

DIN 580 — ГОСТ 4751-73
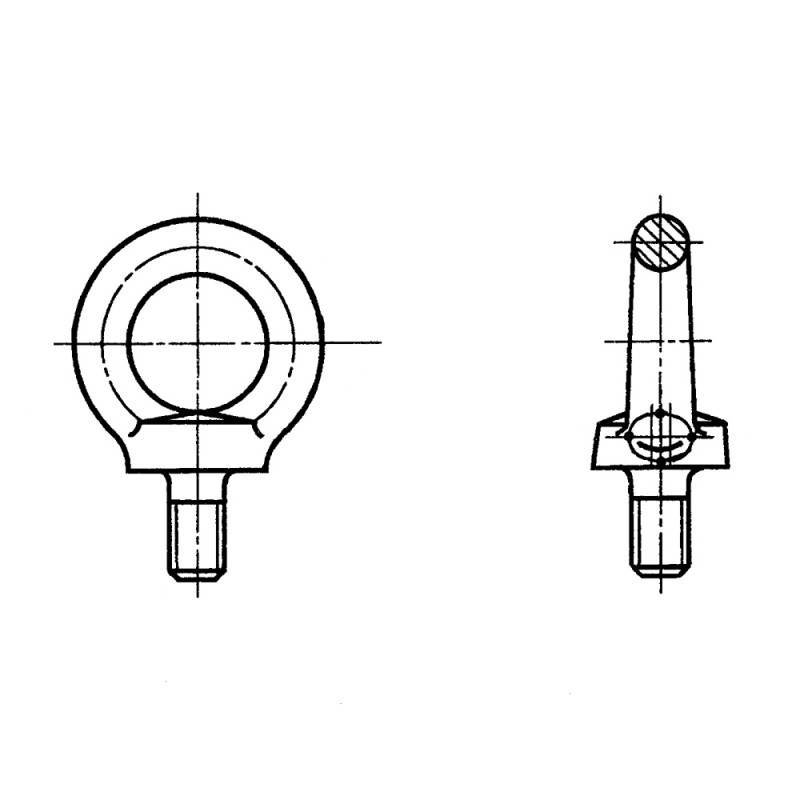
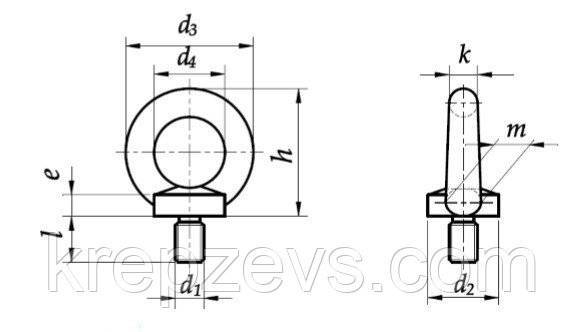
Рым-болт – представляет собой металлическое кольцо с юбкой и стержнем, имеющим на конце резьбу. Резьбовой частью он ввинчивается в корпус детали, узла или механизма, а кольцо служит для установки в него тросов, цепей, строп, карабинов, скоб, крюков.
Назначение
Рым-болт является специальным видом метиза и нужен для захвата, перемещения металлоконструкций, механизмов, машин, узлов, деталей при погрузке, разгрузке, сборке, разборке или транспортировке.
Рым-болты просто не заменимы при проведении разгрузо-погрузочных работ, монтаже станков, двигателей и другого оборудования. Он повсеместно используется в машиностроении, при строительстве, грузоперевозках и во многих других отраслях.
Особенности эксплуатации
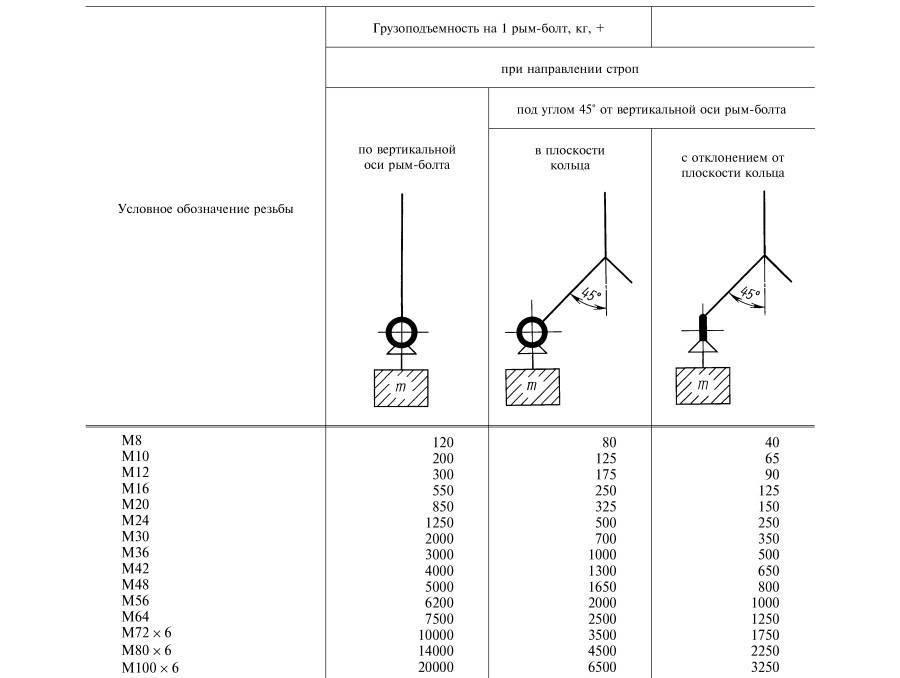
Грузоподъемность одного и того же рым-болта, при выполнении различных работ может быть разной и зависит от:
направления троса относительно оси рым- болта;
положение троса относительно плоскости монтажного кольца.
Максимальная грузоподъемность допускается, только если трос находится на одной оси с рым-болтом. Если имеется отклонение до 45 градусов от оси и плоскости кольца, то грузоподъемность соответственно уменьшается. Когда угол между осью рым-болта и тросом превышает 45 градусов, то использование рым-болта не допускается.
Материалы
Рым-болт ГОСТ 4751-73 изготавливают при помощи штамповки или ковки из углеродистой конструкционной стали 20 и 25. Эту сталь используют для изготовления крепежа и деталей с повышенными требованиями к поверхностной твердости. Они прекрасно переносят высокие температуры и не подвержены отпускной хрупкости.
Рым-болты DIN 580 изготавливают из стали С15. Это углеродистая конструкционная сталь немецкого производства, аналог отечественной стали 15 из которой изготавливают болты, винты, крюки и другие детали, работающие при высоких температурах и обладающие высокой поверхностной твердостью и невысокой прочностью сердцевины.
Изделия могут изготавливаться без покрытия или с покрытием, на усмотрение завода изготовителя. Из всех противокоррозионных покрытий наиболее распространенным является цинковое, как самое практичное и недорогое.
Маркировка, условное обозначение
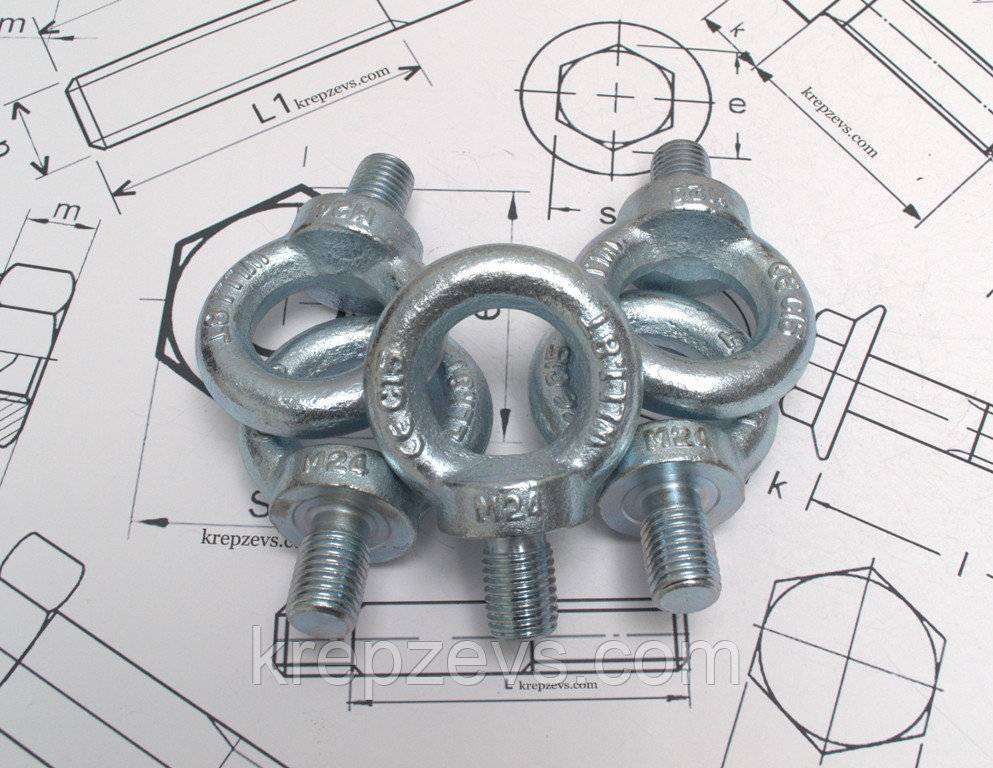
Рым-болт очень ответственное изделие, поэтому на каждый из них наносится маркировка. Она содержит обозначение резьбы, грузоподъемность и знак завода изготовителя. Некоторые болты имеют небольшие размеры, на которых не получается нанести все требуемые обозначения. Такое изделие укомплектовывается специальной биркой на тросике, которая содержит всю необходимую информацию.
Каждая партия рым-болтов сопровождается документом, в котором указан производитель, условные обозначения, количество изделий и, обязательно, результаты контрольных испытаний.
Рым-болт ГОСТ 4751-73, регламент производства, свойства и особенности
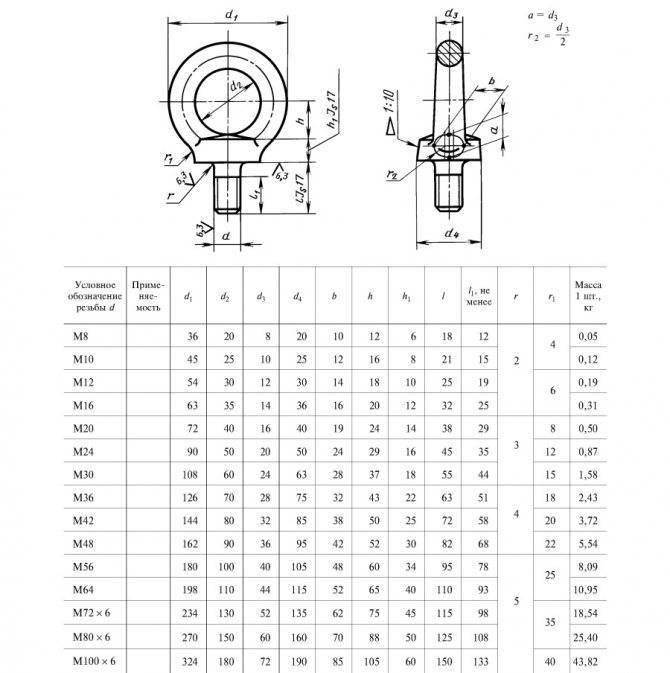
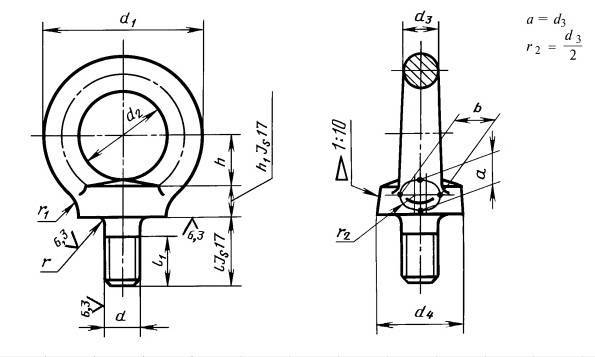
Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
Конструкция и технические условия
В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25.
К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:
- Твердостью металла
- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления.
При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 450.
Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы.
Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза.
Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).









- Технические характеристики болтов формируются способом изготовления:
- Готовое изделие подвергается обжигу при высокой температуре.
- При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.
Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
Грузоподъёмность: правила выбора
На выбор размеров влияет предельная масса груза, строповка которого будет производиться при помощи рым-болтов, а также схема размещения строп. Стандарт оговаривает следующие варианты:
- Вертикальная строповка. Предельно допустимая грузоподъёмность составляет от 120 кг для рым-болтов М8, до 20000 кг – для рым-болтов М100×6;
- Строповка в плоскости кольца при граничном отклонении от вертикали 45°. Наибольшая масса груза равна 80 кг для М8, и 6500 кг – для М100×6;
- Подъём, который проводится вне плоскости кольца, с предельным отклонением груза от вертикальной оси до 45°: соответственно 40 кг и 3250 кг.
При иных условиях подъёма и перемещения предметов рым-болты к использованию не допускаются (это связано со значительными растягивающими напряжениями, которые возникают в кольцевой части изделия).

С целью снижения давления на смежные части груза и крепежа рекомендуется подкладывать под рым-болт плоские шайбы по ГОСТ 11371-78 толщиной не менее 1 мм.
Перед применением рым-болты должны быть выборочно испытаны на работоспособность, для чего их нагружают усилием, удвоенным по сравнению со значениями, которые допускаются ГОСТ 4751-73.
Для такелажных работ с лёгкими грузами иногда используют рым-гайки, которые навинчиваются на ввёрнутую в тело детали шпильку.
Топор от Fiskars: выбираем нужный
Винтовой дровокол. Характеристики
Изготовление рым болтов ГОСТ 4751 73
Как правило, производятся рым-болты методом штамповки, но возможно и изготовление методом ковки. Ни в коем случае не допускается пайка болтов. У стальных болтов марки 25 данные значения ГОСТ определяются 134-187НВ и 105-149НВ.
- Тестирование на прочность изделий – это возможность рым-болтов удерживать двойную нагрузку (в два раза больше, заявленной в ГОСТ).
- Резьба изделия не должна иметь вмятин, заусенцев и вмятин сорванных ниток.
Завод-производитель изделия обязан вести контроль качества деталей на соответствие нормам ГОСТ. Любая партия болтов подвержена испытаниям на соответствие ГОСТ стандарту.
Все рым-болты обязаны иметь на дужке обозначения, которые включают в себя:
- обозначение резьбы (для изделий с резьбой М 8-М 16 возможно нанесение лишь товарного знака завода);
- товарный знак завода, который изготовил крепление.
Как правило, маркировку делают штамповочным способом, но также пользуются и ударным методом нанесения.
Упаковка изделий происходит на заводе, где их упаковывают в деревянные коробки, предварительно застеленные плотной бумагой для упаковки. Каждая из коробок является упаковкой болтов одной партии. Наибольший вес одной коробки не должен быть более 60 кг. Любая партия изделий, согласно ГОСТ, обязаны сопровождаться соответствующим документом с товарным знаком завода-производителя и указанием наименования изделия, количества штук в пачке, результатов проверок и тестирования на качество изделия. Таким же образом, на каждую коробку наносится эта же маркировка.
В правилах техники безопасности на кораблях указано, что перед эксплуатацией грузоподъемного оборудования его нужно проверить на наличие дефектов, в том числе, проверить рым-крепления на наличие коррозии изделия
Это доказывает, какое важное значение придается данному виду изделий на флоте. Коррозия это небольшой детали может привести к печальным последствиям
На суда для транспортировки часто нужно поднимать разные тяжелые грузы и такое изделие, как рым-болт, значительно определяет надежность всей грузоподъемной конструкции.
ГОСТ 4751-73
ГОСТ 4751-73 С. 5
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт:
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры I, /, и А, и J) пп. 2.S—2.14 каждый рым-болт:
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
11 р и м с ч а н и с. Партия состоит из рым-болтов одного размера, изготовленных из стал и одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-бантов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний яааяются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).







4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют па кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия: в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Ь по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-баттов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
Сфера применения и особенности
 Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
- Растяжка.
- Прочный крепёж.
Такое крепление монтируется на различные виды оборудования, грузоподъёмность приспособления зависит от угла наклона болта. Если учесть типоразмер изделия и угол каната относительно оси, его грузоподъёмность будет находиться в диапазоне 30—20000 кг. Запрещается поднимать груз, если угол отклонения от вертикали превышает 45 градусов.
Профессионалы рекомендуют выполнять поднятие груза относительно плоскости оси болты. Такой крепёж считается самым надёжным и безопасным.
Действующий ГОСТ классифицирует болты по нескольким основным параметрам:
- Диаметр резьбы.
- Размер кольца.
- Вид крепления — жёсткое, подвижное.
Рым—болты изготавливаются в полном соответствии с ГОСТ 4751–73 . В нём предъявляются конкретные требования к таким деталям:
- Наличие сертификата.
- Грузоподъёмность.
- Твёрдость — 105—149 НВ.
- Отсутствие окалины.
Методика производства приспособления
Обычно изделия изготавливаются обыкновенной штамповкой. Иногда рым—болты куются. Категорически запрещается пайка такой оснастки. Стальные болты, сделанные из СТ 25 должны обладать твёрдостью 105—149 НВ.
Когда проводится контроль прочности детали, даётся нагрузка, превышающая установленную ГОСТом в несколько раз. Не допускается появление трещин и вытянутостей. На поверхности резьбы не разрешается наличие вмятин, заусенцев, появление повреждённых ниток.
Завод, выпускающий болты, обязан подвергать их жёсткому контролю качества. Любая партия должна обязательно подвергаться испытаниям, полученные характеристики должны соответствовать указанным в стандарте.
 На дужке болта делается маркировка, состоящая из нескольких обозначений:
На дужке болта делается маркировка, состоящая из нескольких обозначений:
- Параметры резьбы.
- Товарный знак предприятия.
Готовые изделия упаковываются в деревянные ящики. На дно укладывается плотная бумага. В каждый ящик кладется только одна партия с одинаковыми параметрами. Вес такой упаковки не должен превышать 60 кг. В коробку вкладывается сопроводительный лист, в котором указывается:









- Наименование детали.
- Количество.
- Результат испытания.
- Качество.
Каждая упаковка обязательно маркируется. Согласно требованиям техники безопасности, если болты используются на морских судах, то перед началом эксплуатации все детали проверяются на наличие коррозии и возможных дефектов.
Разновидности оснастки для подъёма грузов
 Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
В настоящее время можно приобрести изделие, оборудованное вертлюгом. Этот шарнир предотвращает любое вращение детали. Приспособление применяется для погрузки:
- Небольших, лёгких деталей.
- Грузов, имеющих удлинённые кольца.
- Нестандартных ёмкостей.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза. ТУ и ГОСТ в разных странах производителях отличаются, но основным показателем надежности изделия считается соответствие «Международному стандарту DIN 580», адаптированному к межгосударственному ГОСТу 4751−73. Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
Технические характеристики болтов формируются способом изготовления:
- Штамповка
- Ковка.
Готовое изделие подвергается обжигу при высокой температуре.
При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм.№ 1). 2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость НВ рым-болтов с размером резьбы
от М72×6 до М100×6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d
на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d










относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M100×6.
2.12 — 2.13. (Измененная редакция, Изм.№ 2). Допускаемое отклонение этой нагрузки ±5 %.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. N 1).
2.2. (Исключен, Изм. N 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. N 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п.2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл.3.
Таблица 3
| Марка стали | Твердость НВ рым-болтов с размером резьбы | |
| от М8 до М64 | от М72х6 до М100х6 | |
| 20 | 105-149 | 95-121 |
| 25 | 134-187 | 105-149 |
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100х6.
2.13. Допуск симметричности оси резьбы относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100х6.
2.12-2.13. (Измененная редакция, Изм. N 2).









2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5%.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301.
(Измененная редакция, Изм. N 1).
Обозначение и упаковка
Для идентификации рым-болты снабжают штампованной маркировкой, в которой указывается номер резьбы и эмблема (товарный знак завода-изготовителя). Каждая партия изделий поступает потребителю упакованной в деревянный (пластиковый ил картонный) ящик весом до 60 кг. Количество изделий в упаковке определяется изготовителем.
В сопровождающем документе с эмблемой завода-изготовителя отмечаются данные об изделиях с указанием количества, результатов испытаний и контрольных проверок. Перед применением изделия необходимо проверить на наличие коррозии, которая способна серьезно ухудшить их рабочие качества.
Особенности применения
Изделия представляют собой штампованные (кованые) болты с кольцом в верхней части и являются резьбовыми точками крепления при монтаже оборудования, металлоконструкций различной массы. Рым-болты ввинчиваются и фиксируются в теле поднимаемого груза и служат надежным крепежом при его подъеме и перемещении к месту хранения или монтажа.
Для предохранения от коррозии поверхность изделий из углеродистой стали защищена оцинкованным покрытием толщиной 6–9 мм.
Рым-крепежи не рассчитаны на постоянные динамические нагрузки и могут использоваться только в целях выполнения монтажных операций, в том числе, в сферах:
- строительства, при производстве высотных работ с подъемом грузов на высоту и с фиксацией их в установленном месте;
- эксплуатации автотранспорта для транспортировки и эвакуации поврежденных или вышедших из строя автомобилей;
- возведения временных объектов с применением растяжки и крепления купольных и рекламных конструкций.
LiveInternetLiveInternet
Цитата сообщения Бахыт_Светлана
Прочитать целикомВ свой цитатник или сообщество!
Прошел и Крым, и рым». Что значит это выражение и какова его история происхождения?
Первое: Оборот «пройти и Крым, и рым» является не «синонимом», а продолжением поговорки «Пройти огонь, воду и медные трубы». Точнее, полностью поговорка звучит так: «Пройти огонь, воду, медные трубы, чертовы зубы, Крым и рым».(то есть пройти испытания (огонь и воду), славу (медные трубы) болезни (чертовы зубы).
Второе: Что касается слова «рым», то вовсе не искаженное для рифмы Рим, а, как свидетельствуют словари морской терминологии: «металлическое кольцо для закрепления тросов, блоков, стопоров, швартовных концов и т. п. Рымы устанавливаются на палубе и на фальшборте судов, в носовой и кормовой оконечностях шлюпок, а также на причалах и набережных». Сквозь рымы также продергивались в свое время также цепи каторжников-галерников. Таким образом рым является неким символом неволи. Что же касается Крыма, то именно там в Кафе (современной Феодосии) ориентровочно с 12 века по 1675 год был самый крупный в Причерноморье, а позднее и в Европе невольничий рынок. Так что скорее всего выражение «Пройти Крым и рым» может буквально означать — пройти и рабство и каторгу.
Третье: «Крым и рым» — указывают на угон в рабство и последующую каторгу (каторга — парусно-гребное судно/галерные рабы): Крым — Кафа(Феодосия) — невольничий рынок, рым — металлическое кольцо из флотской жизни для
Поговорка действительно в полном варианте звучит: «Пройти огонь, воду, медные трубы, чертовы зубы и Крым, и Рым».
Точного однозначного толкования откуда пошло «…и Крым и Рым» нет. Существует несколько версий.
- Рым — это медное кольцо, которое устанавливали на палубах кораблей для крепежа тросов, блоков и т.д. Кроме того, к рымам пристегивали цепи каторжников и невольников. Сюда же отлично вписывается Крым — в Кафе (Феодосия) с 12 в. по 17 в. существовал самый крупный невольничий рынок в Причерноморье. Следовательно, фразу «пройти и Крым и Рым» буквально можно толковать как «пройти и каторгу и рабство (неволю)».
- Вторая версия гласит, что живой товар из Крыма отправляли на другой невольничий рынок, находящийся в Руме, Малая Азия. При этом смысл поговорки остается тем же.
- В конце 18 века, когда Суворов воевал с турками в Крыму одним из главных сражений было при Рымнике (за это Суворов получил звание «граф Рымникский». Для выживших солдат выражение «пройти и Крым и Рым» значило «остаться в живых после выпавших на их долю испытаний». Затем это могло перейти и в обычный обиход.
Первая часть фразы «пройти огонь и воду, и медные трубы» означает пройти житейские испытания и испытания славой.
«Чертовы зубы» — это также относится к житейским (жизненным) испытаниям. Таким как болезни, горе, психические расстройства.
Четыре:Полностью оно звучит так:
Так сказал Суворов после победы на Рымнике, когда были разбиты турки. Рым означает кольцо, которое прикрепляли к корпусу судна. Оно означало символ неволи, так как галерники-рабы были привязаны с помощью рыма.
Данное выражение означает прохождение всех бед, невзгод, несчастий, переживаний множества бед и испытаний.
https://www.bolshoyvopros.ru/questions/857121-krym-…-otkuda-poshlo-vyrazhenie.html





