

Чертежи для изготовления самодельного гибочного устройства
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
Чертеж ручного профилегиба с тремя роликами
Упрощенный самодельный вариант приведенного выше чертежа
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
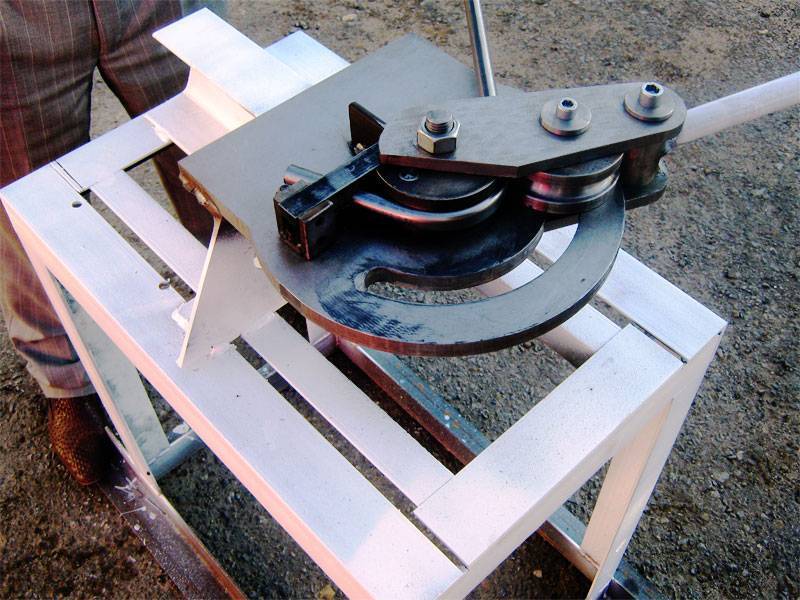
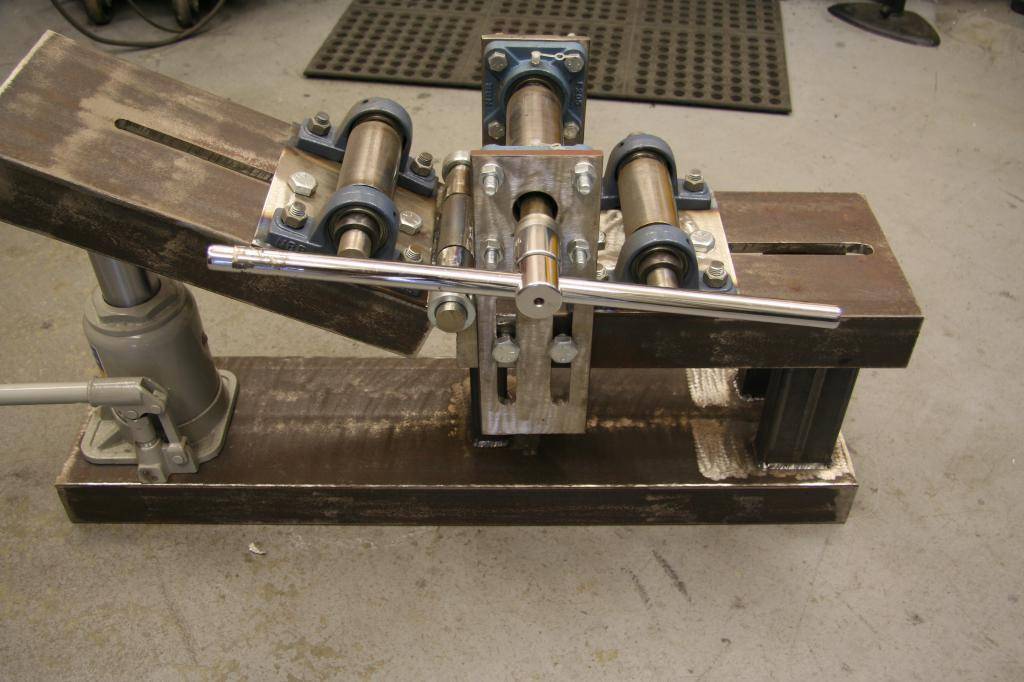
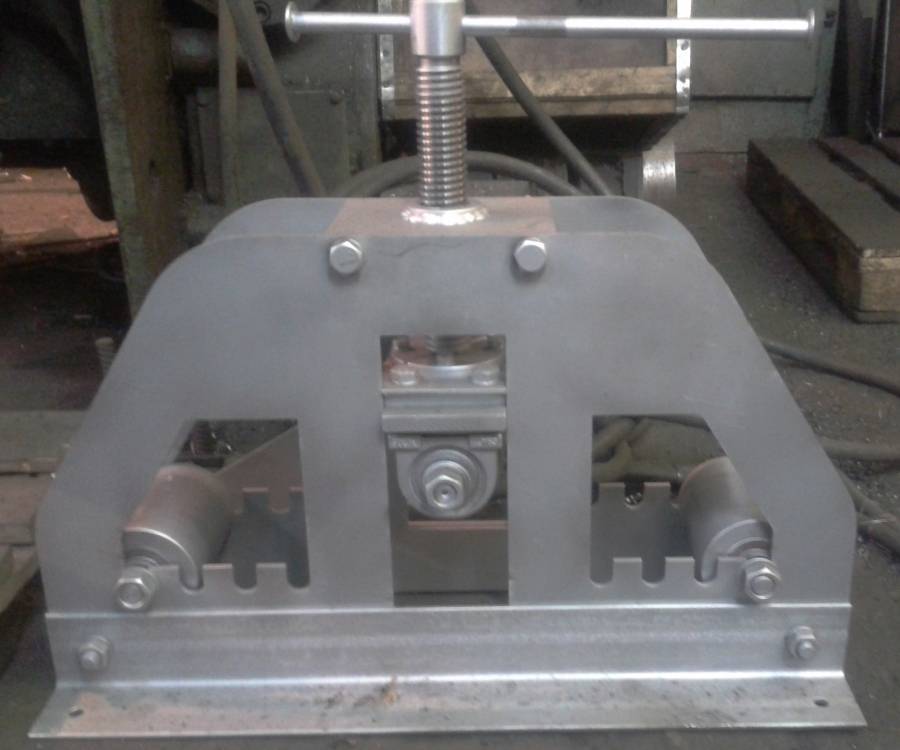
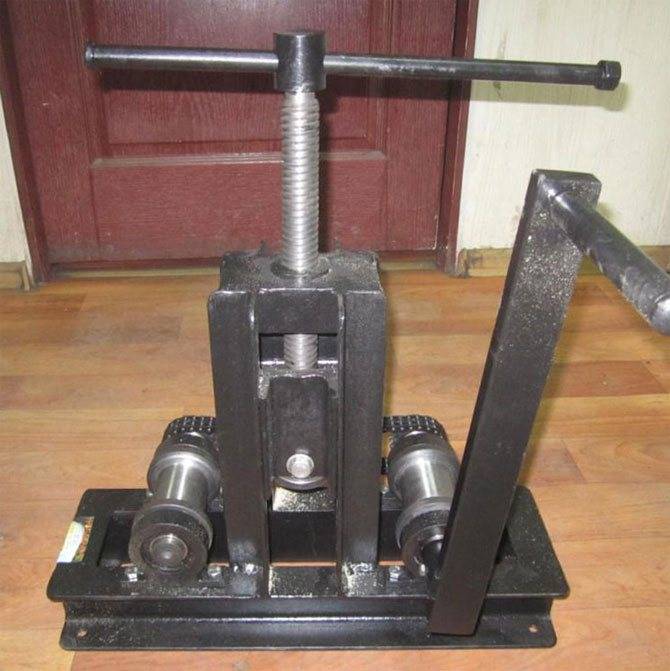
Схема профилегиба в заводском исполнении, который можно взять за основу для самодельного устройства
Внешний вид готового заводского профилегиба
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.
Чертеж еще одного варианта профилегиба (нажмите, чтобы увеличить)
Вариант с основанием из швеллеров
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
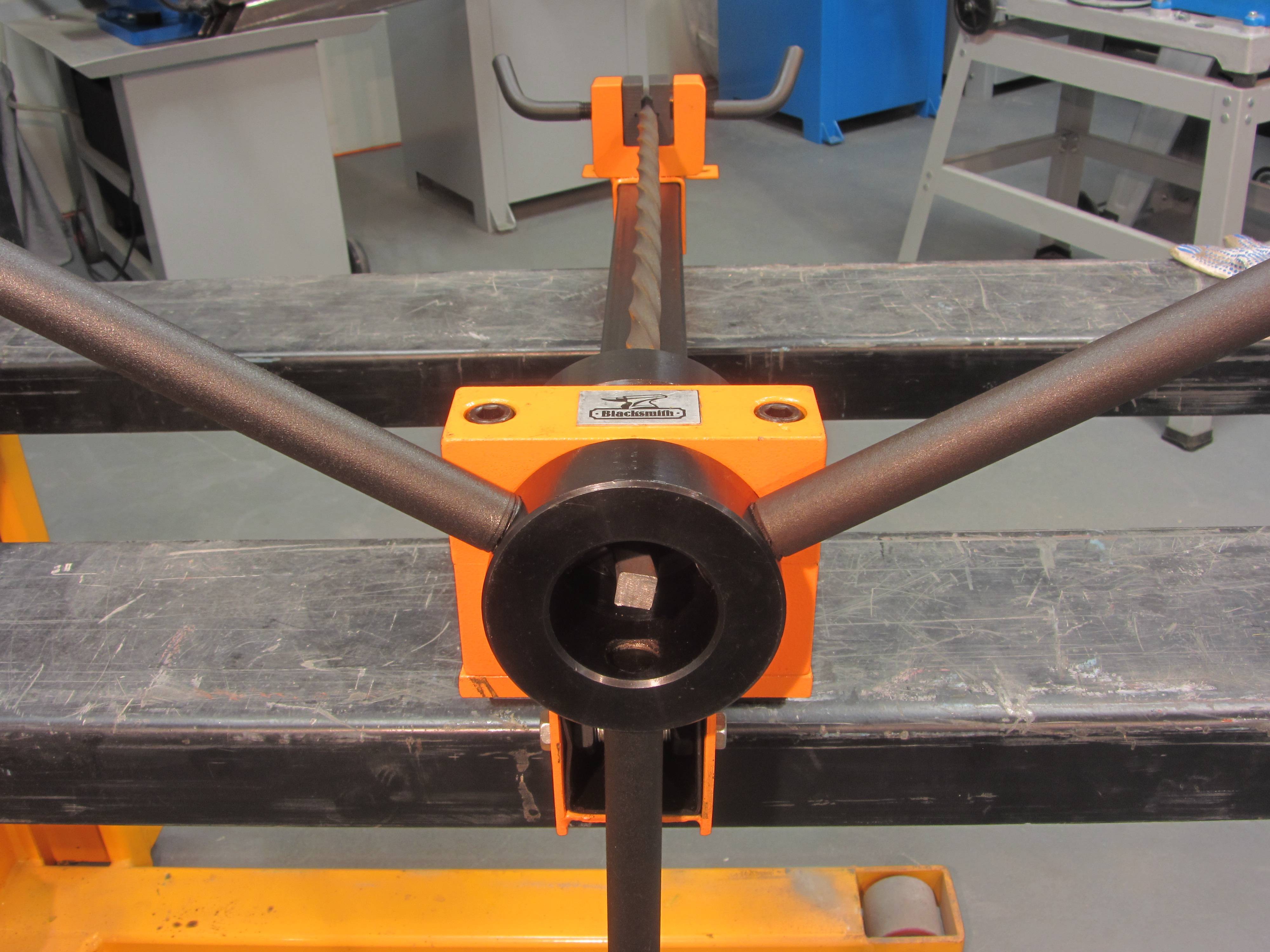
Профилегиб. Простая конструкция
В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой. Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
Инструмент который использовал мастер при работе: -Сварочный аппарат, -УШМ (болгарка), -дрель, -магнитные держатели. Большую часть материала обходимого для изготовления станка автор взял у себя в гараже. В ход пошли старые уголки и другие железки. Для начала автор изготавливает основание будущего профилегиба. Для этого он берет два уголка 60х40 мм и сваривает их между собой. Далее от уголка размером 35х35 отпиливаются заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.

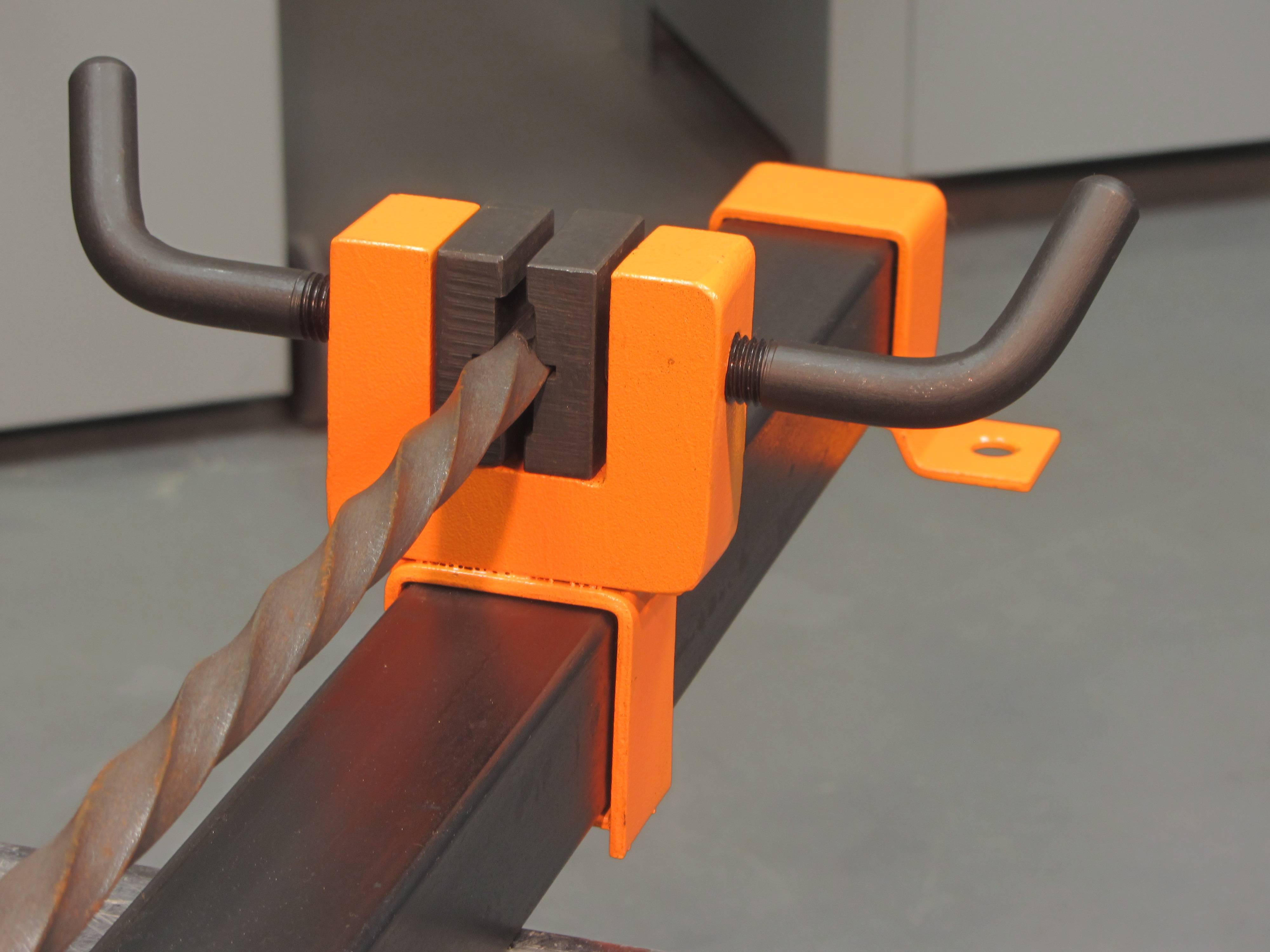
Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Что необходимо для изготовления инструмента?
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
Принцип работы трубогиба при гибке профильной трубы по радиусу
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.







Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Как собрать ЭТ самостоятельно
При желании, можно собрать трубогиб с электроприводом своими руками, достаточно лишь выполнить ряд последовательных действий.
На начальном этапе стоит решить, какой будет рама у прибора. Собрать такую конструкцию можно из прямоугольных профильных труб с толщиной стенки в 3 мм.
На конце профиля в 3 см от торца выполните отверстие сечением, равным размерам оси.
Следующий шаг сборки электрического трубогиба своими руками включает несколько действий:
- На каркас монтируют рычаг управления с подвижным колесом, приводящим в движение ремень.
- Устанавливают стационарное колесо.
- Закрепляют падающий вал. В торцевой части вала размещают шкив с ременной передачей от движка.
- На втором торце станины располагают звезду для ведущей передачи.
- Последним прикрепляют второй вал.
Далее можно приступить к обрезке профиля. Степень обрезки этой детали будет зависеть от желаемого угла изгиба с учетом запаса в 5 см. Все лишнее можно будет обрезать ножовкой по металлу.
Ось, на которой будет установлено колесо и рычаг, легко изготовить самостоятельно:
- вам понадобятся две стальных пластины шириной, равной диаметру оси и толщиной в 5 мм;
- сложив вместе стальную трубу и эти две пластины, нужно произвести сварку конструкции.
Теперь можно браться за сборку всего механизма.
Сделать это можно в несколько шагов:
- Готовую раму из профиля нужно надежно зафиксировать в тисках.
- Теперь устанавливаем ось в проделанные заранее отверстия.
- Производим стыковку оси с ручкой и колесом.
- Надежно затягиваем колесо болтом.
- В конце монтируем фиксатор со шпилькой.
Поскольку приведение в действие собираемого собственноручно трубогиба задумывалось посредством подключения к электросети, последнее, что нужно сделать – подсоединить к станку электропривод. Это приспособление будет заставлять вал вращаться.
Таким образом, можно сказать, что трубогибы электрического типа отличаются своей эффективностью и многофункциональностью. Кроме того, способность быстро выполнять работу делает их незаменимыми на промышленных предприятиях и при выполнении работ на профессиональном уровне.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
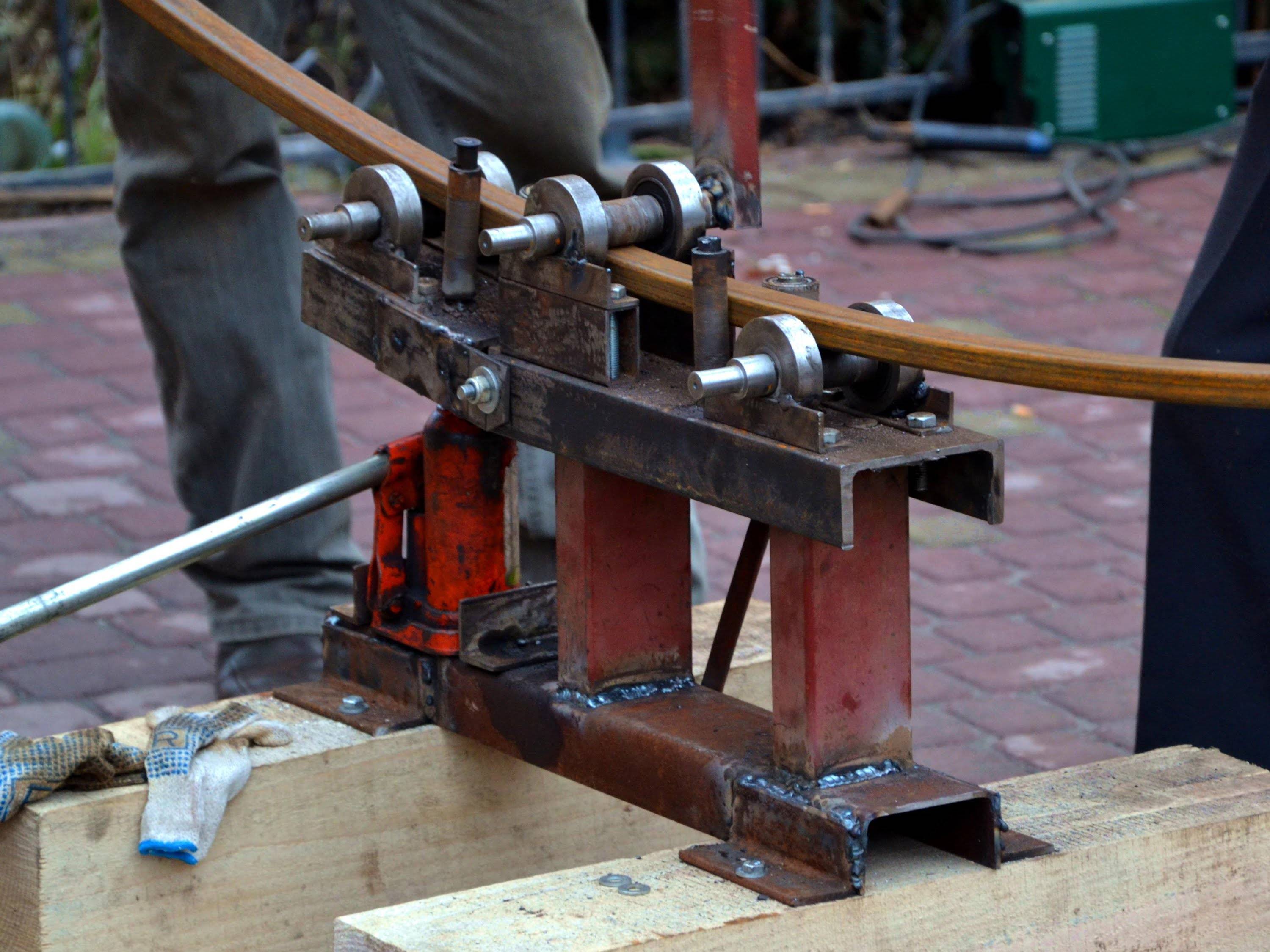
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
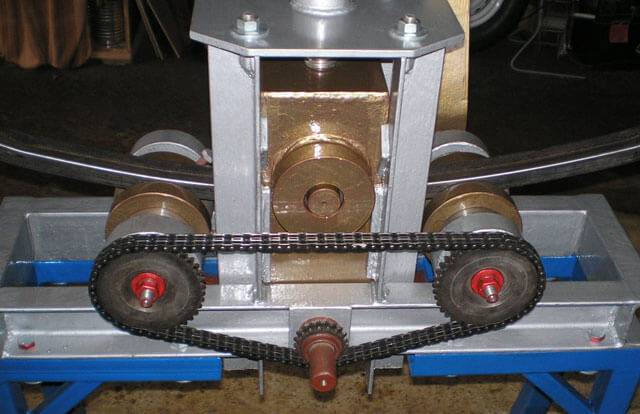
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
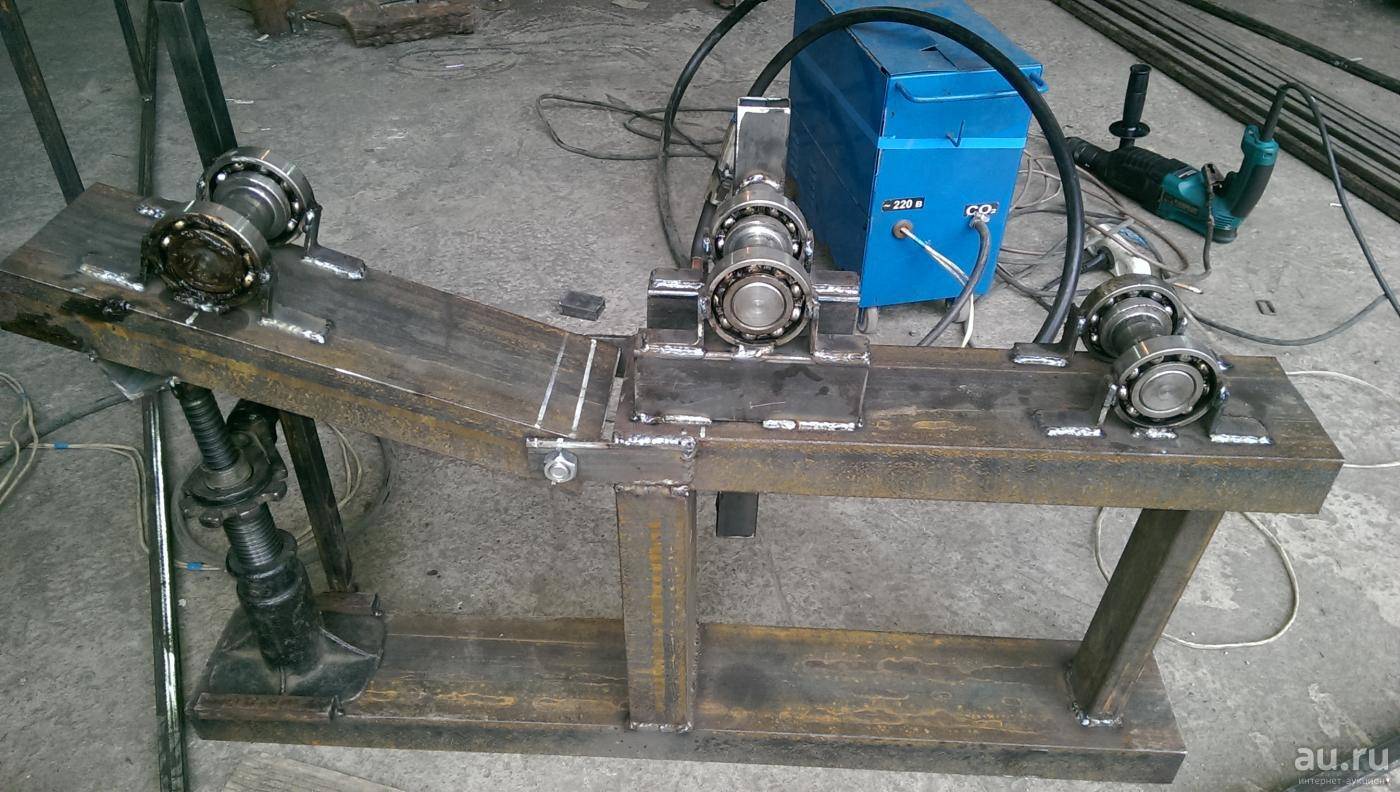
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Применение трубогибов
Впрочем, основная сфера применения такого оборудования – это прокладка различных трубопроводов и монтаж зданий, в котором профильные трубы часто используются в качестве арматуры. Независимо от формы и вида сырья, используемого для производства труб, их все равно можно гнуть только при помощи специальных станков – в противном случае положительного результата добиться не удастся.







Сфера применения очень сильно влияет на параметры изгибания труб. Дело в том, что материал может иметь разные размеры и исходное сырье, да и требования к изгибу предъявляются разные. Чтобы обработать трубы должным образом, нужно использовать оборудование соответствующей мощности и способностей. Кроме того, немаловажным аспектом является привод устройства, который может быть ручным, электрическим или гидравлическим.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.
Парник «Хлебница»:

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Теплица «Капелька»:

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Конструируя теплицы, проектировщики рассчитывают на длину проката, а также рулонов поликарбоната. Стандартная длина профильных труб составляет 6 м. Согнуть их можно разными способами. Но остается условие, что между концами труб должно получиться расстояние 3 м.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
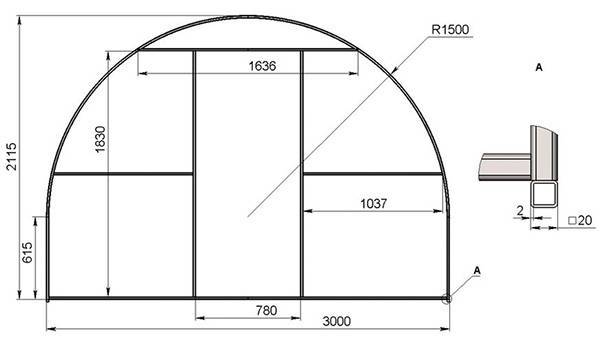
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:

Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:
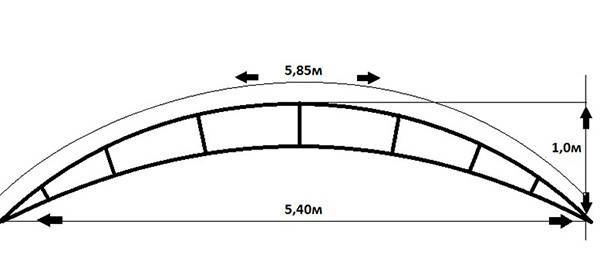
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Усиление необходимо для того, чтобы подобная арка могла выдерживать снеговую нагрузку в зимний период, равную 200…220 кг/м². Их расставляют на расстоянии 1 м и покрывают сотовым поликарбонатом толщиной 6…8 мм. Для зимних теплиц используют поликарбонат толщиной 10 мм.









Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Republished by Blog Post Promoter
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.
Рекомендуем ознакомиться: Водорозетка для труб из полипропилена и ее использование в водопроводных системах

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.
Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.

Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Рекомендации и возможные ошибки
При изготовлении инструмента своими руками пользователь руководствуется рекомендациями специалистов:
- При сборке транспортера рекомендуется внимательно выполнить установку звездочки цепной передачи, так как ее неправильная фиксация становится причиной поломки оборудования.
- Во время изготовления прижимного механизма рекомендовано строгое соблюдение всех основных размеров, которые указываются в чертежах. При наличии отклонений неневозможно гарантировать точность радиуса изгиба труб.
- После изготовления инструмента за ним рекомендуется обеспечить соответствующий уход, что положительно отобразится на длительности эксплуатации.
- В процессе использования инструмента отслеживается работоспособность всех его частей, а также ограничивается возможность негативного воздействия факторов окружающей среды.
- На состояние устройства негативно влияют осадки, поэтому рекомендовано обеспечить качественную защиту прокатных роликов от влаги. В противном случае будет появляться ржавчина, что негативно отобразится на работе оборудования.
- После работы со станком проводится его очистка от пыли, грязи и песка.
- Если трубогибный станок имеет электрический привод, то для обеспечения его высокой производительности и эффективности в работе рекомендовано регулярное обеспечение профилактики и обслуживания.
Гибка металла – это универсальная процедура, которая позволяет сгибать профтрубы под определенным узлом. При небольшом радиусе можно провести манипуляцию вручную. Если труба имеет толстую стенку и внушительный радиус, то рекомендуется пользоваться трубогибом, который можно приобрести или сделать своими руками.





