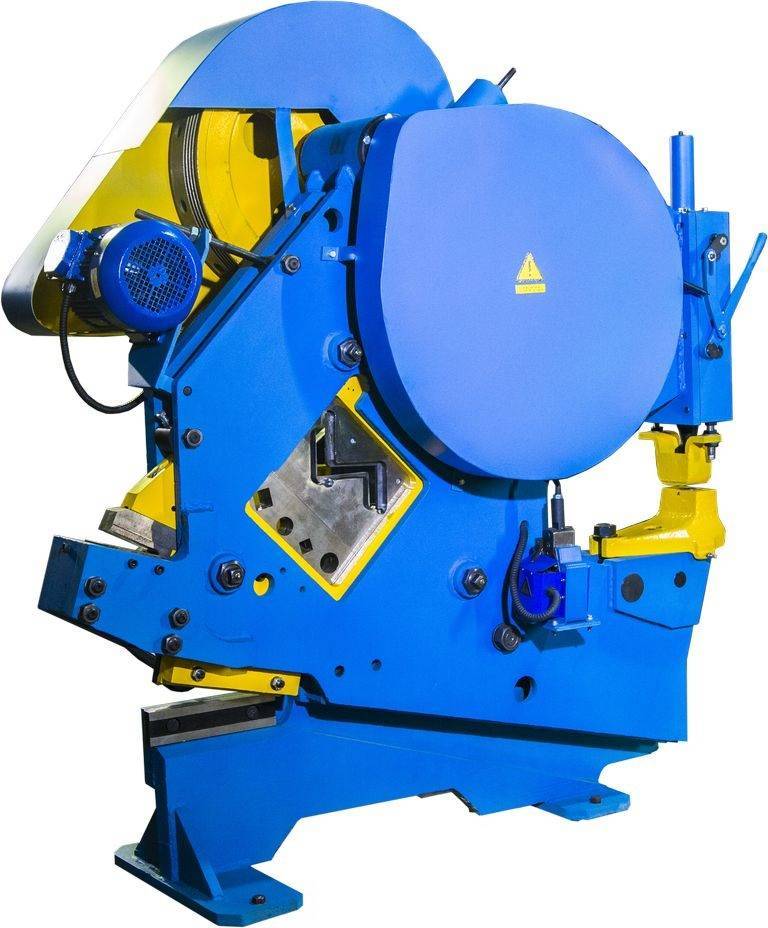
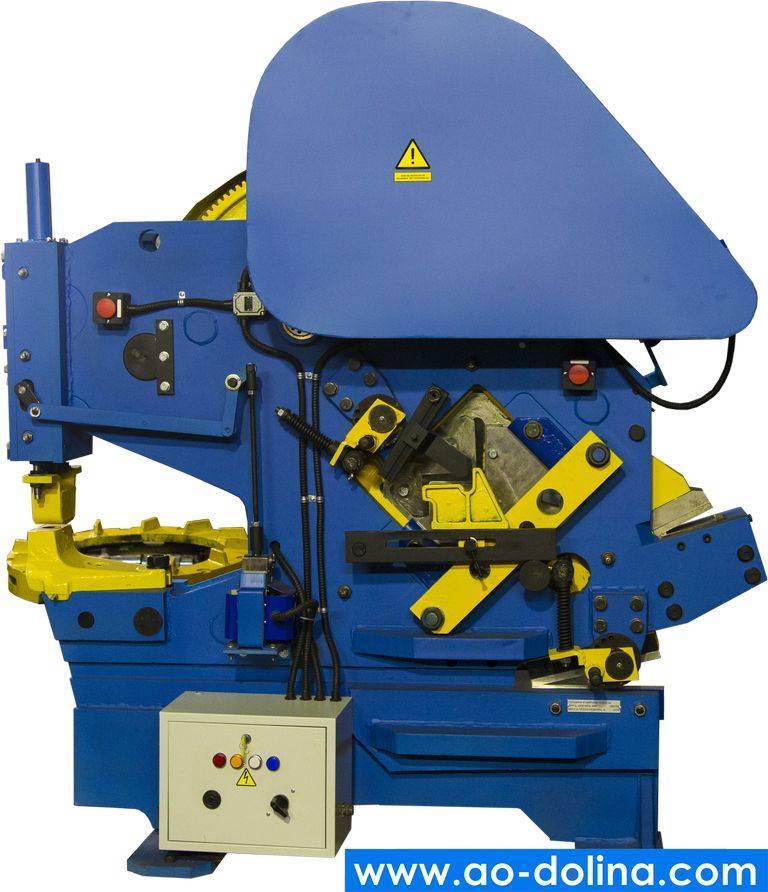
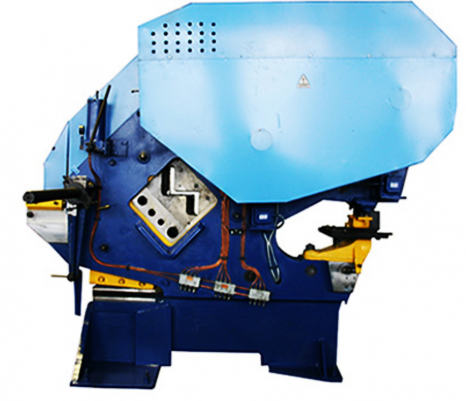
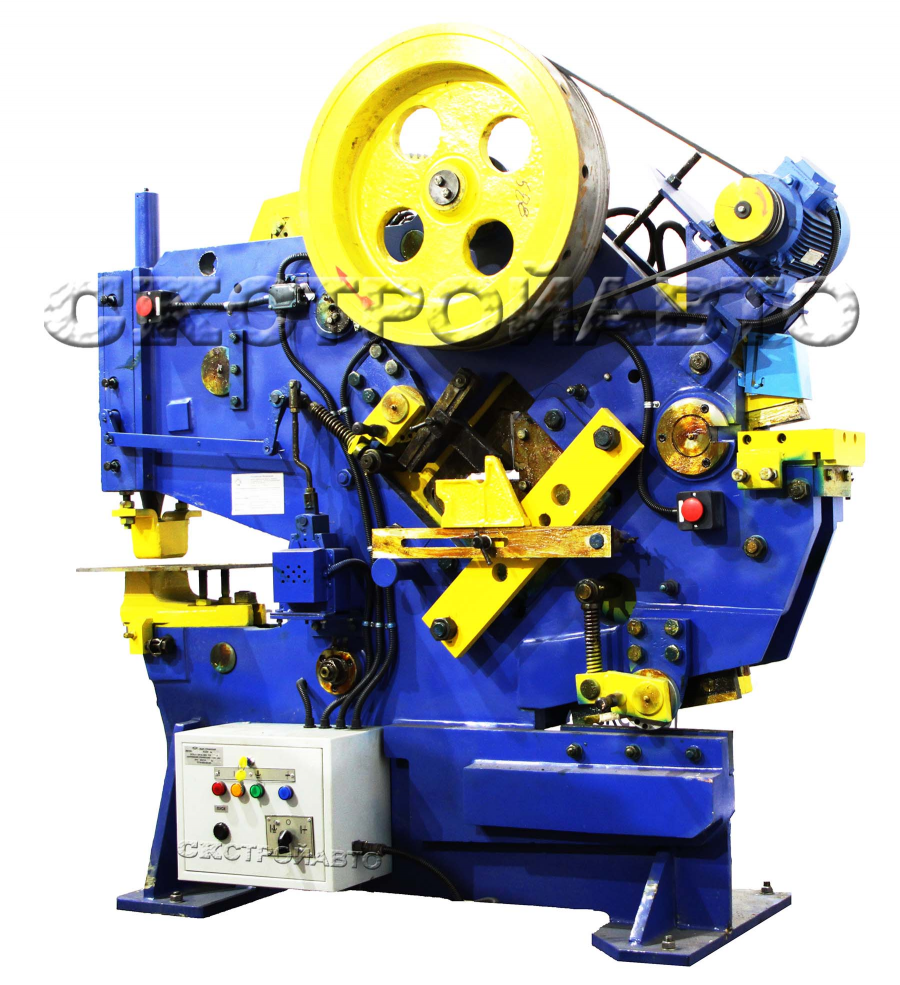
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
Основные технические характеристики регламентированы государственным стандартом.
Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.








Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Заключение
 В условиях промышленного производства приходится выполнять множество разнообразных операций, обусловленных технологией изготовления металлоконструкций. Одной из распространенных является раскрой металла, для выполнения которого чаще всего используют гильотинные ножницы. Этот инструмент обладает высокой эффективностью и точностью, хотя это можно сказать только про отдельные версии этого оборудования. Ведь каждый случай обработки металлических заготовок требует использования правильно подобранного гильотинного станка.
В условиях промышленного производства приходится выполнять множество разнообразных операций, обусловленных технологией изготовления металлоконструкций. Одной из распространенных является раскрой металла, для выполнения которого чаще всего используют гильотинные ножницы. Этот инструмент обладает высокой эффективностью и точностью, хотя это можно сказать только про отдельные версии этого оборудования. Ведь каждый случай обработки металлических заготовок требует использования правильно подобранного гильотинного станка.
Именно поэтому производители выпускают различные виды оборудования, чтобы из этого разнообразия можно было выбрать наиболее подходящий вариант с учетом особенностей и характеристик металлической заготовки, которую необходимо разрезать
И именно на эти параметры следует обращать внимание, выбирая самый высокопроизводительный и точный станок для раскроя металла





