Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
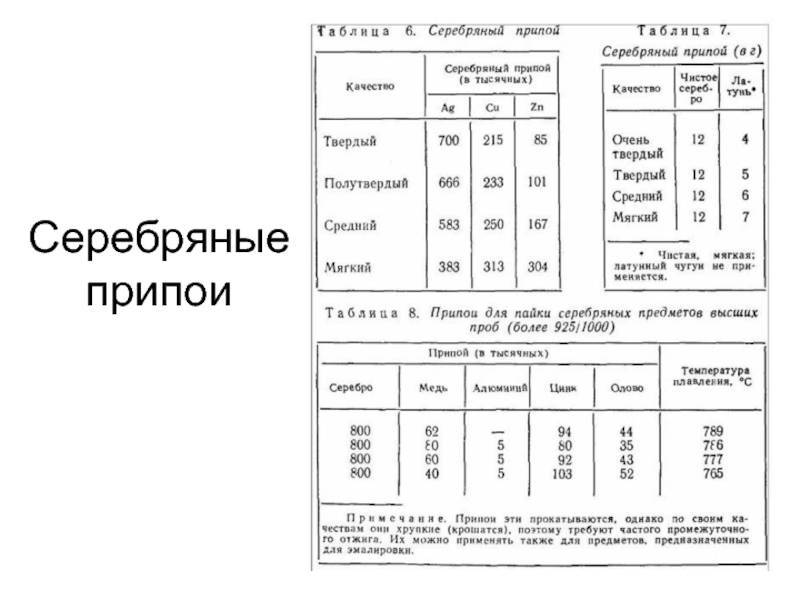
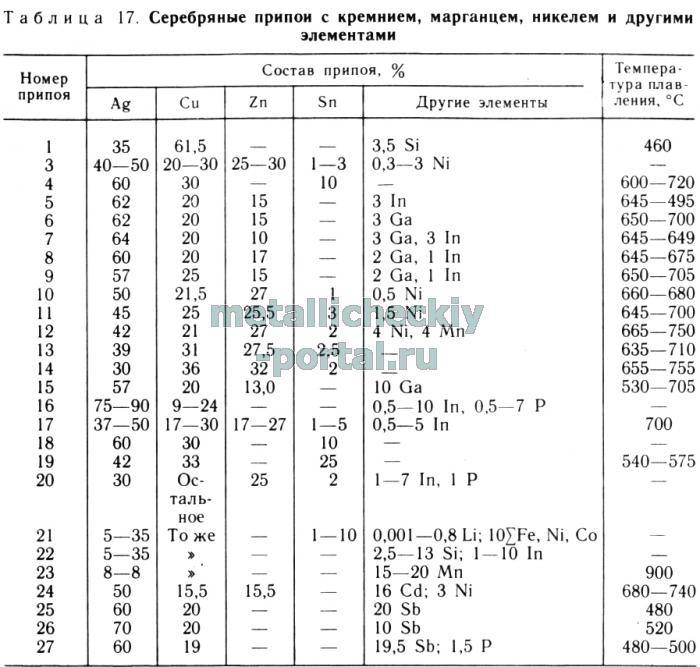
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Внимание!
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.
Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой
Пайка с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы . Далее можно заполировать излишки олова.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.

Свойства серебряных припоев
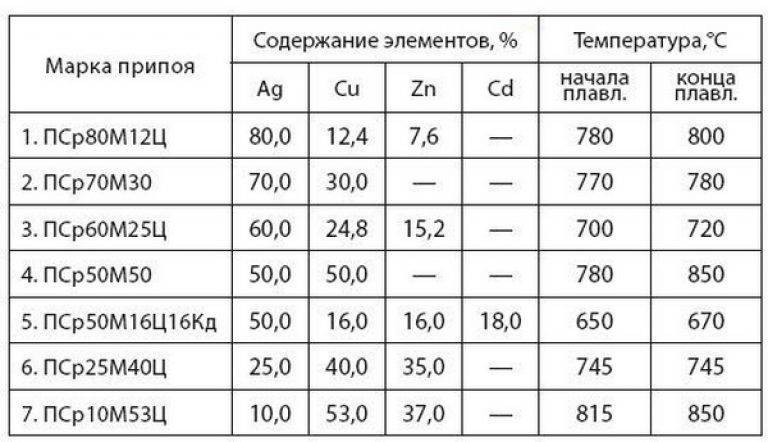
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки
Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность
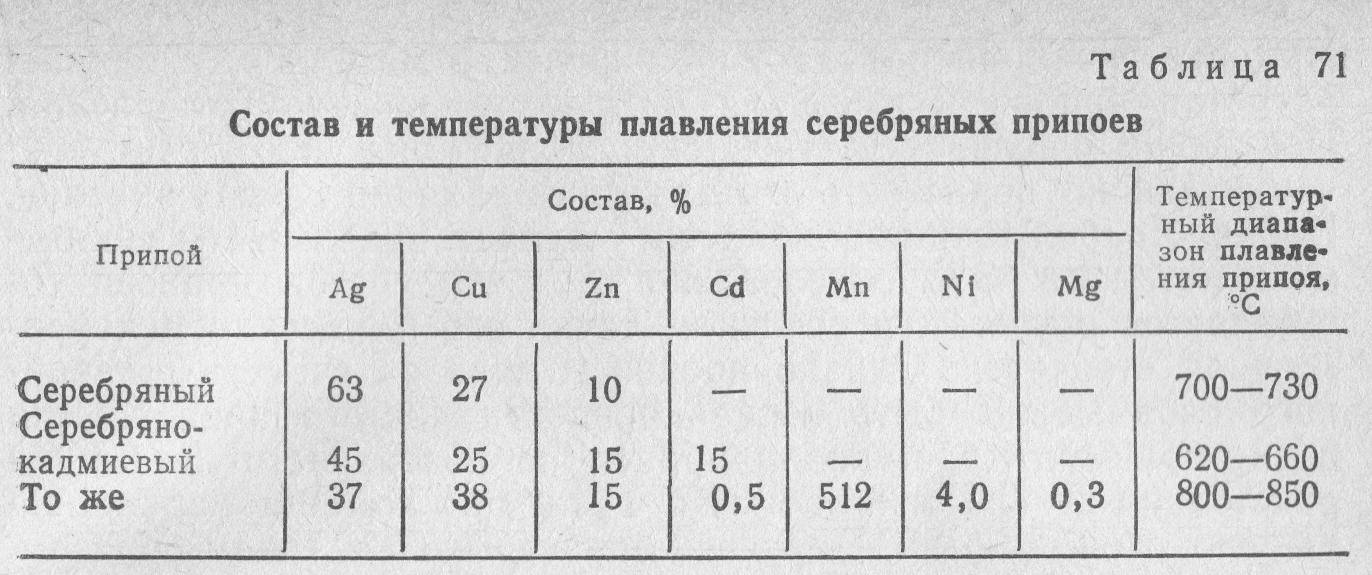
Состав паяльных сплавов
 Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
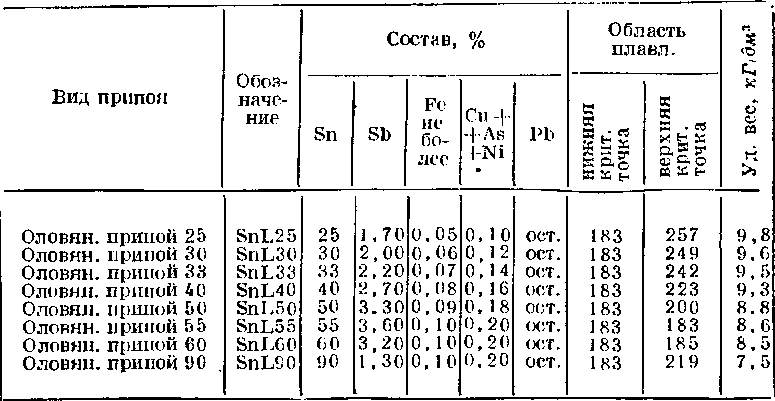
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
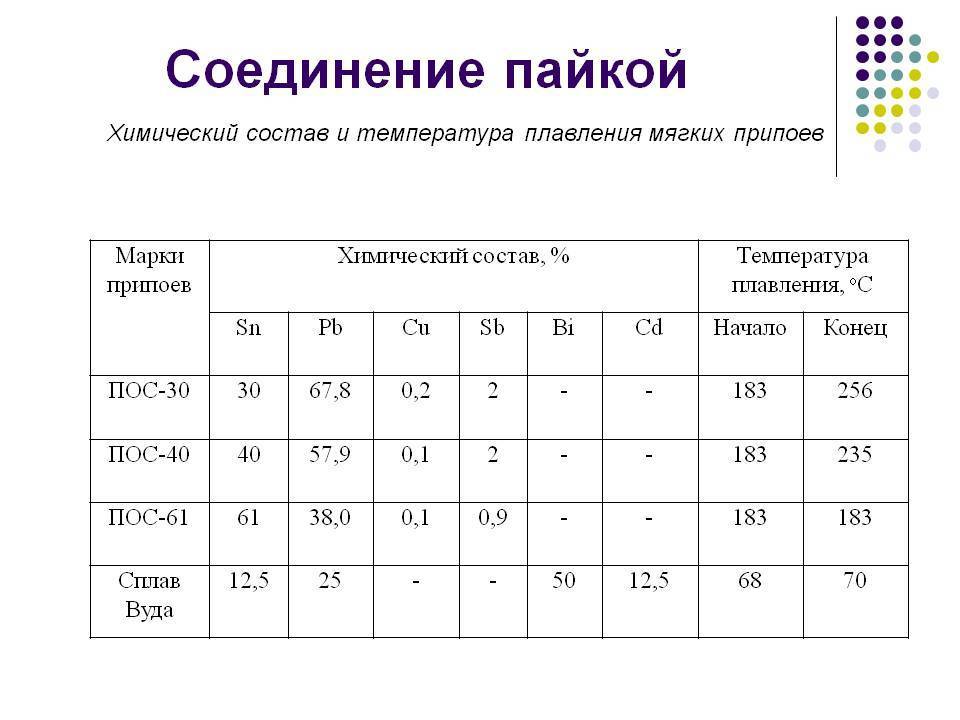
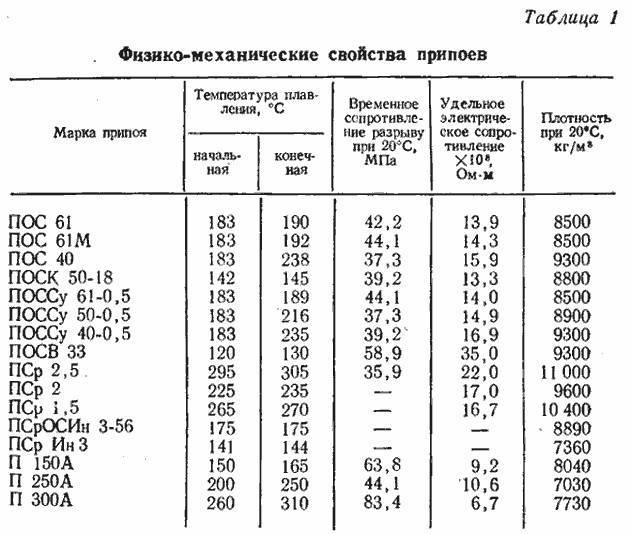
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
Марка припоя | Химический состав, % | |||||
Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
ЦО-12 | — | — | — | — | ||
ЦА-15 | — | — | — | — |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.


То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.

Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Это интересно: Виды антикоррозийных покрытий для изделий из металла
Какие флюсы подходят?
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.
- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
Самодельная паста может применяться вместе с припоем, температура плавления которого — +490…+910°С. Для пайки пористых материалов подходит состав, изготавливаемый на основе тетрафторбората.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
 Состав припоя и его температура плавления.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру
Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
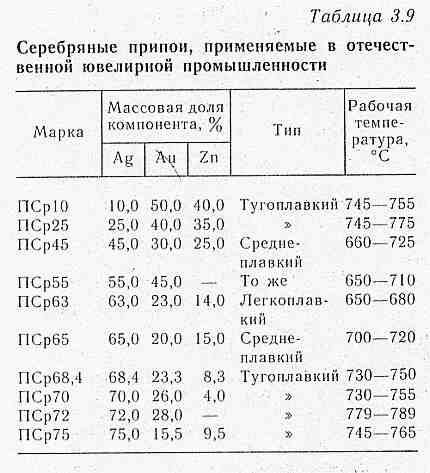
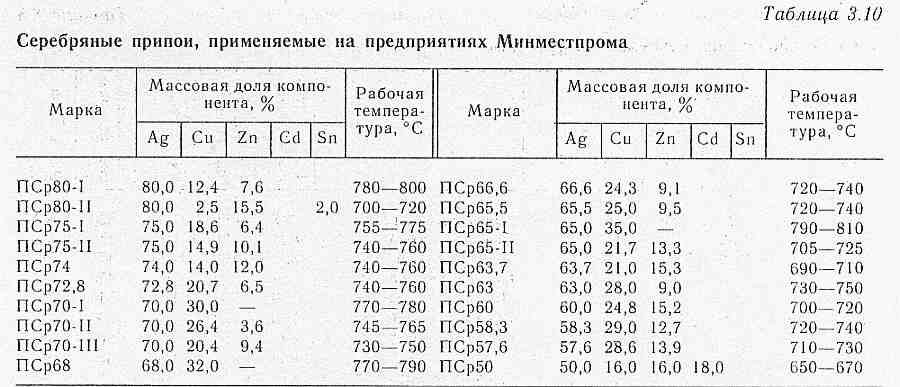
Применения недорогих марок
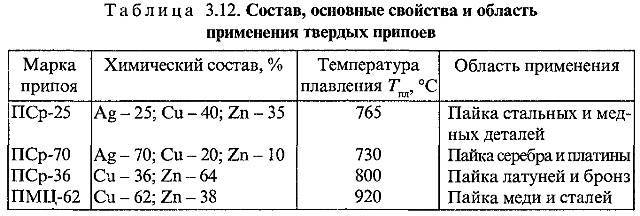
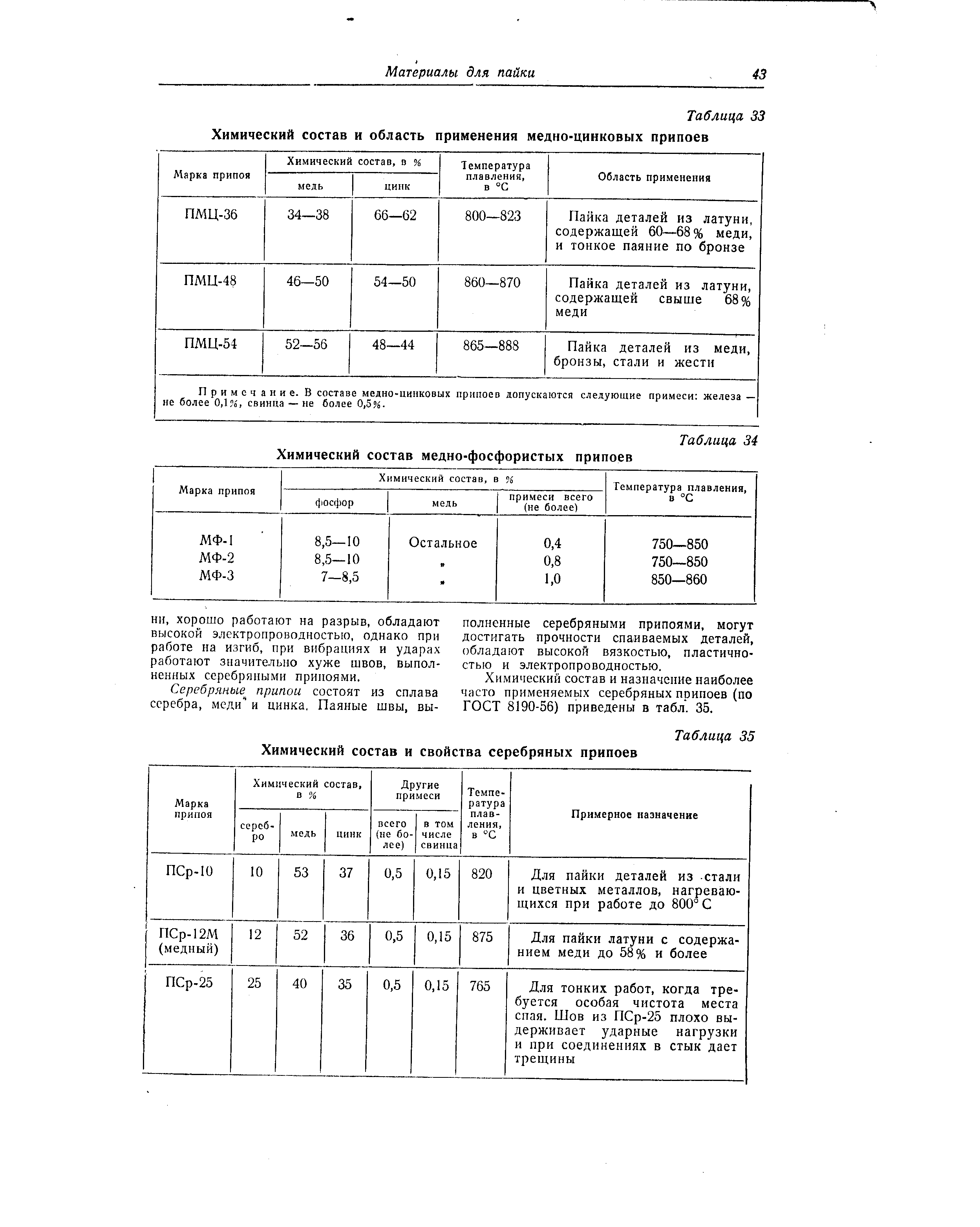
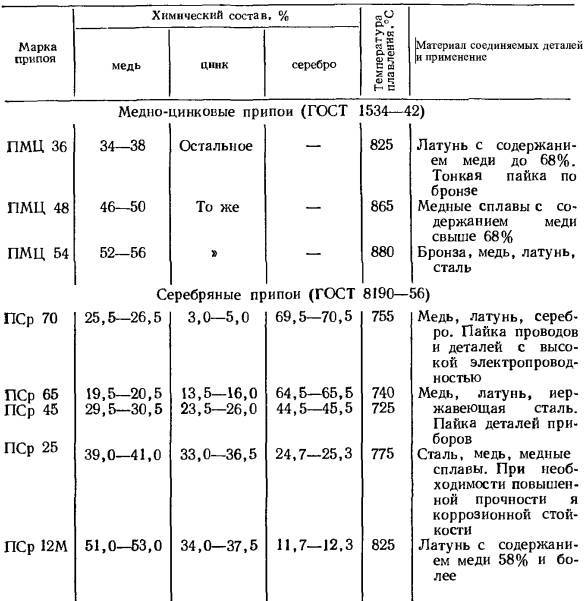
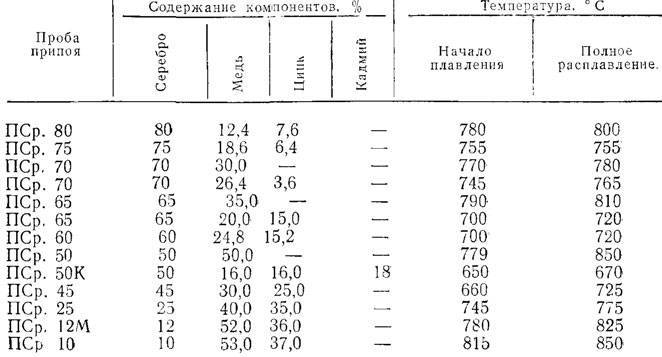
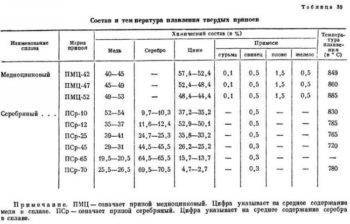
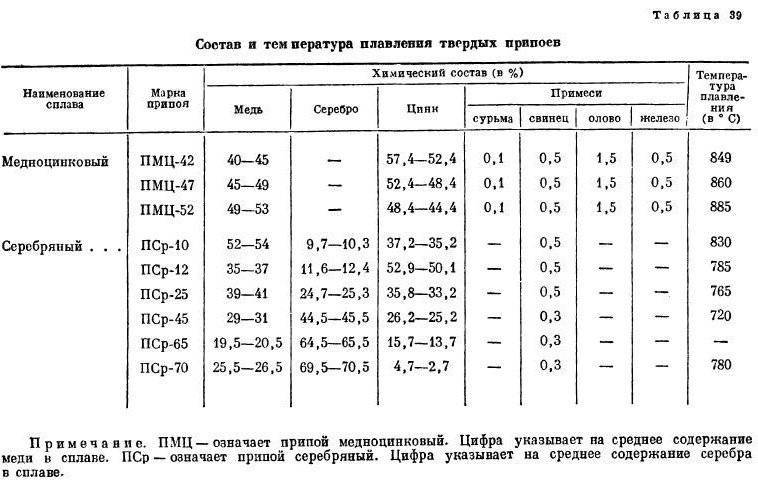
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ℃, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 37% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ℃.

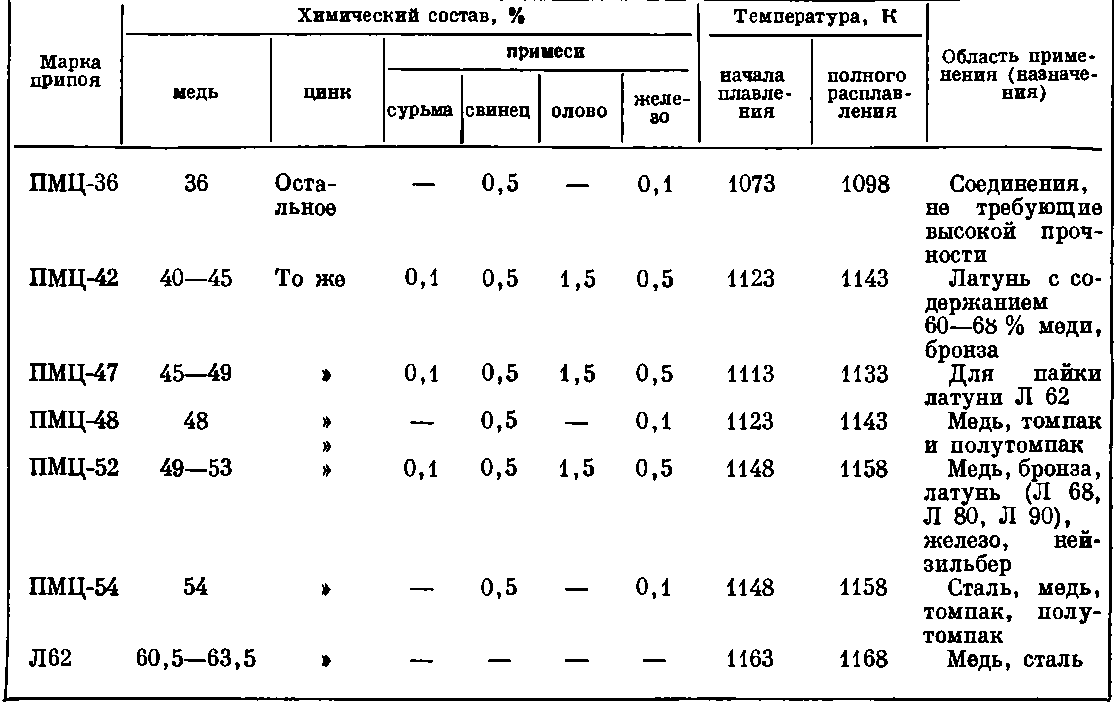
Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя. Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.

Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.

Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Физические свойства
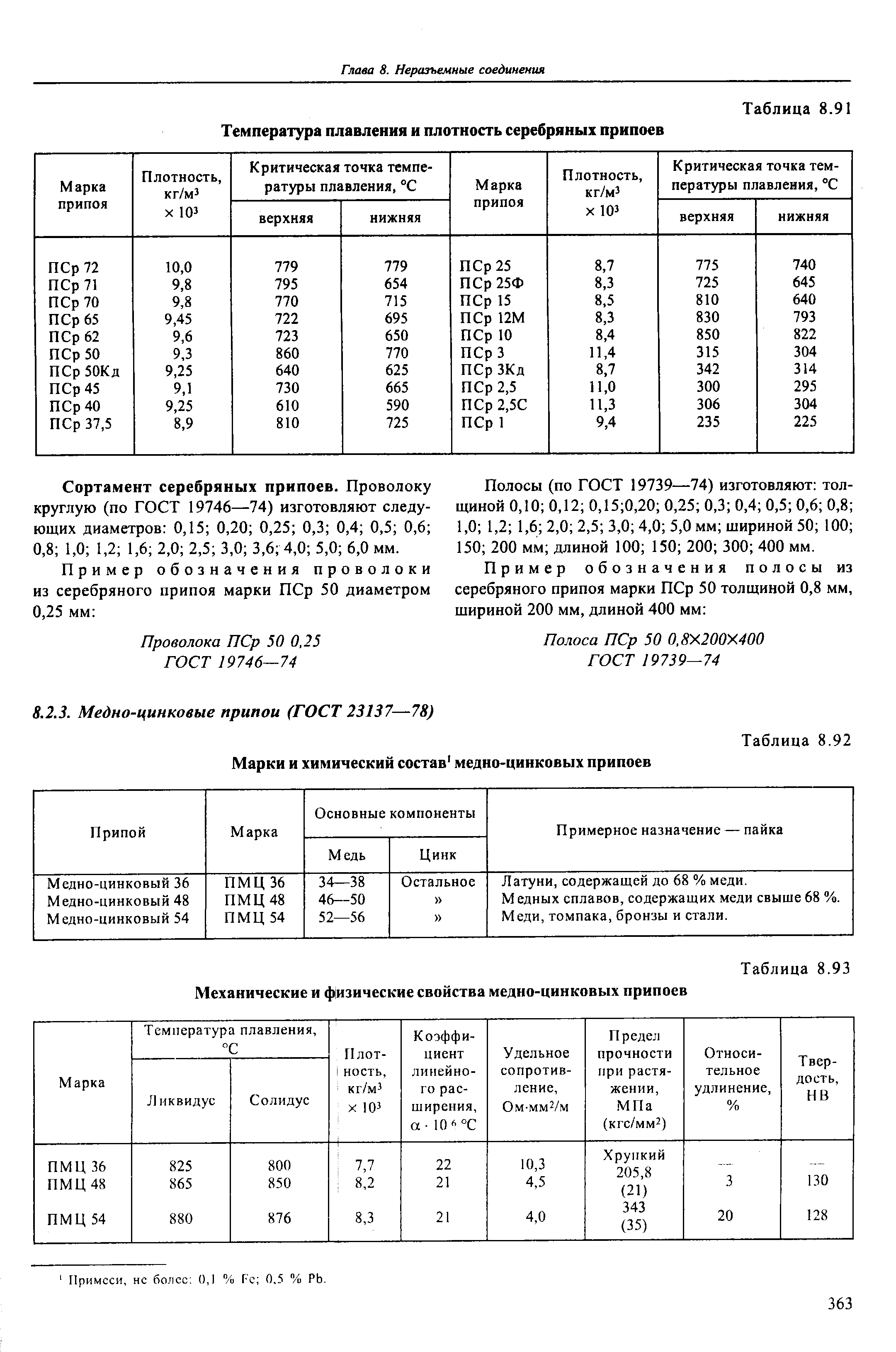
Припои с высоким содержанием серебра обладают высокой жидкотекучестью. Они проникают в мелкие поры соединяемых деталей. Легкоплавкие материалы ПСр 62, ПСр 40 рекомендуют для пайки деталей, которые не переносят высокие температуры.
Серебряные припои универсальны и подходят для пайки практически всех сталей и сплавов, включая неметаллические материалы типа керамики. Основное условие прочного соединения, температура плавления проволоки должна быть ниже, чем у соединяемых деталей.
Низкое удельное сопротивление расходного материала позволяет паять микро и электросхемы.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
- ломик для серебра;
- другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
- весы;
- ложечка;
- кусачки;
- ножницы;
- наждачка;
- горелка газовая;
- лопаточка;
- фальцы;
- ингус.

Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.

Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке
Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.

Читайте отзывы с обзорами и проверяете полученный товар.

Как происходит сам процесс
Чтобы соединить детали вместе и починить изделие, нужно знать, как происходит пайка в домашних условиях. От выбора нагревательного инструмента будет зависеть весь ход ремонтных работ.
Как паять серебро паяльником
Зная технологию и особенности пайки серебра можно сделать надёжное соединение без дефектов. Ход работ:
- Рабочие поверхности очищаются от грязи и обезжириваются.
- Детали зажимаются в тисках.
- Для защиты от окислительных процессов на место соединения наносится слой флюса.
- В процессе работы паяльником флюс должен равномерным слоем покрывать место соединения.
Остатки флюса удаляются кислотным раствором.
Как паять серебро газовой горелкой
Ход работ при пайке предметов из серебра:
Детали нужно закрепить на негорючей поверхности.
Место спайки очищается и обезжиривается.
Порошковый припой наносится на место соединения. Сверху он покрывается флюсом.
С помощью газовой горелки создаётся соединительный шок
Важно не сдувать припой пламенем.
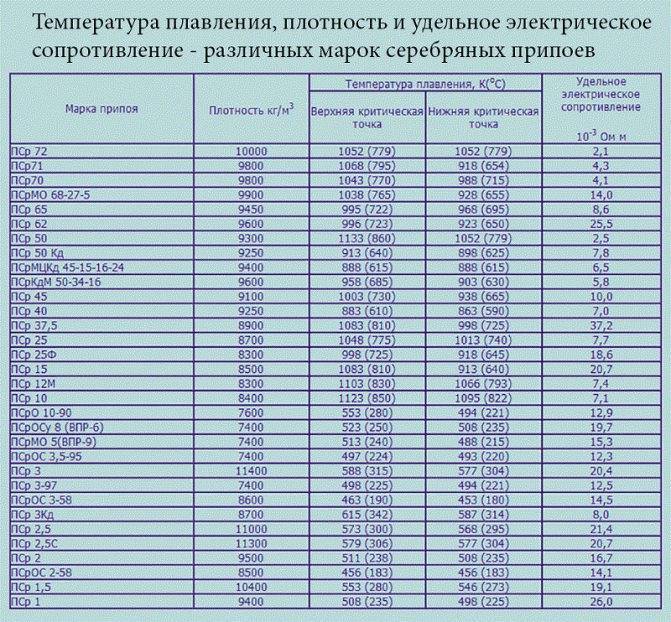
Температура плавления
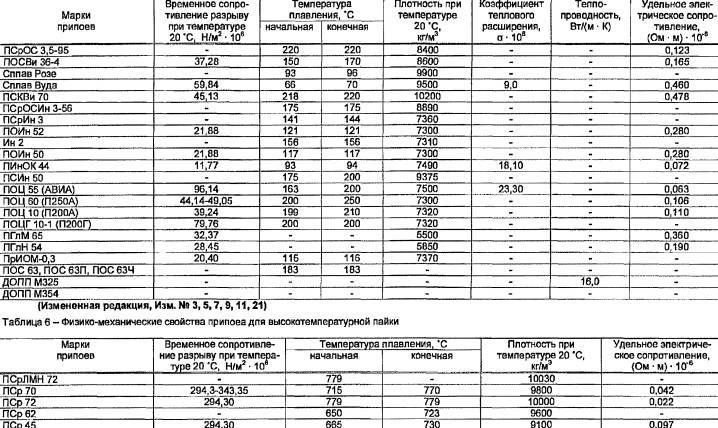
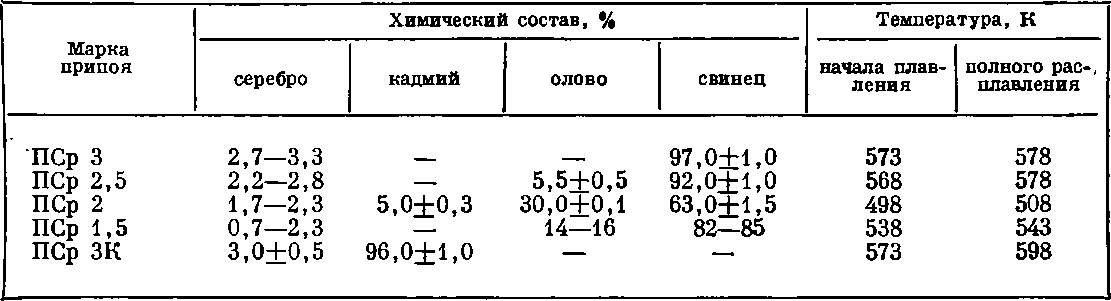
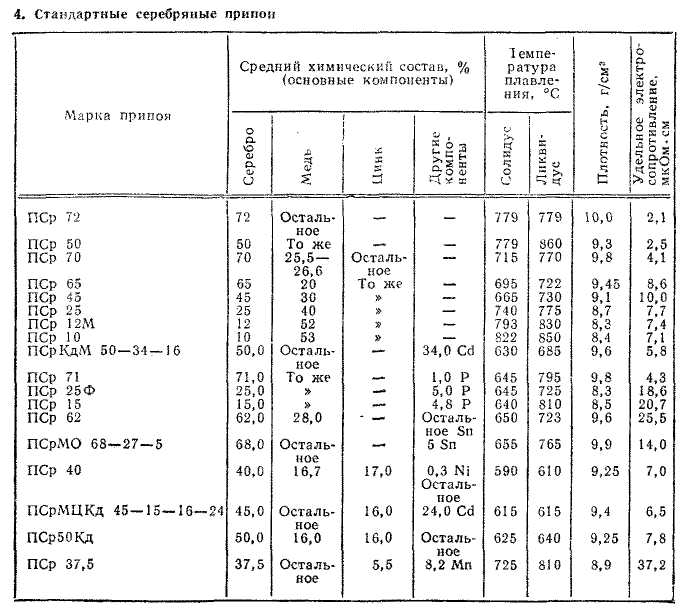
Серебряные припои используют в высокотемпературной пайке. Температура плавления прутков сильно отличается. Она зависит от количества серебра и наличия других легирующих компонентов. Легче всего переходит в жидкое состояние при 508 – 511⁰C припой марок ПСр 1, ПСр 2-58. Он содержит 30 – 58% олова или свинца и до 2% серебра.
Резко выделяются своей тугоплавкостью, среди аналогичных по содержанию серебра, материалов, ПСр 10 и ПСр 12. Они содержат висмут в 2 раза больше остальных марок припоя и медь до 52%. Температура плавления их соответственно 1123⁰ и 1103⁰C.
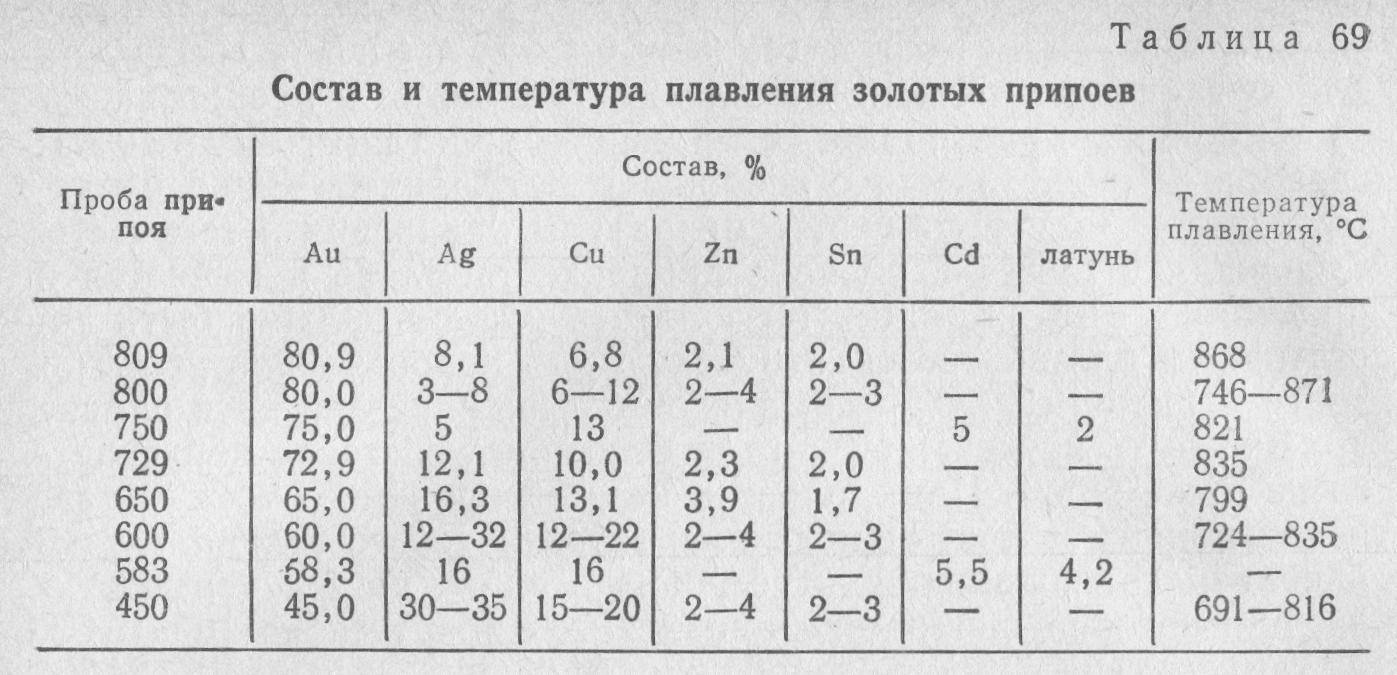
Припой серебряный ПСр 45 содержит из дополнительных веществ 30% меди. Плавится при температуре 938⁰C, переходит полностью в жидкое состояние при 1003⁰C.
У стоящего рядом с ним в списке припое серебряном ПСр 40 содержание меди и цинка по 17%. Плавление до полного перехода в жидкое состояние осуществляется при температуре 863⁰ – 883⁰C.
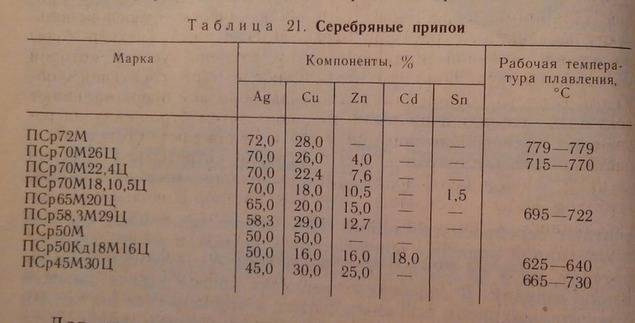
Марки проволоки ПСр 71 и ПСр 72 содержат меди менее 3%. Большое количество серебра делает их тугоплавкими, с температурой перехода в жидкое состояние 1068⁰ и 1052⁰C.
Наличие флюсов влияет на температуру плавления серебряных сплавов при пайке и она ниже, чем чистого сплава в печи.