

Содержание:
Сварочный инвертор – это современное оборудование, использование которого в процессе сварки позволяет добиться очень высокого качества работы и предоставляет сварщику возможность работать в комфортных условиях. Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
неисправности, связанные с неправильной работой электронной «начинки» аппарата
неисправности, связанные с неправильным выбором режима работы.
Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Коротко об очистке поверхности заготовки
Предварительная подготовка деталей перед проведением сварки предполагает обработку поверхности, направленную на удаления различных видов загрязнения. Это необходимо для последующего получения качественного шва и предотвращения прилипания. Для решения данной задачи применяют различные способы: механический, химический, термический, электромагнитный.
Наиболее дешёвыми и распространёнными являются механические способы очистки поверхности. В этих методах используются различные инструменты и абразивные материалы.
Чтобы электрод перестал прилипать при проведении сварочных действий, необходимо выбрать метод обработки поверхности и тщательно провести необходимые операции.
Особые электроды
К этой категории относятся электроды специального предназначения, скажем для сварки на высоком токе, поэтому требуют определенных примесей. Так вольфрамовые торированные электроды состоят из 98 % вольфрама и менее 2 % тория
Металл радиоактивен, поэтому несмотря на его малое содержание в составе электрода, обращаться с таким электродами нужно с соблюдением мер предосторожности. Хранятся такие электроды только в стальных, герметичных коробках
Вольфрамовые электроды с добавлением оксида лантана отлично заменяют торированные электроды, при этом они не обладают такой радиоактивностью. Эти электроды хорошо концентрируют дугу в нужном направлении и дают высокое качество сварного соединения.
Вольфрамовые электроды с добавлением оксида циркония отлично зарекомендовали себя для сварки на переменном токе. Их применяют в случаях, когда необходимо обеспечить надежное соединение деталей в состав, которых входит алюминий, магний, никель.
Вольфрамовые электроды с добавлением оксида иттрия характеризуются высокими показателями сварки, хорошей проводимостью тока и узконаправленной дугой. Применяются в очень ответственных конструкциях.
Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков
При выборе типа покрытия важно определиться с параметрами будущего шва. Например, к характеристикам относят допустимую силу разрыва, предельную текучесть, показатели вязкости и другие параметры
Устранение и предотвращение проблем залипания
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка материалов
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка. Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
- При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
- Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
- Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Правильная настройка оборудования
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
| Мощность электрического потока | Диаметр расходника в миллиметрах | Толщина металлического сплава (мм) |
| 25-50 | 1-2 | 1,6 |
| 40-80 | 2-3 | 2 |
| 60-100 | 2-3 | 2,5 |
| 80-160 | 3-4 | 3-4 |
| 80-160 | 3-4 | 4-5 |
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
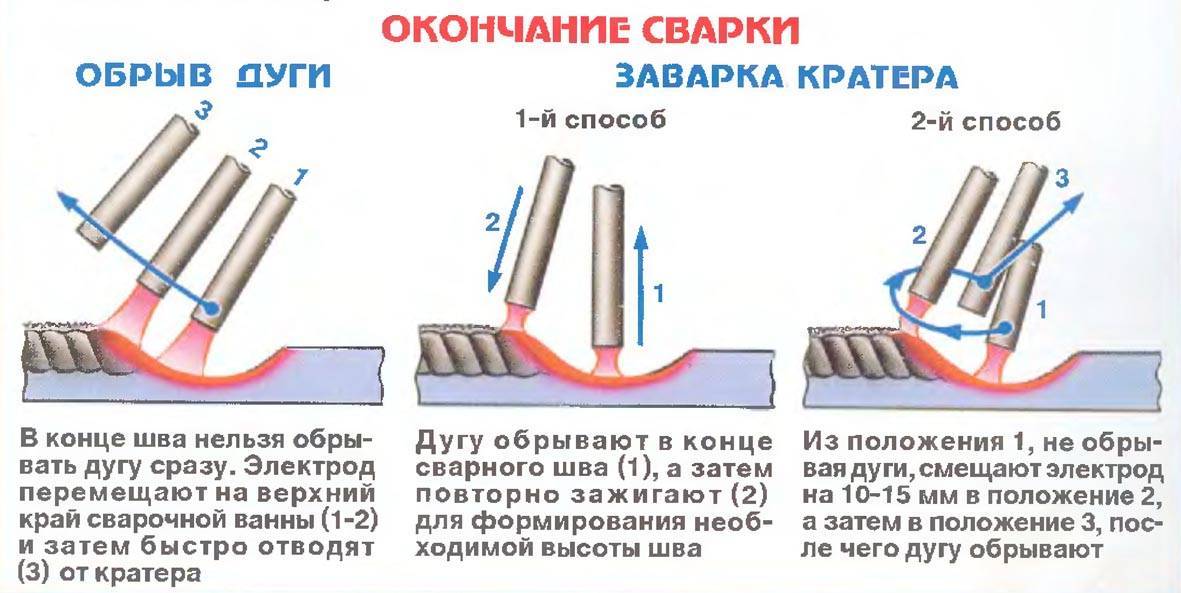
Правильное поджигание дуги
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
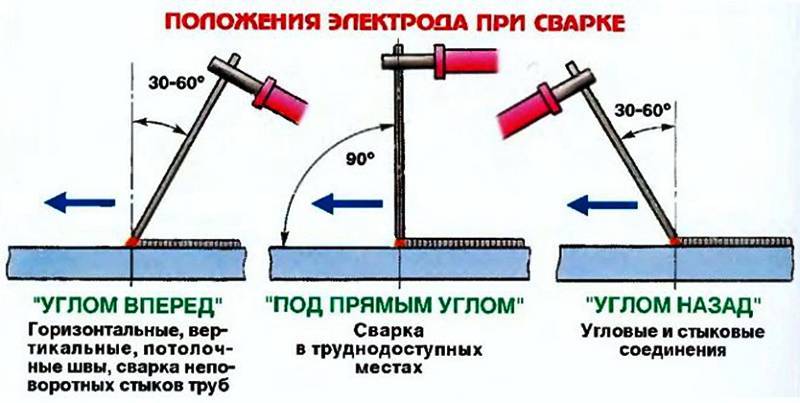
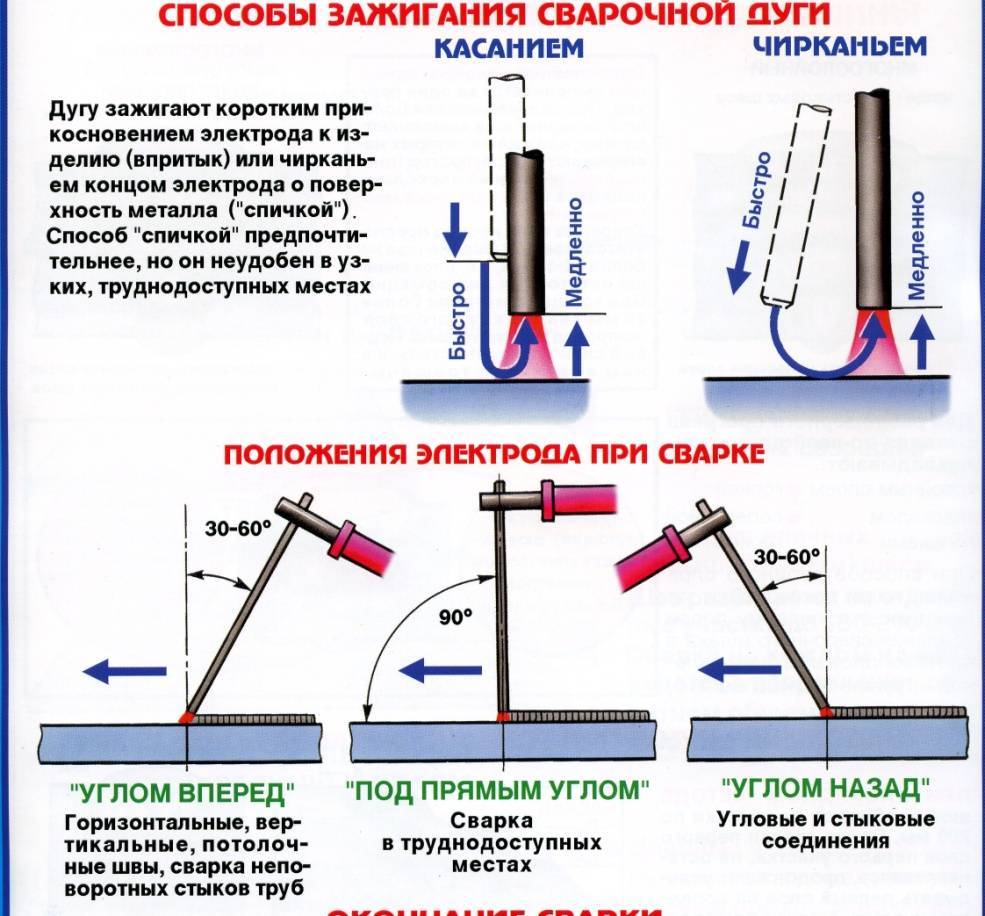
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения
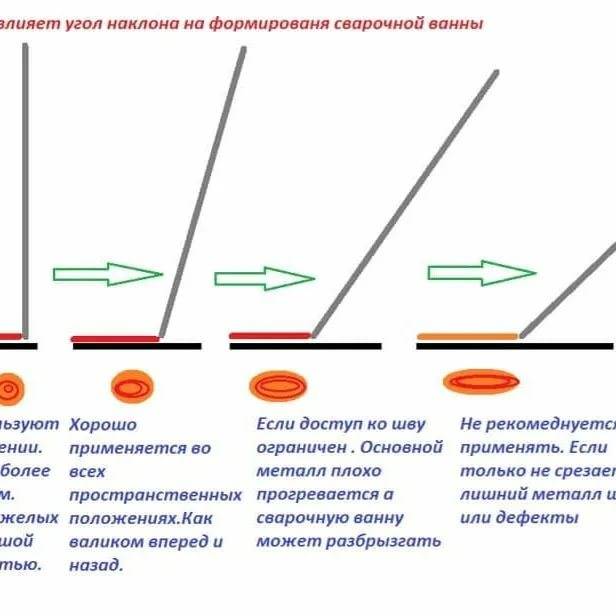
Не следует также наклонять держатель под слишком острым углом
При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным. Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата







И, наконец, важно применять правильные приемы розжига дуги
Почему ломаются инверторы?
Все поломки сварочных инверторов могут возникать по трем причинам:
- Вследствие нарушения технологии выполнения сварки. В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
- Из-за неправильного выбора места выполнения работ. При этом внутрь инвертора может попадать влага или большое количество строительной пыли с включениями металла, к которым аппараты этого типа очень чувствительны (это главное из немногочисленных слабых мест инверторов). Итогом с высокой вероятностью может стать выход из строя электронных плат.
- По причине поломки охлаждающего вентилятора. Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
Электронная «начинка» сварочного инвертора
Основные виды поломок сварочных инверторов
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
- Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
- Отсутствие дуги при включенном аппарате. В данном случае возможно повреждение кабелей или их ненадежное подключение.
- Залипание электрода. Причин этого может быть несколько: низкое напряжение в сети, неудовлетворительная подготовка (зачистка) свариваемых поверхностей, использование удлинителя большой длины (более 40 м) или малого сечения (меньше 2,5 мм2).
- Неустойчивое горение дуги и повышенное разбрызгивание металла. Чаще всего причиной этого является неправильный выбор силы сварочного тока.
- Повышенное потребление электроэнергии при отсутствии нагрузки. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
- Обрыв сварочной дуги и невозможность ее повторного зажигания. Причиной может быть замыкание проводов или пробой обмотки высокого напряжения трансформатора.
- Нарушение точности регулировки сварочного тока. Это может происходить из-за ухудшения подвижности вторичных катушек трансформатора при скоплении в нем пыли или мусора либо неисправности регулирующего винта.
- Повышенный шум во время работы трансформатора и нагрев последнего. Причин такой ситуации может быть несколько: выход из строя крепления сердечника трансформатора, ослабление болтов, стягивающих листы магнитопровода, или перегрузка трансформатора.
Ремонт сварочного инвертора
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Влияние силы тока
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.





Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготавливаем материалы
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка.
Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
- При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
- Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
- Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Приступаем к настройке оборудования
Эффективность мероприятия будет зависеть от того, как вы сможете соотнести толщину сварного материала, диаметр электрода и мощность тока. Все эти параметры отображены в таблице технического паспорта аппарата. Стоит внимательно их изучить, но в то же время и понимать, что это базовые данные и отклонения от нормы вполне допустимы при условии, что специалист имеет большой опыт и содержит устройство в полном порядке. Для каждого сырья прописаны свои параметры тока, например, для пластин, толщиной в 3 мм необходимо установить 100/120 А. Не все аппараты имеют в своей комплектации трансформатор с регулировкой
Тем, кто пользуется старыми моделями, важно переместить подключение кабеля до уровня, когда ток перестает прожигать сварную точку
Важно знать! Во избежание прожога (образование дырок) на конструкции, сделанной из тонкостенного материала или при работе с кузовами автомашин следует набраться опыта. Для этого возьмите ненужную деталь и начните сварку, где методом проб и ошибок вы подберете необходимый режим мощности аппарата, постепенно повышая силу тока
Кроме того перед началом работы стоит проверить специальным тестером напряжение в сети. Убедившись, что линия не перегружена, вы сможете приступить к реализации плана. В противном случае стоит дождаться стабилизации проблемы. Если скачки повторяются раз от раза, то приобретите стабилизатор, он поможет вам бесперебойно и спокойно осуществлять поставленную задачу.
Немаловажное значение имеет правильное сочетание кабеля массы и держателя:
- Шестнадцатижильный медный провод с наружным диаметром в 11,5 миллиметров подходит для материала с тонкой стенкой.
- Для сваривания более толстого образца подойдет 25-ти жильный кабель с отверстием 13,5 мм.
Учимся правильно создавать плазменный ствол
Если вы новичок в деле, то мы предлагаем вам простой способ, освоив который вам легко будет перейти к профессиональному методу розжига.
Для этого ведите электродом, как спичкой по коробку, у вас получится чирканье. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует расходник наклонить назад под углом в 15 градусов и быстрыми движениями вести шов по намеченной линии. Главное условие – непрерывность в работе, так как остановка даже на короткое время грозит срывом горения.



В современных аппаратах существует высокочастотный розжиг, который позволяет образовывать плазменный ствол без непосредственного касания материала. То есть при приближении расходника за счет токов высокой частоты создается дуга, что сопровождается жужжащим треском.
Мы предоставляем вам наглядное пособие, посмотрев которое вы поймете, почему липнут электроды при сварке на инверторе и что необходимо сделать для предотвращения этого:
Причины прилипания сварочных проволок
Проблема с залипанием электрода характерна для работы с трансформаторной аппаратурой, у которой нет возможности настройки режима сварки. Также она часто возникает у молодых, неопытных специалистов, работающих с инверторами.
Каковы же причины залипания во время сварки? Вот основные ошибки и факторы появления этой проблемы.
Первая причина – повышенный уровень влажности сварочного прутка. Его поверхность обработана специальной обмазкой. Это вещество склонно накапливать влагу, поступающую из окружающей среды. Хранимые без упаковки присадочные прутки быстро отсыревают. Это понижает их рабочие характеристики, что приводит к залипанию во время сварки. Вторая причина – некачественные электроды
При работе со сварочным инвертором важно правильно подобрать прутки. Склонные к экономии на расходных деталях новички берут электроды у малоизвестных компаний без подтверждения качества продукта. Такие присадочные проволоки выигрывают в цене, однако могут усложнить выполнение сварочных задач
Прутки низкого качества часто залипают в работе, сводя на нет свое преимущество. Третья причина залипания – неверная настройка оборудования. Молодые специалисты нередко игнорируют подготовительный этап работы. Приступая к сварке, они не очищают и не ровняют поверхность детали. Это нарушает контакт сварочного прутка с поверхностью металла. Сварочная дуга в такой ситуации угасает сразу после начала работы. Чтобы сварить неочищенные, непригодные для работы детали, приходится разжигать ее заново, несколько раз. В результате кончик присадочной проволоки начинает прилипать к стыку. Четвертая причина – неправильный поджиг сварочной дуги. Основной фактор появления этой проблемы – отсутствие опыта у работника. Неверный поджиг методикой постукиваний, длительная задержка края проволоки на рабочей поверхности детали приводит к перегреву металла. Электрод буквально припаивается к шву, и это не исправится, пока не будет исключена первопричина
Такие присадочные проволоки выигрывают в цене, однако могут усложнить выполнение сварочных задач. Прутки низкого качества часто залипают в работе, сводя на нет свое преимущество. Третья причина залипания – неверная настройка оборудования. Молодые специалисты нередко игнорируют подготовительный этап работы. Приступая к сварке, они не очищают и не ровняют поверхность детали. Это нарушает контакт сварочного прутка с поверхностью металла. Сварочная дуга в такой ситуации угасает сразу после начала работы. Чтобы сварить неочищенные, непригодные для работы детали, приходится разжигать ее заново, несколько раз. В результате кончик присадочной проволоки начинает прилипать к стыку. Четвертая причина – неправильный поджиг сварочной дуги. Основной фактор появления этой проблемы – отсутствие опыта у работника. Неверный поджиг методикой постукиваний, длительная задержка края проволоки на рабочей поверхности детали приводит к перегреву металла. Электрод буквально припаивается к шву, и это не исправится, пока не будет исключена первопричина.
ТОП-5 причин, почему прилипает электрод при сварке
Эксперты выделяют ряд основных причин, которые приводят к прилипанию электрода:
Нарушение условий эксплуатации и хранения электродов. Нельзя допускать повышение влажности электрода. Поскольку они обработаны специальной обмазкой, при воздействии влаги электроды способны потерять свои свойства. Именно поэтому нельзя оставлять их без упаковки и допускать проникновение влаги. В результате нарушение правил хранения приводит к залипанию.
Ошибки производства или плохое качество. Если в процесс изготовления были нарушены какие-либо правила, это может привести к деформации и низкому качеству изделия. Избегайте кустарных производителей. Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
Загрязненная поверхность деталей
При подготовке к сварке важно помнить о необходимости очистки поверхности материала от ржавчины, грязи и других загрязнений. Если упустить этот момент, есть вероятность низкого контакта электрода и металла
Следовательно, дуга быстро тухнет, и вы не можете добиться желаемого соединения. В итоге, вы начинаете поджигать электрод по несколько раз, что приводит к залипанию наконечника.
Неправильное поджигание. Типичная ошибка среди новичков. Вы можете слишком долго удерживать кончик электрода у металлической детали. В результате образовываются высокие температуры, которые практически припаивают электрод.





