

Оглавление
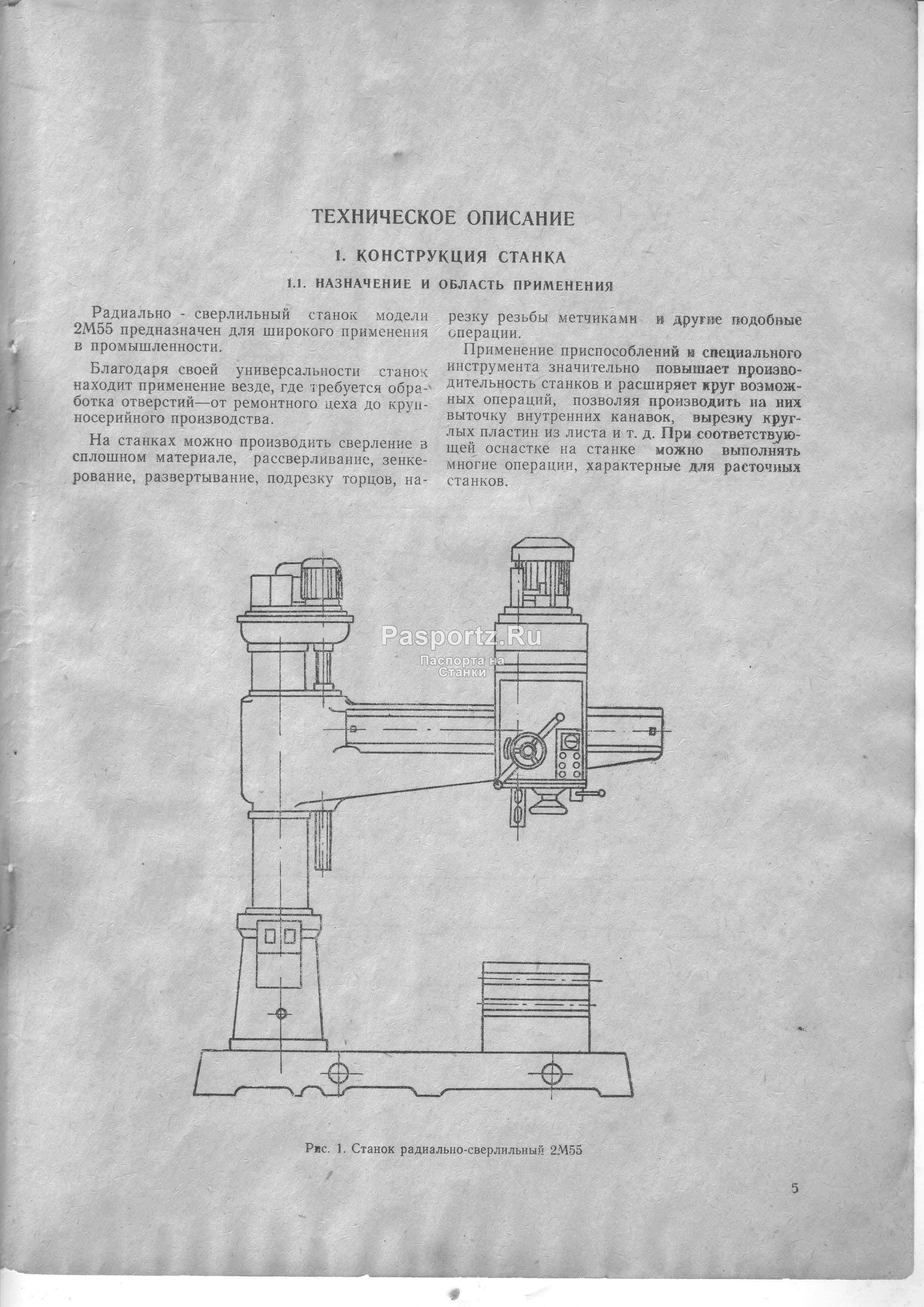
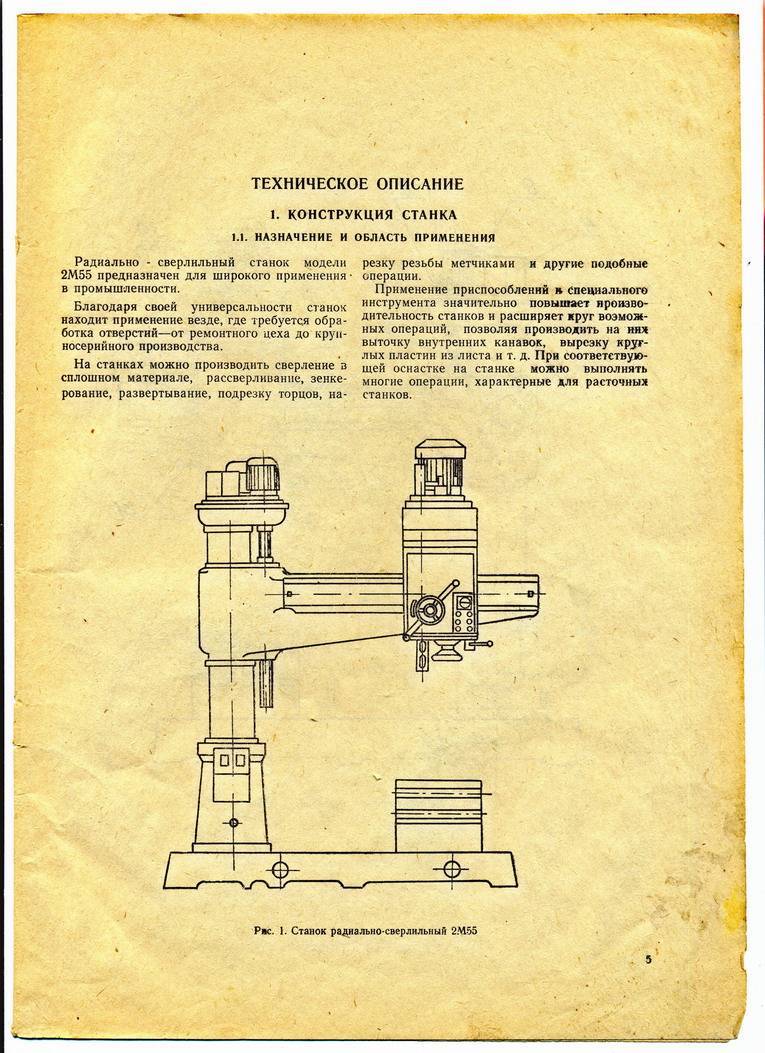
Радиально-сверлильный станок 2М55 получил широкое применение не только в ремонтных цехах, а и в крупносерийном производстве. На станке можно выполнять следующие виды работ:
- Сверление;
- Рассверливание;
- Зенкерование;
- Развертывание;
- Нарезку резьбы метчиком
С применением приспособления и специального инструмента, на станке возможно выполнять работы, характерные расточным станкам
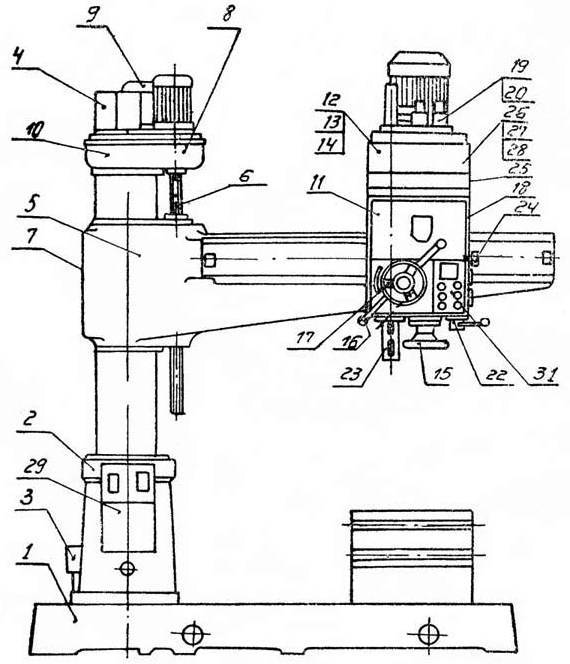
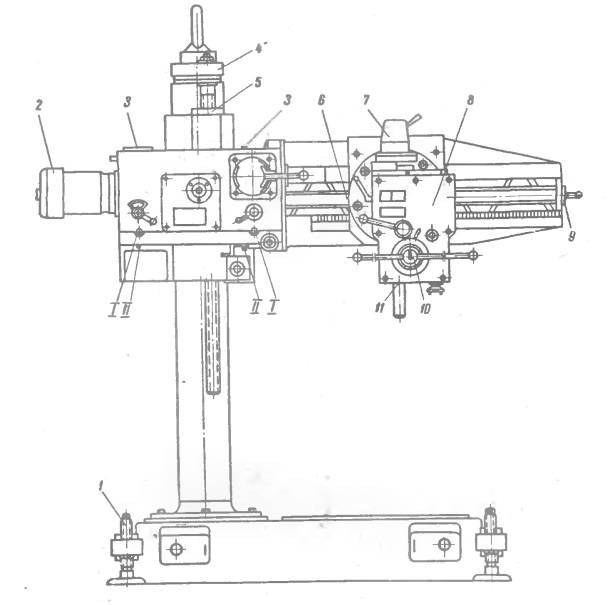
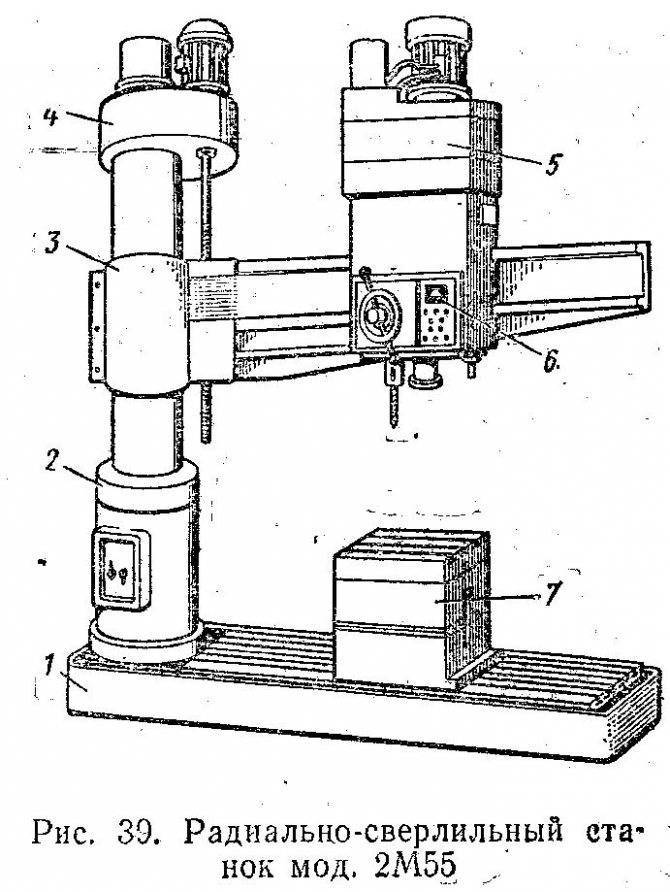
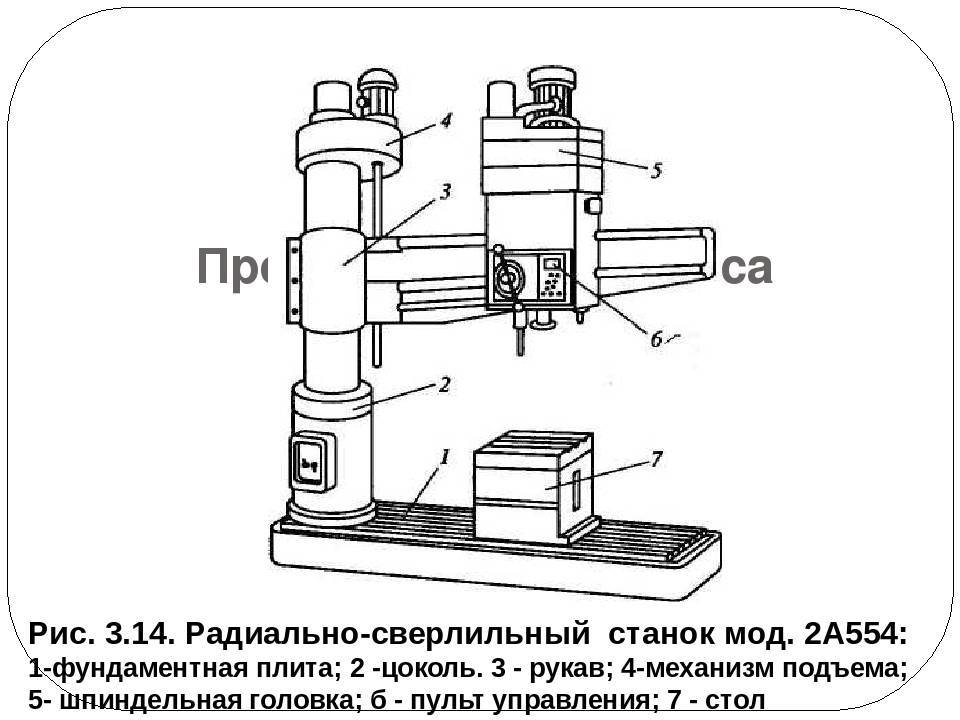
Устройство радиально-сверлильного станка 2М55
- Плита
- Цоколь
- Система охлаждения
- Токосъемник
- Рукав
- Механизм подъема
- Механизм зажима рукава
- Редуктор
- Гидростанция
- Зажим
- Сверлильная головка
- Муфта фрикционная
- Коробка скоростей станка
- Коробка подач станка
- Червячный вал
- Механизм подач станка
- Ручное перемещения сверлильной головки
- Зажим сверлильной головки
- Гидропреселектор
- Привод гидропреселектора
- Гидравлическая панель
- Командоконтролер
- Шпиндельная бабка
- Противовес
- Насос
- Главный цилиндр
- Гидрокоммуникация
- Система смазки
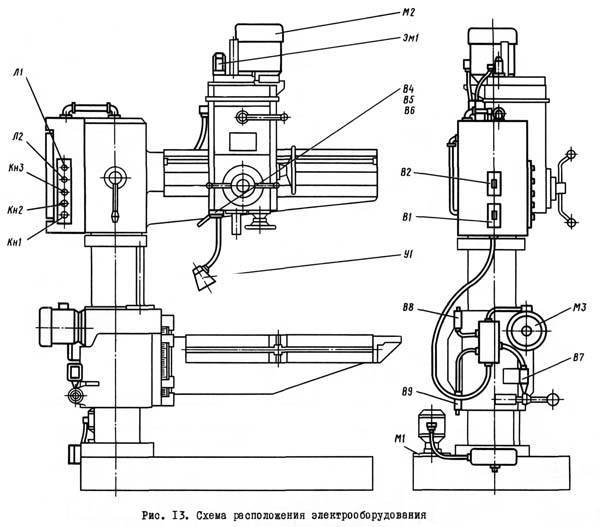
- Электрооборудование для колонны
- Электрооборудование для рукава
- Электрооборудование для головки
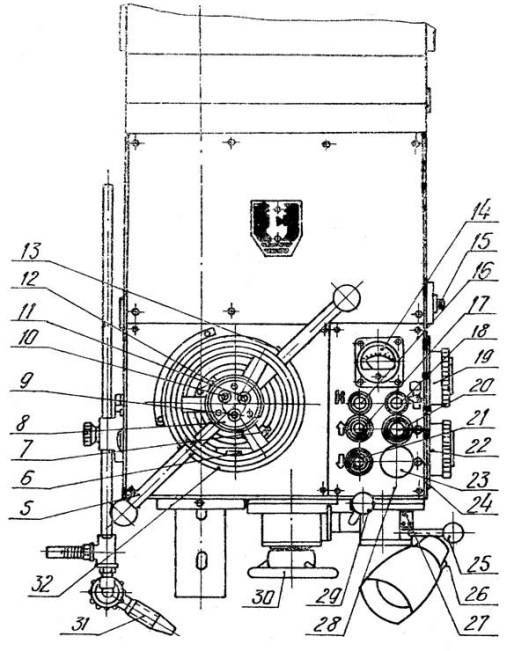
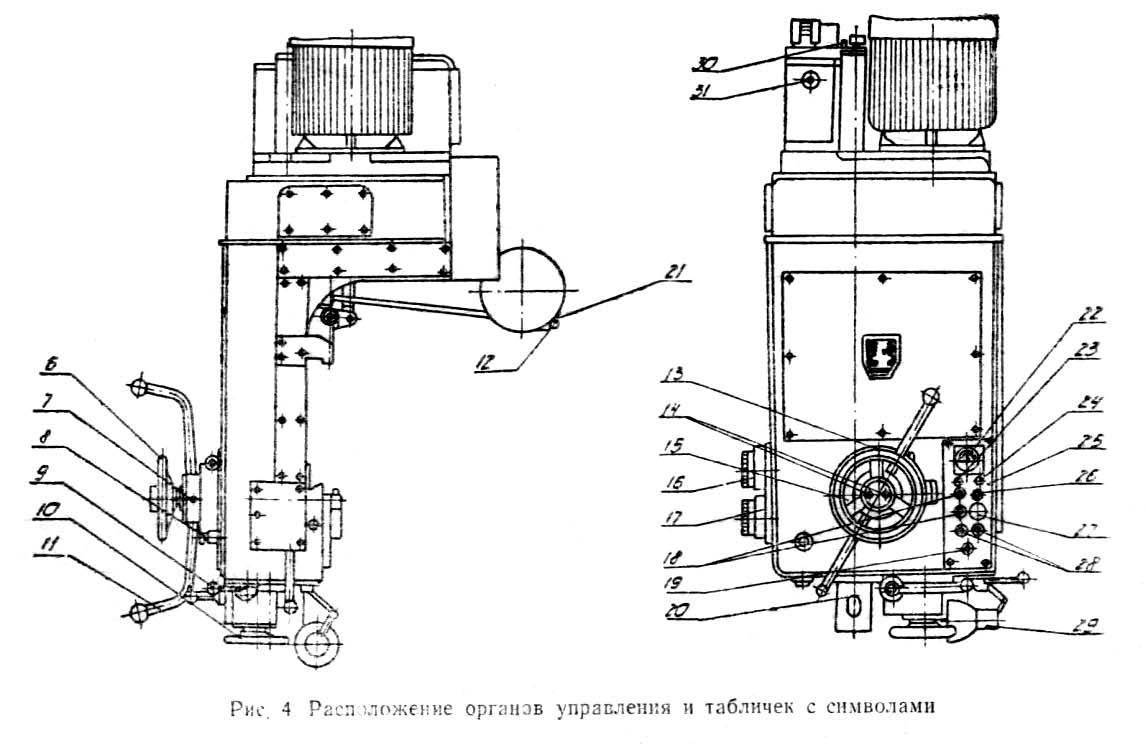
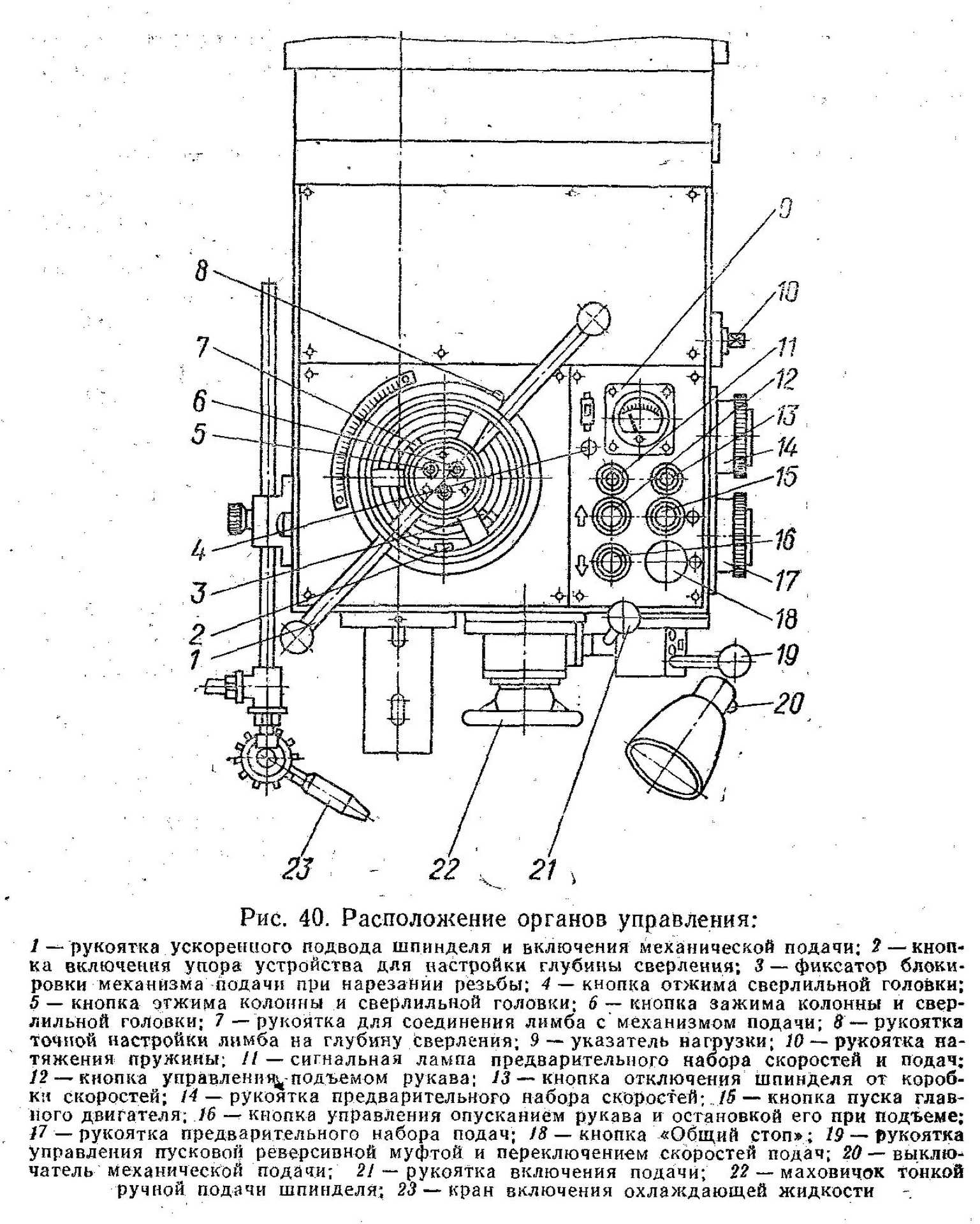
Органы управления радиально-сверлильного станка 2М55
- Выключатель электронасоса охлаждения
- Вводной выключатель из каталога ABB;
- Ускоренный подвод шпиндельной бабки и включения механической подачи
- Включение упора для настройки необходимой глубины сверления
- Блокировка механизма подачи при нарезании резьбы
- Отжим сверлильной головки
- Отжим колонны и головки
- Зажим колонны и головки
- Соединение лимба с механизмом подачи станка
- Точная настройки лимба на необходимую глубину сверления
- Указатель нагрузки
- Рукоятка натяжения пружин противовеса
- Сигнальная лампа
- Управления подъемом рукава
- Отключения шпиндельной бабки от коробки скоростей
- Рукоятка предварительного набора скоростей
- Пуск главного двигателя
- Управление опусканием рукава и остановкой рукава при подъеме
- Рукоятка предварительного набора подач
- Кнопка «Общин стоп»
- Управление пусковой реверсивной муфтой
- Выключатель освещения
- Рукоятка включения механической подачи
- Маховик топкой ручной подачи шпинделя
- Край включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
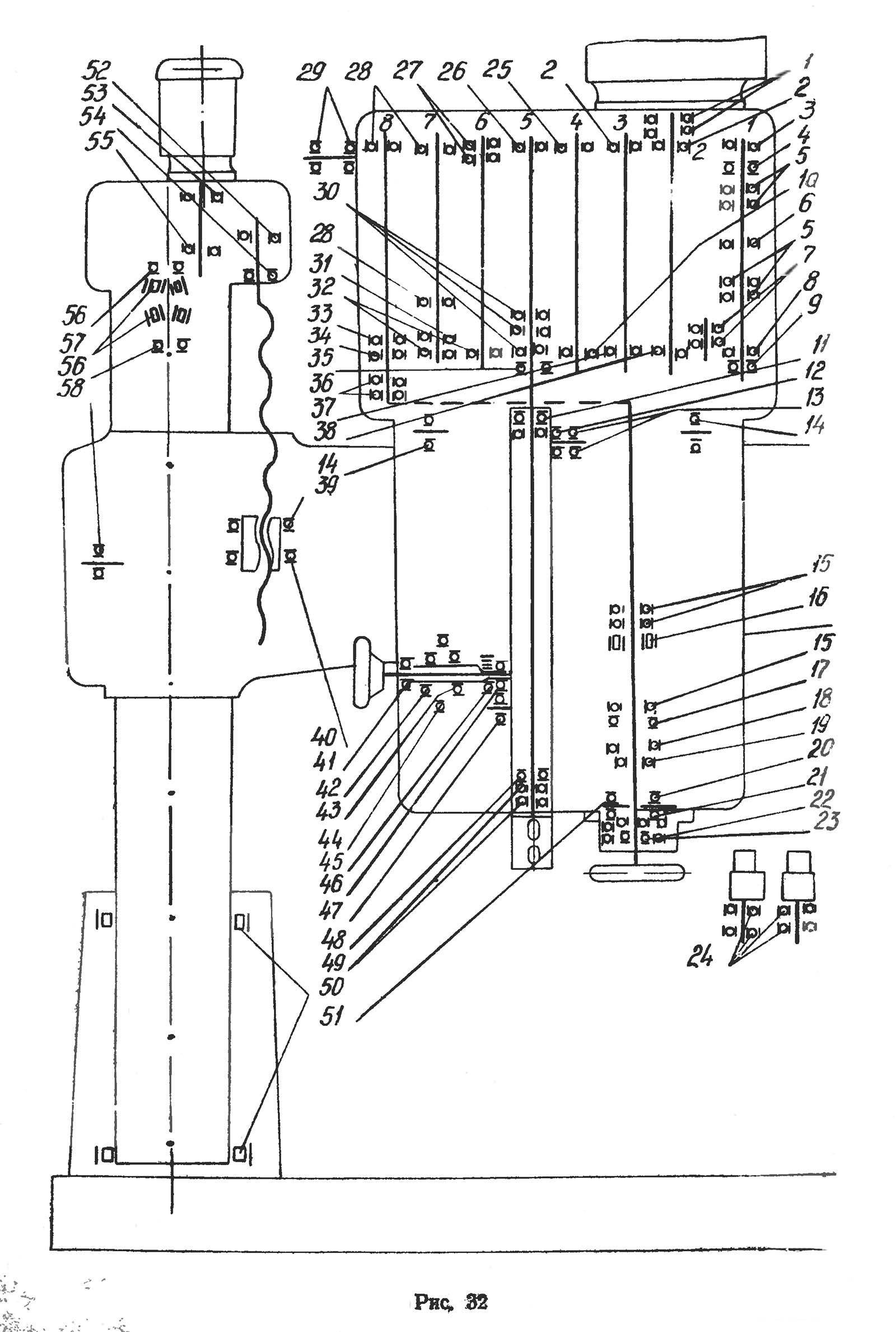
Плита, цоколь и колона радиально-сверлильного станка
Фундаментная плита 1 – жесткая отливка, усиленная ребрами в продольных и поперечных направлениях. На поверхности плиты расположены Т-образные пазы, служащие для крепления стола, заготовок или специального приспособления.
На плите неподвижно крепится цоколь 5 , в котором на подшипниках 3 и 10 установлена колона 6. Колона является наиболее нагруженной деталью станки, поэтому выполнена из стальной трубы и имеет закаленную с маленькой шероховатостью рабочую поверхность, по который перемещается рукав.
Подшипник 3 установлен на конической шейке фланца 2 и затягивается гайкой 4
Для зажима колонны служит конусное кольцо 11, прочно посаженное на трубку. При затягивании винтовой пары 8, конусное кольцо перемещается с колонной вниз относительно стойки 9, плотно прижимаясь к конусному гнезду цоколя. Таким образом, происходит зажим колоны.
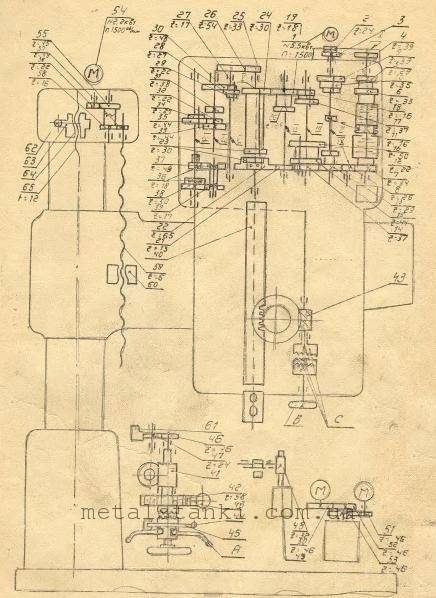
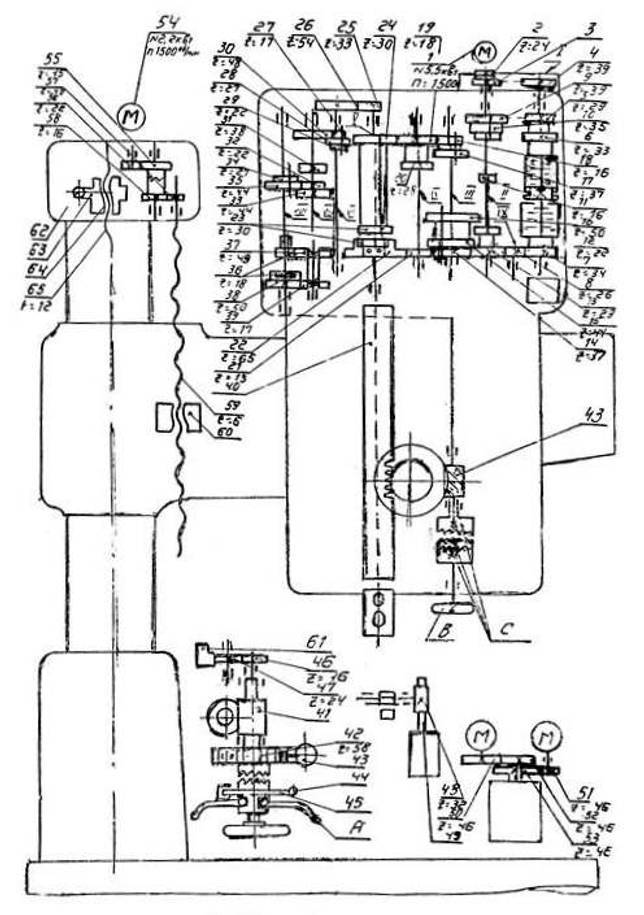
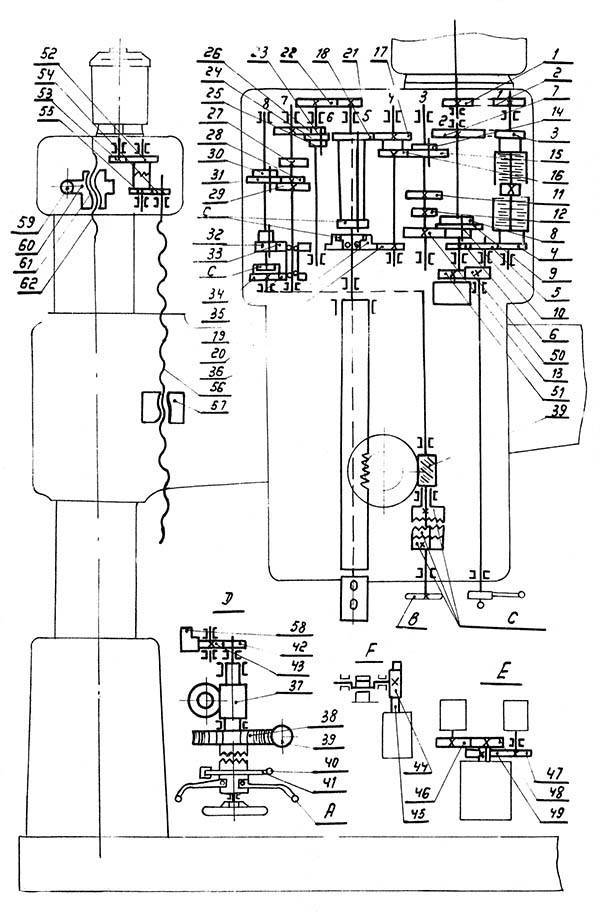
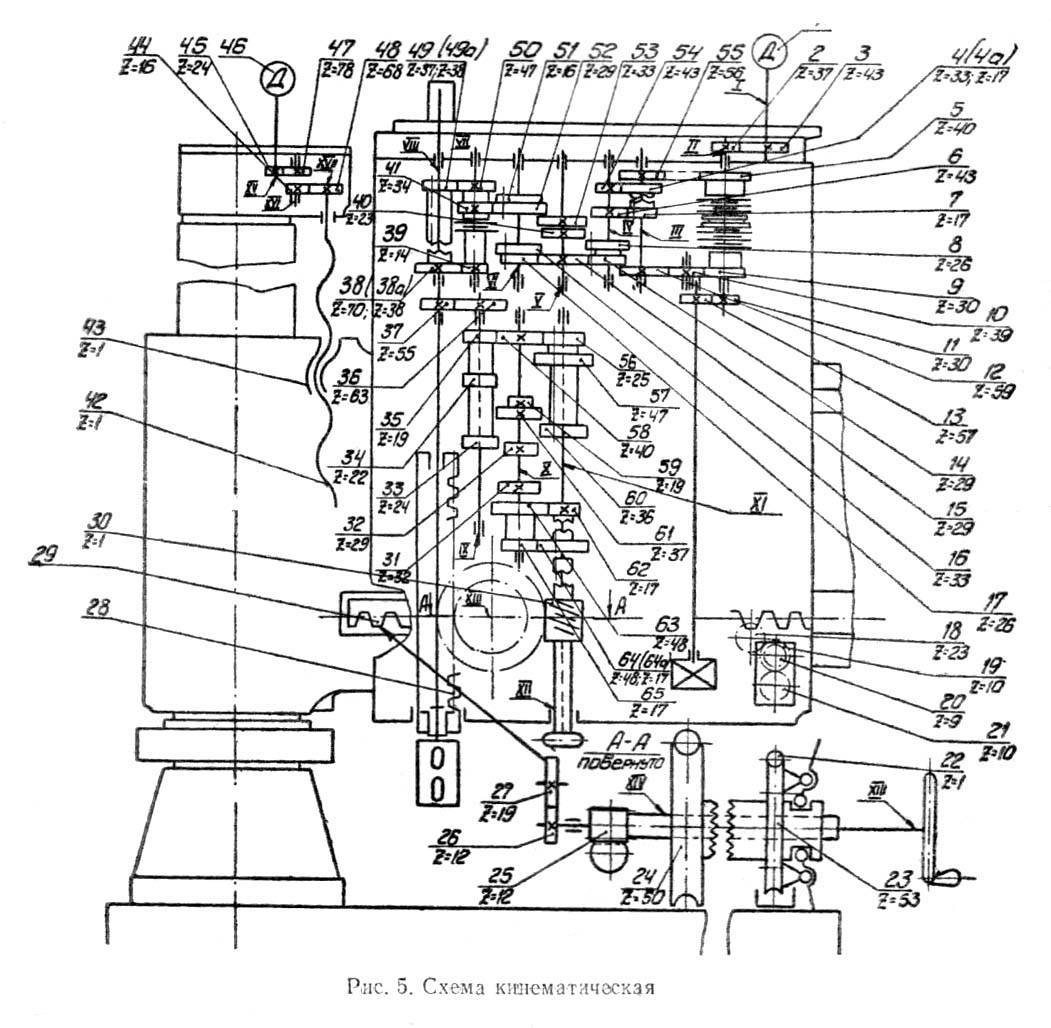
Коробка скоростей сверлильного станка 2М55
Коробка скоростей сверлильного станка предназначена для обеспечения частоты вращения шпинделя и располагается между фрикционной муфтой и шпиндельной бабкой.
С верхней муфтой коробка скоростей соединяется при помощи блок шестерен 3 и 4. С нижней муфтой – шестерней 29, закрепленной на валу 2, через паразитную шестерню 28.
При работе верхней муфты обеспечивается крутящий момент шпинделя по часовой стрелке. Нижней муфты – против часовой стрелки.
Опоры валок 2, 3, 4 и 5 устанавливаются в корпусе сверлильной головки 30. Осевое положение опор фиксируется при помощи стопорных колец.
Вал 5- полая чугунная гильза с внутренним шлицевым отверстием, которые входит в зацепление с хвостовиком шпинделя.
Коробка подач сверлильного станка 2М55
Коробка подач сверлильного станка установлена между шпиндельной бабкой и механизмом подачи. Получает крутящий момент от шпинделя через шестерню 1 и шлицевое отверстие, в котором проходит вал 7.
Шест ступеней подач обеспечиваются за счет шестерни-двойчатки 4. Расположенной на валу 7.Еще шесть ступеней подачи обеспечиваются при перемещении шестерни 3 в нижнее положение.
Паспорт радиально-сверлильного станка 2М55 можно скачать здесь
голоса
Рейтинг статьи
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
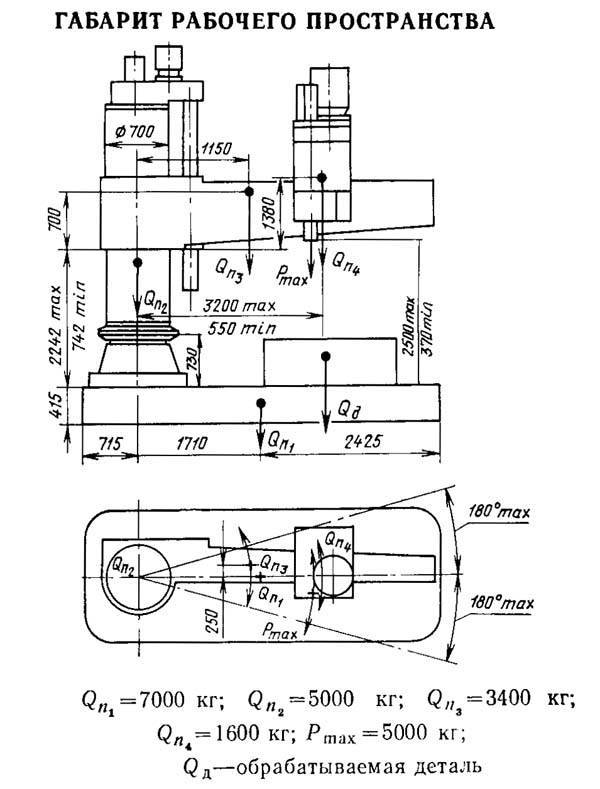
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Конструктивные особенности и технические параметры радиально-сверлильных станков
Радиально-сверлильные станки предназначены для обработки заготовок с большими габаритами. Они отличаются от аналогичных моделей оборудования компоновкой и функциональными возможностями. Специфика применения – производственные участки по изготовлению изделий большого размера.
Назначение и конструкция оборудования
Главной особенностью станков этого типа является необязательное перемещение заготовки по рабочему столу для формирования отверстий на ней. Для этого в конструкции станка предусмотрен блок смещения шпиндельной головки в горизонтальной и вертикальной плоскостях.
Этот тип конструкции предназначен для сверления, зенкования и развертывания отверстий в стальных заготовках. Для выполнения этих функций оборудование включает в себя опорную плиту, на которую установлена несущая колонна. Она необходима для фиксации рукава, вдоль которого смещается шпиндельный блок с электродвигателем главного вращательного движения.
Для выполнения своих функций радиально-сверлильный станок должен иметь следующие параметры:
- жесткий зажим рукава на колонне. Это необходимо для снижения вибрации и повышения устойчивости положения сверла во время обработки;
- простой и надежный механизм смещения рукава по высоте колонны. Чаще всего для этого устанавливается гидравлическая система. Дополнительно применяется зажим для фиксации;
- компоненты должны находиться в доступной зоне для рабочего. Учитывая специфику конструкции, а в частности – высоту около 2м, компоновка оборудования должна предусматривать простоту выполнения ремонтных и обслуживающих работ.
Поворот колонны осуществляется за счет небольшого усилия оператора. Это уменьшает трудоемкость работы и увеличивает производительность. Для улучшения этих показателей рекомендуется выбирать модель с преселективным узлом. Благодаря ему можно предварительно настроить смену режимом без остановки оборудования.
Дополнительную жесткость конструкции может обеспечить двухколонная компоновка. Это положительным образом сказывается на точности обработки, но увеличивает массу конструкции.
Перечень основных технических характеристик
Радиально-сверлильные станки относятся к классу профессионального оборудования. Их производительность и точность обработки обусловлены сложной компоновкой, которая влечет за собой большие габариты и вес. Поэтому ознакомление с техническими и эксплуатационными характеристиками является обязательным.
Для крепления заготовки рекомендуется использовать специальные магнитные плиты. Чаще всего они не входят в стандартную комплектацию оборудования. Поэтому их необходимо приобретать отдельно
Важно, чтобы их габариты соответствовали размерам рабочего стола
Анализ возможностей радиально-сверлильного станка следует начать с ознакомления с основными техническими характеристиками:
- максимальный диаметр сверления. Зависит от материала изготовления детали;
- параметры смещения рабочей головки по рукаву;
- максимальная и минимальная высоты рукава;
- угол поворота рукава по оси колонны;
- частота вращения шпиндельной головки;
- количество скоростей и оборотов шпинделя;
- число рабочих подач;
- номинальная мощность электродвигателей – главного привода и для перемещения рукава по колонне.
Дополнительно необходимо учитывать наличие устройств зажима рукава в колонне и рабочей головки. Эти функции повысят надежность работы оборудования.
Наличие противовеса облегчает ручной режим настройки параметров радиально-сверлильного станка. Поэтому за его состоянием необходимо следить наиболее тщательно.
Особенности эксплуатации
Практически все модели радиально-сверлильных станков имеют большую массу – от 3,5 до 6 т. Для их установки необходимо предварительно подготовить устойчивую площадку. Чаще всего это ж/б платформа.
Перед началом работы необходимо проверить состояние всех узлов и агрегатов. В особенности это касается гидравлической системы зажимов и перемещений рукава по колонне. После этого можно приступать к полноценной эксплуатации оборудования.
Правила работы на радиально-сверлильном агрегате:
- ознакомиться с принципом функционирования оборудования, изучить его кинематическую схему;
- применять сверла, рекомендованные производителем агрегата;
- соблюдать меры безопасности, изложенные в инструкции по эксплуатации.
В качестве примера можно ознакомиться с видеоматериалом, в котором показаны способы сверления отверстий в швеллере с помощью этого оборудования:
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.

Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
1 Общая информация
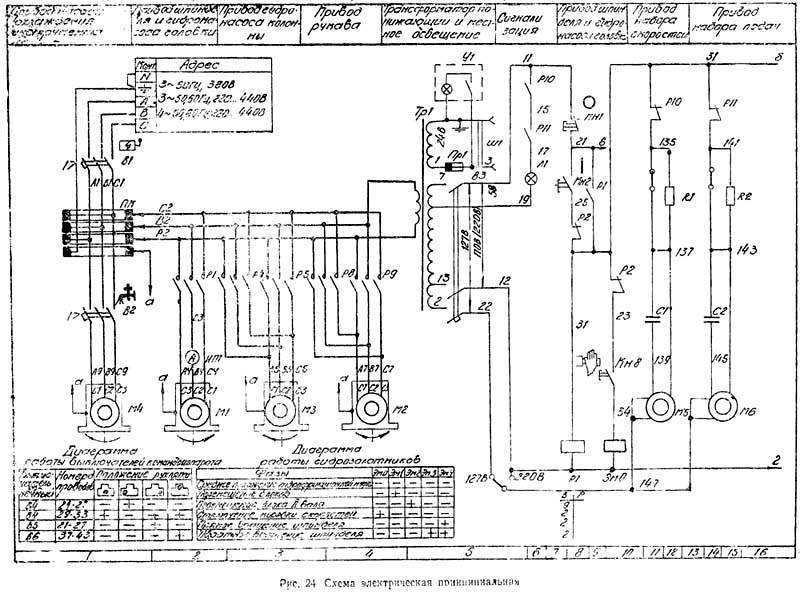
Радиально-сверлильный станок 2М55 начали производить на Одесском станкостроительном заводе. Массовый его выпуск был налажен во второй половине двадцатого века. С того времени технические характеристики и базовая эл. схема станка немного изменилась, но принципы, по которым он работает, остались полностью прежними.
Мы не зря акцентируем внимание на том, что станок модели 2М55 относится к радиально-сверлильному типу. Этот момент оказывает огромное влияние на способ его работы
Да и эл. схема тоже серьезно изменяется в зависимости от конструкции станка. Достаточно всего лишь взглянуть в его паспорт, чтобы в этом убедиться.
Дело в том, что стандартные модели станков являются практически неподвижными. То есть шпиндель на них находится в зафиксированном состоянии. Конечно, их можно с успехом использовать для:
- сверления;
- расточки;
- зенкерования;
- нарезания резьбы и т.д.
Эл. схема и даже базовые технические характеристики агрегата это позволяют. Но есть в стандартных станках и свои минусы. Они заключаются в довольно стесненных движениях шпинделя.

Фундаментная плита выполняет функцию основания агрегата 2m55
То есть сверлить с его помощью можно без проблем, но если обрабатывать нужно тяжелую прочную заготовку с множеством необходимых рабочих областей, то тут уже начинаются неприятности.
Ведь большие детали сами по себе имеют тяжелый вес. Для их новой фиксации необходимо разжимать тиски, снимать их крепление со стола (а схема их крепления чаще всего основывается на туго затянутых болтах) а затем еще и заново монтировать в новом положении.
Как видите, количество действий, что затрачиваются на простейший алгоритм работы довольно велико. Совсем другая ситуация происходит, когда используют радиально-сверлильный станок, в частности модель 2М55, 2М55Ф2 и т.д.
1.1 Преимущества
Радиально-сверлильный станок имеет множество преимуществ. Они касаются как технических характеристик, так и множества других параметров. Для того чтобы убедиться в этом, достаточно просто взглянуть на паспорт изделия.
Паспорт укажет вам все необходимые данные, вплоть до марки металла, что использовалась при создании того или иного элемента. Также в паспорт внесена базовая эл. схема станка и ее структура.
Сам по себе радиально-сверлильный станок 2М55 от других отличается возможностью перемещения головки шпинделя сразу в нескольких направлениях.

Электрический блок станка 2М55
В первую очередь шпиндель можно перемещать, за счет движения по рейке. На рейке он смонтирован в отдельном корпусе, вместе с двигателем и всем необходимым оборудованием.
Сама рейка крепится к колонне, как ее называют рабочие. Колонна – это основная рама крепления для станка и его двигателей, а также основной механизм для манипуляций. Колонна может как поднимать рейку из одного уровня на другой, так и вращать ее по горизонтали.
Шпиндель можно настроить углом поворота, высотой подъема и конкретной координатой на раме. Также можно настроить скорость его вращения, силу и даже направление вращения.
При этом станок 2М55 и его последующие модели 2М55Ф2 оборудован крайне удобным и широким столом или подставкой.

Модель станка 2М55 образца 1976 года
Этот стол имеет внушительную площадь, что дает рабочему определенное поле для маневра. Сочетая хорошую подвижность шпинделя радиально-сверлильного станка и крупную площадь стола, опытные мастера умудряются повысить скорость обработки сложных деталей в несколько раз.
1.2 Особенности станка 2М55Ф2
Станок 2М55Ф2 немного отличается от своей базовой модели. Описывать все его тонкости и нюансы мы не будем, отметим только самые главные.
А главные отличия лежат на поверхности, и увидеть их можно, даже не заглядывая в паспорт изделия. Принципиальная разница между станками 2М55 и 2М55Ф2 заключается в наличии во второй модели ЧПУ.
ЧПУ – это модуль числового программного обеспечения. Модулями ЧПУ оборудуют множество современных станков, так как это позволяет еще сильнее улучшить производительность на конечном этапе.

Современная разновидность станка 2М55
Эл. схема станка 2М55Ф2 тоже имеет отличия, но основные нюансы опять-таки касаются наличия программного модуля.
ЧПУ на станке 2М55Ф2 позволяет существенно сократить присутствие человека и затрату его усилий на обработку детали. Ведь от него теперь требуется только настроить устройство, задать ему правильные координаты и наблюдать за работой.
Машина сама переместит шпиндель в нужное место и начнет обработку.
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения.
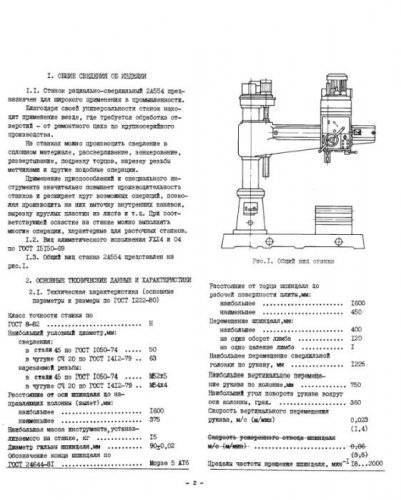
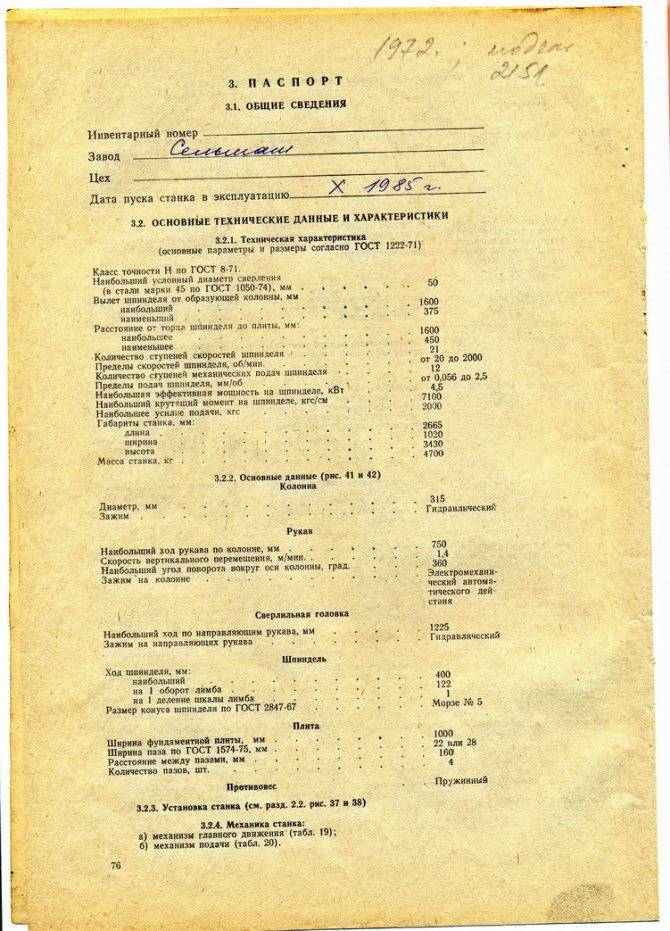
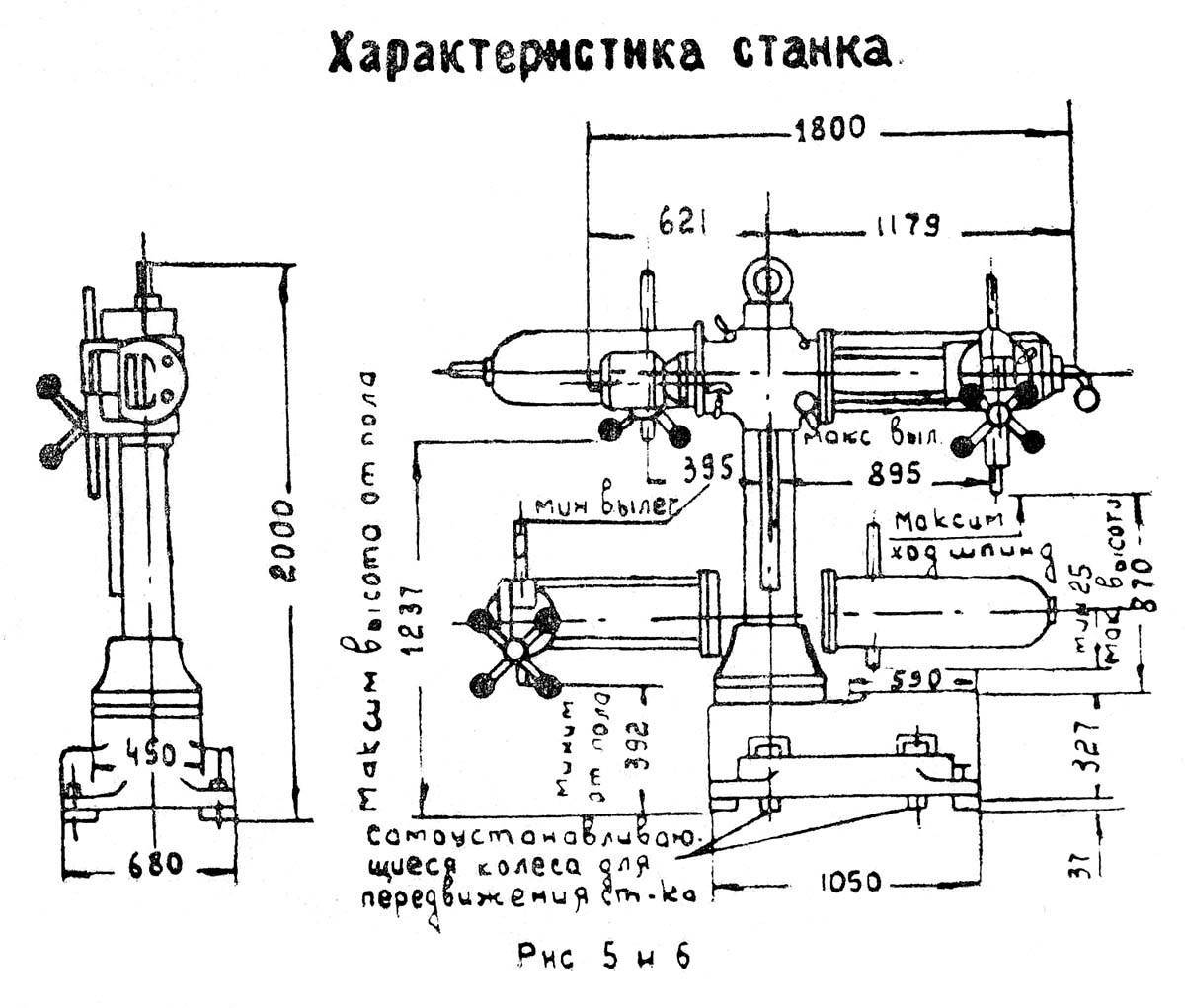
Технические характеристики
- Диаметр сверления в стали 45 по ГОСТ 1050-38 , мм 32
- Диаметр сверления в чугуне СЧ по ГОСТ 1412-89, мм 40
- Расстояние от оси шпинделя до направляющей колонны (вылет), мм 1000
- Масса 2Л53У инструмента, кг, max 5
- Перемещение шпинделя, мм max 325
- Перемещение сверлильной головки по рукаву, мм, max 710
- Max вертикальное перемещение рукава по колонне, мм 6251
- Угол max поворота рукава вокруг оси колонны, град. 330
- Пределы частоты вращения шпинделя, мин-1 35,5 — 1400
- Число ступеней вращения шпинделя 8
- Число ступеней рабочих подач 6
- Габаритные размеры, мм ДхШхВ, мм 2500x1070x2840
- Вес, кг 3500
Облегченный радиально-сверлильный станок 2Л53У используется при единичном, мелкосерийном и серийном производстве. Оборудование активно применяют на небольших заготовительных предприятиях, цехах и заводах. Механизм способен выполнять такие технологические операции, как:
- зенкование;
- сверление;
- рассверливание;
- нарезание резьбы;
- развертывания;
- подрезка плоскостей резцом.
Перед тем, как приобретать станок 2Л53У, стоит подготовить бетонную основу под установку оборудования. Высота слоя должна быть не менее 40 см.
Основные части и узлы станка:
- чугунный рабочий стол, обладающий поворотной конструкцией, который может проворачиваться вокруг оси на +90 и -80 градусов вручную;
- система подачи охлаждающей жидкости (СОЖ);
- устройство переключения подач;
- сверлильная головка, в корпусе которой, имеется коробка скоростей и коробка подач, устройство для переключения подачи и органы управления;
- электрооборудование, проводка и электрошкаф;
- бочка на которой крепится поворотный стол, осуществляющий движение по вертикали и вокруг колонны на 360 градусов;
- элементы управления;
- механизм перемещения и зажима сверлильной головки.
- рукав, на котором находится механизм сверлильной головки;
- фундаментная плита, на которой расположена вертикальная чугунная колонна.
Чтобы предотвратить обрыв электропроводов, поворот рукава относительно колонны притеснен жесткими упорами. Передвижение бочки по колонне возможно за счет надежного соединения винта с кронштейном. Для предотвращения перегрева рабочего инструмента и быстрого износа оснастки, в конструкцию 2Л53У вмонтирована СОЖ, которая подает жидкость с помощью насоса охлаждения.
Чтобы переключить скорость и подачу, оператору необходимо воздействовать на рукоятку, которая находится справа на сверлильной головке. Предохранительная муфта расположена таким образом, что специалист может без демонтажа узлов произвести нужную регулировку.
Промышленное станочное устройство 2Л53У оборудовано тремя электродвигателями, а именно:
- для подачи охладительной жидкости в рабочую зону – 0,125 кВт;
- привод стола – 0,56 кВт;
- привод шпинделя – 2,2 кВт.
Станок 2Л53У надежно защищен от перегрузок и коротких замыканий с помощью предохранителя и теплового реле. Самовольное передвижение стола не допускается блокированной рукояткой отжима и конечным выключателем. Помимо этого, имеется специальное устройство торможения, которое управляется электромагнитом. Чтобы сработал пружинный тормоз, следует установить рукоятку в нейтральное положение, что приводит к автоматическому отключению электромагнита. Срабатывание тормозной системы в автоматическом режиме также происходит при умышленных или случайных отключениях электросети.
Радиально-сверлильный станок 2Л53У позволяет оператору выполнять обработку разного уровня сложности. Это возможно за счет широкого диапазона чисел оборотов и подач шпинделя. Большим преимуществом является то, что специалист, работая за станком, прилагает минимум физических усилий при меньших радиусах сверления, что позволяет увеличить эффективность рабочего процесса. Все виды технологических операций выполняются строго с международными стандартами качества.
Для усовершенствования механизма, в конструкцию монтируется:
- защитный экран для области сверления и резания;
- система воздушного охлаждения рабочей оснастки;
- поворотная или стандартная тумба.
Данная модель станка считается незаменимой, если на предприятии постоянно требуется обрабатывать металлические детали. Оборудование довольно простое в использовании и вполне может выступать самостоятельной производственной единицей.
Радиально сверлильный станок 2М55
Технические характеристики
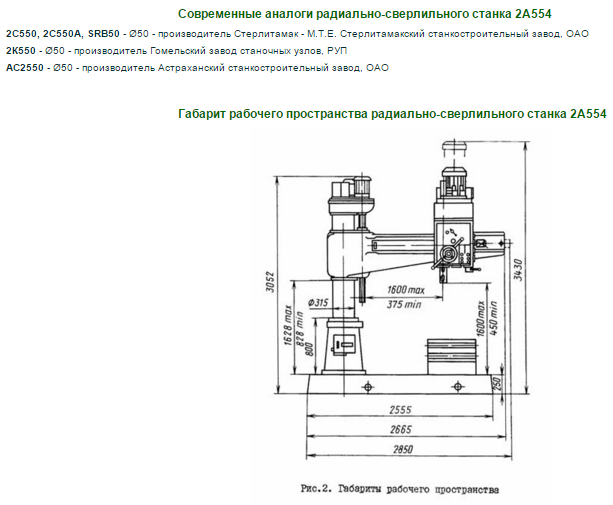
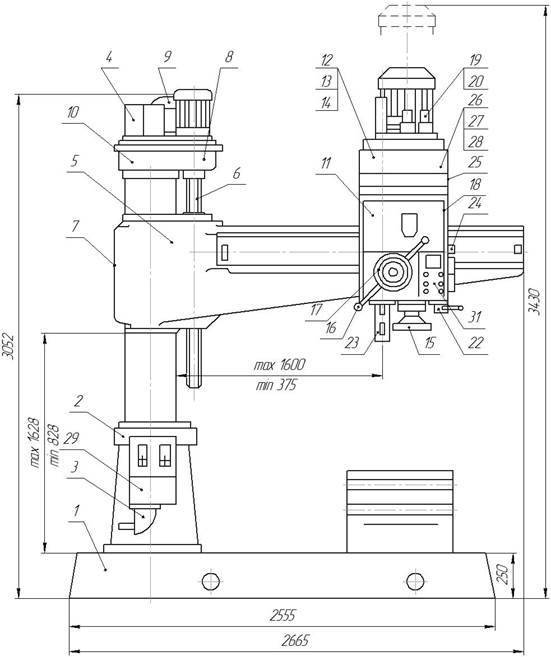
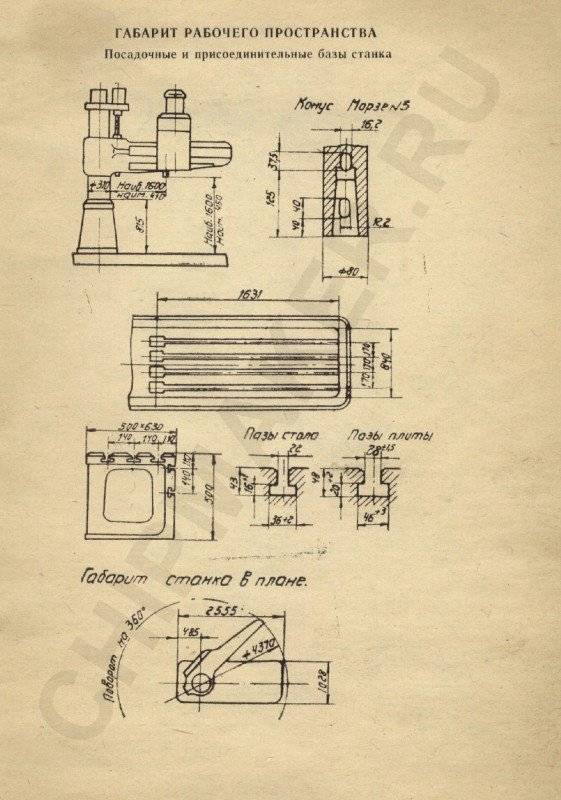
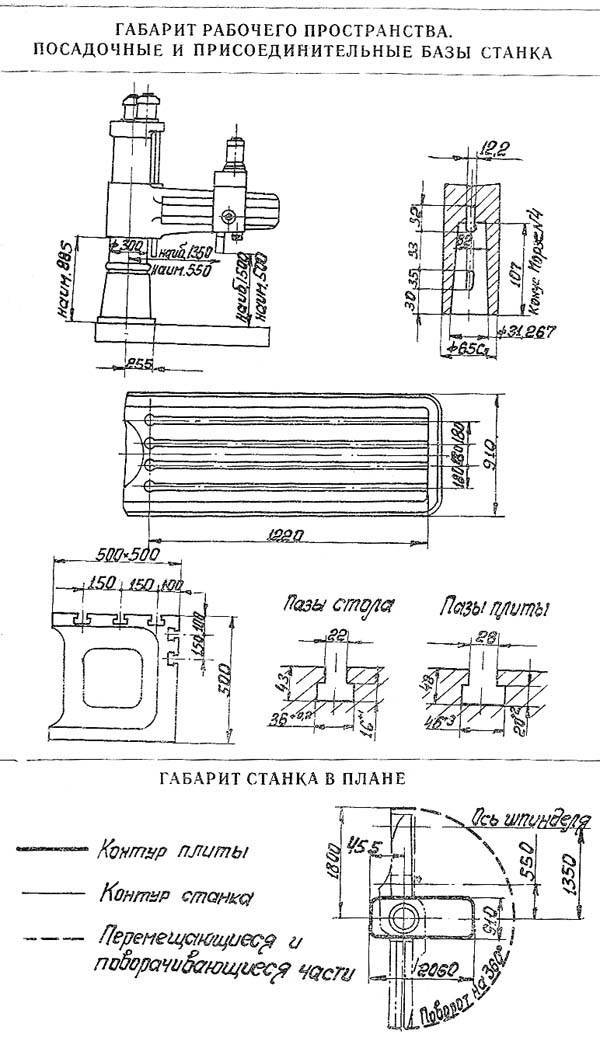
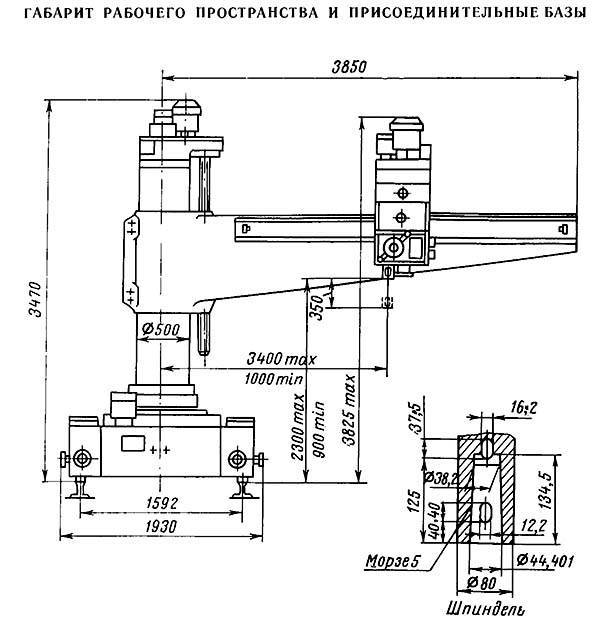
- Наибольший диаметр сверления в стали средней твердости, мм 50
- Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм. 450-1500
- Расстояние от нижнего торца шпинделя до плиты, мм. 470 — 1500
- Наибольшее вертикальное перемещение рукава по колонне, 680
- Наибольшее осевое перемещение шпинделя, мм. 350
- Конус шпинделя Морзе 5
- Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке, кг. 30
- Количество скоростей вращения шпинделя 19
- Пределы чисел оборотов в минуту 30 — 1700
- Мощность электродвигателя привода шпинделя, кВт. 4,5
- Мощность электродвигателя перемещения рукава, кВт. 1,7
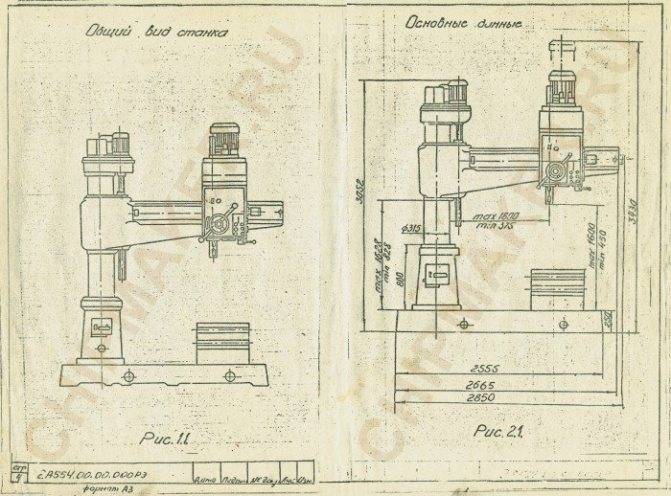
- Габариты станка, мм. 2625 х 968 х 3265
- Вес 2М55 2М55 станка, кг. 4100
Cтанок радиально-сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора.
Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.





