

Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы. Для осуществления припаивания понадобится следующий инструмент: 1. Труборез. 2. Газовая горелка. 3. Шерсть металлическая. 4. Припой бессвинцовый. 5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.
Горелка для пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Зачистка деталей пред пайкой
Детали зажимаются в тисках в требуемом положении.
Фиксирование деталей
Зона пайки промазывается флюсом.
Нанесение флюса
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Прогрев деталей
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нанесение флюса прутка припоя
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Нагрев деталей до более высокой температуры
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
Нанесение припоя
Детали после пайки
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
После окончания операции производится зачистка спая.
Очистка спаянного гаечного ключа
И вот результат — готовое изделие.
Гаечный ключ спаянный высокотемпературной пайкой
Гаечный ключ спаянный высокотемпературной пайкой
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Что такое припой
Для выполнения качественной пайки нужно знать, что такое припой для меди? Он всегда применяется для герметичного соединения трубопроводов из одноименного металла. Что бы изготовить медный припой для пайки медных труб может использоваться сплав, состоящий сразу из нескольких элементов. Для создания расходного материала также нередко применяется чистый металл.
 Проволока припой на катушках
Проволока припой на катушках
При воздействии высокой температуры расходник легко плавится и растекается по обрабатываемой зоне соединяемых деталей инженерной системы. Он позволяет создать ровный шов. Надежное соединение образуется сразу же после остывания расплавленного расходного материала. Этот процесс соединения элементов трубопровода называется пайкой.
Метод стыковки фрагментов инженерной сети с припоем, достоинства:
- отсутствует деформация во время соединения медных деталей трубопровода;
- обрабатываемые элементы даже при воздействии высокой температуры сохраняют свою изначальную форму;
- скрепленная область получается полностью герметичной и отличается высокой прочностью;
- исключается внутреннее напряжение;
- созданный шов устойчив к различным температурам, его целостность не нарушается даже при интенсивном прогревании;
- соединенный участок можно легко разъединить путем повторного нагрева, если нужно изменить конфигурацию инженерной сети.
Если соединение будет создано по всем правилам, получится обеспечить герметичность системы. Поэтому не произойдет утечка перемещаемого вещества. В противном случае может возникнуть большое количество проблем, включая заражение окружающей среды.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплавд Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Виды припоев для пайки медных труб и проводов
Виды припоев для пайки медных жил и труб выглядят следующим образом:
Марка | Характеристика |
1S | Мягкий сплав в состав сплава которого входит серебро. Применяется для медных труб, но может использоваться также для изделий из латуни и бронзы, так как может выдерживать высокие температуры и имеет высокую коррозионную стойкость. Для повышения качества желательно использовать дополнительно флюс, как обыкновенный, так и порошковый |
Rosol 3 | Мягкий сплав для соединения которым нужно использовать флюс. Температура плавления такого материала составляет 240 градусов Цельсия. Они применяют для сварки труб и проводов из меди. Также хорошо взаимодействует с тонкими металлами. |
Rolot 94 | Твердый припой. Материал высокого качества пайки, что предназначен для капиллярной и щелевой пайки труб, у которых нет фитинга. Помимо меди хорошо соединяется с красной бронзой и латунью. Температура плавления составляет от 730 градусов Цельсия, что предполагает использование только с толстыми заготовками. У него достаточно большой интервал между температурой плавления и кипения. |
Rolot 2 | Твердый припой. Относится к сплавам специального типа. В его составе имеется серебро. Используется для всех видов пайки меди и дает соединения высокого качества. |
Виды припоев для пайки алюминия
Марка | Характеристики |
Авиа 1 | Используется практически для всех сплавов из алюминия и является универсальным расходным материалом. Благодаря низкой температуре плавления подходит для соединения проводов. Это мягкий сплав, температура плавления которого до 200 градусов Цельсия. Основой является олово (55%), а также в него входит цинк (25%) и кадмий (20%). |
Castolin 190 | Флюсованный твердый сплав, температура плавления которого составляет 580 градусов Цельсия. Используется как для соединения алюминиево-медных сплавов, так и для чистого алюминия. Состав обладает высокой текучестью и адгезией. Применяется для таких видов как капиллярное спаивания, так и с зазором. Марку часто используют для ремонта электроники и бытовой техники. Поставляется в прутках по 50 см. |
Вилы припоев для пайки нержавейки
Марка | Характеристика |
HTS528 | Универсальный присадочный материал, подходящий для всех процедур по спаиванию нержавеющей стали различных сортов. Это твердый припой, температура плавления которого составляет 760 градусов Цельсия. Материал имеет флюсовое покрытие, которое придает ему красный цвет. Размер одного прутка составляет 45 см при весе в 20 грамм. |
П-81 | Это твердый припой, температура плавления которого составляет 650 градусов Цельсия. Припой часто используется профессионалами для ремонта. В составе встречается нержавеющая сталь, чугун, никель, серебро и прочее. Предел прочности наплавленного материала составляет 170 МПа. Поставляется в прутках по 59 см и диаметром около до 3 мм. |
Выбор припоя
При подборке припоя нужно обращать внимание на температуру плавления материала. Она должна быть ниже, чем этот же показатель у основного материала, иначе он будет расплавляться, что приведет к изменению структуры
Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования. Здесь уже больше подойдут твердые марки.



![Припой для пайки [алюминия, меди, стали]](https://labequip.ru/wp-content/uploads/4/e/1/4e1dfe52c556d1192453bbfacca8cb4d.jpeg)





Также важен основной материал. Но здесь не всегда идет полное соответствие, как в сварке. К примеру, виды припоев для пайки медных проводов будут содержать медь в своем составе, но для пайки алюминия могут использоваться припои, в которых нет алюминия.
Для длительных операций, когда нужно много паять, лучше подбирать материал в длинных прутках, чтобы лишний раз не прерывать температурную обработку. Для домашней сферы лучше всего подходят проволочные припои и аморфные, так как их применение происходит периодически и в малых количествах.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали. Если кислорода будет больше нормы, то поверхность металла будет окисляться
Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы. Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.
Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.
Различия по уровню термической обработки
Припои для пайки медных труб различаются по температуре плавления на низко-, средне- и высокотемпературные расходные материалы.

Мягкий припой для медных труб
Компоненты, которые плавятся при низкой температуре, не способны изменить начальные параметры медных элементов, потому что их нагревают только до 150-450 °C. Низкотемпературные припои позволяют создать аккуратное и не очень прочное соединение.
Используется такой расходный материал при монтаже водопровода и систем отопления, на которые не действуют большие нагрузки. С помощью низкотемпературных соединяются трубопроводы диаметром 100 мм, если по ним перемещается вода, нагретая не выше 130 °C.
Расходные материалы, плавящиеся при средней и высокой температуре, позволяют надежно соединить медные детали. Они начинают размягчаться при 450 °C. Верхним порогом температуры плавления является 1110 и 1850 °C в зависимости от вида расходника.
С их помощью создаются прочные швы, устойчивые к повреждениям механического характера и переносящие влияние высоких температур. Поэтому они применяются во время монтажа систем с газом, частных и централизованных сетей отопления.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
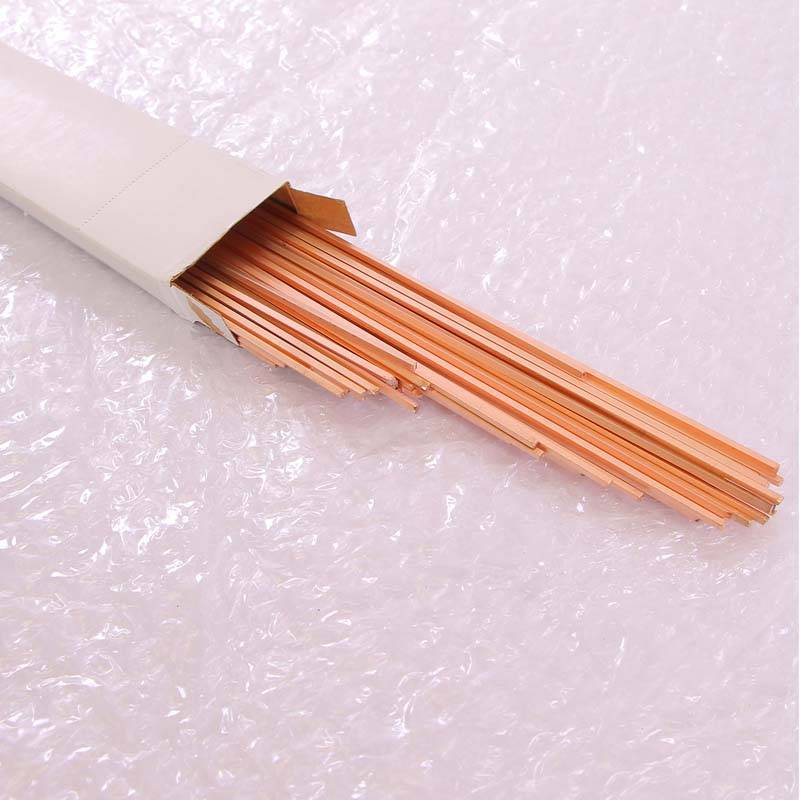
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Что такое припой
Для выполнения качественной пайки нужно знать, что такое припой для меди? Он всегда применяется для герметичного соединения трубопроводов из одноименного металла. Что бы изготовить медный припой для пайки медных труб может использоваться сплав, состоящий сразу из нескольких элементов. Для создания расходного материала также нередко применяется чистый металл.










Проволока припой на катушках
При воздействии высокой температуры расходник легко плавится и растекается по обрабатываемой зоне соединяемых деталей инженерной системы. Он позволяет создать ровный шов. Надежное соединение образуется сразу же после остывания расплавленного расходного материала. Этот процесс соединения элементов трубопровода называется пайкой.
Метод стыковки фрагментов инженерной сети с припоем, достоинства:
- отсутствует деформация во время соединения медных деталей трубопровода;
- обрабатываемые элементы даже при воздействии высокой температуры сохраняют свою изначальную форму;
- скрепленная область получается полностью герметичной и отличается высокой прочностью;
- исключается внутреннее напряжение;
- созданный шов устойчив к различным температурам, его целостность не нарушается даже при интенсивном прогревании;
- соединенный участок можно легко разъединить путем повторного нагрева, если нужно изменить конфигурацию инженерной сети.
Если соединение будет создано по всем правилам, получится обеспечить герметичность системы. Поэтому не произойдет утечка перемещаемого вещества. В противном случае может возникнуть большое количество проблем, включая заражение окружающей среды.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов. Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва. Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Пайка медных труб
Спаять медные трубы собственными руками — это не такая сложная задача. Однако, выполнять пайку следует аккуратно, а перед началом работы следует подготовиться.
За рубежом трубы из меди применяются в водоснабжении, отоплении и газоснабжении. Им находят место в холодильный системах и системах кондиционирования.
Медные трубы обладают большим числом достоинств:
- прочностью;
- долговечностью;
- легко поддаются обработке;
- стойки к высокому давлению и УФ-излучению;
- могут выдержать высокие температуры.
Медные трубы имеют высокую цену по сравнению с трубами из других материалов. Благодаря пайке можно не тратиться на фитинги, что серьезно уменьшает смету. А их надежность позволяет использовать трубопроводные системы из меди долгое время. Срок эксплуатации не меньше 50 лет.
Горелка для ювелирных работ своими руками — Металлы, оборудование, инструкции
Среди самых полезных и функциональных приборов для домашней мастерской бензиновая горелка для пайки занимает одно из лидирующих мест.
Такой прибор способен качественно соединять всевозможные металлические конструкции с помощью технологии использования жидкого металла.
Устройство функционирует на основе бензовоздушной горючей смеси, которая образуется в горелке, и позволяет проводить дальнейшие работы по плавке.
Размещенный на ручке поворотный кран выполняет роль регулировщика направления и мощности пламени, что существенно упрощает процесс горения.
Сегодня плавку металлов проводят посредством двух разновидностей припоев:
- Легкоплавкими.
- Тугоплавкими.
Если при работе с легкоплавкими металлами используются практически все существующие виды паяльников, то в случае с тугоплавкими металлами приходится создавать максимальные температурные показатели.
Без применения горелки в таком случае просто не обойтись.
В настоящее время выделяют несколько разновидностей такого универсального приспособления, которые способны работать на основе разных топливных смесей, но при этом разогревать конструкцию до нужной температуры.
Среди самых распространённых и удобных горелок — модели для пайки и сварки, которые функционируют на газу или бензовоздушной смеси. Их можно приобрести в соответствующем магазине или попытаться создать самостоятельно.
Самодельная горелка: описание и характеристики устройства
Если говорить об устройстве горелки, то оно включает в себя следующие узлы и элементы:
- Сама горелка.
- Сопло.
- Токопроводящий наконечник с электродной проволокой.
- Сварочная дуга.
- Сварочная ванночка.
- Сварочный шов.
- Основной металл.
- Капли электродного металла.
- Газовая защита.
Упрощенный вариант включает в себя бензиновый бачок или бачок для топлива, воздушный компрессор, бензиновые шланги и непосредственно саму горелку, которая, в свою очередь, состоит из отдельных деталей.
Модели, которые используются для пайки металлов, обладают следующими конструктивными элементами:
- Корпусом.
- Металлической втулкой с крючком.
- Трубкой.
- Кучкой.
- Упором.
- Наполнителем.
- Регулирующим шариком (предназначается для изменения воздушного потока).
- Резиновым уплотнительным кольцом.
Если вы собираетесь приобрести горелку для пайки и сварки, не забудьте обратить внимание на наличие бензостойких шлангов. В большинстве случаев они отсутствуют в базовом комплекте, поэтому возникает необходимость дополнительной покупки таких деталей
Устройство бензиновых и газовых горелок очень простое, поэтому вы сможете изготовить конструкцию в домашних условиях из подручных средств. Однако, несмотря на простоту сборки и отсутствие сложностей в конфигурации прибора, бензиновая горелка остаётся очень ценным инструментом, для которого характерны многие неоспоримые достоинства.
- Во-первых, подобное решение обладает небольшой массой и компактными габаритами, что делает его очень удобным для дальнейшей эксплуатации.
- Во-вторых, создание бензовоздушной смеси позволяет создавать и удерживать высокий температурный режим, что необходимо для достижения максимального качества конечного результата.
Делаем бензиновую горелку своими руками
Приобрести новую горелку, работающую на газу или бензовоздушной смеси, может не каждый, что связано с относительной дороговизной аппарата. Да и купленная модель не всегда справляется с поставленными задачами, особенно если она уже была в употреблении. Это может объясняться наличием скрытых дефектов или поломок.
Чтобы не стать жертвой такого неразумного приобретения, многие мужчины отдают предпочтение самодельным решениям, которые отличаются особой доступностью и простотой в сборке. Как уже говорилось раньше, даже самый неопытный сварщик с лёгкостью осуществит монтаж такого прибора из подручных средств, избавив себя от больших затрат.
Если самодельная бензиновая горелка выполнена с учётом основных правил и рекомендаций, она должна давать огонь сразу после поднесения к ней зажжённой спички. При этом стабильное и устойчивое горение бензовоздушной смеси будет заметным ещё 3—7 минут.










Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.

Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.

Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.





