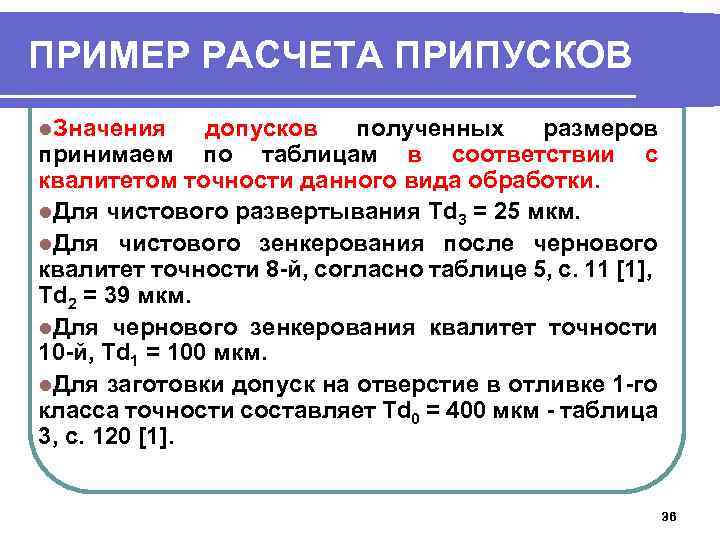
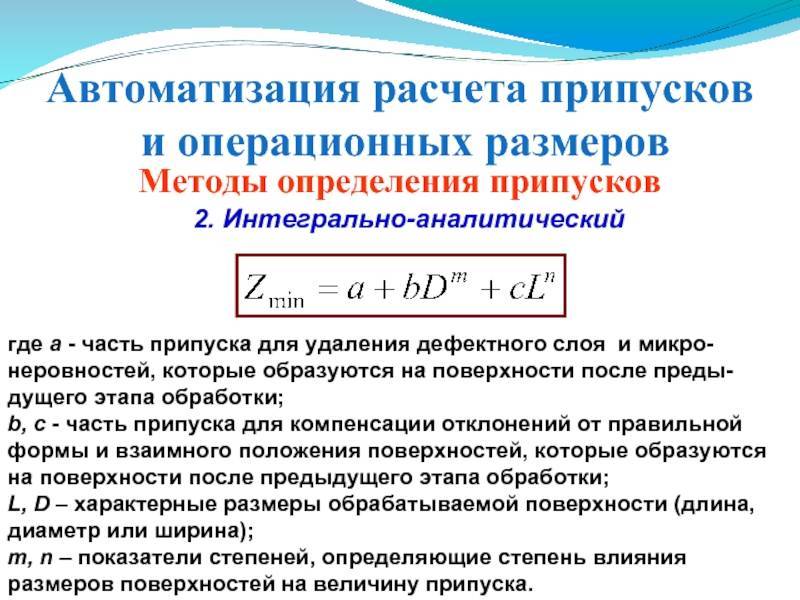
Назначение
Значение припусков влияет на эффективность и качество обработки, так как они компенсируют погрешности предыдущей и текущей рабочих операций. При этом должен быть соблюден баланс между недостаточным и чрезмерным значением. При недостаточном снизится точность и качество работ ввиду неполного удаления дефектного слоя и усложнения выверки заготовки при монтаже на станке, а при избыточном возрастет стоимость производства ввиду повышения расхода материальных и энергетических ресурсов и трудозатрат. Оптимально среднее значение, обеспечивающее достаточное качество при минимальных затратах.
Зная что такое припуск, можно понять, что составляющий его материал уходит в отходы. При превращении заготовок в детали в стружку уходит до 60% массы материала. Лишь на отдельных заводах машиностроения эта величина сокращена до 20-30%. Стружка учитывается как потери из-за низкой стоимости. К тому же на удаление материала затрачиваются энергия и трудовые часы. Ввиду этого важен расчет оптимального значения, для достижения которого меняют технологии производства. Например, используют чугунные отливки вместо штампованных заготовок, не требующие токарной обработки. Таким образом значительно сокращают стоимость изготовления деталей.
Назначение
Значение припусков влияет на эффективность и качество обработки, так как они компенсируют погрешности предыдущей и текущей рабочих операций. При этом должен быть соблюден баланс между недостаточным и чрезмерным значением. При недостаточном снизится точность и качество работ ввиду неполного удаления дефектного слоя и усложнения выверки заготовки при монтаже на станке, а при избыточном возрастет стоимость производства ввиду повышения расхода материальных и энергетических ресурсов и трудозатрат. Оптимально среднее значение, обеспечивающее достаточное качество при минимальных затратах.
Зная что такое припуск, можно понять, что составляющий его материал уходит в отходы. При превращении заготовок в детали в стружку уходит до 60% массы материала. Лишь на отдельных заводах машиностроения эта величина сокращена до 20-30%. Стружка учитывается как потери из-за низкой стоимости. К тому же на удаление материала затрачиваются энергия и трудовые часы. Ввиду этого важен расчет оптимального значения, для достижения которого меняют технологии производства. Например, используют чугунные отливки вместо штампованных заготовок, не требующие токарной обработки. Таким образом значительно сокращают стоимость изготовления деталей.
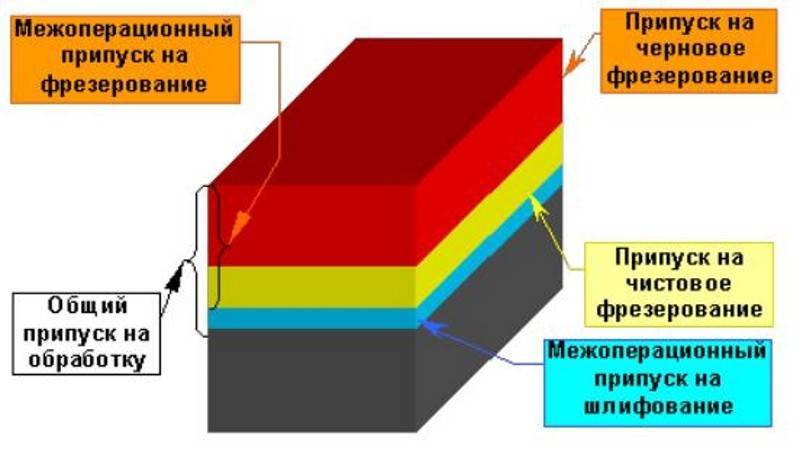
Классификация припусков
По порядку обработки припуски дифференцируют на следующие виды.
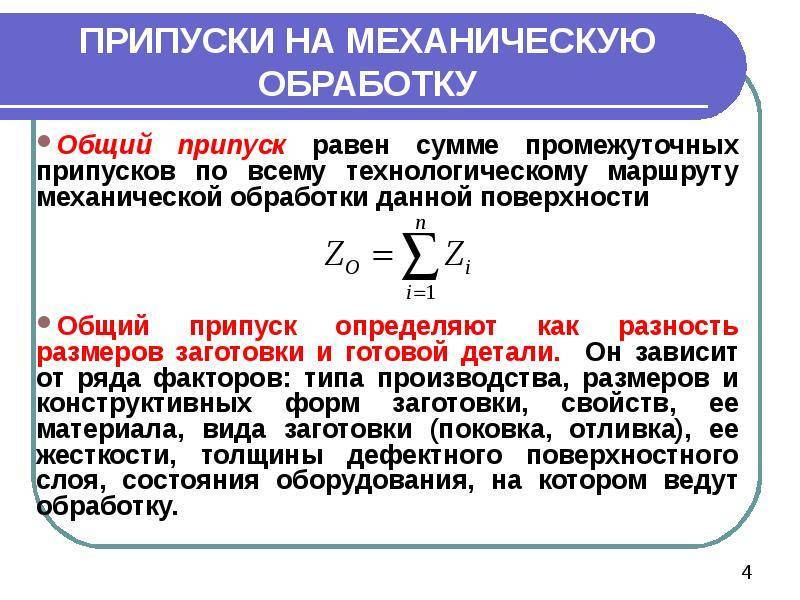
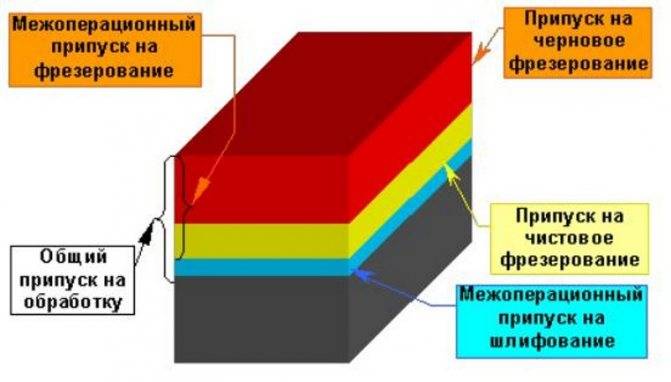
- Общие удаляют на протяжении процесса работ. Обычно обработка заготовки до детали предполагает несколько переходов для одной поверхности, в течение которых снимается общий припуск. Его составляет сумма межоперационных по совокупности технологических операций перехода заготовки в деталь либо разность между габаритами.
- Межоперационные обрабатывают в течение выполнения отдельных операций. Они равны совокупности значений на черновой, получистовой и чистовой проходы конкретной операции.
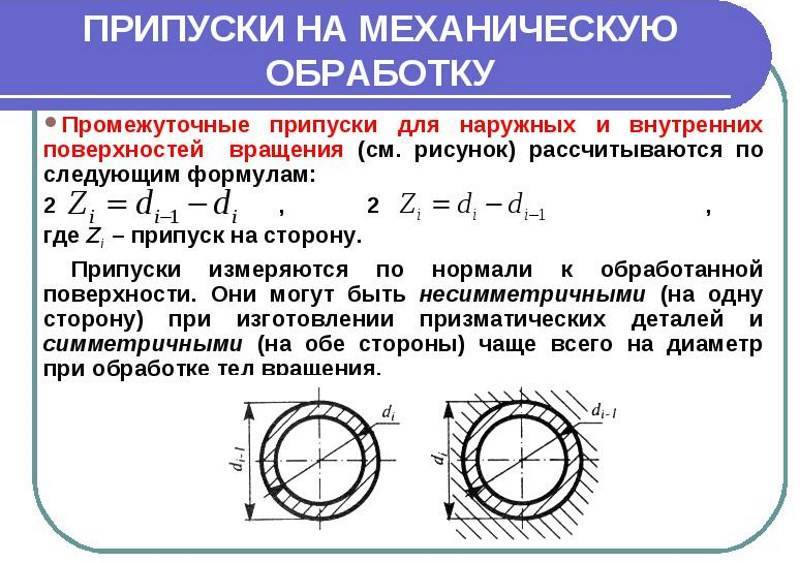
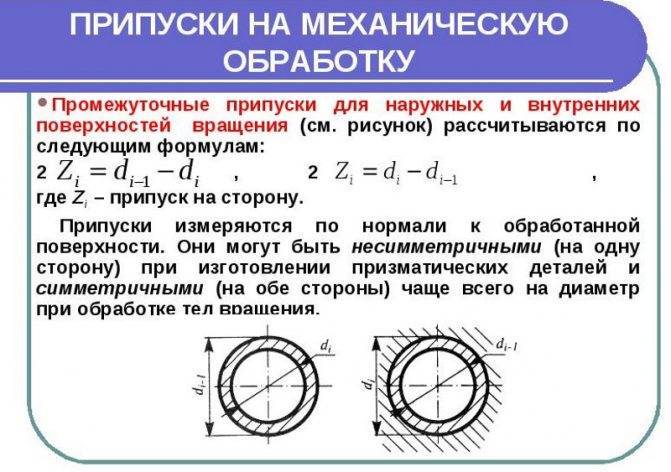
- Промежуточный представлен слоем, удаляемым за один технологический проход. Он равен разности размеров после предыдущего и текущего переходов. Обычно его вычисляют по нормали для одной стороны. Измерения на 2 стороны проводят в исключительных случаях: для деталей цилиндрической либо конической конфигураций, либо при параллельной обработке зеркальных поверхностей с равными припусками. Во втором случае для каждой поверхности их вычисляют на толщину и диаметр.
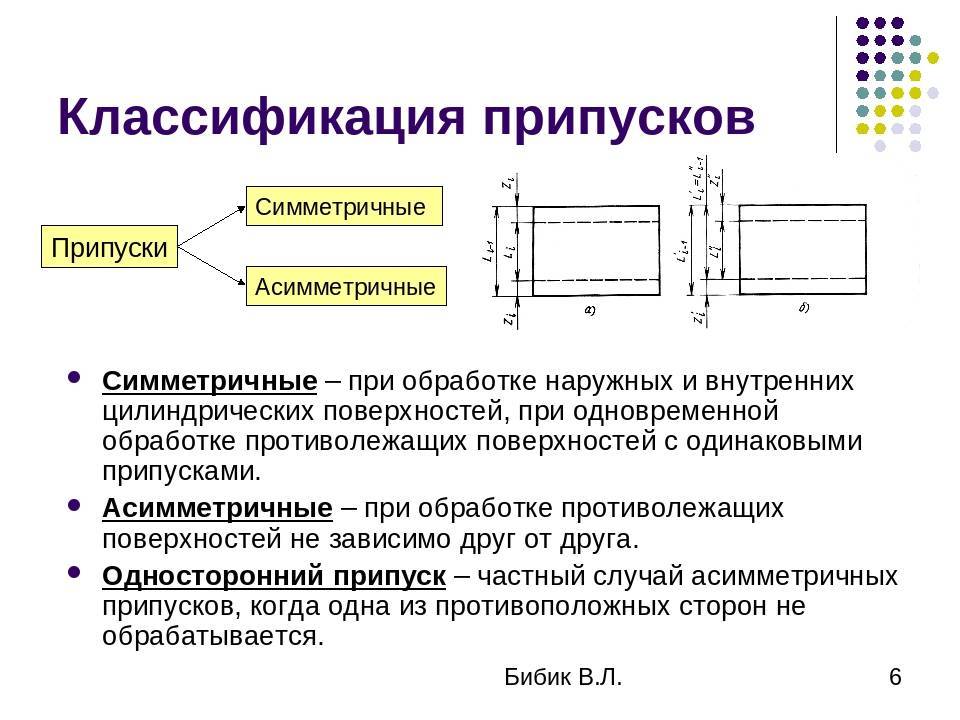
По конфигурации выделяют односторонние, симметричные и асимметричные виды.
- Первый тип считают более практичным. Это обусловлено зависимостью значений от режимов резания. Его применяют когда не предполагается обработка противоположной поверхности.
- Симметричный используется для предметов цилиндрической и конической конфигураций при работах с внешними и внутренними поверхностями и соответствует значению на диаметр.
- Асимметричный вариант подразумевает различные значения для противоположных поверхностей.
Растачивание отверстий
Растачивание применяют для обработки отверстий различных размеров и форм в полых заготовках с точностью до 9-го квалитета и шероховатостью до Ra=l мкм. Предварительно просверленные отверстия либо отверстия в заготовках, полученных литьем или ковкой (штамповкой), часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и высокого класса шероховатости обработанной поверхности. Растачивание отверстий обеспечивает получение допуска на диаметр до 0,02 мм и 6-й класс шероховатости. Растачиванием можно исправить положение оси отверстия.
Растачивание отверстий является наиболее универсальным способом обработки отверстий. Но этот способ вместе с тем мало производителен главным образом из-за недостаточной жесткости расточных резцов.
Расточные резцы по конструкции делятся на цельные и держа-вочные (рис 61), а по назначению—для сквозных отверстий (рис 61, а) и глухих (рис 61, б).
Минимальные припуски на чистовое точение наружных цилиндрических поверхностей после чернового
⇐ ПредыдущаяСтр 6 из 6
| Диаметр поверхности после чернового точения, мм | Чистовое обтачивание после чернового | Чистовое обтачивание после чернового и термической обработки | ||
| Припуск zmin (мм) на диаметр при длине заготовки | ||||
| до 120 | св. 120до 260 | до. 120 | св. 120до 260 | |
| до 50 | 0,5 | 0,6 | 0,8 | 1,0 |
| св. 50 до 120 | 0,6 | 0,7 | 0,85 | 1,1 |
| св. 120 до 500 | 0,7 | 0,8 | 0,9 | 1,2 |
Таблица 7
Минимальные припуски на чистовое растачивание отверстий после сверления или чернового растачивания
| Диаметр отверстия, мм | Чистовое растачивание или зенкерование | Развертывание (вместо шлифования) |
| Припуск zmin (мм) на диаметр | ||
| до 10 | − | 0,12 |
| св. 10 до 30 | 0,5 | 0,16 |
| св. 30 до 50 | 0,6 | 0,2 |
| св. 50 до 120 | 0,9 | − |
| св. 120 до 500 | 1,2 | − |
Таблица 8
Минимальные припуски на черновое точение цилиндрических наружных поверхностей и черновое растачивание отверстий
Штампованных заготовок из черного проката
| Диаметр заготовки, мм | Черновое обтачивание и растачивание штампованных заготовок | Черновое обтачивание заготовок из черного проката | ||
| Припуск zmin (мм) на диаметр при длине заготовки | ||||
| до 120 | св 120 до 260 | до 120 | св 120 до 260 | |
| до 50 | 1,7 | 2,0 | 1,3 | 1,5 |
| св 50 до 120 | 2,0 | 2,2 | 1,5 | 1,8 |
| св. 120 до 260 | 2,2 | 2,4 | 1,8 | 2,2 |
Таблица 9
Минимальные припуски на шлифование торцев заготовок
| Габаритные размеры (диаметр заготовки), мм | Шлифование термически необработанных заготовок | Шлифование термически обработанных заготовок |
| Припуск zmin (мм) на сторону | ||
| до 30 | 0,1 | 0,15 |
| св 50 до 120 | 0,15 | 0,2 |
| св. 120 до 260 | 0,2 | 0,3 |
Таблица 10
Минимальные припуски на чистовое точение
Или чистовое фрезерование торцев заготовок
| Габаритный размер (диаметр) заготовки, мм | Припуск zmin (мм) на сторону |
| до 30 | 0,3 |
| св 30 до 120 | 0,4 |
| св. 120 до 260 | 0,55 |
Таблица 11
Минимальные припуски на черновое точение
Или черновое фрезерование торцев заготовок
| Габаритный размер (диаметр) заготовки, мм | Заготовки — штамповки и прутковые |
| Припуск zmin (мм) на сторону | |
| до 30 | 0,9 |
| св 30 до 120 | 1,0 |
| св. 120 до 260 | 1,2 |
Таблица 12
Окончания технологических размеров
| Номинальный размер | Окончания размеров | |||||||||
| валов | ||||||||||
| до 50 | 0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
| св 50 до 120 | 0,0 | 0,1 | 0,2 | (0,3) | 0,4 | 0,5 | (0,6) | — | 0,8 | 0,9 |
| св 120 до 500 | 0,0 | 0,1 | 0,2 | — | 0,4 | 0,5 | — | — | 0,8 | — |
| отверстий | ||||||||||
| до 30 | 0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | (0,7) | 0,8 | 0,9 |
| св 30 до 80 | 0,0 | 0,1 | 0,2 | (0,3) | 0,4 | 0,5 | (0,6) | — | 0,8 | 0,9 |
| св 80 до 360 | 0,0 | 0,1 | 0,2 | — | 0,4 | 0,5 | — | — | 0,8 | — |
| длины, глубины | ||||||||||
| до 30 | 0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | (0,7) | 0,8 | 0,9 |
| св 30 до 120 | 0,0 | — | — | 0,3 | — | 0,5 | — | — | 0,8 | — |
| св 120 до 500 | 0,0 | — | — | — | — | 0,5 | — | — | — | — |
Примечание. Размеры с окончаниями в скобках применять только на последних операциях.
Методические указание
Крашенинников Константин Петрович
РАСЧЕТ ОПЕРАЦИОННЫХ РАЗМЕРОВ ПО НОРМАТИВАМ ПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ
⇐ Предыдущая6
Поиск по сайту:
LiveInternetLiveInternet
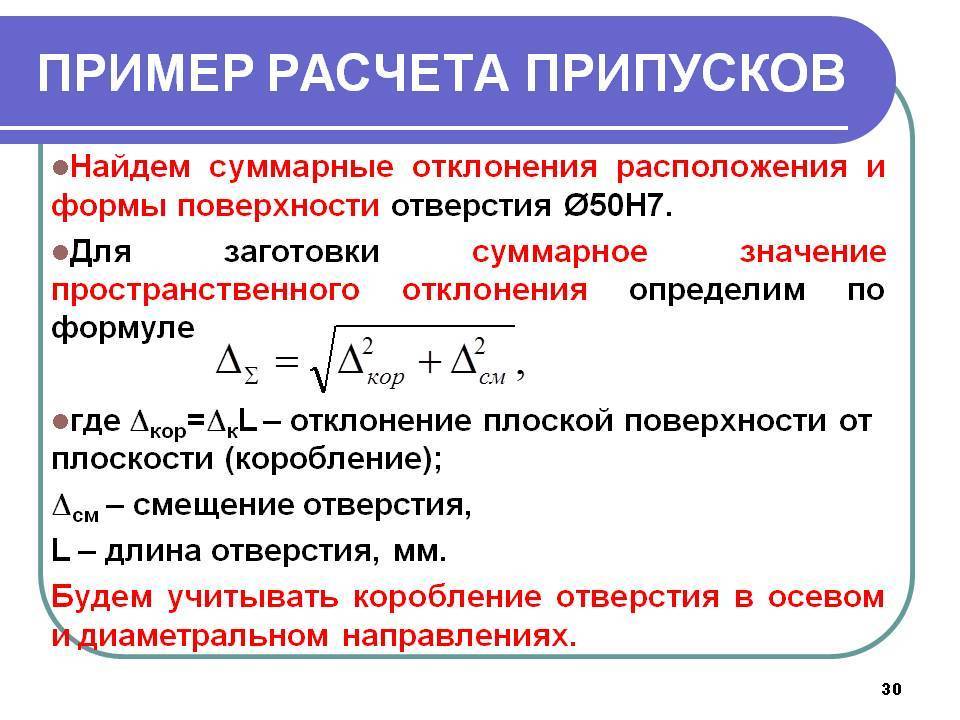
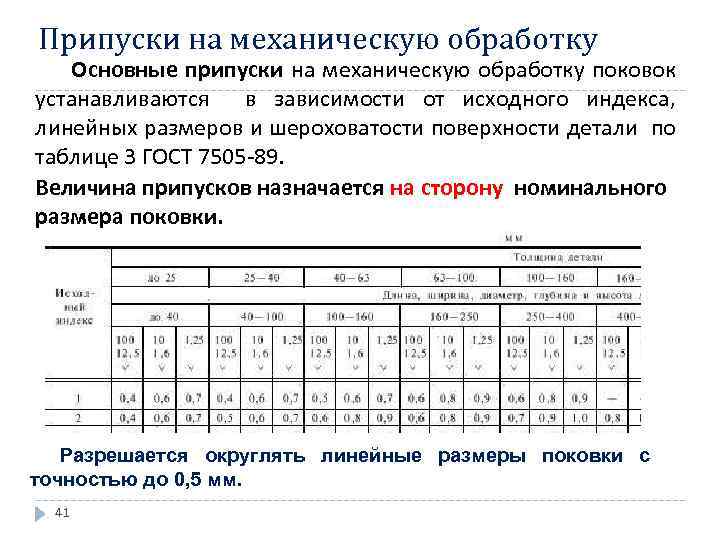
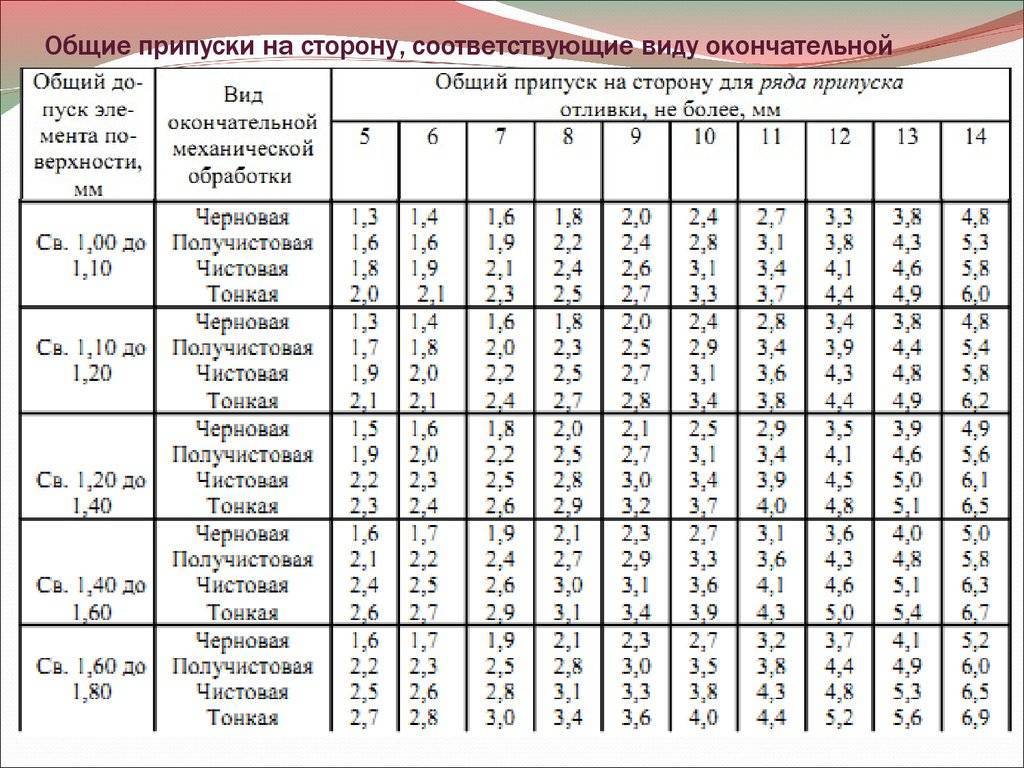
Установление допусков размеров отливки в зависимости от размера и класса точности Определение основного припуска на обработку в зависимости от допусков размеров отливки и ряда припуска
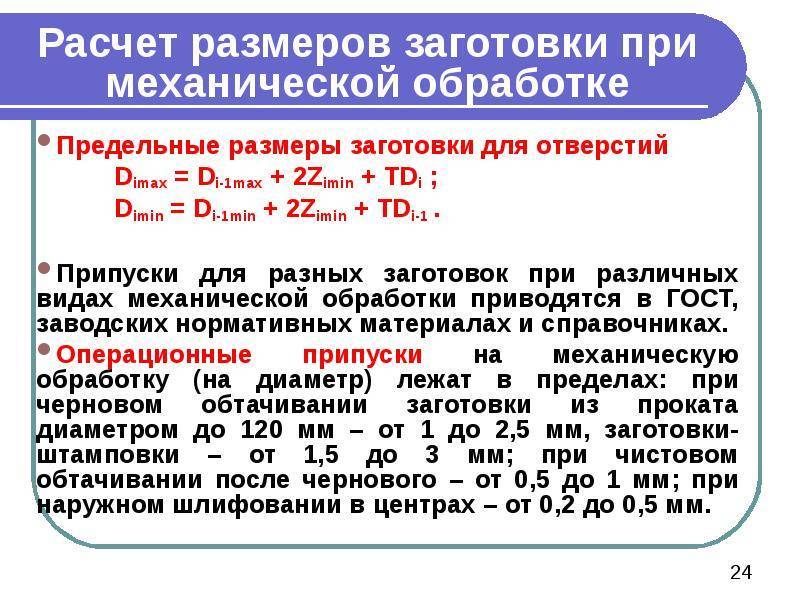
9. Выбор общих и промежуточных припусков на обработку заготовки Припуск – это слой металла, удаляемый с обрабатываемой поверхности заготовки. Припуски назначают для заготовок: отливок, поковок, сортового проката как на диаметры наружные, внутренние, так и на длины общие, уступов и другие поверхности, подлежащие механической обработке.
Обработка поверхности ступени вала216;50к6 Заготовка-поковка штампованная, сталь 45 9;Определение припусков по нормативным материалам (ГОСТ, таблицы справочников технологов и др.) наиболее просто и доступно.
9;При необходимости могут быть найдены дополнительные значения припусков в зависимости от погрешности расположения элементов отливки. В данном случае ими можно пренебречь. Как правило, величина припуска Z задается на сторону обрабатываемой заготовки, а в случае определения диаметрального размера заготовки рассчитывают 2Z (рис. 3, 4).
9;Значения общих, операционных и промежуточных припусков для некоторых видов заготовок и операций механической обработки даются в Приложении 2. Используются технологии uCoz
Dd – диаметр детали (вала); D з – диаметр заготовки (вала); Z в – припуск на сторону вала Do.d. – диаметр отверстия детали (втулки);Do.з. – диаметр отверстия заготовки (втулки); Zо – припуск на сторону отверстия втулки
ЗАКАЗAТЬ MОЖНО НА ОФИЦИАЛЬHОМ САЙТЕ САЙТEE
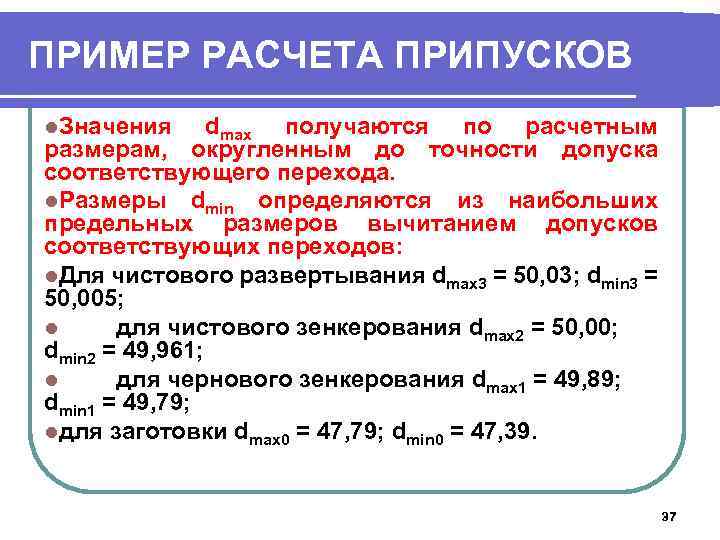
Так, алгоритм расчета припуска для отливки согласно Приложению 2 можно представить в следующей последовательности: Выбор способа получения отливки Определение класса точности размеров, масс отливки и ряда припусков
Пример расчета операционных размеров обрабатываемой заготовки Маршрут обработки поверхности Операционный размер, мм Припуск на сторону, мм
Промежуточные припуски назначают на технологические переходы в порядке, обратном ходу технологического процесса обработки поверхности заготовки, т.е. от размера готовой детали к размеру заготовки путем последовательного прибавления (вычитания) к наибольшему предельному размеру готовой поверхности детали промежуточных припусков при обработке наружных (внутренних) поверхностей. Размеры промежуточного припуска на каждом последующем переходе меньше, чем на предыдущем, посколькуповышается точность и уменьшается шероховатость обрабатываемой поверхности. Аналогично рассматривается методика назначения операционных припусков, если, например, предусматривается в технологическом процессе обработки поверхности токарная и шлифовальная операции (табл. 2).
Виды припусков и допусков
В зависимости от способа обработки детали различают два основных вида припусков:
- промежуточный или межоперационный;
- общий.
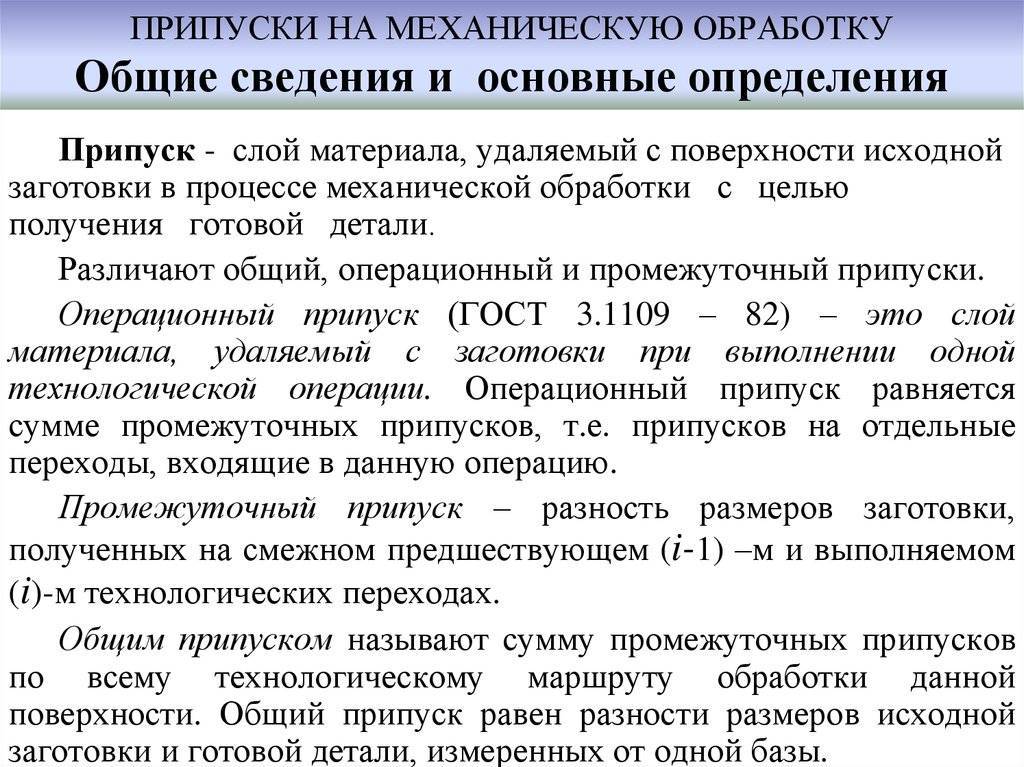
Промежуточные припуски представляют собой слой металла, снимаемый на отдельном переходе обработки. Общий припуск – это слой, снимаемый на всех технологических этапах. Данная величина рассчитывается путём сложения промежуточных припусков.
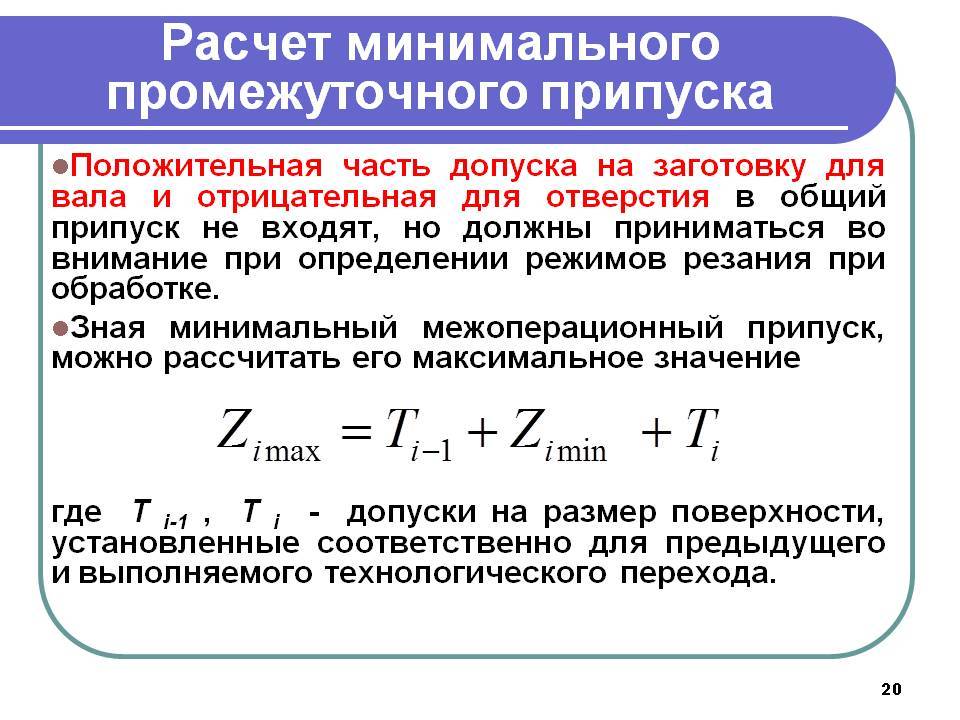
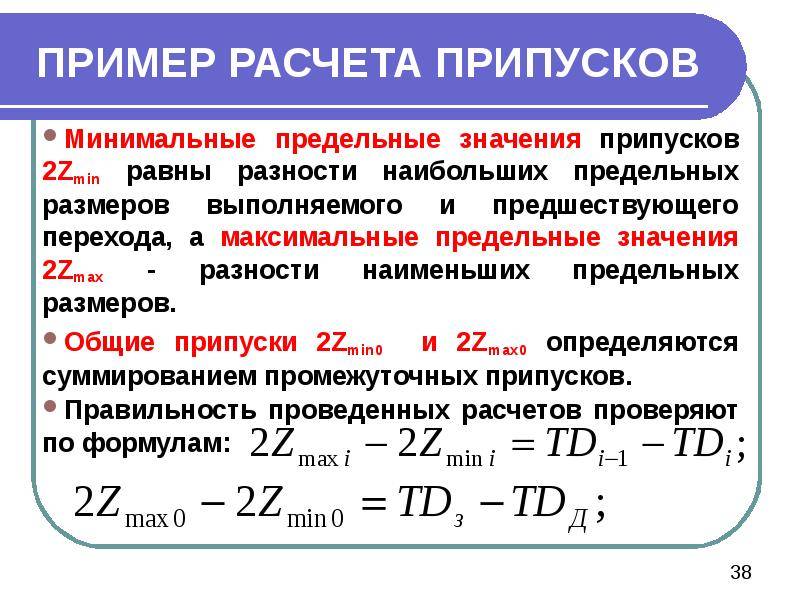
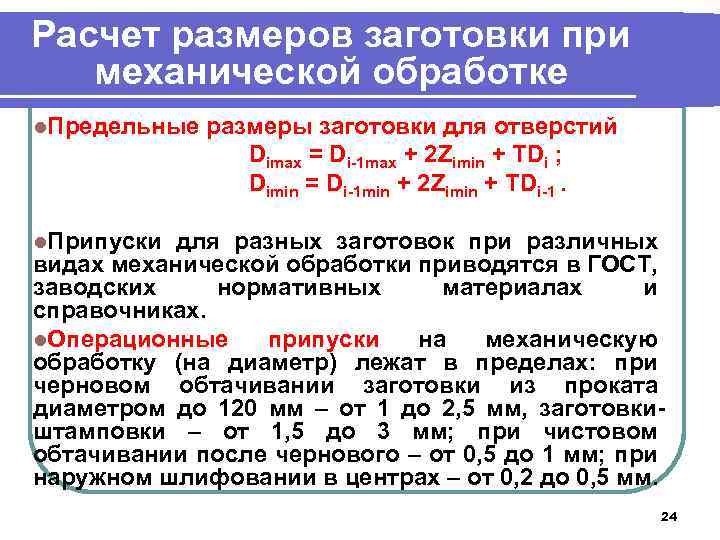
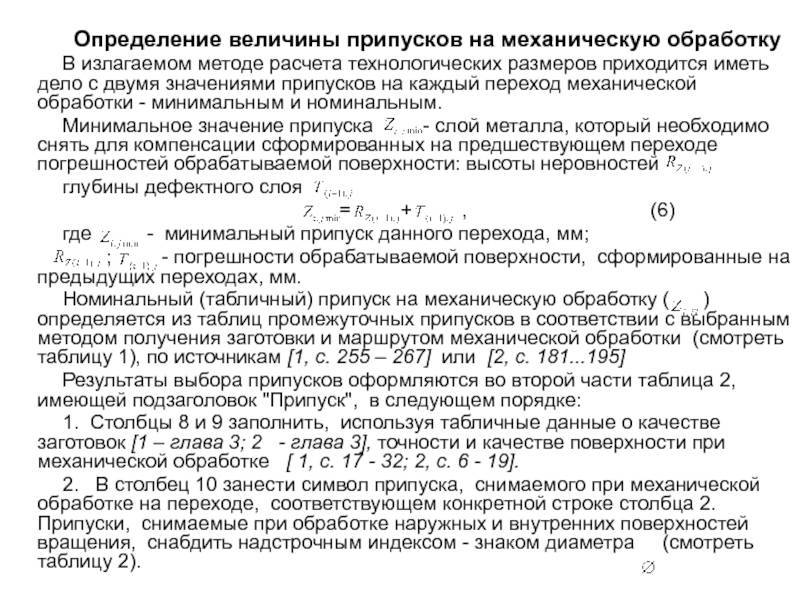
Припуск на обработку – величина непостоянная, и связано это с тем, что размеры заготовки до и после выполнения технологического перехода могут колебаться в пределах установленного допуска. Припуск на обработку может быть минимальным, номинальным или максимальным. При минимальном припуске снимаемый слой является разностью между наименьшим размером после выполнения операции. Номинальный припуск – это разность между номинальными размерами до и после осуществления технологического перехода. Максимальный припуск представляет собой разность между наименьшими размерами поверхности после выполнения предыдущего перехода и наибольшим размером после завершения текущей операции.
Технология машиностроения неразрывно связана с метрологией – наукой об измерениях, средствах и методах обеспечения их единства для достижения необходимой точности обработки. Две детали, соединяемые между собой, называются сопрягаемыми. Величину, по которой осуществляется соединение, называют сопрягаемым размером. В качестве примера сопрягаемых деталей можно рассмотреть диаметр отверстия в шкиве и соответствующий ему диаметр вала. Величину, по которой соединение не происходит, называют свободным размером (наружный диаметр вала).
В целях обеспечения взаимозаменяемости деталей сопрягаемые величины должны всегда иметь точные значения. Однако обеспечить такую точность в процессе механической обработки не всегда удаётся, а иногда это просто нецелесообразно. Поэтому в машиностроении используется способ получения взаимозаменяемых деталей с так называемой приближённой точностью. Суть данного способа заключается в том, что для различных условий эксплуатации деталям и узлам задаются допустимые отклонения от установленных размеров. Данные отклонения никак не влияют на безупречность работы элементов и рассчитываются для различных условий эксплуатации. Выстраиваются они в определённой схеме, которая называется «Система допусков и посадок».
Допуски и посадки являются разностью между наименьшими и наибольшими предельными значениями параметров (массовой доли, массы и размеров). Устанавливаются эти параметры с учётом технологических требований к детали. Расчётные данные детали называются номинальным размером. Выражаются они в целых миллиметрах. Фактические размеры детали, получаемые после обработки, называются предельными. На чертежах эти величины обозначаются числовыми значениями и указываются при номинальном размере (верхнее значение отмечается в верхней части записи размера, нижнее – в нижней).
Припуски и допуски на механическую обработку напрямую влияют на производительность и себестоимость технологического процесса. Чем больше эти величины, тем выше трудоёмкость механической обработки. Это приводит к увеличению энергозатрат, быстрому износу инструмента и большому расходу металла.
Одним из способов уменьшения припусков является повышение точности изготовления заготовки и выполнение предварительных механических операций. Но это, в свою очередь, требует более точной и тщательной установки деталей в приспособлениях и на станках.
Размер припуска зависит от целого ряда факторов:
- требований к точности;
- заданной шероховатости детали;
- конфигурации и размеров готового изделия.
Влияют на величину тип производственной операции и погрешность установки детали в приспособлении.
Классификация припусков
По порядку обработки припуски дифференцируют на следующие виды.
- Общие удаляют на протяжении процесса работ. Обычно обработка заготовки до детали предполагает несколько переходов для одной поверхности, в течение которых снимается общий припуск. Его составляет сумма межоперационных по совокупности технологических операций перехода заготовки в деталь либо разность между габаритами.
- Межоперационные обрабатывают в течение выполнения отдельных операций. Они равны совокупности значений на черновой, получистовой и чистовой проходы конкретной операции.
- Промежуточный представлен слоем, удаляемым за один технологический проход. Он равен разности размеров после предыдущего и текущего переходов. Обычно его вычисляют по нормали для одной стороны. Измерения на 2 стороны проводят в исключительных случаях: для деталей цилиндрической либо конической конфигураций, либо при параллельной обработке зеркальных поверхностей с равными припусками. Во втором случае для каждой поверхности их вычисляют на толщину и диаметр.
По конфигурации выделяют односторонние, симметричные и асимметричные виды.
- Первый тип считают более практичным. Это обусловлено зависимостью значений от режимов резания. Его применяют когда не предполагается обработка противоположной поверхности.
- Симметричный используется для предметов цилиндрической и конической конфигураций при работах с внешними и внутренними поверхностями и соответствует значению на диаметр.
- Асимметричный вариант подразумевает различные значения для противоположных поверхностей.
Способы назначения припуска.
Табличный
Расчётно-аналитический
Табличный
способ назначения припусков основан
на использовании нормативных таблиц,
составляющих на основании опыта передовых
предприятий. Табличные припуски
устанавливают в зависимости от метода
и вида обработки, исходные заготовки,
габаритных размеров заготовки и
обрабатываемой поверхности в некоторых
случаях в зависимости от способа
установки.
Однако
табличные припуски не могут учитывать
всего многообразия условий обработки
поэтому главным недостатком является
завышенные значения припусков (на
30-100%).
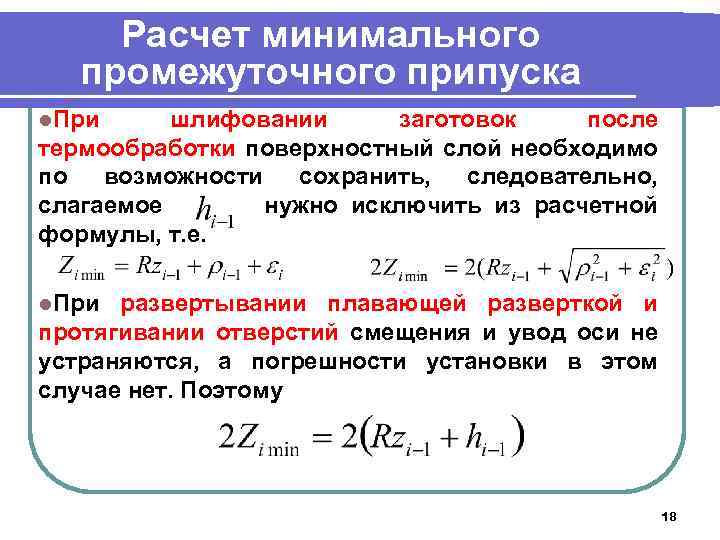
Расчётно-аналитический
метод был предложен в 30 годах профессором
В. М. Кованом (МВТу им. Баумана). В основе
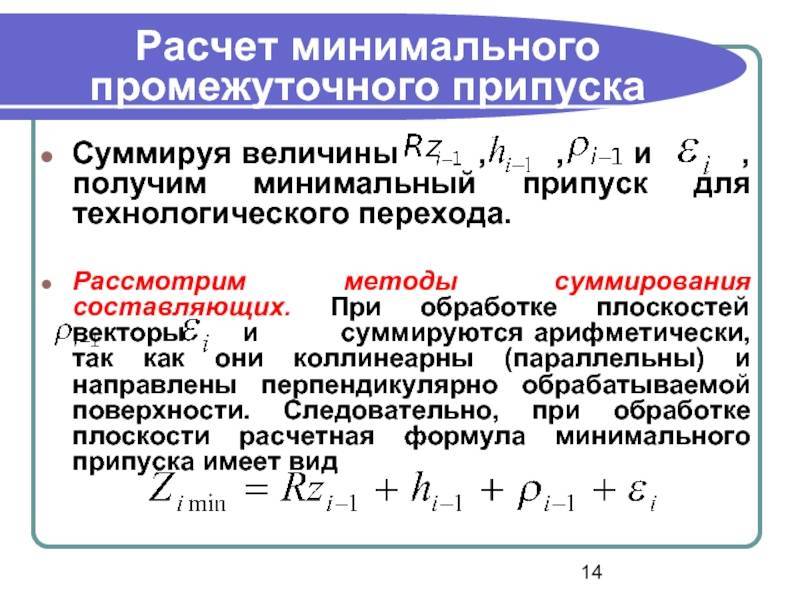
метода лежит понятие минимального
припуска.
 —
—
погрешность установки на данном переходе;
 —
—
шероховатость поверхности, сформулированная
на предыдущем шестом переходе;
 —
—
дефектный слой, сформулированный в ходе
предшествующей обработке;
 —
—
пространственная погрешность,
сформулированная в ходе выполнения
предшествующего перехода

поверхность
плоская

диаметральная
поверхность

Понятие о процессе резания при точении на токарном станке
Обработка резанием представляет совокупность действий, направленных на изменение формы заготовки путем снятия припуска режущим инструментом на металлорежущих станках с целью получения детали требуемой формы и размеров. Припуском на обработку называется слой металла, который срезается с заготовки в процессе изготовления детали. Величина припуска определяется разностью размеров заготовки и обработанной детали.
Кроме общего припуска различают промежуточный припуск. Промежуточный припуск — это слой металла, необходимый для осуществления определенной технологической операции. На величину припуска оказывают влияние такие факторы, как вид заготовки (отливка, штамповка, поковка, прокат и др.), материал заготовки, технологический процесс обработки, сложность конфигурации детали, требуемые точность и чистота обрабатываемых поверхностей и т. д.
При резании снятием стружки усилие резания воспринимается только одной (передней) поверхностью резца, благодаря чему отгибается и отводится в сторону слой снимаемого материала, т. е. образуется стружка. Вторая поверхность (задняя) оказывает давление на деталь и скользит по уже обработанной поверхности.
Пластической деформации подвергается весь отделяемый слой металла, превращающийся в стружку, а также те слои, которые непосредственно примыкают к острию клина инструмента, т. е. впереди стружки и на подрезцовой поверхности.
В зоне соприкосновения рабочих поверхностей инструмента и срезаемого слоя заготовки происходят упруго-пластические деформации, развивающиеся вплоть до отделения частиц металла и образования элементов стружки.
Токарные станки служат вот именно для такой обработки, при воздействии резца передней поверхностью на элемент срезаемого слоя вначале происходят упругие, а затем пластические деформации в ограниченной области вплоть до отделения стружки. В связи с относительной малостью упругой деформации в сравнении с пластической первой обычно пренебрегают и считают, что резание представляет процесс пластической деформации, доведенной до разрушения срезаемого слоя металла.
В процессе обработки резанием под влиянием внешней силы станка, приложенной к инструменту, на передней и задних поверхностях инструмента возникают нормальные силы и силы трения, которые вызывают деформацию срезаемого слоя и образование стружки, трение по передней и задней поверхностям инструмента, деформацию поверхностного слоя заготовки.
Процесс резания сопровождается выделением большого количества тепла, образуемого в результате деформации и трения по контактирующим поверхностям инструмента.
Деформации и тепловые явления определяют силы резания, расходуемую мощность, влияют на износ и стойкость инструмента, на характер температурного поля в зоне резания, что приводит к изменению механических свойств обрабатываемого слоя металла около режущего инструмента.
Процесс стружкообразования сопровождается большим трением, завиванием и усадкой стружки, наростообразованием и износом режущего инструмента, упрочнением поверхностного слоя и детали.
Для увеличения стойкости режущих инструментов, повышения класса чистоты обработанных поверхностей, уменьшения сил резания, облегчения процесса пластического деформирования и удаления стружки при обработке резанием применяются смазочно-охлаждающие жидкости (СОЖ).
Виды движений при токарной обработке. Для осуществления процесса резания при токарной обработке необходимо иметь два одновременно действующих рабочих движения, одно из которых вращательное, а второе — поступательное. Вращение обрабатываемой заготовки называется главным движением, а скорость ее вращения — скоростью резания.
Поверхности на обрабатываемых деталях. В процессе резания на детали различают три поверхности:
- обрабатываемая поверхность, т. е. поверхность детали, которая подлежит обработке;
- поверхность резания, которая образуется на детали непосредственно режущей кромкой резца;
- обработанная поверхность, полученная после снятия стружки.
Расчет выполнен для Каримовой Ю.Р., группа – ТМ-41
Исходные данные:
Обрабатываемая поверхность – отверстие в заготовке с отверстием Æ216+0,046
Наименование перехода или операции маршрута обработки поверхности | Обозначение точности | Предель-ные отклонения, мм | |||||
шерохо-ватость Rz(i-1) | дефект. слой h(I-1) | простр. отклон. р(i-1) | погрешность | ||||
базир. Еб(i) | закр. Ез(i) | ||||||
Правка ковкой на молотах | ГОСТ 7829-70 | +6.000 -6.000 | – | – | – | – | – |
Точение черновое | квалитет 12 | +0.460 | 300 | 300 | 1500 | 700 | |
Точение чистовое | квалитет 9 | +0.115 | 100 | 100 | 90 | 500 | |
Точение тонкое | квалитет 7 +0.046 0 | +0.046 | 30 | 30 | 60 | 100 |
Результаты расчета:
Расчетные значения | Принятые значения, мм | ||||||||
припуск, мкм | расчет-ный размер, мм | расчет-ный размер | номинальный размер с предельными отклонениями | предельный размер | припуск, мкм | ||||
мини | расч. | мини-мальный | макси-мальный | миним. | расч. | макс. | |||
– | – | 197.089 | 197 | 203 ±6.000 | 197 | 209 | – | – | – |
4511 | 16511 | 213.623 | 213.6 | 213.6±0.460 | 213.6 | 214.06 | 4600 | 16600 | 17060 |
1417 | 1877 | 215.531 | 215.5 | 215.5±0.115 | 215.5 | 215.615 | 1440 | 1900 | 2015 |
354 | 469 | 216 | 216 | 216±0.046 | 216 | 216.046 | 385 | 500 | 546 |


 КОНЕЦ РАСЧЕТА
КОНЕЦ РАСЧЕТА
По результатам расчета строится схема расположения полей припусков и допусков на размер Ø216 Н7 (+0,046) (рисунок 2.4).
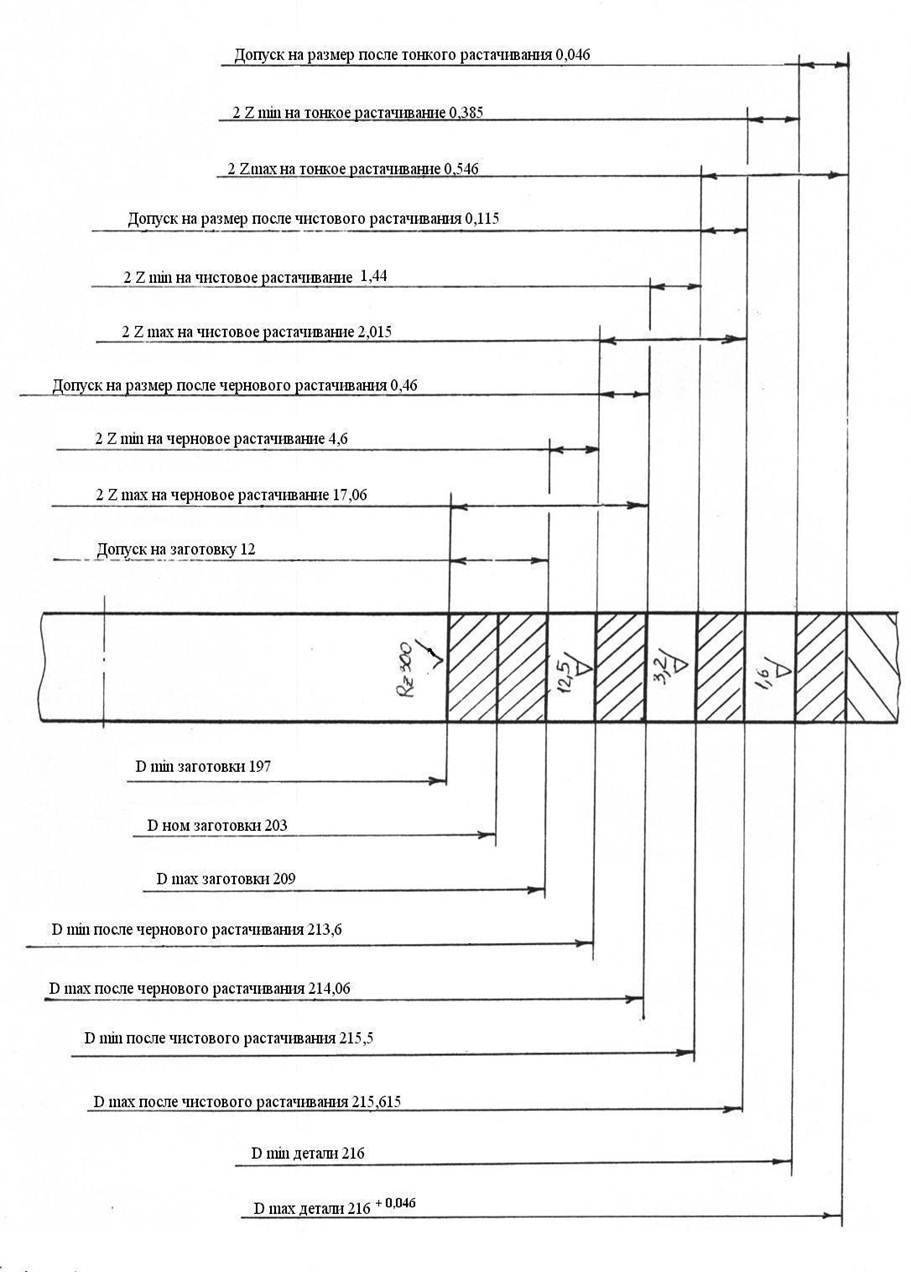
Рисунок 8.4 Схема расположения полей припусков и допусков
8.4 Расчеты режимов резания
а) Расчет режима резания при точении (операция 045).
1) Исходные данные:
– марка обрабатываемого материала – сталь 40, sв=569 МПа;
– параметры заготовки: Æ440 h12(-0,63), Ra=12,5мкм;
– параметры обработанной детали: Æ420 h12(-0,63), Ra=12,5мкм.
2) Назначения глубины резания.
Глубина резания при получистовом точении принимается равной припуску на обработку t=10 мм.
3) Выбор режущего инструмента.
Обработка ведется токарным проходным резцом с механическим креплением шестигранной пластины из твердого сплава. Материал пластины Т12К6 . Геометрические параметры пластины: главный угол в плане j=45°, вспомогательный угол в плане j1 =15°, радиус при вершине r=2 мм, угол наклона главной режущей кромки l=0, задний угол a=8°, передний угол g=12°. Сечение державки резца – 40х40 мм .
4) Выбор подачи
При получистовом наружном точении резцом из твердого сплава подача принимается S=0,8 мм/об.
5) Определение скорости резания
Скорость резания определяется по формуле :
V=(Cv/Tm*tx*Sy)*Kv,
где Cv=340, х=0,15, у=0,45, m=0,2 – коэффициент и показатели степени в формуле скорости резания;
Т=30 мин – период стойкости инструмента при одноинструментной обработке;
T=10 мм – глубина резания;
S=0,8 мм/об – подача;
Kv– поправочный коэффициент.
Kv=Kмv* Kпv* Kиv,
Как перенести на ткань?
Если смотреть внимательно, то выкройки из журналов уже включают в себя необходимые припуски на обработку. В описании модели это должно быть указано, в том числе их величина. Поэтому, перед тем как переносить ее на ткань, необходимо прочитать информацию, которая к ней прилагается. Во время построения лекал по своим параметрам вы можете сразу делать прибавку или при переносе на ткань выбирать наиболее подходящий вариант именно для вас.

Опытные мастера делают это легко и без дополнительных линий, определение припусков — обычное дело для них, все метки они делают на глаз. Для начинающих рукодельниц есть несколько рекомендаций по переносу лекал с прибавками на ткань:
- Сделать лекало с необходимыми величинами. Это поможет быстро, без лишних затрат времени прочертить линию среза.
- Использовать швейный маркер. Обычно ширина стержня равна 0,6-0,7 см, если этого мало, тогда можно сделать рядом еще одну линию. После стирки он исчезает, использовать данный инструмент удобно и практично.
Эти два варианта можно использовать не только непосредственно на ткани, но и при изготовлении лекала. После пошива нескольких изделий вы уже без дополнительных линий сможете сделать расчет припусков. На швейных производствах существует стандартная прибавка — 1 см.
Назначение
Значение припусков влияет на эффективность и качество обработки, так как они компенсируют погрешности предыдущей и текущей рабочих операций. При этом должен быть соблюден баланс между недостаточным и чрезмерным значением. При недостаточном снизится точность и качество работ ввиду неполного удаления дефектного слоя и усложнения выверки заготовки при монтаже на станке, а при избыточном возрастет стоимость производства ввиду повышения расхода материальных и энергетических ресурсов и трудозатрат. Оптимально среднее значение, обеспечивающее достаточное качество при минимальных затратах.
Зная что такое припуск, можно понять, что составляющий его материал уходит в отходы. При превращении заготовок в детали в стружку уходит до 60% массы материала. Лишь на отдельных заводах машиностроения эта величина сокращена до 20-30%. Стружка учитывается как потери из-за низкой стоимости. К тому же на удаление материала затрачиваются энергия и трудовые часы. Ввиду этого важен расчет оптимального значения, для достижения которого меняют технологии производства. Например, используют чугунные отливки вместо штампованных заготовок, не требующие токарной обработки. Таким образом значительно сокращают стоимость изготовления деталей.