

Механическое крепление пластин / Insert clamping system
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами _ для металлооработки на станках Крепление пластин прижимом повышенной жёсткости Walter Turn (D) Первый выбор при обработке хрупких материалов _ например, чугуна — Подходит для тяжёлой черновой обработки, например, для обработки серого чугуна — Первый выбор при прерывистом резании благодаря надёжному креплению пластины — Один ключ для режущей и опорной пластины — Изготавливаются усиленные прихваты с твердосплавным башмаком для увеличения срока службы прихвата Державки Walter Turn с прижимом повышенной жёсткости с направленной подачей СОЖ (D. . . -P) — Подвод СОЖ непосредственно в зону резания через прижим и по задней поверхности пластины — Повышение стойкости на 30-150 % благодаря оптимальному охлаждению — Первый выбор при обработке нержавеющих материалов (ISO M) и жаропрочных сплавов (ISO S) — Гибкое подключение СОЖ: Державка с переходником для подвода СОЖ/адапте-ром (A2120-P/A2121-P) или с набором шлангов для СОЖ с резьбой G1/8” (K601) — Возможность использования при давлении СОЖ в диапазоне 10-150 бар — Оптимальное стружколомание, особенно при давлении свыше 40 бар Крепление пластин рычагом Walter Turn (P) — Универсальная система с простой заменой пластин — Первый выбор для односторонних пластин без задних углов, например, SNMM, для тяжёлой черновой обработки — Беспрепятственная эвакуация стружки из отверстия, альтернатива креплению прижимом повышенной жёсткости Крепление пластин клин-прихватом Walter Turn (M) — Для треугольных пластин без задних углов — Профильная обработка с применением пластин TNMG, максимальный угол врезания 22° — Часто применяется при продольном точении с поднутрением Крепление керамических пластин прижимом повышенной жёсткости Walter Turn (C) — Специальная система для керамических пластин без отверстия — Крепление прижимом повышенной жёсткости с твердосплавным башмаком для увеличения износостойкости — Первый выбор при обработке жаропрочных сплавов и чугуна с керамическими пластинами Токарные державки для пластин с задними углами Крепление пластин винтом Walter Turn (S) — Для пластин с задними углами 5° и 7° — Первый выбор для работы с малыми усилиями резания или для обработки тонких заготовок — Минимум сборочных деталей — Закрепление винтом Torx Plus для передачи повышенных моментов затяжки — Один ключ для режущей и опорной пластины Крепление пластин рычагом Walter Turn (P) — Для пластин с задними углами формы V/R 5° и 7° — Высокая точность обработки детали благодаря большому предварительному натяжению с помощью рычага у пластин V — Без риска ослабления винта в процессе обработки из-за перекручивания круглых пластин A 78 Токарные инструменты Walter Turn для наружной обработки Walter Токарная обработка ISO Описание инструментов Walter Turn/Walter Capto для наружной обработки Токарные державки для пластин без задних углов сш гтп
Выбор с механическим креплением
При выборе инструмента для точения, с целью оптимизировать производство, учитывают следующие факторы.
Форма, габариты детали, а также чистота обработки, ее точность, указывающие направление движения инструмента, последовательность выполнения процесса.
Тип операции, влияющий на выбор режущей части: отрезание детали, нарезание резьбы, точение, обработка канавок и т.д.
Строение режущей пластины, величина ввода, скорость вращения детали оказывает влияние на точность, степень шероховатости поверхности детали.
Для наружной обработки и расточки изделий выбирают разные резцы и твердосплавные пластины.
Жесткость крепления заготовки, инструмента, условия обработки детали
Например, в условиях вибрации обращают внимание навылет, размер приспособления, учитывают геометрию инструмента.
Способ фиксации, размеры посадки инструмента, в зависимости от конструкции, габаритов станка, а также его мощности, технологических возможностей.
Материал заготовки: чугун, нержавеющая, легированная или углеродистая сталь.
Производительность, эффективность инструмента, оказывающие влияние на качество обработки. Размер партии, наличие простоя оборудования и т.д.
Сохранение номенклатуры инструмента, применяемого на производстве, влияющая на уровень оптимизации.

Резцы инвертированные – специфика и достоинства
Данный вид отрезной оснастки называется так потому, что он работает против часовой стрелки, т.е на обратном движении шпинделя. Его конструкция в чем-то сходна с канцелярским ножом: пластина в виде длинного лезвия и державка закреплены на косом торце. Лезвие производится из быстрорежущей стали, которая легирована кобальтом, а в сечении визуально представляется как перевернутая сверху вниз буква «Т», у которой обе перекладины, как бы, укорочены. По углу заточка торца режущего края составляет семь градусов, производитель может выпускать инструмент в разных толщинах от одного до трех целых двух десятых миллиметра.
Главный плюс рассматриваемого резчика – это облегченное удаления стружки, ибо при вращении в обратную сторону шпинделя, стружка, под воздействием собственного веса, сбрасывается вниз. Данный режим существенно снижает вероятность наполнения рабочей канавки отработанной стружки, а значит риск поломки станка или его заклинивания почти отсутствует. К дополнительным плюсам подобной насадки возможно отнести:
- Легкость заточки лезвий;
- Возможность обработки на повышенном вылете;
- Оптимизация охлаждающего процесса (стружка уходит вниз, а сверху подается смазочно-охлаждающая жидкость);
- Обладание длительным эксплуатационным ресурсом даже при неоднократной переточке режущей пластины.
Помимо прочего, инвертированный резец обладает системой точечной регулировки по высоте, что делает необходимость подгонки насадки по положению при использовании прокладок попросту излишней.
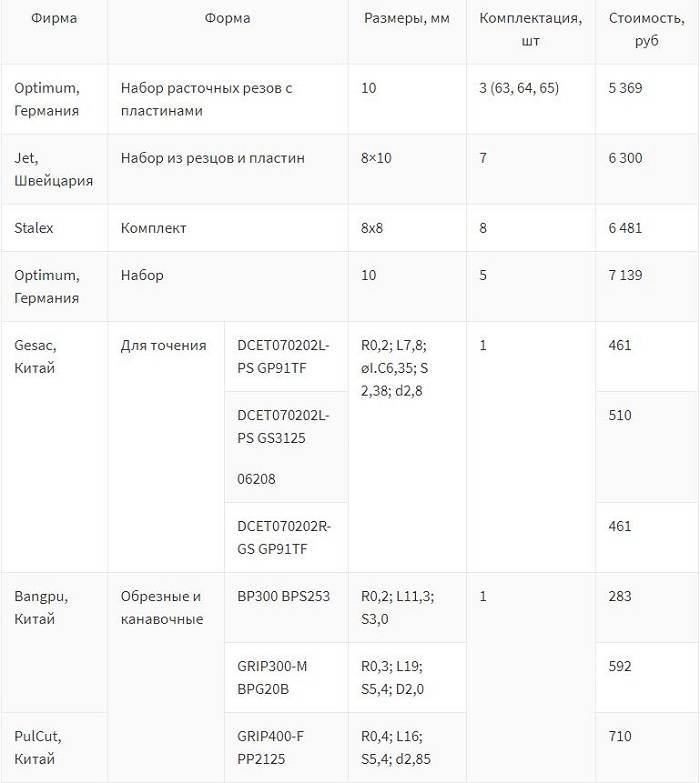
Цены на оборудование
Чаще всего к реализации представлены наборы, состоящие из резцов с пластинами. Как показывает практика, применение сменных элементов существенно экономит расходы на приобретение комплектующих. На стоимость влияет модификация, конфигурация, марка выпускаемой продукции.
- набор из резцов и пластин германского производства составляет 5 300-7 200 руб, в зависимости от размера;
- Китай предлагает от 283 до 710 руб за комплект;
- у Stalex и Jet (Швейцария) цена практически одинакова — около 6 400 руб.
При выборе резцов со сменными пластинами изучают маркировку державок, обращают внимание на качество, строение головки и держателя. Неправильно выбранный инструмент усложнит обработку деталей, негативно скажется на итоге выполненных работ
Маркировка твердосплавных пластин
Маркировка твердосплавной пластины информирует о материале изготовления, форме, величине заднего угла, длине режущей кромки и классе точности оснастки. Буквы и цифры в обозначении всегда расшифровывают слева направо.
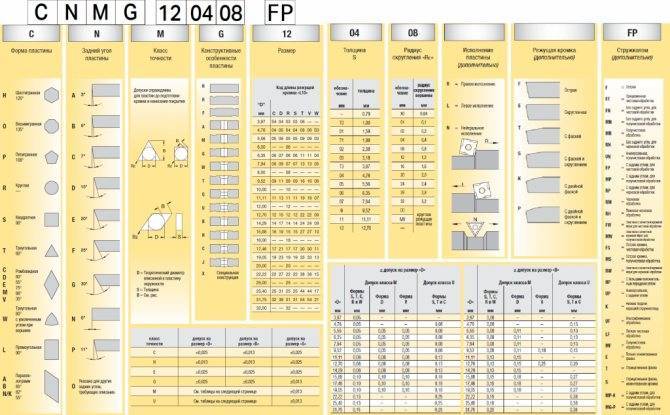
Расшифровка маркировки твердосплавной пластины
Каждый символ в маркировке обозначает конкретный показатель. Первая буква дает информацию о форме твердосплавной пластины, вторая — о заднем угле, третья — о допусках по высоте, толщине и размеру вписанной окружности, четвертая — о наличии стружколома или отверстия.
Следом за буквами перечисляют цифры. Первыми двумя обозначают длину пластины, двумя следующими — толщину, двумя последними — радиус углы. Последние две буквы характеризуют тип стружколома или его отсутствие (в этом случае вместо двух букв пишут None). Последнее обозначение (две буквы и четыре цифры) говорят о сплаве, из которого изготовлена токарная сменная твердосплавная пластина.
Перейдем к обозначениям.
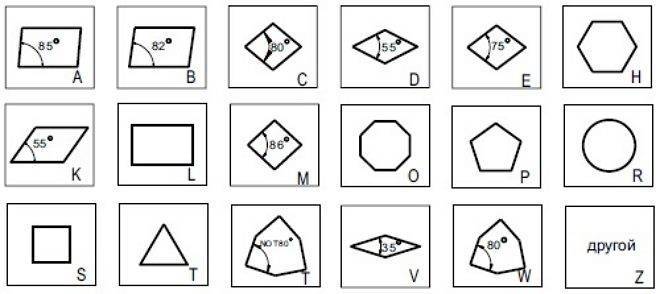
Форма пластины
Может быть абсолютно разной, от ромбовидной с углом при вершине 35 градусов до круглой. Пластины разной геометрии придают обрабатываемой детали разные свойства.
- H — шестигранная 120°.
- O — восьмигранная 135°.
- P — пятигранная 108°.
- R — круглая.
- S — квадратная 90°.
- T — треугольная 60°.
- C — ромбовидная 80°.
- D — ромбовидная 55°.
- E — ромбовидная 75°.
- M — ромбовидная 86°.
- V — ромбовидная 35°.
- W — треугольная 80° с увеличенным углом при вершине.
- L — прямоугольная 90°.
- A — параллелограмм 85°.
- B — параллелограмм 82°.
- N/K — параллелограмм 55°.

Некоторые формы твердосплавных пластин по металлу
Задний угол пластины
Пластины режущие твердосплавные используют для снижения усилия, прилагаемого при наружной и внутренней обработке.
- A — 3°.
- B — 5°.
- C — 7°.
- D — 15°.
- E — 20°.
- F — 25°.
- G — 30°.
- N — 0°.
- P — 11°.
- O — специальный угол.
Класс точности
Подразумевает допуски на теоретический диаметр вписанной в пластины окружности, толщины и других параметров
Допуски важно учитывать для пластин до подготовки кромки и нанесения покрытия
Конструктивные особенности пластины
Описывают форму пластины: наличие или отсутствие крепежных отверстий, наличие одной или двух рабочих сторон, наличие или отсутствие стружколомающей геометрии.
Размер, толщина, радиус
В маркировке твердосплавной пластины цифрами зашифрованы:
- первые две цифры — длина режущей кромки;
- вторые две цифры — толщина пластины;
- третья пара цифр — радиус скругления при вершине.
Дополнительные обозначения
Дополнительно указывают тип исполнения пластины (правое, левое, нейтральное) и параметры режущей кромки (острая, со скруглением, с фаской).
Стружколом
Маркировка стружколомов разнится от производителя к производителю. При выборе следует опираться на рекомендации из каталога.









Особенности использования твердосплавных пластин
Размеры – в мм.
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.
Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических сайтах, каких-либо существенных претензий нет к изделиям следующих изготовителей.
- Ceratizit (Люксембург).
- Proxxon, BDS-Machinen (Германия).
- Украинский ««Инструмент-Сервис».
Что учесть при выборе сменных насадок
Подразумевается, что они приобретаются в комплекте, но без резца.
Соответствие линейных параметров инструмента и пластин.
Специфика использования изделий. Если металлообработка предполагает снятие значительных слоев с заготовки, то следует подбирать насадки, материал которых инертен к высоким температурам. Работа на скоростных режимах сопровождается повышенными вибрациями
В этом случае нужно обратить внимание на такую характеристику образцов, как устойчивость к нагрузкам (механическим).
Тип обработки деталей. Это уже к вопросу о требуемой форме насадок.
Преимущества использования
Преимуществ использования токарных пластин достаточно много.
- Во-первых, как было сказано выше, основная функция пластины — увеличить долговечность резца. Резцы стоят довольно дорого, а изнашиваются очень быстро. Пластины существенно удлиняют им «жизнь».
- Во-вторых, резцы гораздо менее универсальны, чем пластины. Имея при себе достаточный набор пластин, можно выполнять обработку металлов и сплавов разного состава и структуры.
- В-третьих, менять пластины в разы удобнее и быстрее, чем менять резцы. А это является существенной составляющей производительности на единице оборудования.
- В-четвёртых, существует огромный ассортимент насадок, а это значит, что подобрать пластину для какой-либо технологической операции гораздо проще, чем резец.
- Ну и наконец, в-пятых, экономия. Купить новую пластину взамен той, которая сломалась, обойдётся гораздо дешевле приобретения нового резца. В этом, пожалуй, одно из главных преимуществ токарных пластин.

Значение маркировки твердосплавных пластин
Как правило, модель твердосплавных режущих пластин представлена 10 номерами. В этой модели первые четыре буквы представляют характеристики пластин токарного станка, а следующие шесть цифр представляют размер и характеристики модели твердосплавной фрезы.
DNMG150408-MS представляет собой режущие пластины токарные. D представляет собой алмазный диск 55 °, N представляет собой задний угол лезвия 0 °, M представляет степень точности изготовления лезвия, G представляет поверхность передней кромки и тип центрального отверстия, 15 представляет длину режущей кромки, значение 15 мм, 04 представляет толщину лезвия 4,76 мм, а 08 представляет собой радиус дуги вершины инструмента 0,8 мм.
Особый метод идентификации твердосплавных пластин
Первая буква обычно обозначает форму пластин ЧПУ. Обычно используются H, O, P, S, T, C, D и E, которые представляют собой правильный шестиугольник, правильный восьмиугольник, правильный пятиугольник, квадрат, верхний угол ромба 80 градусов, верхний угол ромба 55 градусов и верхний угол ромба 75 градусов. угол соответственно.
Вторая буква, очевидно, представляет собой задний угол лезвия. Обычно используются буквы A, B, C, D, E, F, G и O
a представляет собой задний угол A — 3 °, B — 5 °, C — 7 °, D — 15 °, E — 20 ° , F — 25 °, G — 30 °, N — 0 °, P — 11 °, а O — другие задние углы.
Третья буква указывает класс точности твердосплавных режущих пластин. Чаще всего используются марки m и g. как правило, лезвия для черновой обработки и получистовой чистовой обработки относятся к классу М, а лезвия для прецизионной обработки и сверхтвердые лезвия обычно имеют класс G.
Четвертая буква обозначает поверхность передней кромки и рисунок центрального отверстия (паз и отверстие) лезвия.
Всего 6 номеров, которые разделены на три группы. Первая группа представляет длину кромки вольфрамовой вставки, вторая группа представляет толщину лезвия, а третья группа представляет радиус дуги кончика лезвия.
Следующие буквы обозначают материал твердосплавной фрезы. Существует множество материалов для твердосплавных пластин, и изделия, изготовленные из разных материалов, естественно, будут разными. Поэтому при покупке нужно обращать внимание на материал.
Как правило, он представлен двумя буквами, в основном сплавом, P представляет обычную сталь, M представляет нержавеющую сталь, K представляет серый чугун или чугун с шаровидным графитом, N представляет алюминий, S представляет жаропрочный сплав или титановый сплав, H представляет собой материал высокой твердости и т. д.
Вывод
Выбор подходящей твердосплавной пластины — непростая задача, но если учитывать все упомянутые параметры, этот процесс может быть простым и удобным. Всегда выбирайте твердосплавные пластины в соответствии с вашими задачами, будь то фрезерование, нарезание резьбы или любая другая операция.
Эта статья поможет вам выбрать подходящие твердосплавные пластины с учетом всех этих критических факторов.
Вот краткий список всего, на что следует обратить внимание при выборе твердосплавных пластин:
• Форма твердосплавных пластин
• Типы твердосплавных пластин
• Метод использования
Назначение и сфера применения
Токарные резцы принадлежат к основному виду инструментов металло- и деревообрабатывающих установок, работающих на высокой скорости, в том числе ЧПУ, ГПС, ГПМ, (даже на токарных станках с ручным управлением).
Заготовки приобретают необходимую форму, размер, контактируя с деталью. Классифицируются согласно типу обработки, способу присоединения, направлению подающего движения, назначения.
По сравнению с цельными вариантами, сменная пластинка, расположенная на режущей кромке, подлежит замене в случае износа или необходимости проведения другого типа работ. Это позволяет существенно ускорить производственный процесс, расширить диапазон взаимодействия с рабочими поверхностями.

Твердосплавными элементами проводятся следующие операции:
- обработка поверхности заготовки;
- нарезка резьбы;
- расточка внутренней поверхности;
- развертка;
- раскрой стекла, гетинакса, цветного металла;
- выборка канавок, выемок, пазов.
Устройство отрезного токарного резца
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже). В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза. У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.

Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Вместо эпилога
Проведенным анализом рынка резцов установлено, что для бытовых нужд российский покупатель, как и мелкий предприниматель в области токарного дела, больше всего отдает предпочтение недорогим образцам инструмента, находящимся в нижнем ценовом сегменте. Такие модели обладают напаянными режущими кромками, требуют первоначальной, но зато крайне дешевы в цене. Стоит отметить, что даже российские производители передали технологию производства таких насадок на откуп в Азию – большинство популярных резцов произведены либо в азиатских странах, либо в странах ближнего зарубежья по русским лицензиям. В то же время, сегмент премиум-класса, ориентирующийся на серийное производство и требующий особой выносливости вследствие интенсивных нагрузок, представлен исключительно образцами из Западной Европы. Их отличает высокое качество, стоит они на 3-5 порядков дороже, и чаще всего это многофункциональные и универсальные модели.
Преимущества применения твердосплавных пластин для резцов
Пластины для расточных или отрезных резцов могут быть выполнены из различных марок твердых сплавов, что очень удобно, так как это позволяет иметь целый набор режущих элементов для обработки заготовок из разных материалов.
Использование сменных пластин для режущего инструмента – это еще и экономически выгодное решение, так как в случае поломки или износа нет необходимости заменять весь резец новым инструментом: надо поменять только его режущую часть. Целесообразно использовать инструмент со сменными твердосплавными пластинами и в том случае, если стоит задача автоматизации технологических процессов, что особенно актуально в условиях мелко- и среднесерийного производства, где номенклатура выпускаемых изделий может меняться достаточно часто.











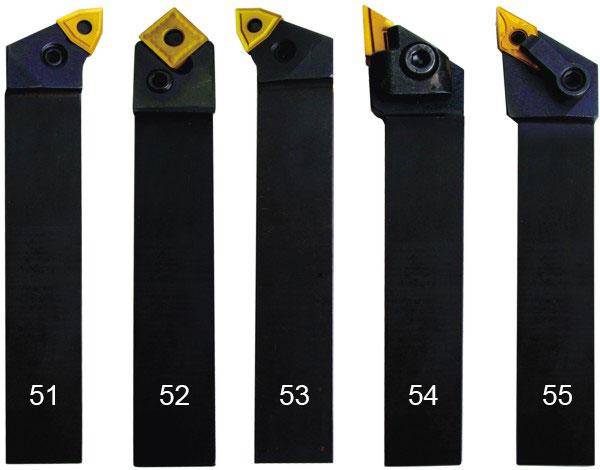
Резцы со сменными пластинами
Среди преимуществ, которыми обладают твердосплавные пластины, устанавливаемые на токарные резцы, следует выделить следующие.
- По сравнению с резцами цельного типа, пластины отличаются невысокой стоимостью.
- Замена твердосплавного режущего элемента не занимает много времени.
- О высокой надежности пластин из твердых сплавов можно говорить даже в условиях интенсивной эксплуатации.
- При необходимости такие сменные режущие элементы можно переналаживать.
- Все современные модели сменных режущих элементов для токарных резцов унифицированы, что дает возможность легко подобрать оптимальный вариант для определенного типа обработки и марки металла заготовки.
Благодаря применению сменных твердосплавных пластин с механическим креплением значительно увеличивается срок службы державки токарного резца, отпадает необходимость в осуществлении таких вспомогательных операций, как заточка режущей части и ее пайка
Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания
Некоторые виды форм твердосплавных пластин для резцов
Современной промышленностью выпускаются различные типы сменных пластин, изготовленных из твердосплавных материалов. Требования к параметрам каждого из этих типов оговорены в соответствующих государственных стандартах.
- ГОСТ 19086-80 определяет характеристики пластин режущего, опорного типов и стружколомов.
- ГОСТ 19042-80 оговаривает требования к классификации, форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 распространяется на твердосплавные пластины типов 01, 02, 61, 62, которые фиксируются на державке токарного резца при помощи напайки. Требования этого нормативного документа распространяются на элементы, которые соединяются при помощи напайки с резцами расточного, проходного и револьверного типов.
Как выбрать
При подборе качественных инструментов стоит обращать внимание на важные факторы, чтобы избежать ошибок:
- Материал заготовок (сталь, алюминий, чугун, пластмасса, дерево).
- Сплав инструментов.
- Материал, соединения лезвия с державкой.
- Характеристики – форма, конструкция, углы.
- Количество предметов – один или набор.
- Изготовление по нормам (ГОСТ).
- Соответствие типу токарного станка.
- Сертификат качества производителя, гарантийный срок (отечественный, иностранный изготовитель).
- Удобство упаковки (наборы).
- Бесплатная консультация специалиста, возможность доставки при онлайн заказе.
Профессиональному мастеру можно выбирать одиночные предметы, под определенную задачу. Новичкам – набор из 4-6 предметов, выполняющие простые задачи.
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Режимы резания
Режимы резания – совокупность параметров, определяющих условия обработки деталей при помощи токарного резца. На процесс нарезания влияют следующие факторы:
- Скорость резания –путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки в единицу времени. Измеряется в м/мин или в м/с. На чертежах обозначается латинской буквой V.
- Подача – путь, пройденный режущей кромкой за 1 ход или оборот обрабатываемой заготовки. Измеряется в мм/об. На чертежах маркируется латинским символом S.
- Глубина резания – расстояние между обработанной и обрабатываемой поверхностями. Она показывает величину снимаемого слоя металла. На схемах обозначается латинской буквой t.
- Площадь сечения срезаемого слоя – произведение глубины резания на подачу. Является номинальной величиной и влияет на наличие шероховатостей. На схемах обозначается латинским символом f.

Данные параметры являются табличными значениями и указаны в ГОСТ 25762—83.
Каждой разновидности режущих инструментов с механическим креплением пластин соответствуют дополнительные режимы резания. Отрезные резцы осуществляют поперечные движения, расточные двигаются продольно относительно поверхности обрабатываемой детали. Во время работы средняя скорость режущих кромок составляет десятые доли мм. Подача равняется 0,1 мм/об.
Общая информация
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Выбор твердосплавных пластин
Твердосплавные пластины для токарных резцов производятся в большом разнообразии, поэтому, порой сложно сделать правильный выбор. В первую очередь следует сопоставить размеры резца, чтобы они совпадали с подбираемой деталью. В ином случае, могут возникнуть серьезные проблемы с закреплением. Далее следует определиться с тем, с какими материалами будет идти работа, так как от этого будет зависеть состав. Сменные твердосплавные пластины для токарных резцов изготавливаются в различных соотношениях металлов в своем составе.
В качестве основных, можно выделить два направления, это изделия у которых имеется повышенная сопротивляемость к ударам и вибрациям во время работы и те, у которых лучше переносят воздействие высоких температур, которые возникают во время длительной работы и трения металла. В первом случае актуальным будет выбор, когда идет много работы с различными заготовками с высокой скоростью обработки. Тогда неминуемо случаются удары, которые со временем портят изделие. Если работа идет со снятием большого количества металла, то жаростойкие пластины станут лучшим материалом для выбора.
Помимо этого, большое влияние имеет еще тип изделия. Для каждой операции требуются свои особенности, которые отображаются в геометрии и других параметрах. Специально для них разрабатываются типы для определенных резцов.
«Совет профессионалов! Для активной работы следует всегда иметь запас самых востребованных пластин, так как поломка может случиться любой момент.»
С учетом всего разнообразия желательно иметь набор из нескольких изделий и уже в процессе работы с опытом можно будет определиться с самым подходящим вариантом.
Маркировка
Маркировка отображает состав, который входит в изделия. Сменные твердосплавные пластины для резцов встречаются с маркировкой Т5К10 и Т15К6. На примере Т15К6 можно понять, что они относятся к изделиям титановольфрамовой группы. Содержание карбида титана в нем 15%, кобальта – 6%.








Производители
- BDS Machinen (Германия);
- Инструмент-Сервис (Украина);
- Ceratizit (Люксембург);
- Proxxon (Германия);
- Новомосковский трубный завод (Украина).
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы

Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Читать также: Бадья для бетона своими руками
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.





