

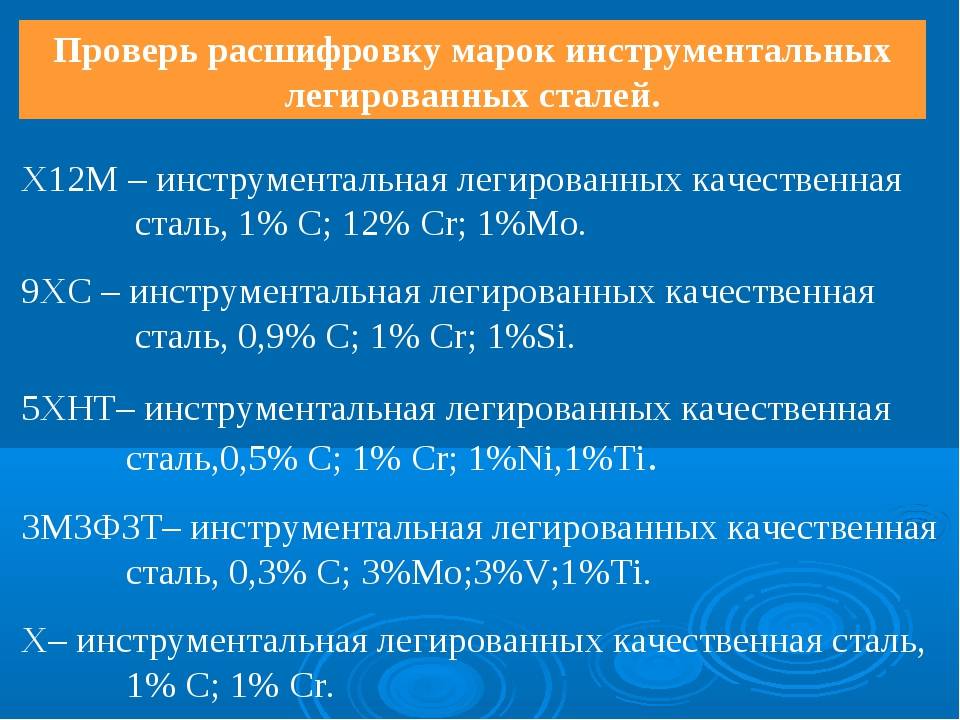
Легирующие элементы стали 12х18н10т
Основные легирующие элементы представлены хромом и никелем. Они оказывают следующее воздействие:
- Практически все распространенные нержавейки получаются при включении в состав хрома, который определяет коррозионную стойкость. Кроме этого, увеличивается способность структуры с пассивации.
- Никель добавляется в состав для того чтобы повысить эксплуатационные качества структуры. Примером назовем то, что рассматриваемая марка хорошо прокатывается в холодном и горячем состоянии.
Другие легирующие элементы лишь незначительно изменяют эксплуатационные характеристики рассматриваемого металла. Примером можно назвать ферритные свойства, а также межкристаллическую коррозионную устойчивость, связанная с высокой концентрацией титана.
При выборе металла следует уделить внимание его физическим свойствам. Они во многом определяют область применения и его основные эксплуатационные качества
В рассматриваемом случае плотность нержавеющей стали составляет 7920 кг/м3. Довольно высокая плотность 12х18н10т определяет то, что изготавливаемые детали обладают прочностью.
К другим физическим свойствам отнесем следующие моменты:
- Температура плавления нержавеющей стали более 1000 градусов Цельсия. Провести подобную обработку в домашней мастерской практически невозможно.
- Коррозионная стойкость – основная причина востребованности распространенных нержавеек. Он может применяться в случае, если условия эксплуатации предусматривают воздействие повышенной влажности и химической среды.
- Низкие магнитные свойства позволяют применять ее при изготовлении различных изделий. Они достигаются за счет добавления титана.
Коэффициент линейного расширения и коэффициент теплопроводности определяют возможность применения материала при изготовлении изделий, которые могут эксплуатироваться при воздействии высокой температуры.
Удельный вес нержавеющей стали во многом зависит от химического состава и применяемого метода обработки.
Влияние содержания углерода и легирующих элементов
На первом месте по важности стоит углерод, ведь сталь и представляет собой сплав железа и углерода. Увеличение содержания углерода влечет увеличение прочности с одновременным снижением пластичности
Он также определяет способность стали к технологической обработке (резание, свариваемость, обработка давлением).
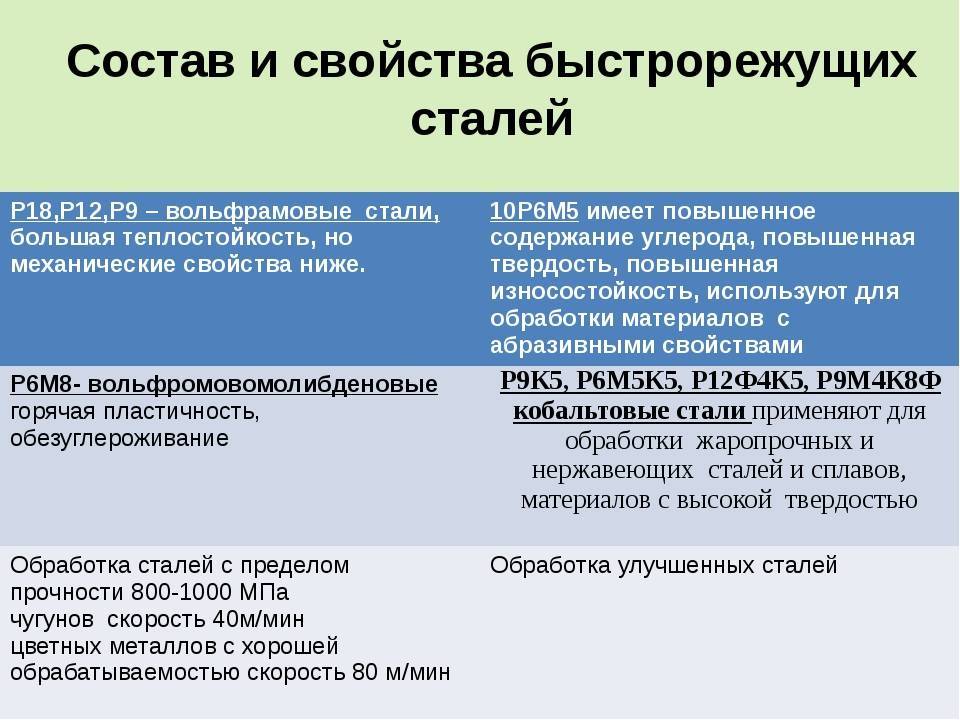
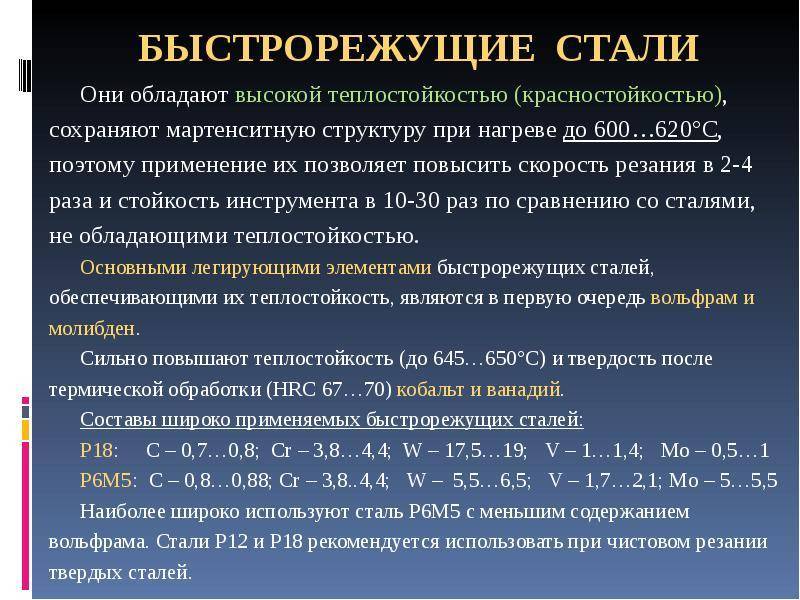
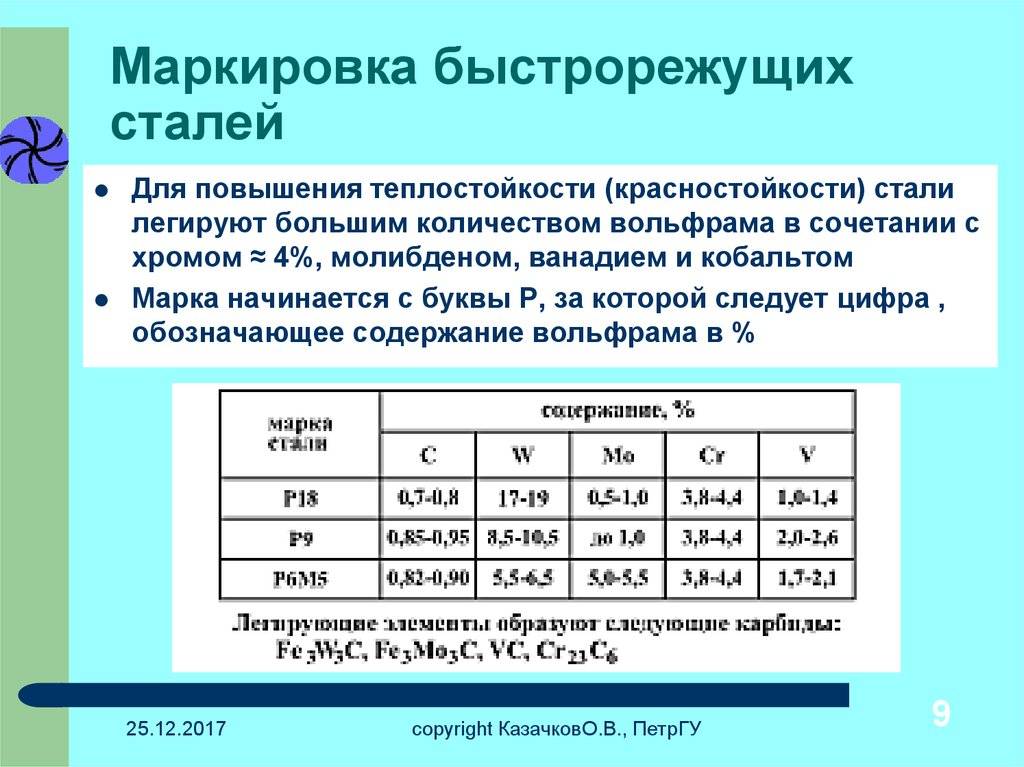
Легирующие элементы вносятся в необходимых пропорциях в зависимости от необходимости получения тех или иных свойств. Каждый элемент обладает своими особенностями. Например, хром улучшает механические свойства, никель снижает порог хладноломкости, вольфрам и молибден способствуют увеличению теплостойкости быстрореза и т. д.
Характеристики и применение
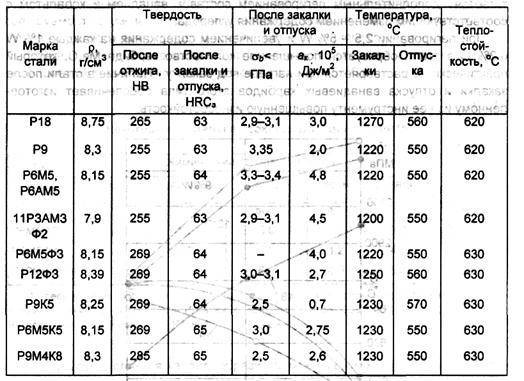
Говоря о стали р18, характеристиках и применении, нужно отметить, что изготовленные из нее инструменты после термической обработки обладают твердостью HRC 62…65 единиц и высокой прочностью. Этого вполне достаточно для обработки конструкционных сталей обыкновенного качества. Длительная красностойкость без потери прочности позволяет производить длительную обработку деталей.
Но большим недостатком сплава считается карбидная неоднородность. Особенно это заметно в заготовках большого диаметра. В крупном инструменте данный недостаток проявляет себя снижением стойкости и выкрашиванием режущих элементов.
Проблему решают увеличением избыточного количества карбидной фазы. Термообработка делает внутреннюю структуру стали мелкозернистой.
Свойства материала
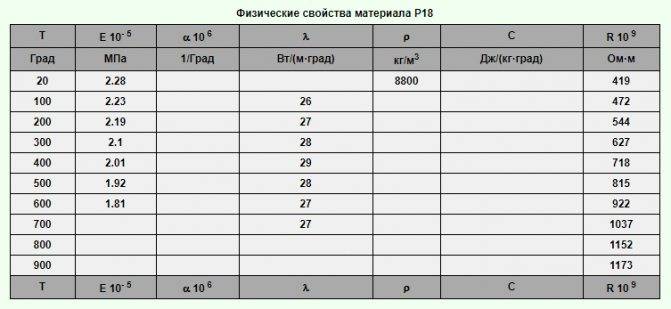
У стали р18 есть следующие физические свойства
| Параметр | Единица измерения |
| Плотность, | 8800 кг/см3 |
| Модуль упругости, Е | 220 ГПа |
| Модуль сдвига при кручении, G | 83 ГПа |
| Теплопроводность | 28 Вт/(м·градус) |
Удельное электрическое сопротивление зависит от температуры нагрева металла
| Удельное электрическое сопротивление | |
| Температура, град | Количество |
| 20 | 420 |
| 100 | 470 |
| 200 | 545 |
| 300 | 630 |
| 400 | 720 |
| 500 | 815 |
| 600 | 920 |
| 700 | 1035 |
| 800 | 1150 |
| 900 | 1175 |
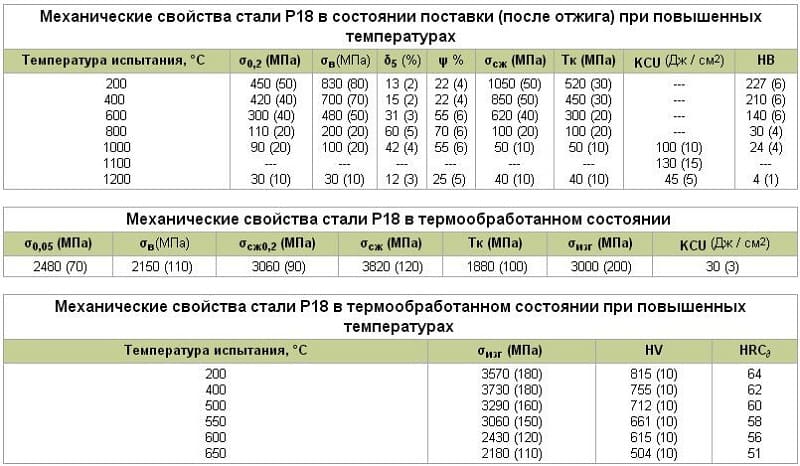
Механические свойства выделяют от завода производителя и после термообработки
От завода-производителя
| Предел прочности при растяжении, Ϭ В | 830 МПа |
| Максимум текучести, Ϭ Т | 450 МПа |
| Линейное удлинение, δ 5 | 13% |
| Предел сужения, ψ | 22% |
| Предел прочности при сжатии, Ϭ СЖ | 1050 МПа |
| Твердость, НВ | 227 |
| Ударная вязкость, KCU | 100 кДж/м2 |
После термообработки
| Параметр | Значение, МПа |
| Ϭ В | 2150 |
| Ϭ Т | 2480 |
| Ϭ СЖ0,2 | 3060 |
| Ϭ СЖ | 3820 |
| Ϭ ИЗГ | 3000 |
| Тк | 1880 |
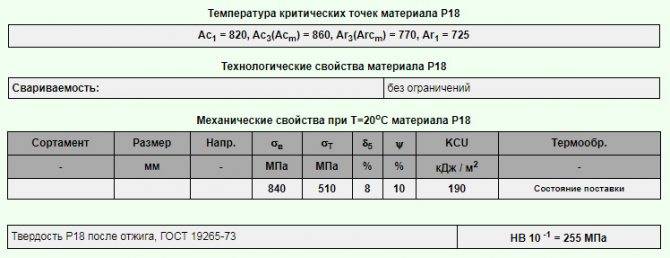
Теплостойкость (красностойкость). При температуре 610 °C твердость составляет HRC 59 на протяжении 4 часов.
Технологические свойства
| Температурный режим ковки | 900 °C — 1200°С |
| Охлаждение после ковки | 750 °C — 800 °C, колодец |
| Свариваемость | Хорошая, без ограничений |
| Обработка резанием | НВ до 228, К v = 0.3−0.6 |
| Обработка шлифованием | Повышенная |
| Флокеночувствительность | Отрицательная |
Сталь Р18: ГОСТ, характеристики, ковка и аналоги
Наверное, каждый человек, даже самый далекий от промышленности, хоть краем уха слышал о выдающихся свойствах быстрорежущей стали Р18. По слухам, это сверхпрочный сплав, способный разрезать, просверлить или иным образом обработать сталь любой другой марки. Помимо прочностных характеристик, быстрорежущая 18-я сталь высоко ценится у кузнецов, производителей хозяйственно-бытовых ножей и холодного оружия. Заслужила ли сталь Р18 такое к себе отношение или все, что мы о ней знаем – это лишь преувеличение, то есть, так сказать, народный миф? В статье будет дан ответ на этот вопрос.
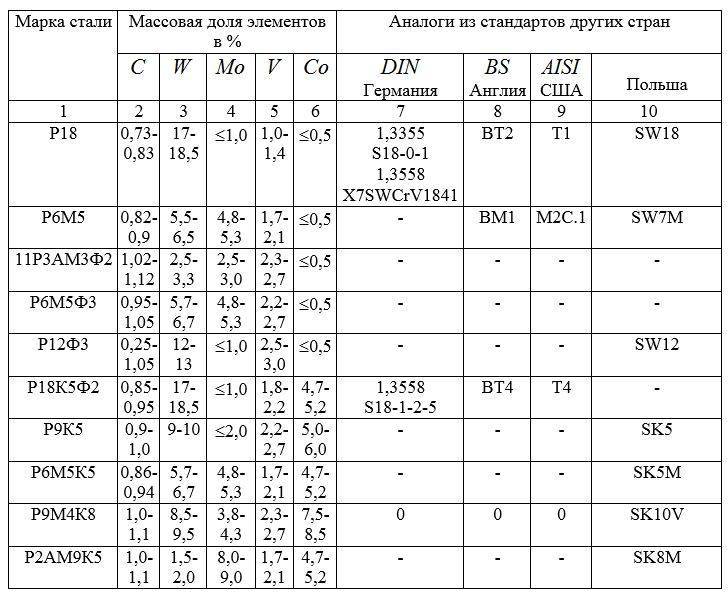
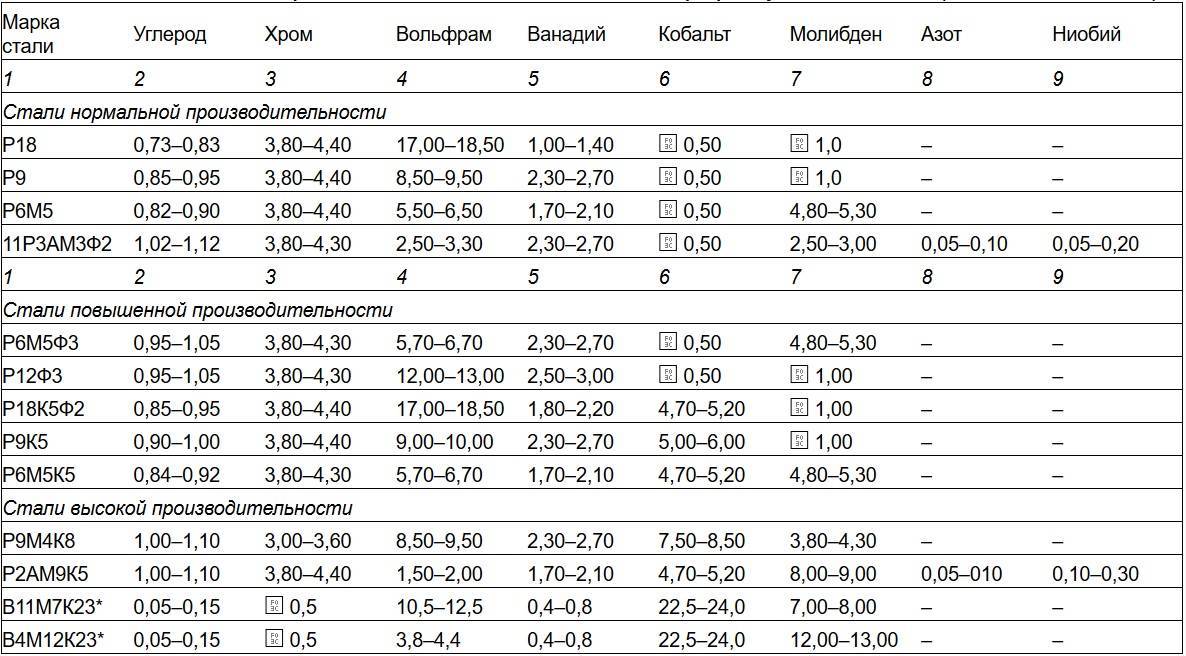
Для начала следует обратиться к имеющейся технической документации. В данном случае ею выступит ГОСТ под номером 19265-73. В нем же нас интересует в первую очередь перечень всех легирующих элементов, содержащихся в сплаве, и их массовая доля, естественно, в процентах.
Сталь Р18 имеет следующий химический состав.
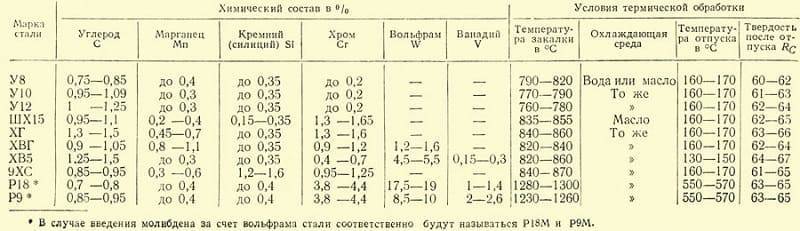
- Углерод, придающий ей твердость и прочность – от 0,7 до 0,8 процента.
- Марганец и кремний, повышающие износостойкость и прочность стали без уменьшения ударной вязкости – от 0,2 до 0,5 процента.
- Хром, повышающий коррозионную стойкость и общую прочность, содержится в количестве 3,8–4,4 процента от общей массы.
- Вольфрам – главный легирующий компонент для любой быстрорежущей стали, повышающий прочность, режущие свойства и жаростойкость. В сплаве содержится в количестве от 17 до 18,5 процента.
- Ванадий, повышающий прочностные характеристики стали, в составе содержится от 1–1,4 процента.
- Добавка кобальта в размере 0,5 процента от общей массы тоже положительно сказывается на режущих свойствах и прочности сплава.
- Помимо прочего, в состав стали добавляется один процент молибдена, что помогает ей стать еще тверже и при этом увеличить свои жаростойкость и режущие свойства.
- Никель в количестве 0,6 процента в лигатурном составе присутствует дабы сбалансировать сталь, придав ей пластичности и упругости, а также увеличить прокаливаемость.
Однако даже в столь насыщенной легирующими элементами стали не обошлось без «вредителей» в виде незначительных примесей меди – 0,25 процента, фосфора и серы – по 0,3 процента.
Химический состав
Как ранее было отмечено, химический состав во многом определяет эксплуатационные качества металла. В любом случае основным элементом металла становится железо, которое находится в концентрации около 78 %. Кроме этого, в составе есть большое количество углерода. Рассматривая состав стали 95х18 отметим нижеприведенные моменты:



- Концентрация углерода составляет 0,95 %. При этом концентрация этого элемента может немного отличаться.
- В качестве основного легирующего элемента применяется хром. Именно он определяет высокую коррозионную стойкость. Концентрация хрома составляет от 17 % до 19 %. Слишком высокий показатель может стать причиной повышенной хрупкости, которую можно снизить за счет включения в состав других химических веществ.
Особенности стали 95х18 определяют ее широкое распространение при изготовлении самых различных изделий. В состав металла входят и другие элементы, которые несколько изменяют эксплуатационные качества материала. К примеру, есть вредные примеси, высокая концентрация которых приводит к снижению прочности и надежности структуры. Концентрация всех неосновных элементов регламентируется ГОСТ 5632-72. Химический состав определяет то, что сталь 95х18 относится к высоколегированным с повышенной коррозионной стойкостью.
Характеристики различных марок стали
Действие легирующих элементов может существенно изменить эксплуатационные качества металла. К особенностям действия легирующих примесей можно отнести нижеприведенные моменты:
- Концентрация хрома более 12 % вызывает преобразование поверхностного слоя. За счет этого появляется тонкая защитная пленка, которая намного толще оксидной. Металл может выдерживать воздействие воды и других агрессивных химических веществ. В рассматриваемом случае концентрация составляет 18 %, за счет чего образуется прочная защитная пленка.
- За счет образования карбидов при высокой концентрации хрома повышается защита от абразивного износа. Именно поэтому легированная сталь 95х18 характеризуется высокой износоустойчивостью.
Однако, слишком высокая концентрация хрома все же влияет негативно на материал. Примером можно назвать то, что он не подходит для применения при изготовлении листового проката. Компенсировать этот недостаток можно за счет включения в состав никеля. В состав могут включать марганец и кремний, которые способны повысить прочность и другие важные эксплуатационные качества.
Особенности термической обработки
Термическая обработка при температуре порядка 1200 – 1300 ºC, с последующим отпуском, вызывает дисперсионное затвердевание. В процессе закаливания большая часть карбида Fe3W3C разлагается и переходит в твердый раствор аустенитного или мартенситного типа. Это приводит к насыщению сплава углеродом, вольфрамом и другими легирующими элементами. Отпуск, который выполняют при температурах в 550 – 560 ºC приводит к повышению твердости до максимальных параметров. Это происходит в следствии выделении карбидов и разложение остатков аустенита.
Инструмент сложной формы, в т.ч. тонколезвийный или работающий в условиях переменной нагрузки, например, на прерывистом точении должен обладать высокой прочностью и вязкостью.
Нагревание под закаливание сталей типа Р18 выполняют при таких температурах и временных паузах, которые обеспечат разложение карбидов и упрочнение аустенита. Это необходимо для получения необходимой теплостойкости.
Тонколезвийный инструмент, с размерами режущей части от 3 до 5 мм температура закаливания должна быть ниже на 10 – 20 ºC от максимальной (1250 ºC).
Высокие температуры, которые необходимы для проведения термической обработки впоследствии могут привести к появлению трещин и излишних напряжений. Для того, чтобы избежать этих неприятностей, подогрев материала выполняют в два этапа. Первый нагрев выполняют при уровне температуре 400 – 500 ºC, второй при 800 – 850 ºC. По достижении окончательной температуры, а это 1200 – 1300 ºC, время нахождения детали в зоне нагрева ограничивают. Допустимое время рассчитывают из соотношения 10 – 15 секунд на 1 мм толщины (диаметра). То есть сверло диаметром 5 мм может находиться при таком режиме порядка 50 – 75 секунд.
Время нахождения заготовки на подогреве может быть удвоено в сравнении с пиковой нагрузкой. То есть, то же сверло будет находиться на подогреве порядка 100 – 150 секунд.
Предварительный и финишный нагрев выполняют в соляной ванне. Она заполняется смесью из:
- 78 % ВаСl2 (хлорид бария);
- 22 % NaCl (натрий хлор).
Для предохранения заготовок от окисления раствор раскисляют с помощью фтористого магния.
Отпуск стали проводят также в несколько этапов. Заготовки выдерживают при температуре 550- 570 ºC, причём необходимо провести два – три сеанса длительностью один час каждый
Область применения
 Использование быстрорежущей стали Р18 характерно для режущих лезвийных инструментов, которые предназначены для обработки металлов с различной твердостью, в том числе нержавеющих и жаропрочных сталей.
Использование быстрорежущей стали Р18 характерно для режущих лезвийных инструментов, которые предназначены для обработки металлов с различной твердостью, в том числе нержавеющих и жаропрочных сталей.
Их твердость достигает HRC 70. Отличаются повышенной стойкостью к пластическим деформациям и износостойкостью при нагревании. В отличие от инструментальных сталей инструментами из Р18 скорость обработки повышается до 4 раз.
Улучшение эксплуатационных свойств достигается термической обработкой. Нагрев под закалку производится до температуры 1300 °C. Введенный в состав кобальт повышает температуру превращения внутренней структуры карбидов. Основным карбидом считается Fe3W3С. При нагревании и выдержке значительная часть карбида переходит в твердый раствор мартенсита ли аустенита.
Для получения мелкозернистой внутренней структуры используется низкий отпуск. Температура проведения 550 °C — 560 °C. В данной фазе происходит распад остаточного аустенита и выделение дисперсных карбидов.
Для предотвращения образования трещин нагрев под закалку производят ступенчато. Сначала подогревают до 500 °C, затем до 850 °C. Выдержка при температуре 1300 °C проводится в зависимости от толщины обрабатываемой детали. Время не более 15 секунд на 1 мм размера при диаметре не более 30 мм. Например, диаметр фрезы 10 мм. Время выдержки не должно превышать 150 секунд (2,5 минуты).
Время подогрева вдвое больше времени выдержки заготовки. Из-за избыточного количества карбидов остаточный аустенит не может полностью преобразоваться. Поэтому применяется многократный отпуск.
Режущий инструмент из быстрорежущей стали подвергается дополнительной обработке для повышения коррозионностойкости и изностойкости режущей кромки. В зависимости от типа обрабатываемого материала используется:
- азотирование, снижающее хрупкость поверхностного слоя;
- цианирование, увеличивающее вязкость;
- сульфидирование;
- пропаривание.
Данные операции производятся после термической обработки, заточки и шлифовки. Это помогает придать готовому инструменту большую прочность
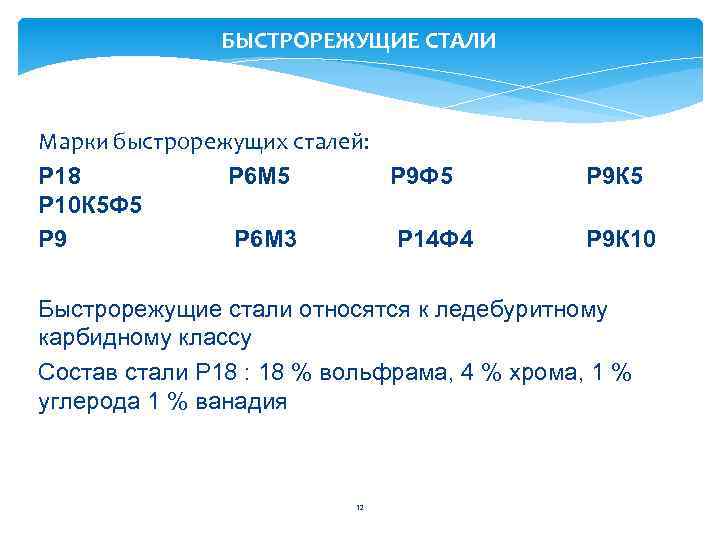
Р10Ф5К5 — классификация и применение марки
Классификация материала: Сталь инструментальная быстрорежущая
Применение: для изготовления получистовых и черновых инструментов при различных труднообрабатываемых материалов
Р10Ф5К5 — pасшифровка обозначений, сокращений, параметров материала
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, |
Внимание! Вся приведённая информация о Р10Ф5К5 носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов. Другие марки в категории
Другие марки в категории
- 9Х4М3Ф2АГСТ для изготовления инструмента
- 11Р3АМ3Ф2 для инструмента простой формы при обработке углеродистых и малолегированных сталей с прочностью до 784 МПа.
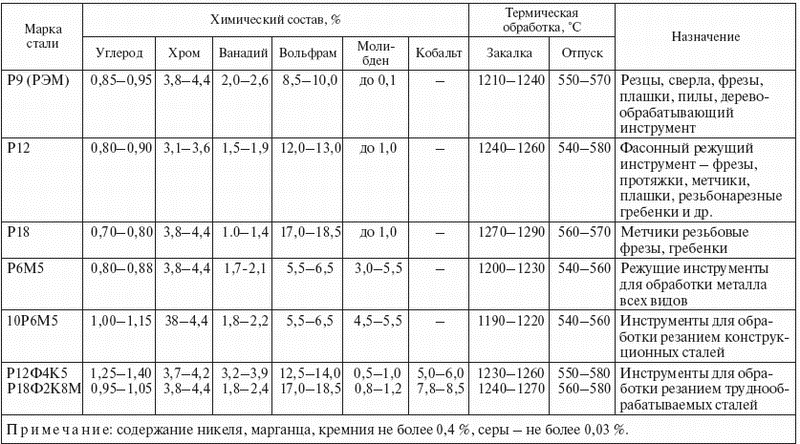
- Р12 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей
- 11М5Ф для изготовления инструмента
- Р12Ф3 для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами.
- Р14Ф4 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
- Р18К5Ф2 для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей и сплавов.
- Р18Ф2 для изготовления чистовых и получистовых режущих инструментов при обработке среднелегированных конструкционных сталей
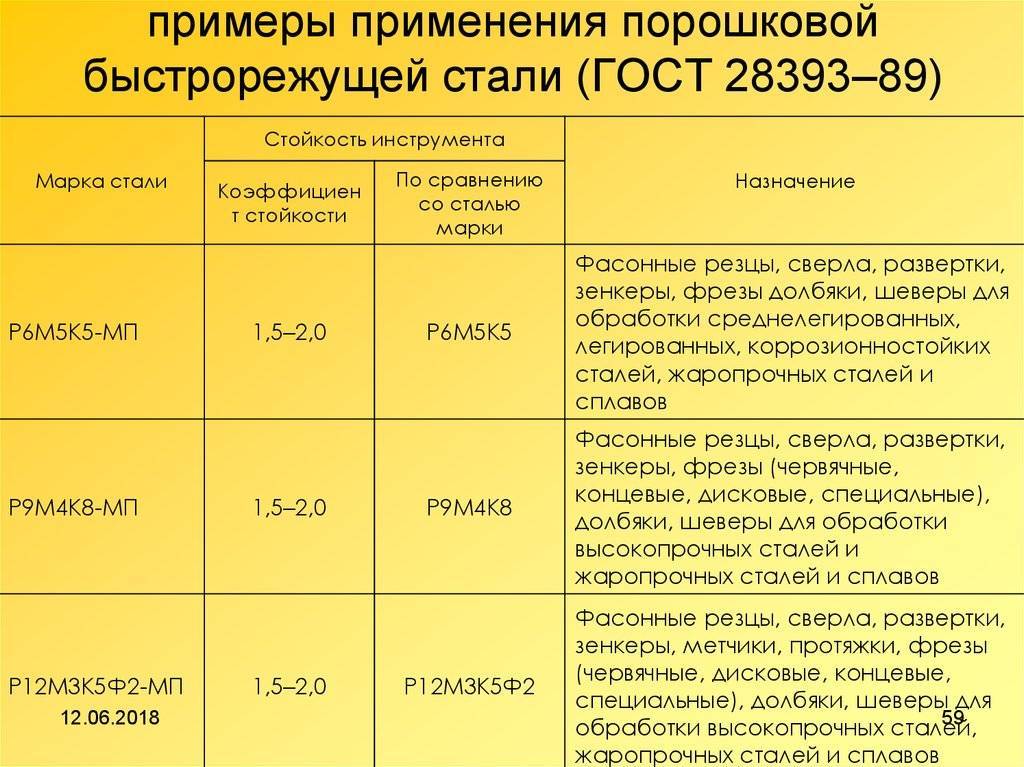
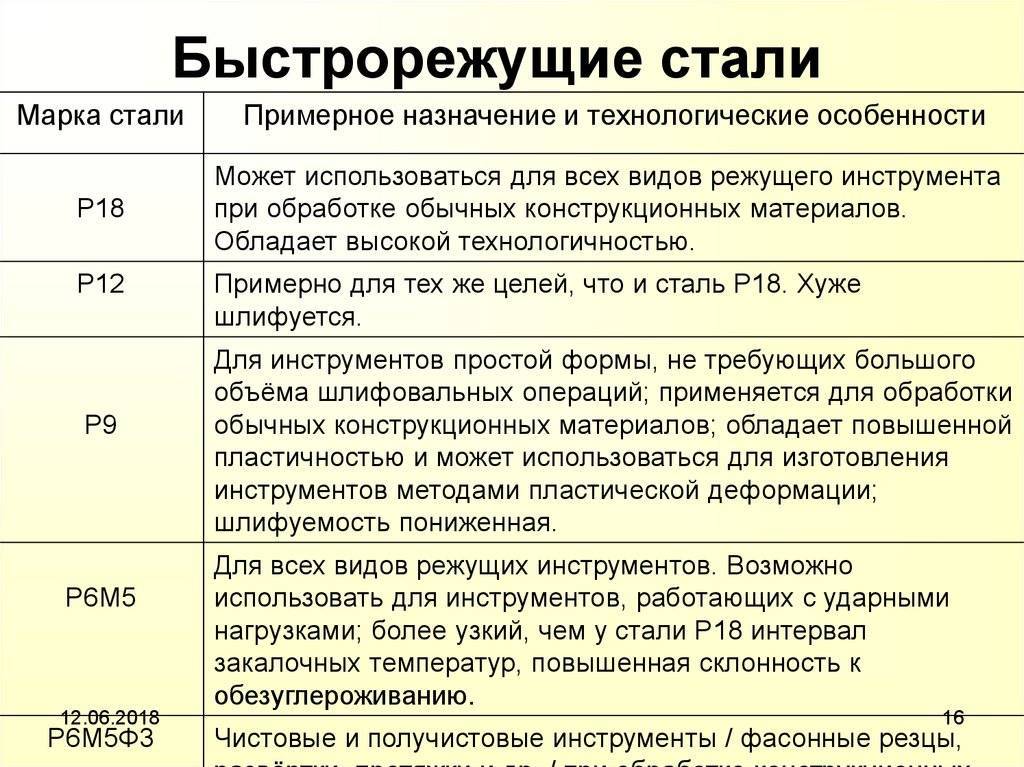
- Р18 резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С.
- Р18Ф2К5 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
- Р2АМ9К5 для режущих инструментов при обработке улучшенных легированных, а также нержавеющих сталей.
- Р2М5 для изготовления инструмента
- Р6АМ5 для изготовления всех видов режущего инструмента, используемого при обработке углеродистых легированных конструкционных сталей- резьбонарезного инструмента- инструмента, работающего с ударными нагрузками.
- Р6АМ5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей
- Р6М3 для изготовления чистовых и получистовых инструментов небольших размеров при обработке конструкционных сталей
- Р6М5 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей- предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками
- Р6М5К5 для чернового и получистового инструмента при обработке улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
- Р6М5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей.
- Р9К10 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
- Р9 для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
- Р9К5 для обработки нержавеющих сталей и жаропрочных сплавов, а также сталей повышенной тветрдости.
- Р9Ф5 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
- Р9М4К8 для изготовления инструмента, используемого при обработке высокопрочных нержавеющих и жаропрочных сталей, сплавов и улучшенных легированных сталей в условиях повышенного разогрева режущей кромки (зуборезного инструмента, фрез, фасонных резцов, зенкеров, метчиков).для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки: зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.


Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Характеристики быстрорежущих сталей
Быстрорежущие сплавы появились относительно недавно. До их появления для обточки изделий из дерева или цветных металлов применялись обычные стальные резцы, при использовании которых возникали некоторые трудности. Они имели очень маленький срок службы ввиду быстрого износа и сильно нагревались, из-за чего работы на больших скоростях делалась невозможной.
Проблема была решена в 1858 году после получения сплава, в котором как основные легирующие добавки были использованы вольфрам и марганец. В течение последующих десятилетий методом многочисленных экспериментов было получено несколько видов сверхпрочных металлов, которые позволили значительно увеличить скорость и продуктивность металлорежущих станков.
К категории быстрорежущих сталей относят большую группу сплавов, в составе которых имеются легирующие элементы, позволяющие добиваться стойкости к износу и сильному нагреванию. От обычных углеродистых сплавов их отличает высокий показатель прочности, который позволяет использовать инструменты из них для обработки твёрдых материалов.

Клинок из быстрореза.
Быстрорезы имеют ряд примечательных характеристик, по которым их можно отличить от других марок сталей, к ним относят следующие:
- Сохранение твёрдости при высоких температурах, так называемая горяча твёрдость. Любые предметы при трении нагреваются. Температура режущего инструмента, работающего на огромных оборотах, увеличивается очень быстро до высоких показателей. Обычные стали при таком нагреве подвергаются отпуску, из-за чего теряют свои рабочие свойства. Быстрорежущая сталь не подвергается подобным процессам, так как её состав позволяет ей выдерживать температуру до 6000 градусов Цельсия без потери прочности.
- Высокая красностойкость – параметр сплава, характеризующийся временным промежутком, в течение которого он способен работать при высокой температуре без потери первоначальных свойств.
- Сопротивление разрушительным процессам. Помимо стойкости к сильному нагреву быстрорезы должны иметь повышенные механические показатели, в сравнении с обычными металлами. Инструменты из таких сплавов даже под высоким давлением не крошатся и не переламываются, за счёт чего активно применяются для изготовления свёрл и резцов.
Особенности использования стали Р18 при резании
Использование стали в механической обработке металла позволило увеличить скорость, например, точения в 2 – 4 раза.
Р18 используют для изготовления режущего инструмента, который работает при значительных силовых нагрузках и нагрева режущей кромки.
Резцы, фрезы и сверла изготовленные из этой инструментальной стали обладают стабильными свойствами – это особенно важно при организации гибких автоматизированных производств. Качество реза, выполняемого резцом из стали марки Р18 обеспечивает наличие в составе таких легирующих компонентов, как вольфрам, кобальт и некоторые другие
Качество реза, выполняемого резцом из стали марки Р18 обеспечивает наличие в составе таких легирующих компонентов, как вольфрам, кобальт и некоторые другие.
Для заточки инструмента можно использовать обыкновенные наждаки, но для этого необходимо устранить биение кругов.
Термическая обработка Р18
Как ранее было отмечено, для существенного повышения эксплуатационных характеристик материала проводится термическая обработка. Особенности химического состава определяют какие режимы при этом используются.


Быстрорежущая сталь Р18 улучшается следующим образом:
- При закалке заготовка нагревается до температуры 1300 градусов Цельсия. это связано с тем, что кобальт существенно повышает температуру перестроения структуры. Для того чтобы исключить вероятность появления структурных трещин проводится ступенчатый нагрев. Продолжительность выдержки зависит от толщины заготовки и ее линейных размеров. Охлаждение заготовки проводится на открытом воздухе в случае больших размеров. Вода в качестве охлаждающей среды практически не применяется, так как неравномерность охлаждения приводит к появлению поверхностных и структурных дефектов. В последнее время для охлаждения применяется масло, которое обеспечивает равномерность охлаждения.
- Получить мелкозернистую структуру можно путем проведения отпуска при температуре 560 градусов Цельсия. Охлаждение в данном случае проводится на открытом воздухе.
После термообработки нужно рассмотреть возможность улучшения эксплуатационных характеристик сплава. Для этого изменяется химический состав при проведении следующих процедур:
- Сульфидирование.
- Азотирование.
- Цианирование.
- Пропаривание.
Подобное улучшение проводится также после заточки и шлифовки режущего инструмента или другого изделия. За счет этого поверхностному слою предается большая прочность. Для нагрева заготовки и внесения химических веществ может применяться специальное оборудование. Стоит учитывать, что высокая температура нагрева не позволяет выполнять обработку в домашних условиях.
Вывод
Сталь Р18 хорошо подходит для изготовления клинков быстрорезов. Клинок не надо будет часто затачивать, а бритвенную остроту он будет держать даже при интенсивной работе
Следует проявлять осторожность при боковых нагрузках, так как на них клинок меньше рассчитан
Как рубящее оружие такой нож не подойдет – инструмент из такой стали может только резать, а потому он подойдет как кухонный или шкуросъемный. Также им можно будет и строгать по дереву, причем он будет легко резать самые твердые породы.
В такой нож придется вложить немало денег, но в качестве не придется сомневаться. Кроме того, такой клинок почти обязательно прослужит вам очень долго, при условии, что его будут использовать по назначению и защищать от коррозии.





