

Как осуществляется гибка трубы по радиусу
Согнуть профильную трубу по радиусу для теплицы можно несколькими способами. Если необходимость в проведении манипуляции появляется редко, то используется ручной трубогиб. Изгибание проводится холодным и горячим методом. Оборудование для гибки состоит из оправы, которая имеет ролик. Он перемещается по основе, в результате чего проводится гибка материала.
Перед гибкой определяется радиус инерции профтрубы круглого или квадратного сечения. При выборе инструмента мастер должен руководствоваться рекомендациями специалистов:
- Для изгибания используется рычажное устройство, с помощью которого может создаваться поворот до 90 градусов.
- При использовании рычажного приспособления рекомендовано использовать металлоизделия из гибкого материала – меди, алюминия, стали-нержавейки. Их диаметр должен составлять не более 20 миллиметров.
- Арбалетные трубогибы имеют болен сложную конструкцию, что требует укладывать изделие в две опоры, проворачивающиеся вокруг своей оси.
- Если сечение составляет менее 10 сантиметров, то можно использовать арбалетные установки для изгибания металла под углом 90 градусов.
- Для обеспечения простоты манипуляции рекомендуется предварительно место изгиба нагреть или охладить.
- Если гибка проводится методом вальцевания, то рекомендовано применение оборудования, которое имеет три валка.
Давление на заготовку при гибке проводится различными видами штоков – гидравлическими с ручным приводом, винтовыми механическими, гидравлическими с электрическим приводом.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
 «Лишние» шайбы показаны стрелочками.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.

Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Особенности технологии
 Нюансы процесса применяя трубогиба сводятся к следующим:
Нюансы процесса применяя трубогиба сводятся к следующим:
- При малых радиусах сгиба (r < 3h) складкообразование вероятно при любых схемах деформирования. Выручить может спиральная пружина растяжения, наружный размер которой немного больше внутренней высоты трубы. Пружина пропускается в трубу до начала её деформации, а дальше всё следует в вышеописанной последовательности.
- Для малопластичных материалов помогает следующий приём. Внутрь трубы засыпают мелкокристаллический сухой песок, а оба концевых отверстия плотно заглушают деревянными пробками. При изгибе трубогибом создаётся противодавление, которое уравновешивает растягивающие напряжения, компенсируя их соответствующими сжимающими. Вероятность трещин во внешних волокнах металла уменьшается.
- Ручная гибка целесообразна для профильных металлических материалов, наибольший поперечный размер которых не превышает 50…60 мм (для цветных металлов и сплавов он может быть больше).
- Чем толще стенка трубы, тем медленнее должен производиться процесс деформирования трубогибом (следует помнить об эффекте пластической инерции материала, которая возрастает с увеличением массы единицы сечения).
- Не стоит конструировать пространственную трубу с разными радиусами сгиба: особой пользы это не даст, а конструкция трубогиба усложнится.
В некоторых случаях единственный способ, с помощью которого профильная трубчатая деталь может быть изготовлена, — это отрезка прямой секции с её последующем соединением (например, при изготовлении объёмных вентиляционных отводов). Хороший сварной шов будет практически незаметен, и одновременно уменьшит конечную стоимость сборочной единицы.
Да, кстати, пластический изгиб нержавеющих труб своими руками невозможен и следует использовать приводные станки.
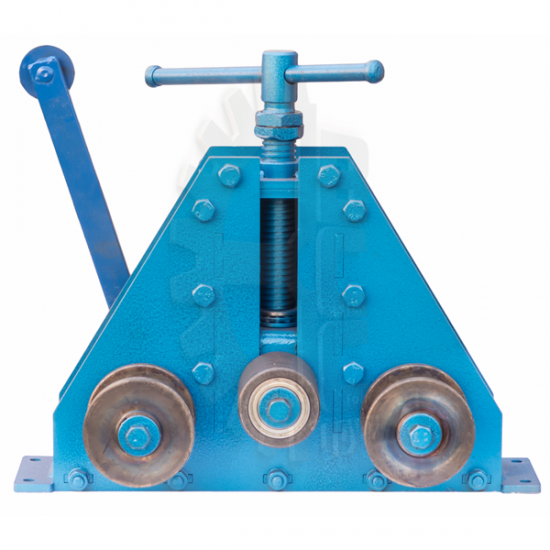
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
- монтаж третьего валика выполняется по центру над двумя предыдущими;
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.








Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
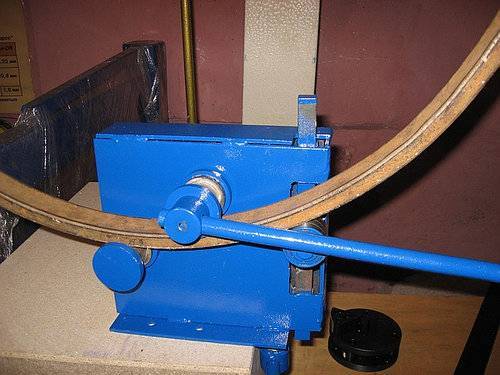
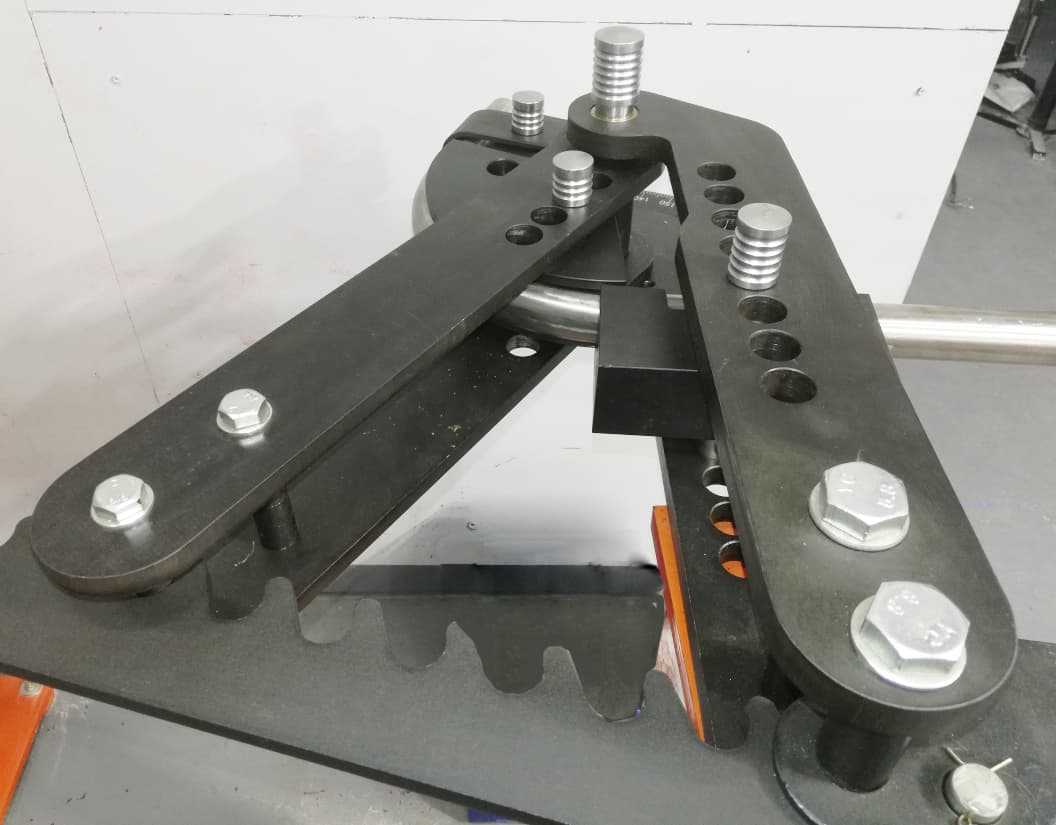
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
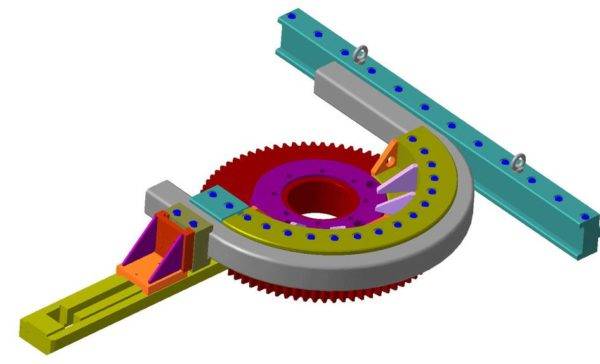
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.. Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см
начало статьи)
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
 Результат изгиба при помощи сварки
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
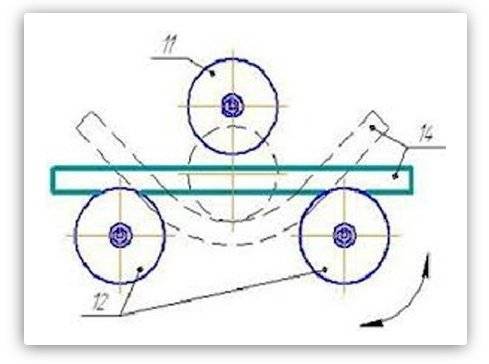
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
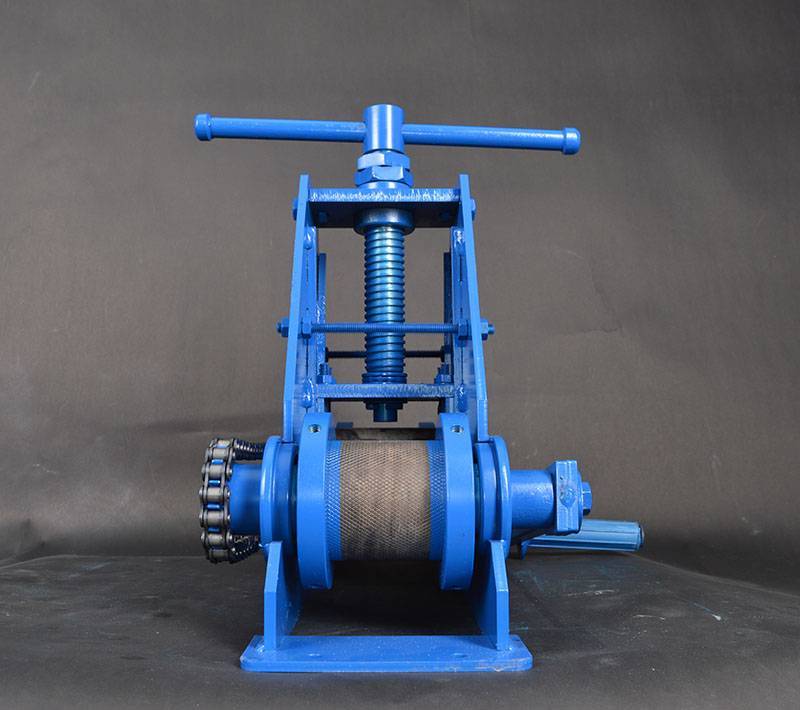
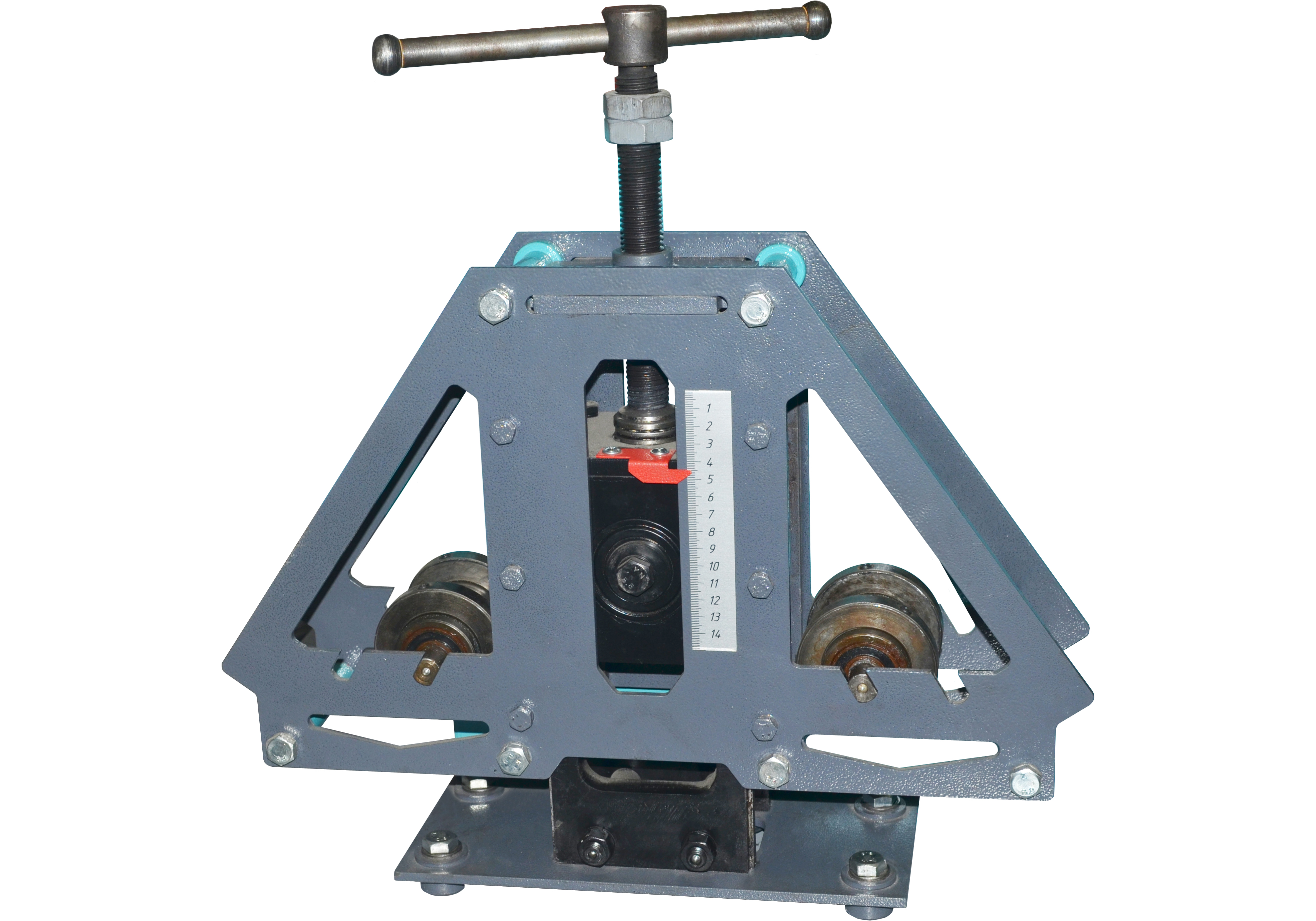
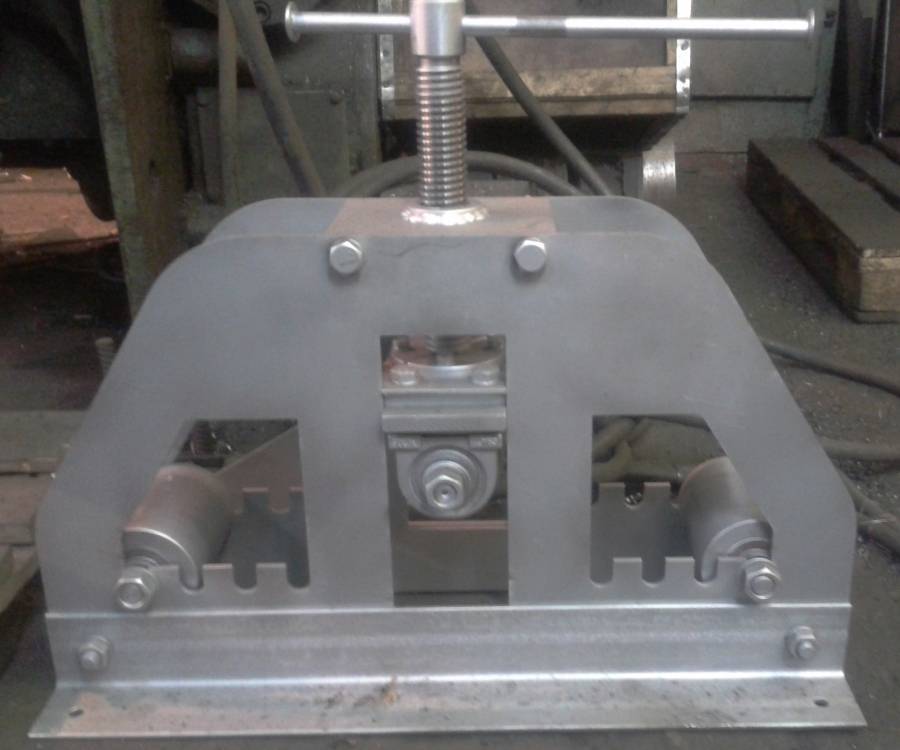
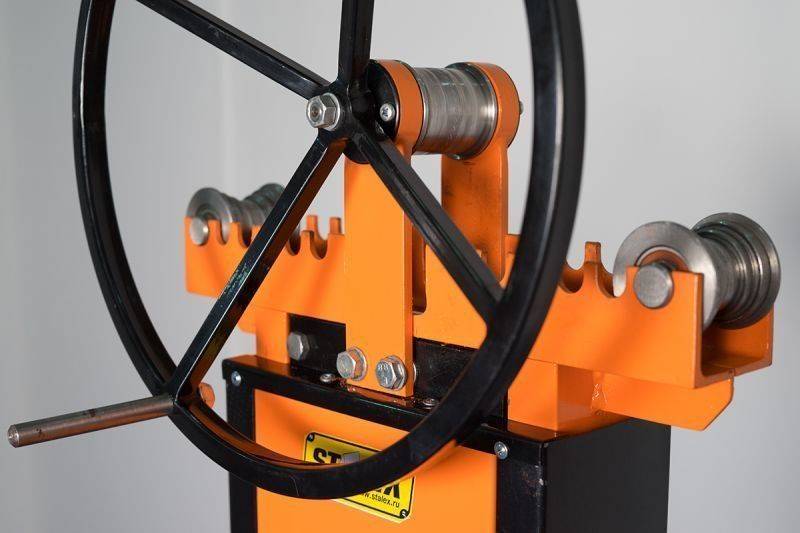
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.

Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.

Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.






Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.

С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.

Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм
Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
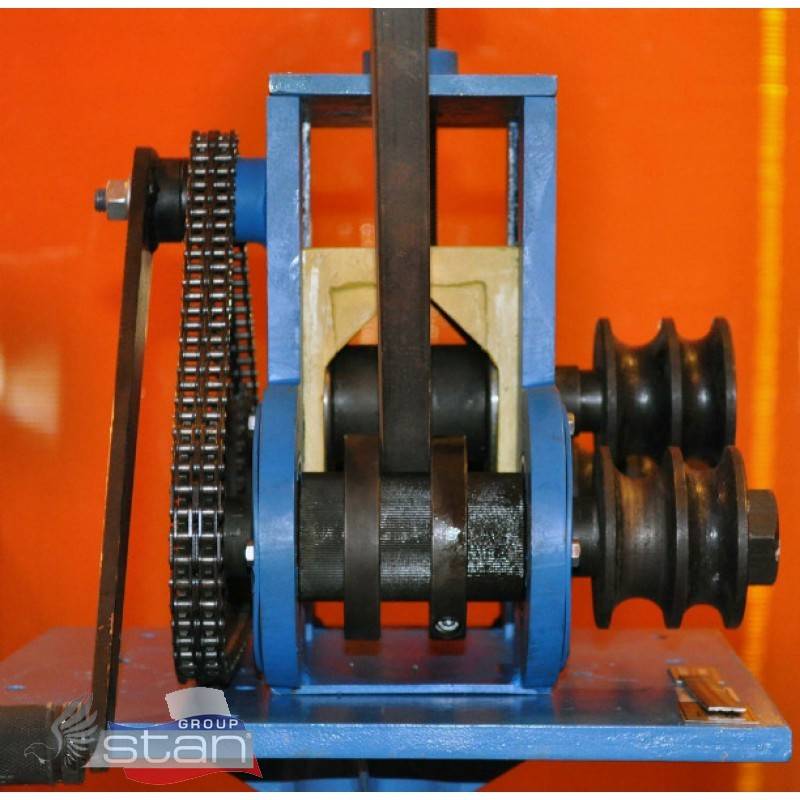
Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Читать также: Как проверить работу транзистора
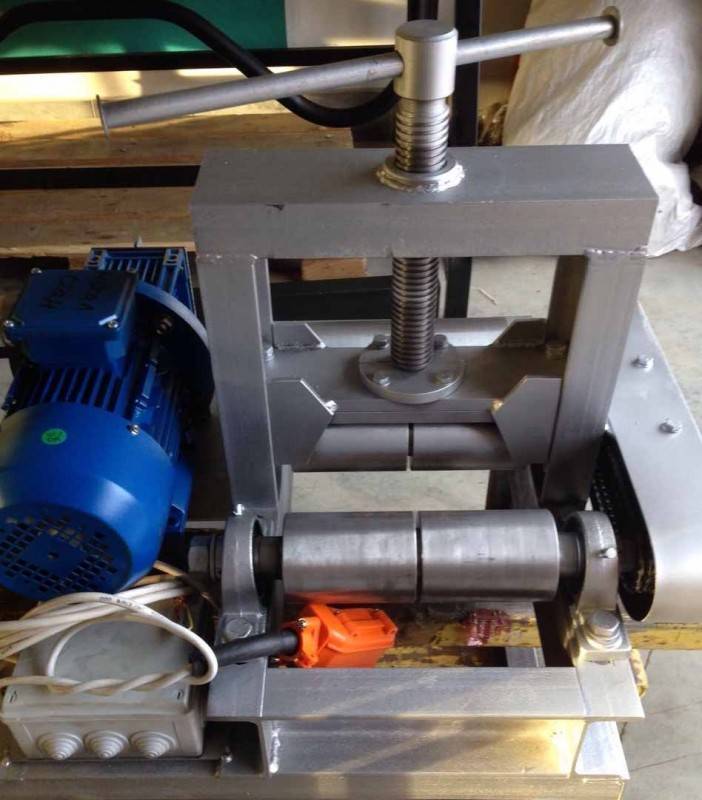
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой. Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу.
Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
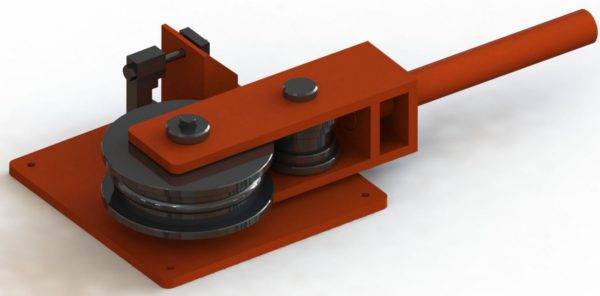
Намоточный трубогиб
Можно сконструировать и намоточный трубогиб своими руками для круглой трубы или квадратного профиля, работающий по аналогии с роликовым инструментом. Но, гибка выполняется не поворотным роликом, а движимым упором. Для перемещения упора устанавливаются горизонтальные направляющие.

Конструкция включает такие детали:
- Профильный сектор. От его угла будет зависеть предельный угол изгиба.
- Вертикальная ось небольшой длины. Для свободного вращения следует использовать подшипник.
- 2 смежных ролика, формирующих движимый упор.
- Направляющие с одной функциональной стороной.
- Ограничитель движения упора. Предотвращает риск произвольного перемещения упора при выполнении гибки.
- Вилка-предохранитель, установленная на профильный сектор. Позволяет правильно зафиксировать деталь, и повысить точность работы.

Механизм более сложный в изготовлении, но отличается более компактными размерами. Трубогиб проще в эксплуатации за счёт возможности быстро изменять положение прижимного узла. Может оснащаться электроприводом или гидравлическим узлом.

Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Предназначение и область применения
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.







Область применения:
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.
Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.





