

Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
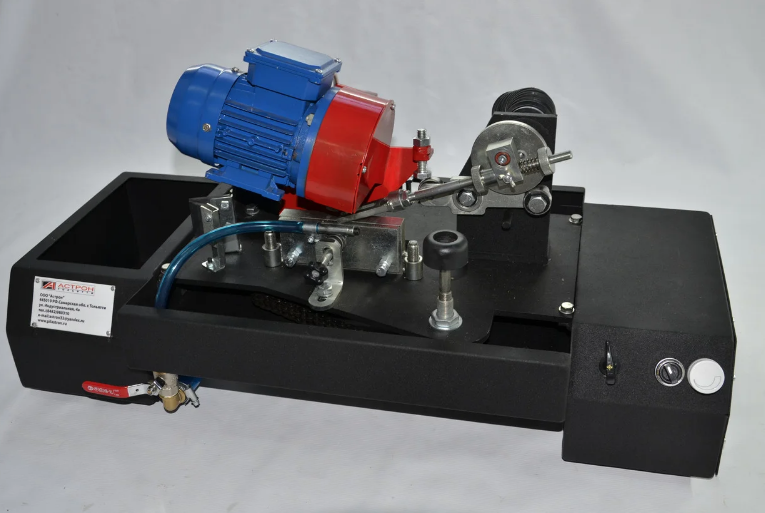
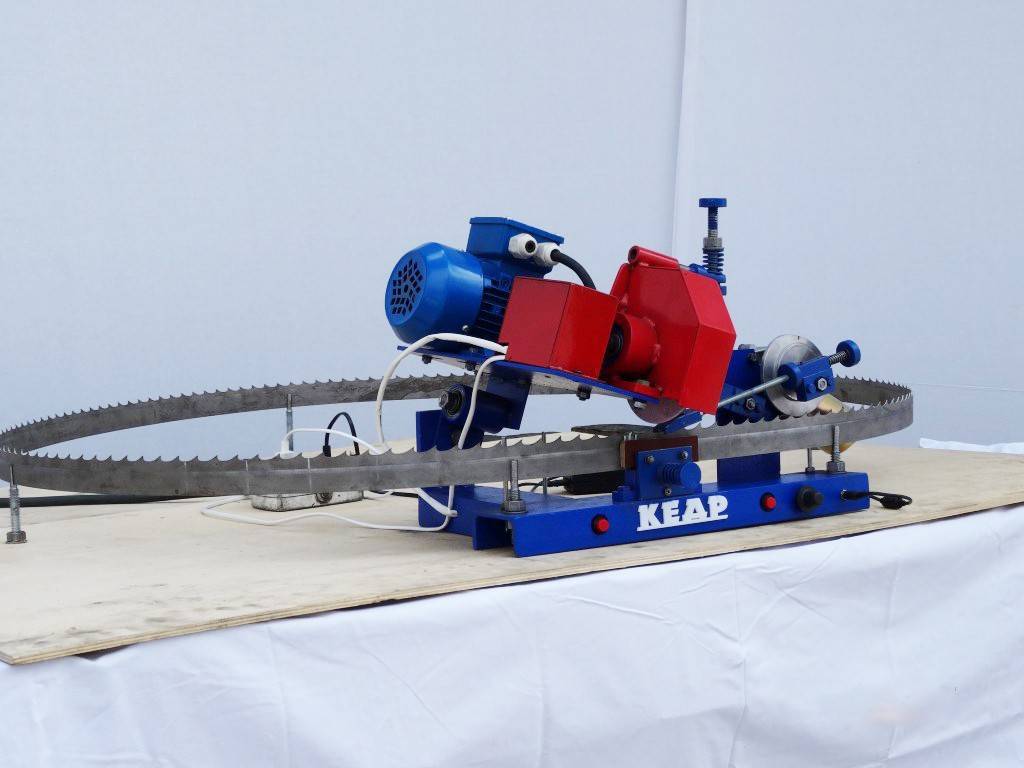
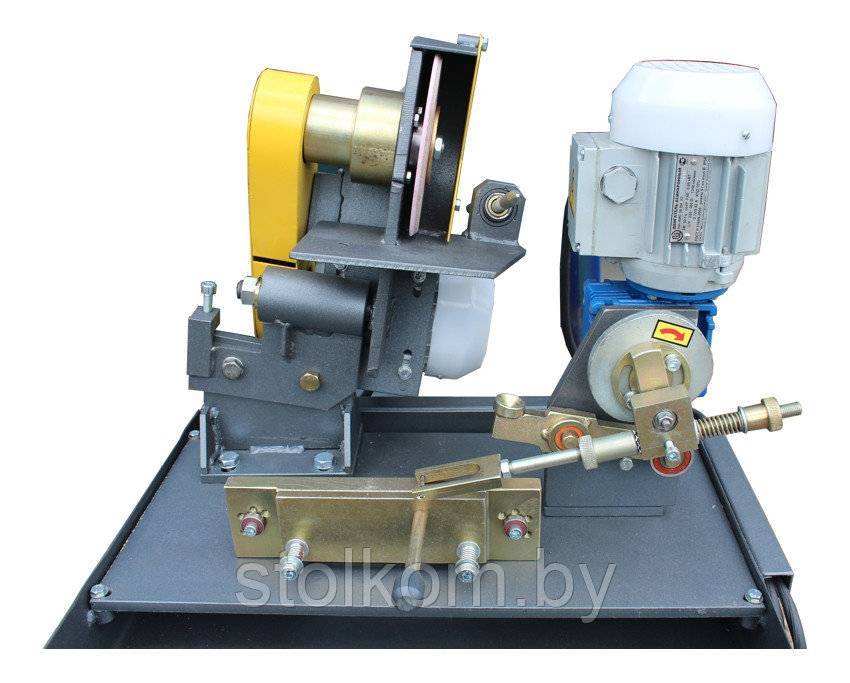
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
@ Ленточнопильный станок по металлу Своими руками !
Конкурсная работа №б/н в рамках Конкурс сварщиков «Подарок себе»
Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки.
Всем рукастым доброго дня ! Вот и я решил попробовать свои силы на вебсварке. Данный прожект просился на свет уже давно,с момента приобретения мной токарного станка,так как при работе с металлом очень часто приходиться отрезать кругляки,трубы,шестигранники,разных диаметров и болгарка уже всю душу вымотала. Купить же готовую ленточную пилу нереально,потому как ценник у них просто недосягаемый ! А тут увидел конкурс ну и решил, что это будет стартовая точка начала постройки данного агрегата .Да и когда ещё будет шанс стать обладателем классного сварочного полуавтомата о котором мечтаю не меньше чем о ленточной пиле. Не знаю конечно уложусь ли я до конца конкурса,но попытка не пытка,авось получиться, и так начнём:
Было приобретено кой какое железо. Для старта пока хватит. Лист 12 мм,лист 10 мм,лист 3мм,толстостенная труба ф325 и ф 85, кругляки разных диаметров,полоса 50х8
Далее чертим в компасе чертёж пильной рамы и несём его вместе с 12ым листом к мастерам на производство чтобы аккуратно вырезать плазмой основную деталь пилы(станину) на ней и будет собран привод режущей ленты.
Вот что получилось:
Теперь вырезаем заготовки для основания шкивов
Устанавливаем их в токарный станок и протачиваем,получились блины на которых будут приварены кольца из трубы Ф325
Далее вырезаем кольца,они будут служить полкой шкива по которой будет двигаться лента
Делаем первую примерку,дабы убедиться что всё правильно и будущие шкивы не выходят за пределы пильной рамы.
Всем следящим за темой доброго времени суток ! Итак работа не стоит а месте,следующим шагом было изготовление шкивов их проточка и центровка.протачиваем блины,варим к ним кольца торцуем и протачиваем.
Теперь Изготавливаем ступицу с механизмом натяжения для ведомого вала.Это будет примерно выглядеть так:
свариваем вал с пластиной,привариваем направляющие.
Теперь к ступице привариваем пластину за которую натяжник будет тянуть ступицу.
Далее привариваем опорную пластину натяжного устройства.
Изготавливаем Натяжное усройство.
Далее обвариваем всю конструкцию по периметру короткими шовчиками,дабы всю конструкцию не свентило в пропеллер.
Не полотно, а лента сейчас не проблема,их спаивают под заказ любой длинны. Всем Здрасте ! А работа по ленточке потихоньку движется.Следующим шагом было изготовление проточек под стопорные кольца,дистанционных втулок,болтов и др. деталей необходимых для установки и примерки ведомого шкива.







Далее изготавливаем ступицу приводного шкива,для чего берём толстостенную трубу,отрезаем нужный кусок,протачиваем её,прессуем в неё подшипники и вставляем стопора,примеряем её на вал шкива.
Теперь привариваем к ней фланец,и снова проверяем на вал шкива.
Затем переворачиваем нашу конструкцию и варим на неё дополнительные рёбра жёсткости,а на них ещё дополнительно уголок.
Изготавливаем и привариваем ограничители для ступицы ведущего шкива.
Дальше больше !
Сообщение отредактировал Миротворец: 21 Январь 2020 08:21
Как заточить и развести пилу
Ленточные пилы часто продаются в незаточенном состоянии. Профессиональный инструмент необходимо сначала развести, а потом наточить. Раз в два-три года процесс разводки повторяют. Неправильно разведенная и плохо наточенная пила может испортить всю работу.
Как заточить и развести пилу правильно? Для начала надо разобраться в сущности этих процессов. Ведь подготовка ручного инструмента отличается от подготовки электрического. У ручных пил совсем другая форма зубьев и техника работы.
Зачем разводят пилу
Разводка — это такой процесс, в результате которого зубья ленточной пилы отгибаются в разные стороны. Четные зубья отгибают в одну сторону, нечетные — в другую.
Перед тем как развести ленточную пилу, надо понять, для чего это необходимо. Бессмысленные процессы обычно не приносят хорошего результата. Известно, что во время пиления ширина распила должна быть в два раза больше, чем толщина полотна пилы. Если распил будет уже, то пила начнет застревать в нем. При неправильной разводке возможно искривление полотна. В результате пила будет идти криво, и ровного распила не получится.
Способы разводки
Способы разводки пилы
Один из самых простых способов разведения зубьев пилы осуществляется с помощью плоскогубцев. Надо просто брать каждый зубчик и отгибать попеременно в разные стороны.
Зуб надо зажимать на две трети, тогда уклон будет правильным.
В результате такой работы половина зубьев будет отогнута вправо, а половина — влево. Еще один способ разводки осуществляется с помощью специального инструмента.
Заточка
Заточка пилы
После разведения пилу надо заточить. Это делается с помощью специального набора нехитрых инструментов. Заточить ленточную пилу можно просто при помощи обычного трехгранного напильника. Во время заточки, двигая напильник от себя, его прижимают к зубьям. Двигая в обратном направлении, его надо слегка отклонить.
Если заточить дисковую пилу можно только с помощью целого набора инструментов, ленточная может быть приведена в рабочее состояние одним только простым трехгранным напильником.
Зубья ленточной пилы должны быть заострены с двух вершин.
В рабочем процессе можно подтачивать зубья также с помощью бруска. Когда пилу постоянно точат, то разводка постепенно пропадает, зубчики выравниваются. Для того чтобы вернуть инструменту рабочую форму, разведение повторяют снова. Капитальная разводка и заточка требуется не так уж часто.
Уход за пилой
Пилу важно уметь не только разводить и затачивать. Надо также уметь ее хранить
Когда инструмент не эксплуатируется, он должен быть помещен в теплое и сухое место. Если на пилу попадет влага, то она заржавеет.
Даже обработанная специальными составами, пила не сможет противостоять всем агрессивным факторам.
Нужно бережно относиться к инструменту, и тогда он будет служить очень долго. Хранится пила обычно завернутая в материал. Можно также обеспечить для нее футляр. Оставлять инструмент на зиму на балконе не рекомендуется.
Этапы настройки ленточной пилорамы
Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.
Можно ли обойтись без станка
Разводку ленточной пилы можно выполнить и проверенным «дедовским» методом, правда, это потребует от вас сноровки, навыков и терпения. Пила зажимается при этом в тиски между двух пластин прочного дубового дерева. В качестве инструмента для непосредственного разведения зубьев можно использовать металлическую пластину, на которой сделаны пропилы разной ширины. Эта ширина соответствует толщине полотна.
Пропил следует одеть на зуб пилы и отвести его в нужную сторону. Надо позаботиться о том, чтобы каждый разводимый зуб имел одинаковый с иными угол отклонения от полотна.
Таким образом, разводить ленточные пилы можно различными способами в зависимости от ваших потребностей и возможностей, а также от тех требований, которым должны соответствовать распиленные элементы. Современный рынок предлагает множество вариантов ручных, автоматических и полуавтоматических агрегатов, на которых разводомер контролирует зазор. Каждый желающий может выбрать именно тот вариант, который ему наиболее подойдет.
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.
Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
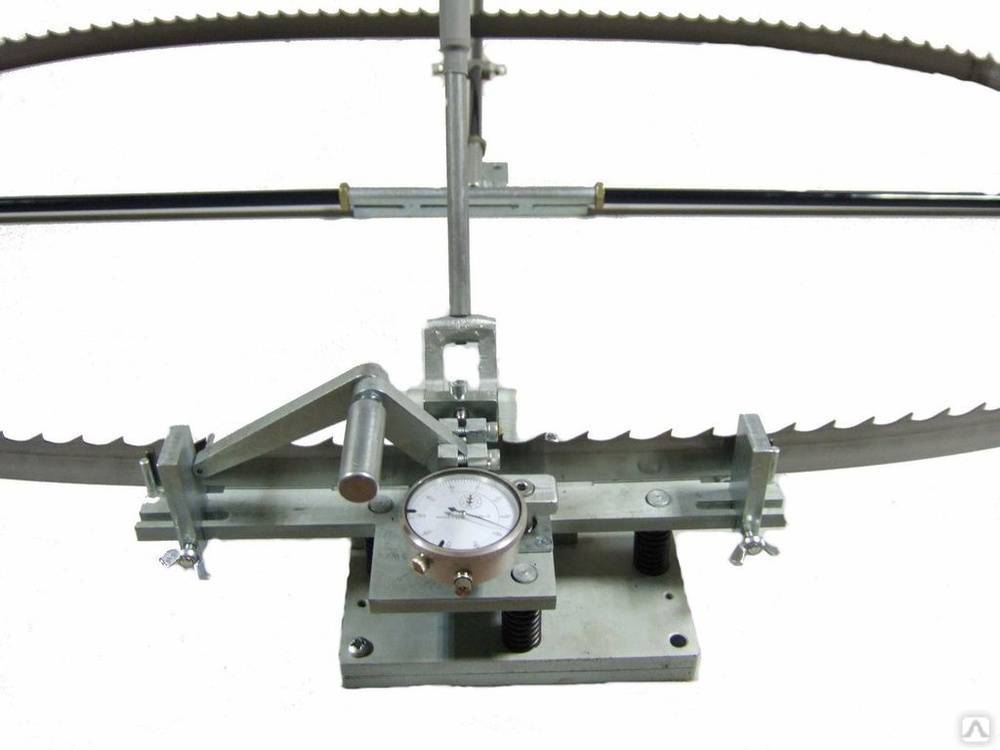
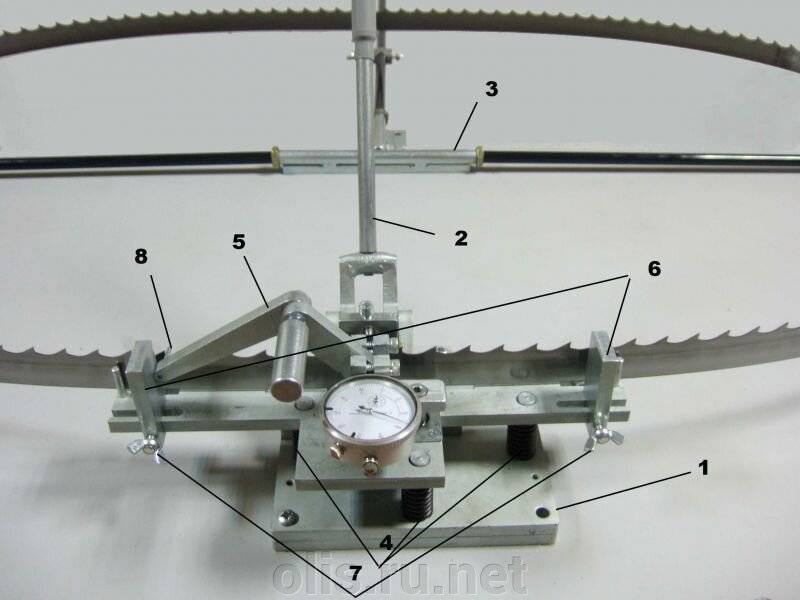
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.






Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Основные недостатки и преимущества ленточных станков
Ленточная пила по дереву своими руками изготавливается за небольшое количество времени. В этом процессе необходимо быть точным и выполнять требования чертежей. Вначале стоит понять, так ли подобный самодельный лобзик необходим. В этом вопросе смогут помочь недостатки и достоинства ленточной пилы.
Специалисты выделяют такие преимущества данных станков:
- большая производительность;
- маленькая отдача тепловой энергии;
- хорошая скорость работы и точность отрезки;
- возможность производства изделий по индивидуальным заказам;
- для сборки ленточной пилы не нужно большого количества финансовых средств;
- минимальное количество древесных отходов.
Такой станок, изготовленный в домашних условиях за пару дней, имеет некоторые недостатки. Подобным аппаратом можно сделать лишь продольные разрезы. Его конструктивные возможности не рассчитаны на иное. При работе ленточная пила способна вырабатывать большую вибрацию и шум. Также изделие имеет большие габаритные размеры. Для изготовления ленточной пилы своими руками необходимо применение дополнительного оборудования. Несмотря на все имеющиеся недостатки, подобное изделие способно принести много пользы человеку.
Разводим и точим
Разводка и заточка ленточных пил не производятся отдельно друг от друга. Их следует произвести последовательно, сначала развести, а потом наточить полотно. Разводят полотно для того, чтобы снизить его трение об обрабатываемый материал и чтобы не допустить зажатие ленты. Разводку делают разную, в зависимости от задач станка. Наиболее часто встречается поочередная, когда зубцы отгибают от плоскости полотна в разные стороны по очереди. Менее распространена разводка для зачистки материала. Ее отличием от предыдущей является то, что из 3 зубов один не отгибают, т.е. первый отгибается вправо, второй влево, третий остается ровным.
Самой сложной и редкой является волнистая разводка, при которой каждый зубец отгибают на «индивидуальный» угол. Разводку можно осуществлять обычными пассатижами, при этом следует тщательно выдерживать углы отклонения зубов и плотно фиксировать полотно. Главным нюансом является то, что в процессе разводки отклоняют только 2/3 или ½ длины зуба, а не весь зуб (от основания).
Чтобы наточить ленточную пилу, следует приобрести точильные круги и точильный станок. Материал кругов определяется исходя из материала пилы
Особое внимание следует уделить форме точильного круга, которая зависит от режущей поверхности пилы. Форма точильного круга определяет углы заточки
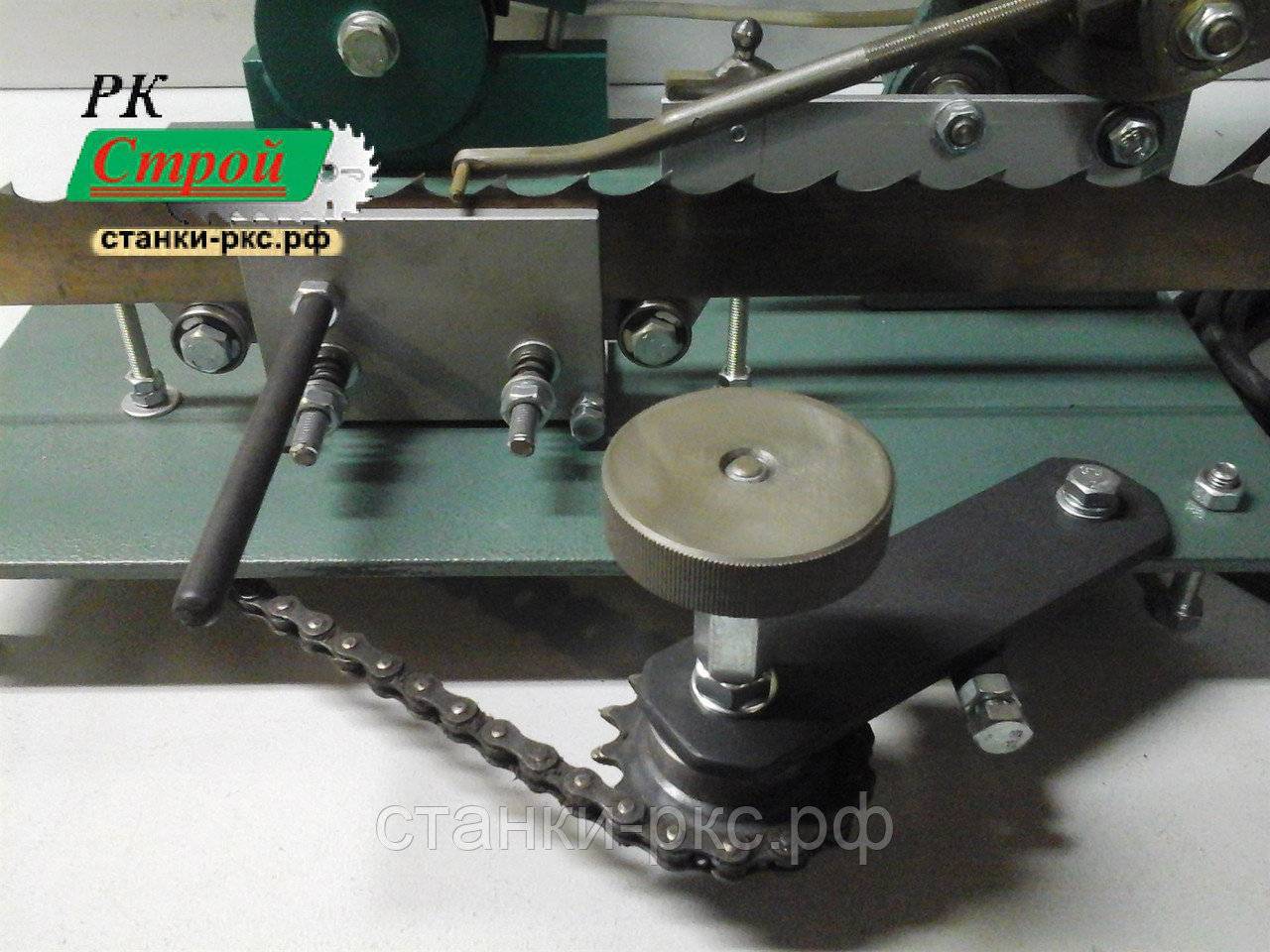
Стандартно при начале работы в точильный станок устанавливают круг и закрепляют его, затем в специальный зажим вставляют ленту полотна и тоже закрепляют. Процесс заточки происходит следующим образом: вращающееся точило опускают к полотну, производят заточку одного зуба, затем поднимают и переходят к следующему. Когда заточены все зубцы в пределах перемещения точила, станок отключают, разжимают и смещают полотно, чтобы точились следующие зубцы. При этом маркером помечают начальные зубья.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Основные типы пилорам
Существуют следующие разновидности пилорам:
- Рамная. Она представляет собой конструкцию с плоскими пильными полотнами, закрепленными на раме. Рамная пилорама чаще всего устанавливается в крупных деревообрабатывающих цехах. Этот аппарат отличается высокой мощностью, прочностью конструкции. Рамная пилорама не требует дополнительного обслуживания. Ее недостатком является большая толщина среза, что увеличивает количество вырабатываемой стружки.
- Ленточная. Обработка заготовок осуществляется при помощи пильной ленты, регулируемой стабилизирующими роликами. Режущий элемент совершает только поступательные движения, получаемые от роликов. Ленточные пилорамы используются в небольших деревообрабатывающих цехах.
- Дисковая. Является одним из самых распространенных видов ручных пилорам. Она оснащена диском с зубьями. Каждый зуб распиливает небольшую часть бревна. Для улучшения производительности данные станки оборудуются несколькими режущими дисками.
- Цепная. Распиловка бревен производится при помощи цепной пилы, установленной на каркасе с металлическим профилем. Цепная пилорама отличается малым весом и небольшими габаритами. Поэтому этот мини-станок чаще всего используется в бытовых условиях.
При выборе пилорамы необходимо определить объем обрабатываемых заготовок и условия эксплуатации оборудования. Также нужно учитывать технические характеристики и материалы, из которых изготовлены режущие элементы. Одним из основных критериев выбора является прочность конструкции. Деревообрабатывающий станок должен выдерживать вес обрабатываемых бревен.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Особенности заточки ленточных пил
Любой инструмент рано или поздно затупится, а перед мастером встанет вопрос о его заточке. Она может выполняться как вручную, так и на специальном оборудовании. Заточка ленточных пил предусматривает их разводку, то есть восстановление профиля режущей кромки. Существует три способа, как развести пилу:
- Классический . При этом зубья по очереди отклоняют в правую и левую сторону.
- Зачищающий . При таком способе 1-й и 2-й зубья отклоняют в разные стороны, а 3-й оставляют ровным. Это облегчает распил самых твердых материалов.
- Волнистый . В этом случае кромке придают эффект волны. Сложный вариант, который могут выполнить только профессионалы.
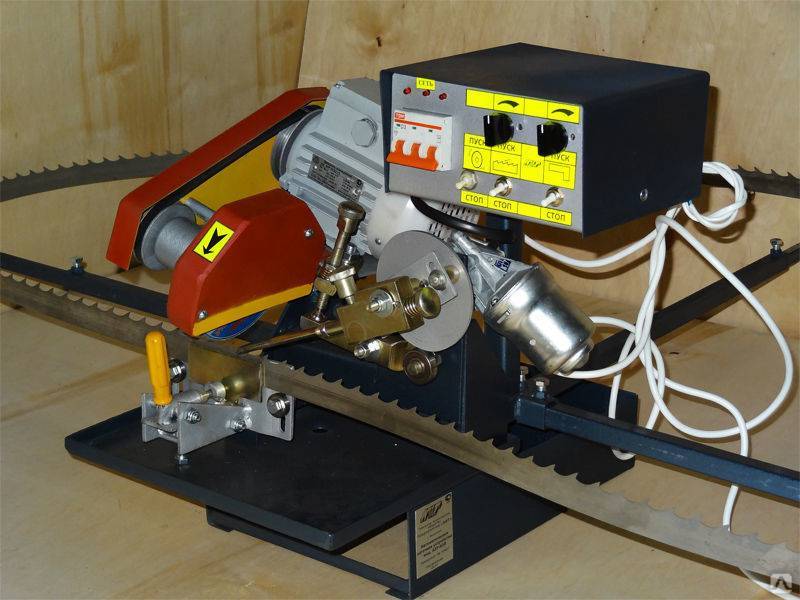
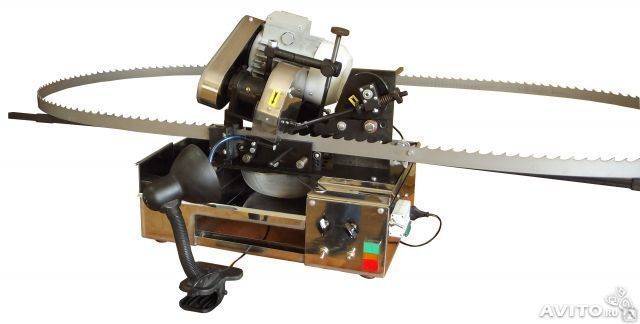
Заточной станок для ленточных пил
Существует масса разновидностей таких агрегатов. Прежде всего они отличаются типом точильных кругов, подбираемых под определенный вид режущего полотна. Не существует универсального станка, способного справиться с любой лентой, поэтому перед его покупкой необходимо убедиться, что он подходит к самой пиле. Небольшой режущий инструмент можно заточить и надфилем, но в условиях промышленного производства такой вариант неприемлем. Станок для заточки ленточных пил может быть ручным и автоматическим. В любом случае он требует применения охлаждающей жидкости.

Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
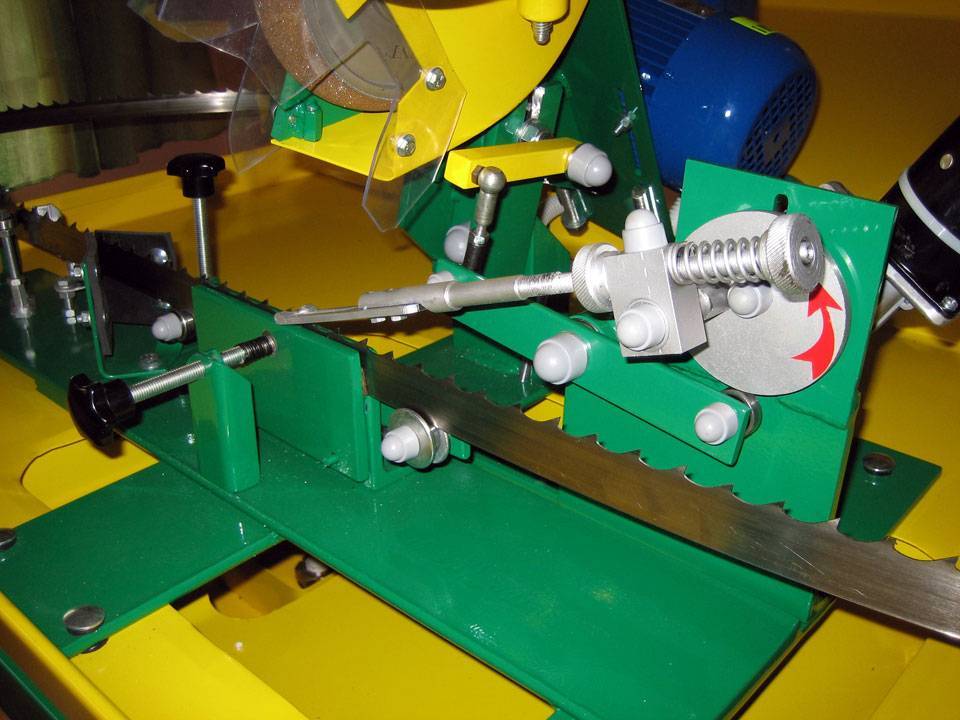
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.







4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование





