

Каким должен быть стол для пилы
При устройстве стационарного участка для обработки материалов требуется предусмотреть несколько нюансов.
Конструкция должна быть устойчивой и жесткой.
Материал, из которого изготавливается стол, должен отличаться прочностью и долговечностью.
Важно, чтобы поверхность стола была идеально ровной.
Необходимо предусмотреть заземление.
Стол необходимо оборудовать приспособлениями, обеспечивающими безопасность работы оператора.
Кнопка запуска пилы должна быть расположена в легкой доступности.
Следует предусмотреть место для сбора опилок, к которому должен быть обеспечен легкий доступ.
Рабочее место вокруг стола не должно быть захламлено, это повышает риск травматизма.
Стол для циркулярной пилы — фото
Материал, из которого производятся конструкции, различается в зависимости от назначения, места установки и частоты использования. Для бытовых нужд можно изготовить конструкцию из досок и фанеры и установить ее, например, в гараже. Работа с большим объемами материалов подразумевает повышенные требования к прочности и надежности сооружения. Лучшим решением в данном случае станет каркас из металлического профиля. Для снижения вибраций и большей устойчивости многие даже бетонируют ножки в полу.
Некоторые советы по устройству стола:
пильный диск должен располагаться строго перпендикулярно поверхности стола;
Пильный диск должен располагаться строго перпендикулярно
- стандартный и оптимальный размер столешницы — 1,2 х 1,2 м, но он может изменяться в зависимости от индивидуальных требований (если столешница — длинная, могут понадобиться дополнительные опорные ножки);
- высота стола зависит от роста мастера, обычно она варьируется в пределах 0,8…1,2 м;
- оператору удобнее, если стол будет установлен на ножках, а не на сплошных листах, например, фанеры;
- ширина щели, в которую выводится закрепленный снизу диск, не должна превышать толщину диска более, чем на 2 мм, иначе инструмент может быстро выйти из строя из-за засорения стружкой;
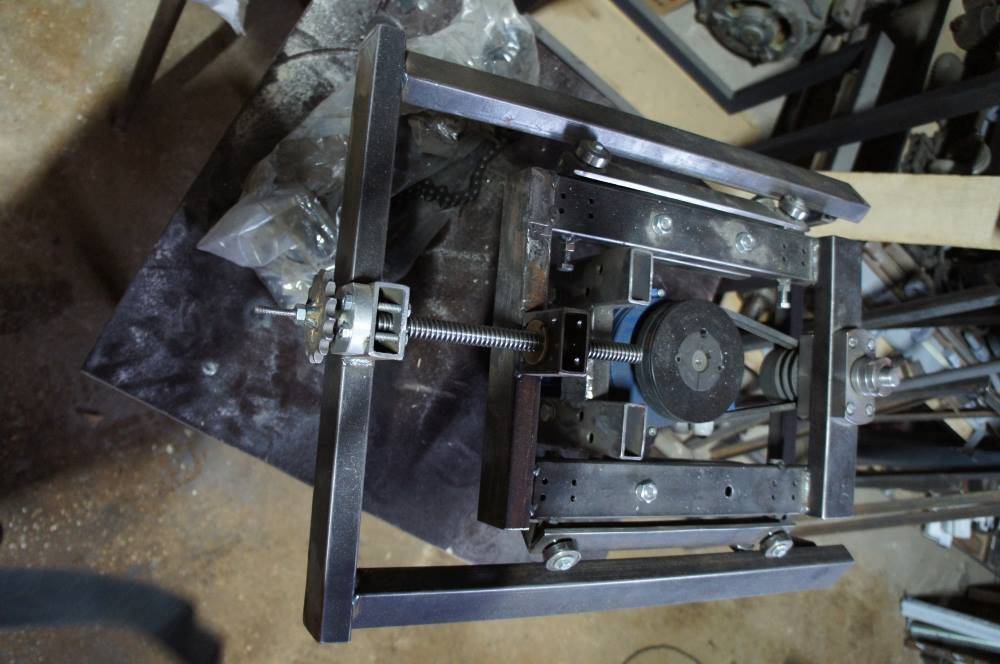
Циркулярный стол из ручной циркулярной пилы своими руками
- циркулярная пила должна размещаться по центру стола, чтобы не было сильного смещения центра тяжести;
- рекомендуется вывести кнопки управления работой пилы на столешницу или верхнюю часть ножки стола.
Пример усиленного верстака для циркулярной пилы
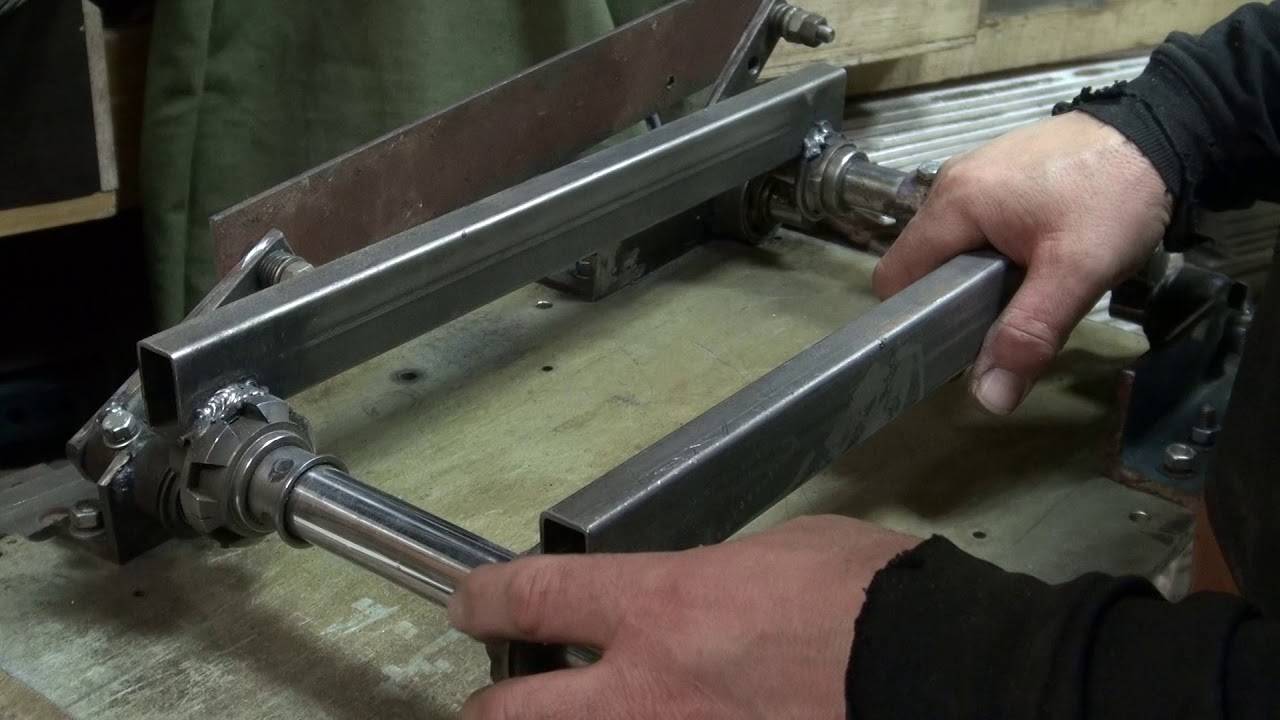
Сборка фуговального станка своими руками
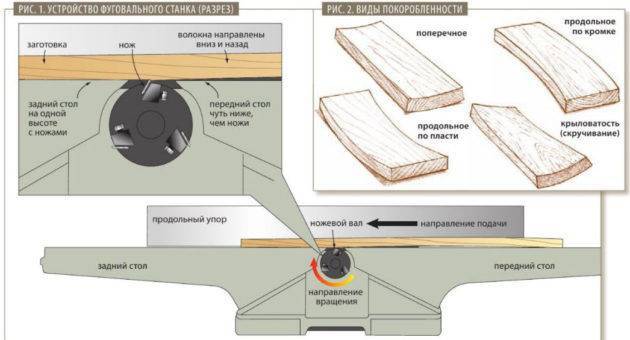
Вал с режущими элементами крепят к верху станины посередине, точное расположение зависит от размеров рабочих столов, между которых он должен находиться. Вал и столешница должны располагаться в одной плоскости так, чтобы верхняя точка ножей режущего инструмента совпадала с верхней поверхностью принимающего стола.
Подающий стол монтируют в одной плоскости с принимающим, но на 1–2 мм ниже. Это расстояние определяет толщину снимаемой стружки за один проход. От того, насколько точно будут совпадать плоскости поверхностей, зависит качество строгания, а именно — насколько ровной будет строганая заготовка.
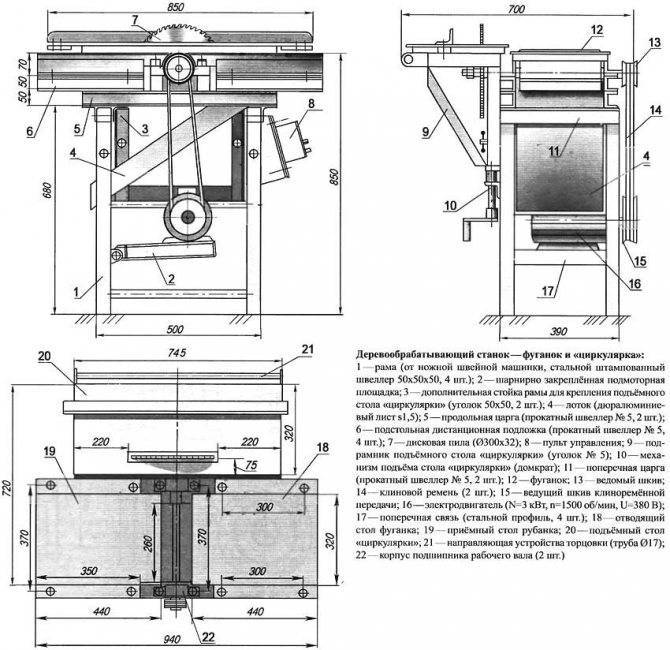
Схема сборки станка
Существуют варианты регулируемой высоты подающей плоскости посредством эксцентриков или винтового механизма.
При сборке фуговального станка своими руками в домашних условиях качественно реализовать подобный механизм очень сложно. Можно считать невероятным достижением, если это оборудование будет ровно строгать с фиксированными столешницами.
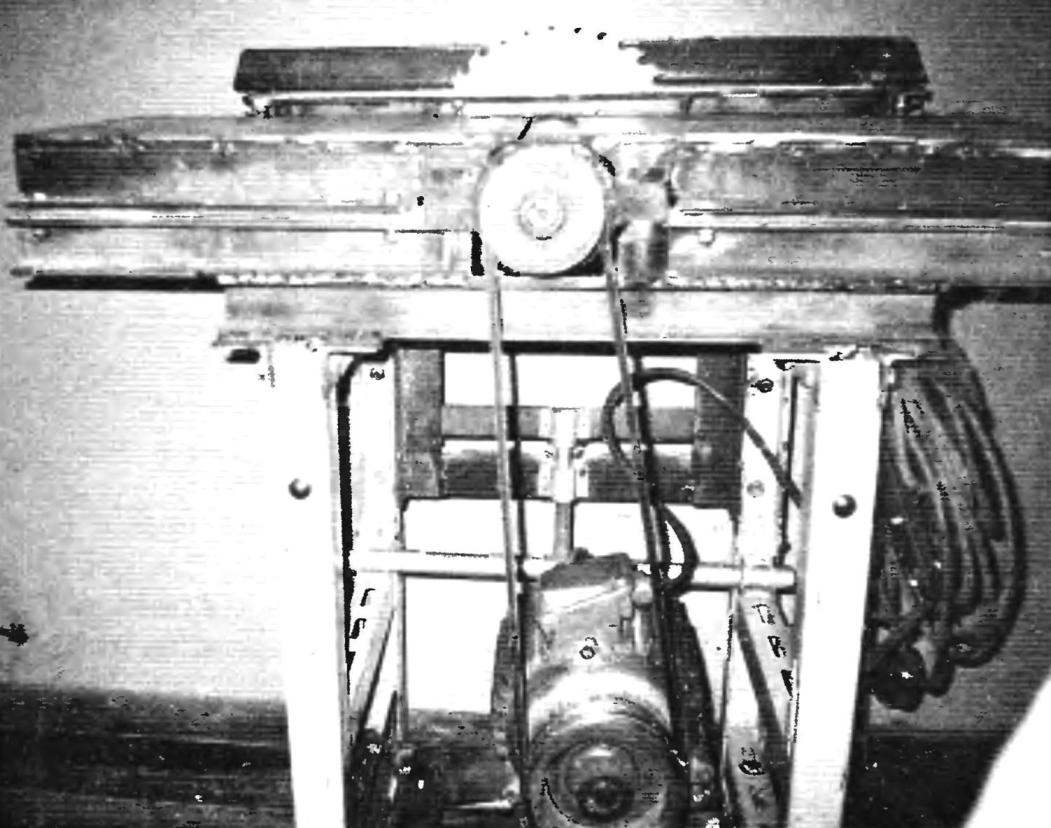
Электропривод крепят на нижней площадке станины. Желательно для установки двигателя использовать регулируемую платформу, чтобы обеспечить более удобное натяжение ремней. Натяжной механизм может быть реализован при помощи технологического отверстия в платформе и винта с гайкой в качестве регулирующих элементов.
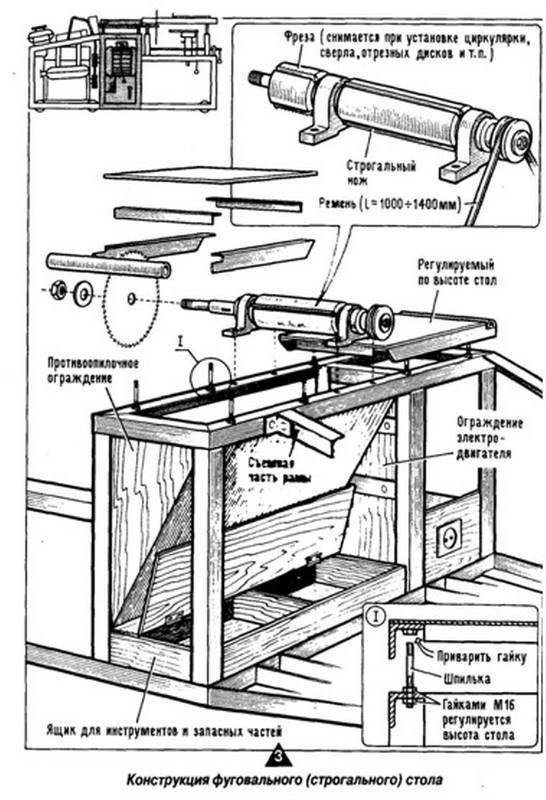
Конструкция фуговального станка
Промышленные варианты отличаются габаритами и значительным весом, который обеспечивает подавление вибрации, возникающей от быстровращающихся деталей станка (до 12000 об/мин). Общая длина рабочей поверхности такого оборудования составляет 2–2,5 м. Ширина стола, которая определяет максимальную ширину обрабатываемой заготовки, находится в пределах 400–600 мм.
Более простые фуговальные станки, которые можно изготовить своими руками в домашних условиях, имеют меньший вес, размеры и соответственно, частоту вращения вала (не более 6000 об/мин). Совокупная длина столешниц на таком оборудовании составляет 1–1,5 м при ширине 200–300 мм.
Основные узлы фуговального станка
- Станина. Массивный элемент, обеспечивающий жесткость конструкции, отвод стружки, размещение электропривода.
- Рабочие столы (подающий и принимающий).
- Упорная линейка. Для строгания под углом.
- Вал с режущими элементами (ножами).
- Электропривод. Обеспечивает вращение вала посредством ременной передачи и шкивов.
- Защитный механизм реечного или веерного типа.
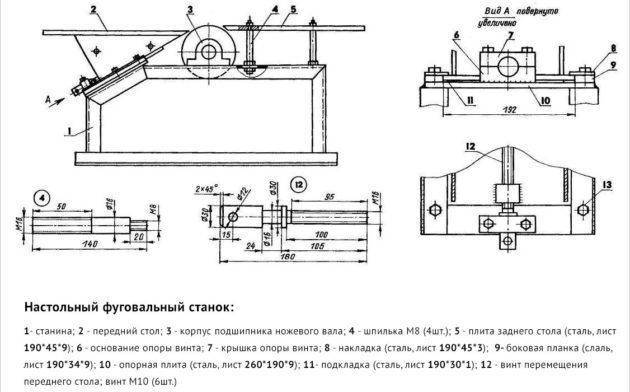 Основные составляющие фуговального станка
Основные составляющие фуговального станка
Дополнительно свой фуганок можно оборудовать механизмом подачи заготовки и аспирационной системой удаления стружки.
Основные узлы
Прежде чем сделать самодельный фуганок нужно создать чертежи и разобраться с основными элементами, которые будут входить в схему. Как правило, строгальный станок состоит из следующих основных элементов:
- станины;
- вала с ножом;
- ролика;
- электродвигателя, от которого подается вращение;
- нескольких столов;
- упорного конька.
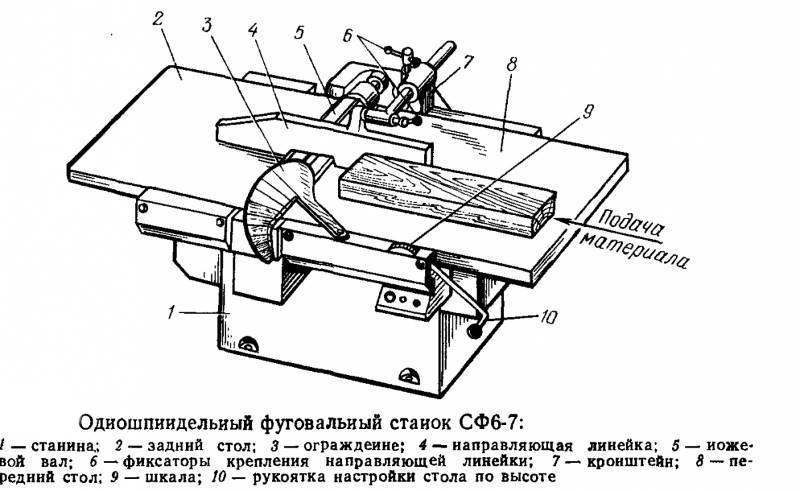
Устройство фуговального станка
Создаваемый чертеж самодельного фуганка должен содержать информацию о том, на каком расстоянии устанавливается электродвигатель с роликом и вал с ножами. Схема определяет то, насколько будет уменьшено количество вращений на выходе и увеличена мощность.
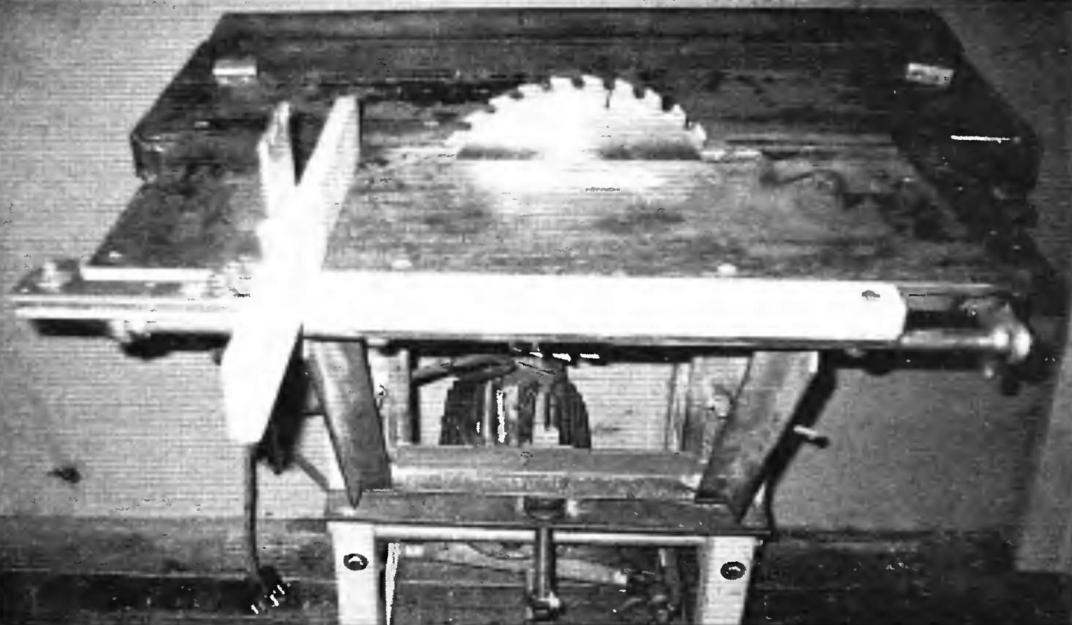








Конструкция строгольного стола
Подбор комплектующих для фуганка
Ограждения ножевого вала фуговального станка.
Для того чтобы собрать фуганок из электрорубанка, совсем не обязательно разбирать новый инструмент. Вполне подойдет рубанок, который раньше использовался по прямому назначению. Недостаток некоторых современных моделей таких приспособлений состоит в том, что их пластиковый корпус со временем расшатывается, на нем появляются трещины и сколы. Работать таким рубанком становится небезопасно, но он полностью соответствует запросам на создание фуговального станка. Все что нужно сделать – перевернуть рубанок и в таком виде закрепить его в предварительно подготовленном верстаке.
Выбор модели электрорубанка – один из важных моментов при сборке станка. Большинство моделей имеют ширину строгания 82 мм, что вполне удовлетворяет запросы для домашнего использования. Более дорогие и мощные рубанки оборудованы валом на 100 или 110 мм. В последнем случае такие параметры позволяют прогонять через инструмент доски и брусья шириной в 10 см, не оставляя при этом необработанных участков.
Стоит обратить внимание на дополнительные функции электрорубанка: некоторые модели уже с завода оборудованы специальными приспособлениями, которые позволяют превратить инструмент в полноценный фуговальный станок. Такой рубанок можно фиксировать подошвой вверх, безопасность работы при этом обеспечивается подпружиненным защитным кожухом. Если возникла потребность обработки материалов, ширина которых превышает 110 мм, то электрорубанком делать это будет весьма неудобно, так как доску придется прогонять несколько раз, что увеличивает затраты времени и снижает точность работы
В таком случае стоит рассмотреть возможность сборки мощного фуганка, основными составляющими частями которого будут выступать отдельный вал и мощный электрический мотор. Хотя стоимость вала зачастую составляет больше половины от цены всех материалов, но имея в арсенале такой инструмент, вы уже не будете ограничены в своих возможностях, касающихся деревообработки
Если возникла потребность обработки материалов, ширина которых превышает 110 мм, то электрорубанком делать это будет весьма неудобно, так как доску придется прогонять несколько раз, что увеличивает затраты времени и снижает точность работы. В таком случае стоит рассмотреть возможность сборки мощного фуганка, основными составляющими частями которого будут выступать отдельный вал и мощный электрический мотор. Хотя стоимость вала зачастую составляет больше половины от цены всех материалов, но имея в арсенале такой инструмент, вы уже не будете ограничены в своих возможностях, касающихся деревообработки.
Схема конвеерного механизма фуговального станка.
Ширина строгания полноценного фуганка, оборудованного валом, находится в диапазоне от 25 до 85 см и больше, но при этом нужно учитывать тот факт, что увеличение данного параметра влечет за собой рост энергопотребления двигателя.
Оптимальная мощность двигателя зависит от нескольких параметров:
- ширина вала;
- количество ножей;
- ширина обрабатываемых пиломатериалов.
Зависимость прямая: чем большее значение имеют перечисленные параметры, тем выше должна быть мощность двигателя. Для домашних станков хорошо зарекомендовали себя двигатели на 1.5-2 кВт. Скорость вращения вала таких станков составляет 4-4.5 тыс. оборотов в минуту, ширина обрабатываемого материала – 25-40 см.
Возможные проблемы при изготовлении станка
Схема самодельного рейсмусового станка
Во время проектирования необходимо решить ряд задач, связанных с оптимизацией изготовления самодельного рейсмусового станка. В отличие от заводского оборудования самодельная конструкция имеет минимум сложных компонентов.
В первую очередь необходимо отказаться от блока автоматической подачи заготовок. В заводских моделях эту функцию выполняют ролики, расположенные в верхней части. Во время настройки оборудования происходит автоматическая синхронизация скорости их вращения. Реализовать подобную функцию в рейсмусовом станке, изготовленном своими руками, будет весьма проблематично.
Кроме этого необходимо продумать следующие нюансы конструкции:
- регулировка положения опорного стола. Для этого понадобятся регулируемые опоры, соединенные между собой с помощью цепной передачи. С ее помощью можно осуществлять изменение высоты стола относительно режущего вала;
- область обработки. Лучше всего применять вал от старого строгального. Он обладает требуемыми техническими параметрами;
- устойчивая рама. Во время выполнения работы неизбежно будут появляться вибрации. Они не должны сказаться на расположении заготовки, а также на качестве обработки.
Для решения этих задач необходимо заранее составить правильную схему оборудования. Некоторые технические тонкости можно позаимствовать из чертежей заводских модели. Но в качестве основы лучше всего использовать уже действующие самодельные модели рейсмусовых станков, изготовленные своими руками.
Настройка и выбор режима
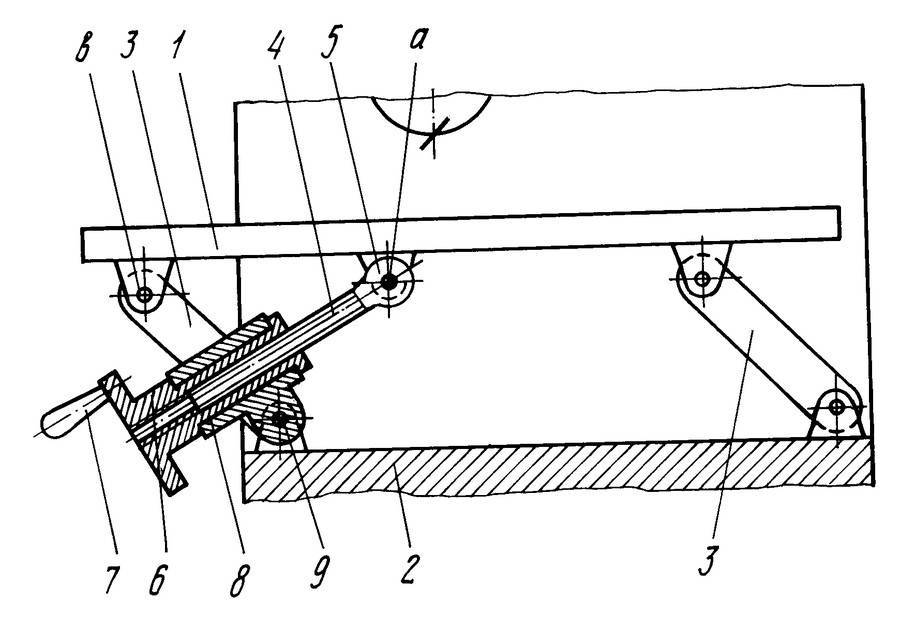
 механизм изменения расстояния между валом ножей и кромкой стола
механизм изменения расстояния между валом ножей и кромкой стола
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.
Полезное видео от иностранных коллег
В видео показан процесс изготовления стол под циркулярную пилу нашими иностранными коллегами. Интересное и познавательное видео
Большинство людей, кто профессионально работает с деревом, хотели бы иметь в своем распоряжении все необходимые станки. Но к сожалению, не всегда это возможно. Одним не позволяет площадь мастерской, другим, и я думаю, большинству – деньги. Любой, даже самый примитивный станок стоит довольно дорого.
Но ведь что мешает его просто сделать самому? Нет ничего невозможного для человека с интеллектом. Для каждого плотника циркулярная пила является главным инструментом. Но случается, что в наличии есть только ручная пила, а это не всегда удобно при больших объемах работ. Чтобы не приобретать отдельный инструмент, можно самому сделать мини пилу стационарной для удобства работы – изготовить под неё распиловочный стол (подставку).







Как работать ручным электрофуганком?
Следует отметить, что для успешного использования ручного электрического фуганка потребуются практические навыки. Подготовительными операциями являются:
- Настройка электрофуганка на необходимую глубину и ширину. В бытовых моделях возможна обработка плоскостей шириной 50…110 мм. Имеется зависимость между мощностью агрегата и допустимой шириной строгания. Например, электрические фуганки мощностью 450…600 Вт хорошо обрабатывают материал шириной до 80…85 мм, 600…1000 Вт – до 100…110 мм. Глубина строгания выставляется по упору, и зависит от параметров древесины. Из вала лезвия должны выступать не более, чем на 2 мм, а при первых опытах работы с агрегатом стоит устанавливать глубину не более 1…1,5 мм, постепенно увеличивая её до рекомендуемой (обычно не выше 2,5 мм за один проход);
- Проверка числа оборотов двигателя. Ручные электрические фуганки оснащаются приводом от 10000 мин-1. Бытует мнение, что с повышением оборотистости электромотора функциональность агрегата возрастает. Это не так. Чем больше число оборотов, тем меньше крутящий момент и усилие, что может оказать негативное влияние на обработку особо прочной древесины. Правильнее другая рекомендация. С увеличением числа оборотов уменьшается рабочая глубина, но возрастает скорость перемещения электрического фуганка по заготовке;
- Определение скорости подачи. При увеличении числа оборотов двигателя чистота поверхности однородной и сравнительно мягкой древесины увеличиваются. Поэтому практическая подача может составлять до 25…30 мм в секунду при глубине внедрения ножей до 1,5 мм, и 10…20 мм – свыше 1,5 мм.

Перед началом работ следует надёжно и удобно закрепить заготовку на верстаке. Работы рекомендуется начинать с торцевой части доски, и на минимальной глубине внедрения. Убедившись в положительном результате первого прохода (отсутствие вырывов древесины, рывков агрегата при его перемещении и т. д.) подачу и глубину можно увеличить. Перед этим агрегат отключают от электропитания, и дожидаются полной остановки ножевого барабана. Обязателен также предварительный осмотр доски, чтобы исключить наличие в ней гвоздей и иных металлических предметов.
Для прямолинейности перемещения стоит выполнять разметку доски сплошной линией (например, цветными мелками). Кроме дополнительной гарантии прямолинейности перемещения подошвы, это определяет равномерность обработки: там, где разметка сохранилась, глубина внедрения ножей оказалась меньше требуемой.
«Циркулярка из циркулярки»
В среде столяров-самоучек считается, что превращение ручной циркулярной пилы в станковый инструмент — самый простой метод получения сразу «трех зайцев», а именно:
- высокого качества реза, гарантированного высокими оборотами вращения пилы;
- вала, установленного в коллекторном двигателе на подшипники, с честью выдерживающего радиальную нагрузку;
- идеального (консольного) крепления диска, оно дает возможность относительно быстрой замены режущего инструмента, поэтому разборки циркулярки не потребуется.

Главное преимущество изготовления такого станка — «родной» двигатель, гарантирующий максимум производительности благодаря идеальному вращающемуся моменту, оптимальным оборотам. Другие плюсы данного решения:
- Относительно простая фиксация, позволяющая быстро снять пилу в случае большой необходимости.
- Мощный двигатель, обеспечивающий долгую работу из-за способности выдерживать значительные нагрузки.
- Нормальный тепловой режим, который гарантирует принудительная вентиляция этого ручного инструмента.
- Возможность получить достаточную глубину реза, используя диски большого диаметра. 60-75 мм — величина, дающая хороший шанс сделать качественные заготовки для различных изделий, изготавливаемых в домашних условиях.

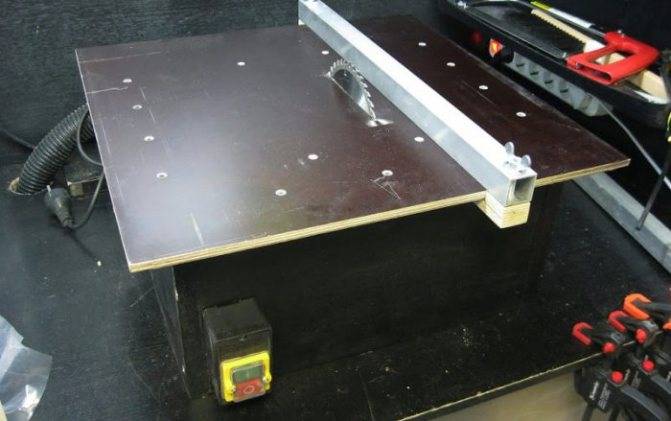
Станина и столешница
Переделка ручной пилы в циркулярный станок начинается с изготовления стола (либо корпуса-коробки), с обратной стороны которого потом будет крепиться ручной электроинструмент таким образом, чтобы над поверхностью столешницы выступала часть режущей кромки.
Форму и размер стола выбирают, ориентируясь на габариты будущих пиломатериалов. Если планируют делать заготовки небольших размеров, то вполне хватит длины 1500 мм, ширины — 600-700 мм. Для изготовления станины циркулярки подходит стальной уголок, имеющий ширину полки, равную 25-30 мм. Сверху и снизу конструкцию усиливают распорками, сделанными из того же уголка или арматуры. Этот вариант оптимален, чтобы обеспечить каркасу станка максимальную жесткость.

Для столешницы чаще выбирают ламинированную ДСП либо ОСП, некоторые мастера останавливаются на фанере, толщина этого материала — 15-20 мм, но можно взять более тонкий материал, а затем соединить вместе 2 листа. Элементы, составляющие столешницу, совсем не обязательно должны быть одинакового размера, иметь симметричное расположение относительно станины. Главное, чтобы конструкции не грозил риск опрокидывания.
В столешнице делают запил, предназначенный для выдвижения диска. Ту часть поверхности стола, что будет прилегать к режущему инструменту, нередко закрывают жестью, металлическим листом (алюминий, сталь), текстолитом или пластиком. Такое решение дает возможность максимально облегчить перемещение деревянного пиломатериала.
Модификация управления пилы
Такие операции можно выполнять лишь в одном случае: если у инструмента закончился гарантийный срок. Для удобства управления циркулярным станком контакты кнопки и гашетки (рычага) выводят на внешний электрический выключатель, который крепят на корпусе в удобном месте, но там, где полностью исключены случайные нажатия.
Если хозяин предусматривает в будущем возможность периодически снимать ручной инструмент, то контакты фиксируют изолентой либо хомутом. Шнур циркулярки в этом случае включают в переноску, оснащенную кнопкой-выключателем.
Направляющая линейка

Она необходима для точного реза материала разной ширины, поэтому эта линейка (упор) обязана уметь перемещаться параллельно режущей кромке. Такой элемент также изготавливают из стального уголка. В столешнице делают прорези, в которых крепят концы направляющей с помощью винтов.
Более простой вариант — сосновая доска. Ее ширина — 40 мм, длина ее — на 200 мм больше, чем у стола. Сначала в нижнюю часть выступающих краев запрессовывают гайки, а винтами фиксируют Г-образные зацепы. После установки доски на столешницу циркулярки их притягивают винтами, благодаря им крючки поднимаются и надежно крепят линейку. Так же легко ее можно переместить в любое место.
Для чего необходимо такое приспособление
Лифт для фрезера, при помощи которого обеспечивается точное перемещение закрепленного на нем ручного электроинструмента в вертикальной плоскости, необходим во многих ситуациях. К таким ситуациям, в которых качество и точность обработки изделий из древесины имеют не последнее значение, следует отнести декоративную отделку мебельных панелей, выполнение технологических пазов и проушин на элементах мебельных конструкций. Качество обработки в таких случаях будет зависеть не от опыта выполняющего ее мастера и твердости его рук, а только от точности настроек приспособления и степени его устойчивости.
Даже у человека, обладающего неплохой физической подготовкой, при работе с ручным фрезером, вес которого может составлять 5 кг и даже более, устают руки. Это напрямую отражается на точности и качестве работы. Кроме того, такую точность обработки, которую способен обеспечить ручной фрезер, установленный на лифте, при манипуляциях, выполняемых с электроинструментом вручную, получить невозможно.
У большинства фрезеров штатная регулировка при установке инструмента в столе становится просто не удобной
К необходимости изобретения такого полезного приспособления, каким является лифт для фрезера, привело то, что разнообразие типов декоративной отделки изделий из древесины значительно расширилось, усложнились технологические приемы обработки данного материала, а также повысились требования к точности ее выполнения. Все вышеперечисленные факторы требуют, чтобы в ручном фрезерном электрооборудовании сочетались высокая подвижность его рабочего органа, а также точность совершаемых им перемещений. Именно таким требованиям в полной мере отвечает лифт для фрезера, при помощи которого используемый электроинструмент быстро поднимается и опускается на необходимую высоту над рабочим столом, а также удерживается на заданном уровне в течение требуемого количества времени.
Самодельный рейсмусовый станок из электрорубанка
Для обработки деревянных изделий может использовать специальный рейсмус из электрорубанка изготовленный самостоятельно и предназначенный для чистовой обработки древесных заготовок. Для изготовления рейсмуса своими руками можно использовать электрорубанок, который применялся для работ достаточно длительное время, но сохранил все свои эксплуатационные характеристики.









Конструкция рейсмусового станка
В состав рейсмусового станка входит:
- рабочий горизонтальный стол для обработки деревянных изделий;
- рабочий обрабатывающий вал;
- прижимные валики для подачи заготовки в зону обработки;
- система регулировки высоты стола;
- предохранительное устройство, препятствующее возврату заготовки.
Рейсмусовый станок из электрического рубанка
Рейсмусовые станки производятся на промышленных предприятиях и используются на производстве, где требуется чистовая обработка поверхности деревянных заготовок.
Применение рейсмуса значительно сокращает время обработки заготовок, но при достаточно высокой продажной цене станка и выполнении разовых операций лучше сделать агрегат самостоятельно своими руками. Используя электрорубанок, который эксплуатировался достаточно долгое время можно изготовить рейсмусовый станок, на котором можно производить обработку различных изделий с достаточно высоким качеством и точностью.
Для того чтобы изготовить рейсмус из электрорубанка своими руками необходимы агрегаты и комплектующие:
- электрорубанок;
- бруски деревянные;
- фанера 10-15 мм;
- фиксаторы;
- штанга;
- шпильки;
- колодки.
Принцип работы станка заключается в осуществлении операции обработки деревянной заготовки, зафиксированной с помощью зажимов и подаваемой в зону рабочего вала рубанка.
Изготовление станка
Для изготовления рейсмусового станка осуществляется несколько операций в ходе, которых выполняются работы:
- Изготавливается основание для рабочего стола из фанеры (10-15 мм), размером 400х500 мм.
- Проводится фиксация подставок для платформы с электрорубанком. Для изготовления подставок используется фанера. Сборка конструкции проводится с помощью шурупов с фиксацией к основанию с последующей установкой электрорубанка.
- Вырезается платформа для монтажа электрорубанка. На платформе крепится рубанок, с учетом специального отверстия вырезанного точно по центру, совпадающего с размером рубанка. Для крепления используются специальные планки, которые фиксируются при помощи шурупов.
- Монтируются резьбовые винты с шестеренками на платформу. Для подъема и опускания платформы устанавливается специальный механизм. По углам основы монтируются 4 винта.
- Платформа монтируется на готовые подставки и совместно с электрорубанком крепится при помощи шурупов. Прокладывается электропроводка для электропитания рубанка, с учетом возможности предотвращения повреждения проводки при обработке заготовок.
- Проводится монтаж ручки управления платформой с электрорубанком.
- Устанавливается планка со шкалой и специальный указатель. Измерительная планка необходима для точного измерения заготовок и соблюдения заданных размеров.
После окончания сборки рейсмусового станка проводится проверка и настройка. Электрорубанок после проведения работ должен в обязательном порядке проходить чистку и смазку рабочих деталей.
Особенности изготовления рейсмуса
Первоначально перед изготовлением рейсмуса изготавливается чертеж станка с указанием точных размеров всех деталей.
Точно устанавливаются габариты элементов конструкции станка, которые необходимо сделать, соблюдая:
- ширину направляющих;
- длину направляющих;
- длину шпильки,
определяющих размеры обрабатываемых заготовок.
Производится разметка установки шпильки, которая должна, находится между двумя ручками точно посередине, что обеспечивает удобство работы на станке. Для смещения шпильки в верхней части крышки корпуса монтируется подшипник, а к пластине приваривается гайка для регулировки высоты обработки заготовки.
Необходимо также учитывать, что длина направляющих изготавливаемых из брусков должна быть больше основания. За счет этого обеспечивается параллельное поступление заготовки при обработке относительно ножей электрорубанка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





