

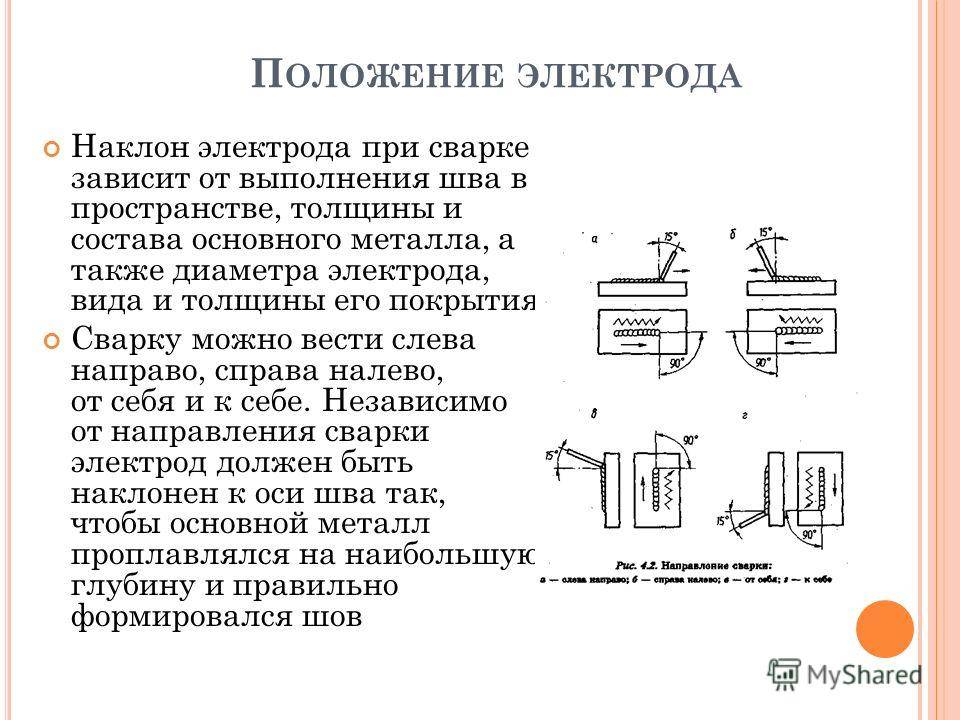
Методы стыковой сварки
Стоит учитывать, что выделяют несколько различных методов стыковой сварки. Наибольшее распространение получили:
- Сварка оплавлением.
- Метод сопротивления.
Все технологии характеризуются своими определенными особенностями, которые нужно учитывать.
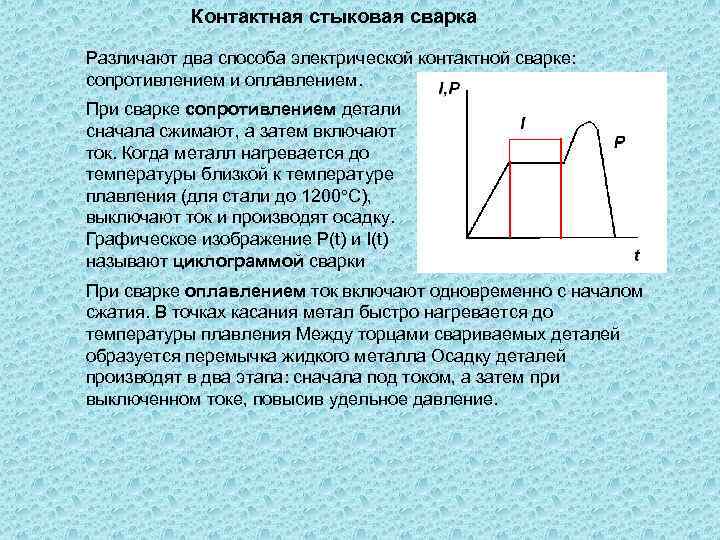
Стыковая сварка методом сопротивления
Распространенная стыковая сварка сопротивлением характеризуется довольно большим количеством особенностей. Они следующие:
- Заготовки исключительно прижимают специальными губками к электродами. За счет этого обеспечивается быстрое прохождение тока через обрабатываемые материалы.
- Применение специальных губок позволяет исключить вероятность проскальзывания деталей между используемыми электродами, через которые подается напряжение на обрабатываемые поверхности.
- Следующий шаг заключается в подаче электрического тока. За счет этого происходит нагрев металла в обрабатываемой зоне.
- После этого прикладывается осадок, за счет которого уменьшается наплав. Следующий шаг заключается в подаче сильного тока для максимального нагрева поверхности.
При электрическом сопротивлении можно провести обработку деталей с небольшим сечением. Максимальный показатель толщины поперечного сечения составляет 40 миллиметров. При этом формируется прочное соединение в стыке без расплавления металла.
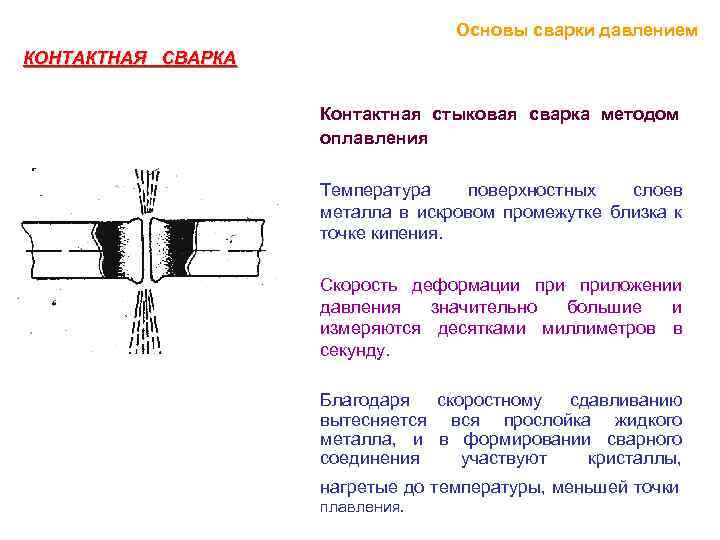
Стыковая сварка методом оплавления
Рассматриваемая технология также получила широкое распространение. Для нагрева торцов деталей применяется специальное оборудование, которое позволяет получить качественный шов. Среди особенностей контактной сварки можно отметить следующие моменты:
- Соединяемые элементы подводятся на небольшой скорости друг к другу.
- На протяжении всего процесса напряжение остается неизменным.
- За счет равномерной подачи соединяемых элементом происходит выравнивание всех микронеровностей.
- Происходит оплавление поверхности для обеспечения максимальной площади контакта.
- Нет необходимости в проведении тщательной подготовки поверхности.
Сварка методом оплавления
Воздействие высокой температуры приводит к появлению качественного соединения, которое характеризуется прочностью и надежностью.
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
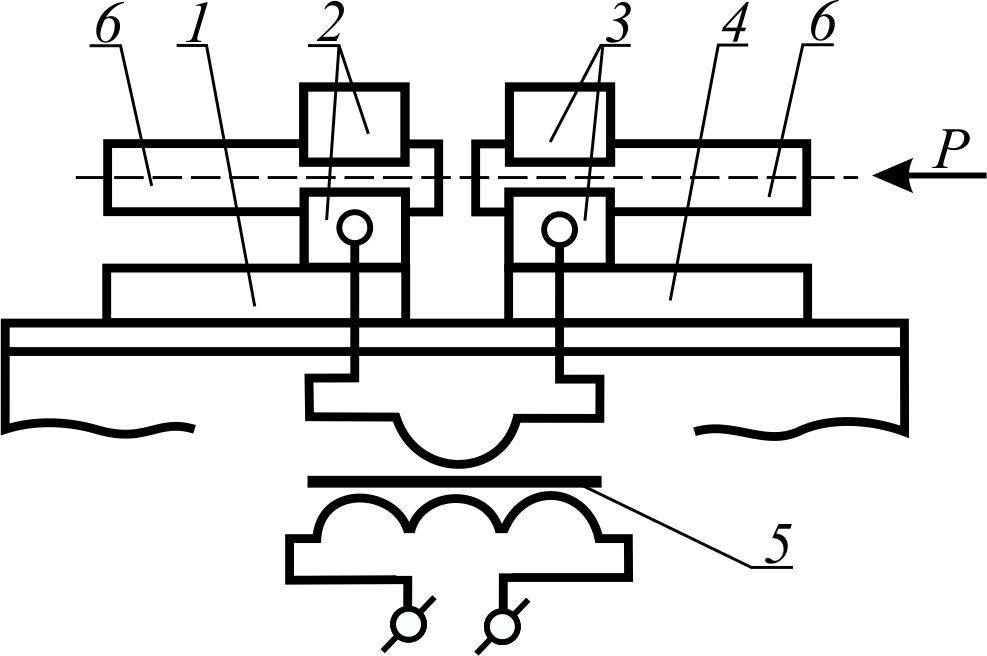
Определение, схема и разновидности стыковой контактной сварки
 Стыковая
Стыковая
сварка – это способ
контактной сварки, при котором сваривание деталей происходит по всех площади
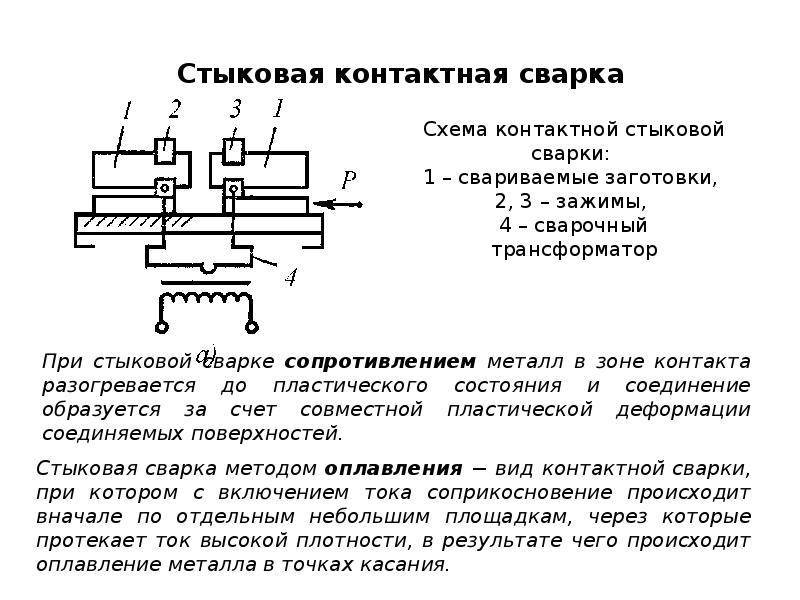
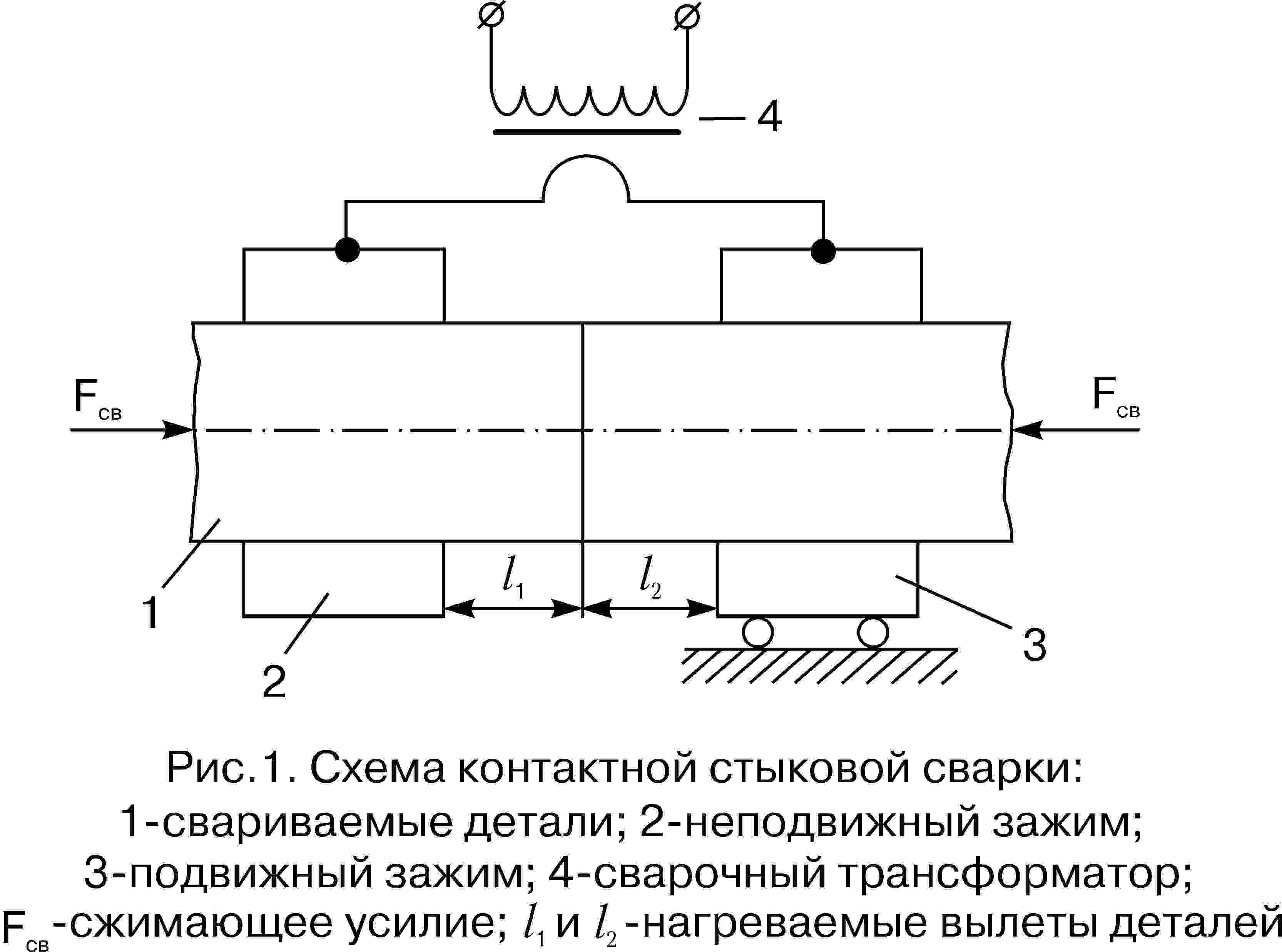
их соприкосновения. Схема контактной сварки показана на рисунке слева. Детали
поз.1 закрепляют в токоподводящих зажимах поз.2,3, один из которых подвижен
и связан с приводом усилия и перемещения машины. По характеру нагрева различают
стыковую сварку оплавлением и сопротивлением.
Стыковая сварка сопротивлением
При этом способе сварки происходит сжатие деталей с довольно большим усилием,
порядка 3-5 кН. Затем включают сварочный трансформатор поз.4 и либо нагревают
электрическим током до высокой температуры (примерно 80-90% от температуры ликвидуса),
либо расплавляют металл в стыке. Исходя из этого, стыковую сварку сопротивлением
можно разделить ещё на два вида – без локального расплавления металла и с его
расплавлением.
После нагревания сварочный ток выключают и резко создают усилие, равное усилию
осадки, благодаря чему происходит либо интенсивная деформация твёрдого металла
(выдавливание металла из стыка), вместе с которым происходит удаление оксидных
плёнок, либо удаление жидкого металла и части нагретого твёрдого металла. При
этом происходит формирование физического контакта и образование прочного соединения.
После сварки на деталях образуется утолщение – грат, поз.5 на схеме.
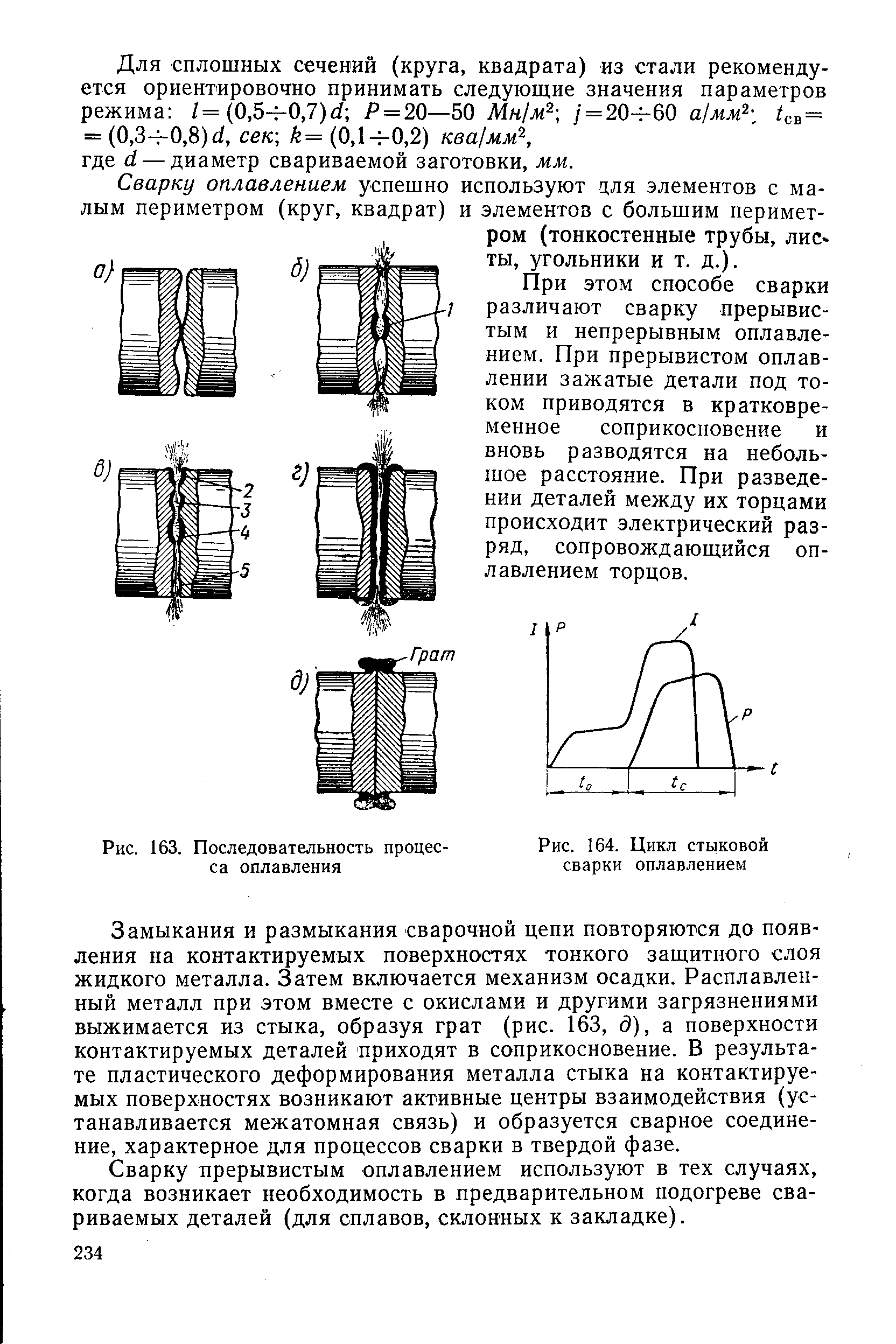
Стыковая сварка оплавлением
При стыковой сварке оплавление на детали сначала подаётся напряжение в пределах
6-8 В от сварочного трансформатора. Затем детали сближаются до соприкосновения
с небольшим усилием порядка нескольких деканьютонов. На отдельных участках контакта
плотность тока получается очень высокая (до 3-5 кА/мм2), в результате чего металл
в этих точках быстро нагревается и расплавляется с образованием перемычек жидкого
металла между торцами соединяемых кромок. Происходит быстрый перегрев этих точек,
и металл в них расплавляется с образованием перемычек жидкого металла между
свариваемыми торцами. Далее перемычки быстро перегреваются и взрывообразно разрушаются.
Торцы продолжают нагреваться за счёт постоянного образования новых жидких перемычек
и их разрушения, т.е. по сути, происходит оплавление торцов. К концу процесса
на всей поверхности торцов образуется слой жидкого металла. В этот момент скорость
сближения резко увеличивается и возрастает усилие. Торцы жидким слоем входят
в контакт и бОльшая часть жидкого металла вместе с оксидными плёнками и частью
твёрдого металла выдавливаются из стыка с образованием грата. Во время осадка
происходит отключение электрического тока.
Также существуют счучаи сваривания одновременно двух стыков, нагрев токами
высокой частоты, постоянным током и другие разновидности контактной стыковой
сварки.
Контроль качества контактной стыковой сварки
Наиболее распространён разрушающий метод контроля технологических образцов.
После сварки образцы разрушают по сварному шву и производят контроль
внешним осмотром. Анализируют изломы, проводят металлографический анализ
или электронную микрофрактографию. При этом определяют площадь соединения и
наличие дефектов
в сварном шве, наиболее распространённые из которых – это непровары, включения
неразрушенных твёрдых оксидов и др.
Кроме этого, испытывают образцы на изгиб, определяя их возможный угол загиба,
растяжение и др. Также применяется метод
ультразвукового контроля качества сварки тонкостенных труб с толщиной стенки
3-7мм, труб малого диаметра (25-100 мм). При ультразвуковом контроле используют
поперечные волн.
Область применения (где используется)
Стыковая сварка является эффективным техническим решением, однако она требует применения узкоспециализированной оснастки, которая недёшево обходится и способна обрабатывать ограниченный перечень деталей.
Её целесообразно задействовать для таких целей:
- производство пластиковых и металлических конструкций из проката;
- монтаж трубопроводов любого диаметра (в т.ч. – распространённый диаметр 1420 мм);
- строительство зданий и инженерных сооружений (работа с арматурой);
- машиностроение и металлургия (для соединения проволок и листов);
- инструментальное производство (металлорежущий инструмент создаётся как раз этим способом);
- строительство и модернизация железных дорог (бесстыковые рельсы – более современная техника);
- транспорт и автомобилестроение (для изготовления деталей сложной формы, выполнение которых затруднено другими методами).
В домашних условиях в таких технологиях нет необходимости – оптимально будет вручную сварить стыковой шов с помощью более доступного оснащения.
При соединении заготовок (или частей заготовок между собой) с помощью присадочного материала способ качественно помогает производить обечайки, баллоны, цистерны и прочие резервуары, фасонные (замкнутые) профили и конструкции.
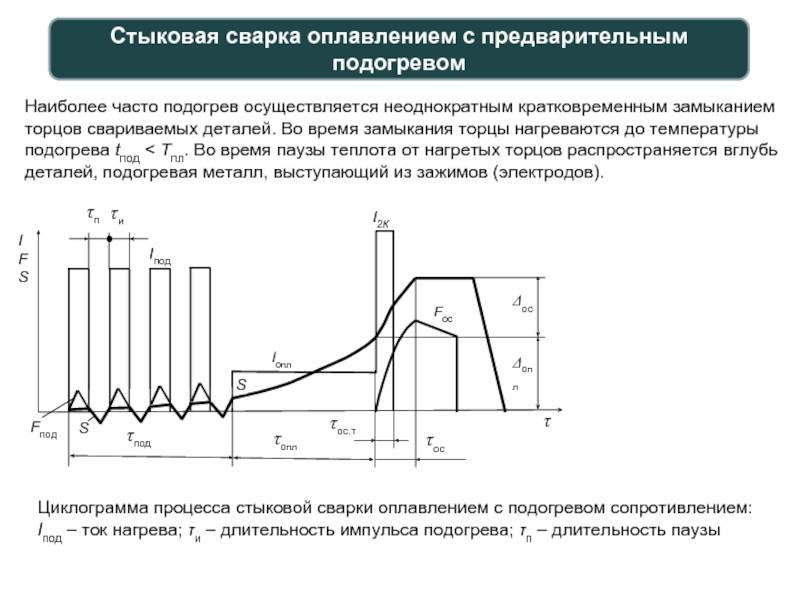
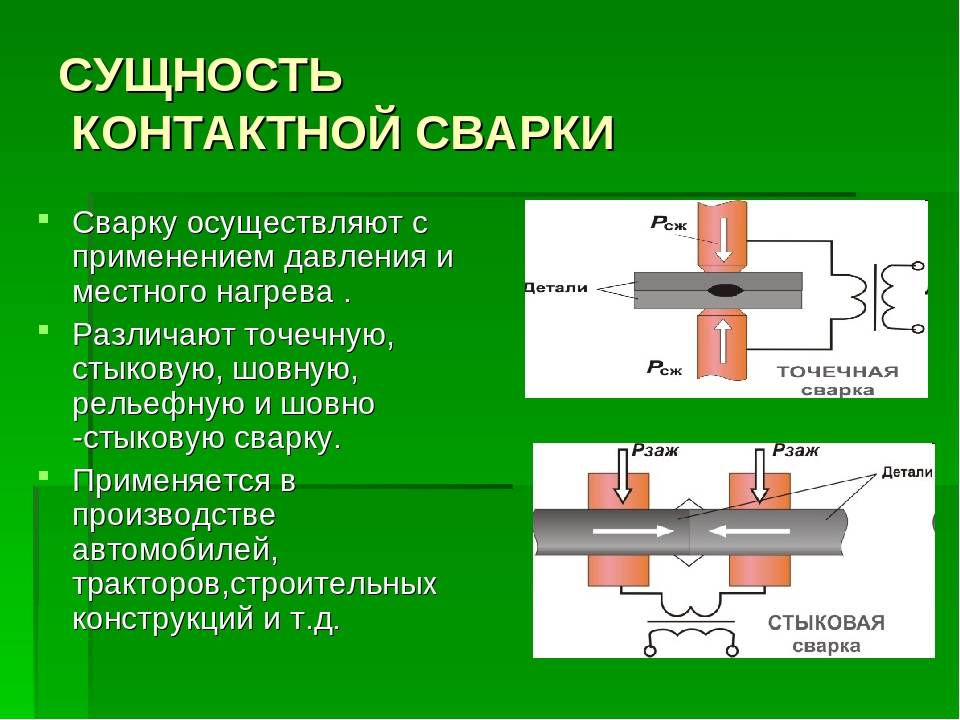
Общие сведения
Стыковая сварка, это один из процессов сварки давлением. Она является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Частным случаем стыковой сварки является стыковая конденсаторная сварка.
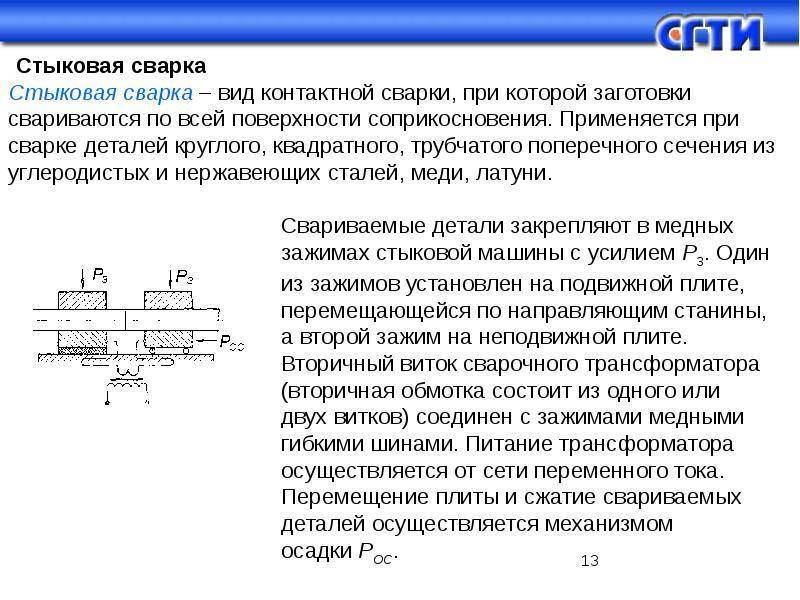

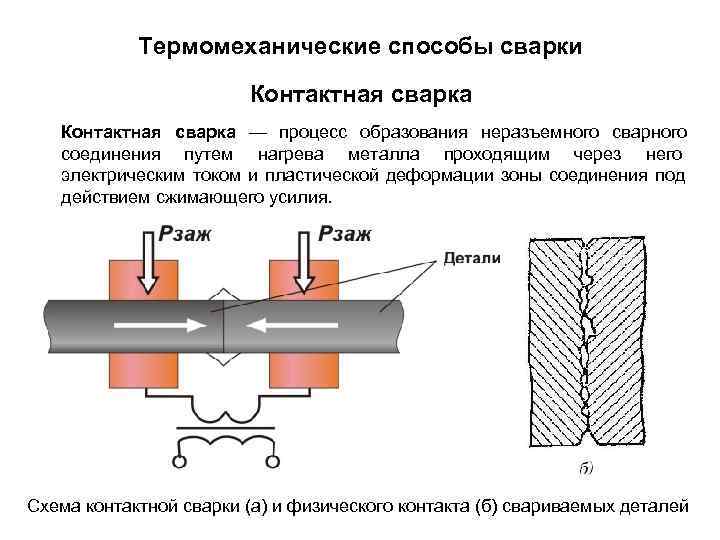
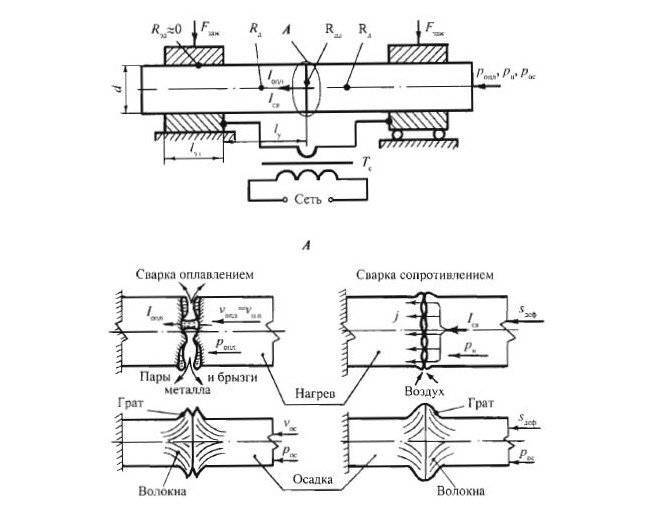
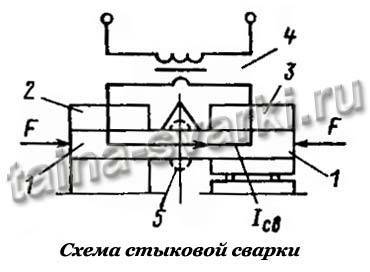
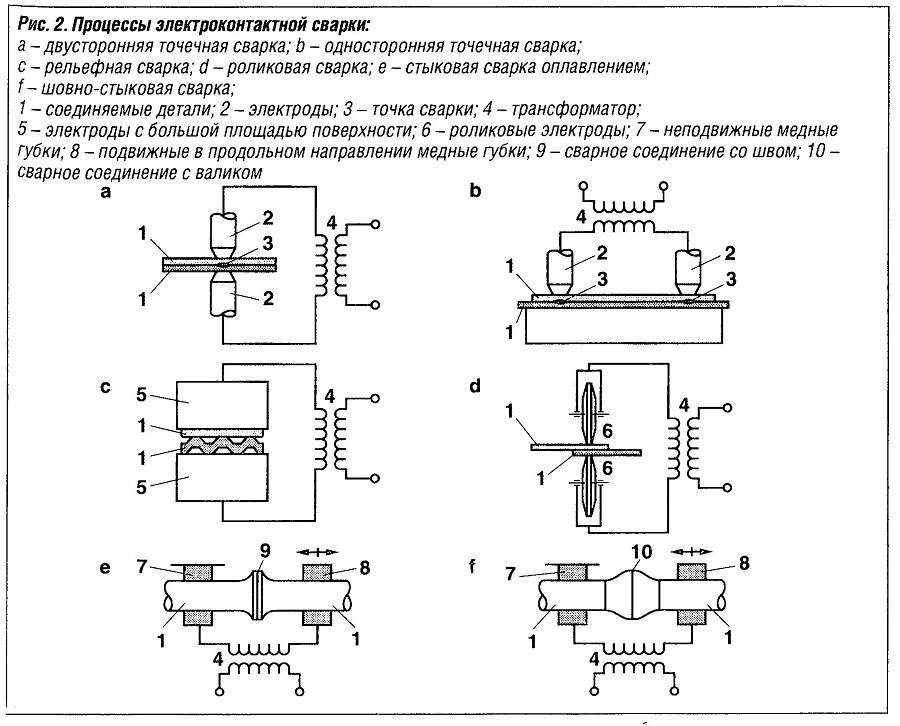
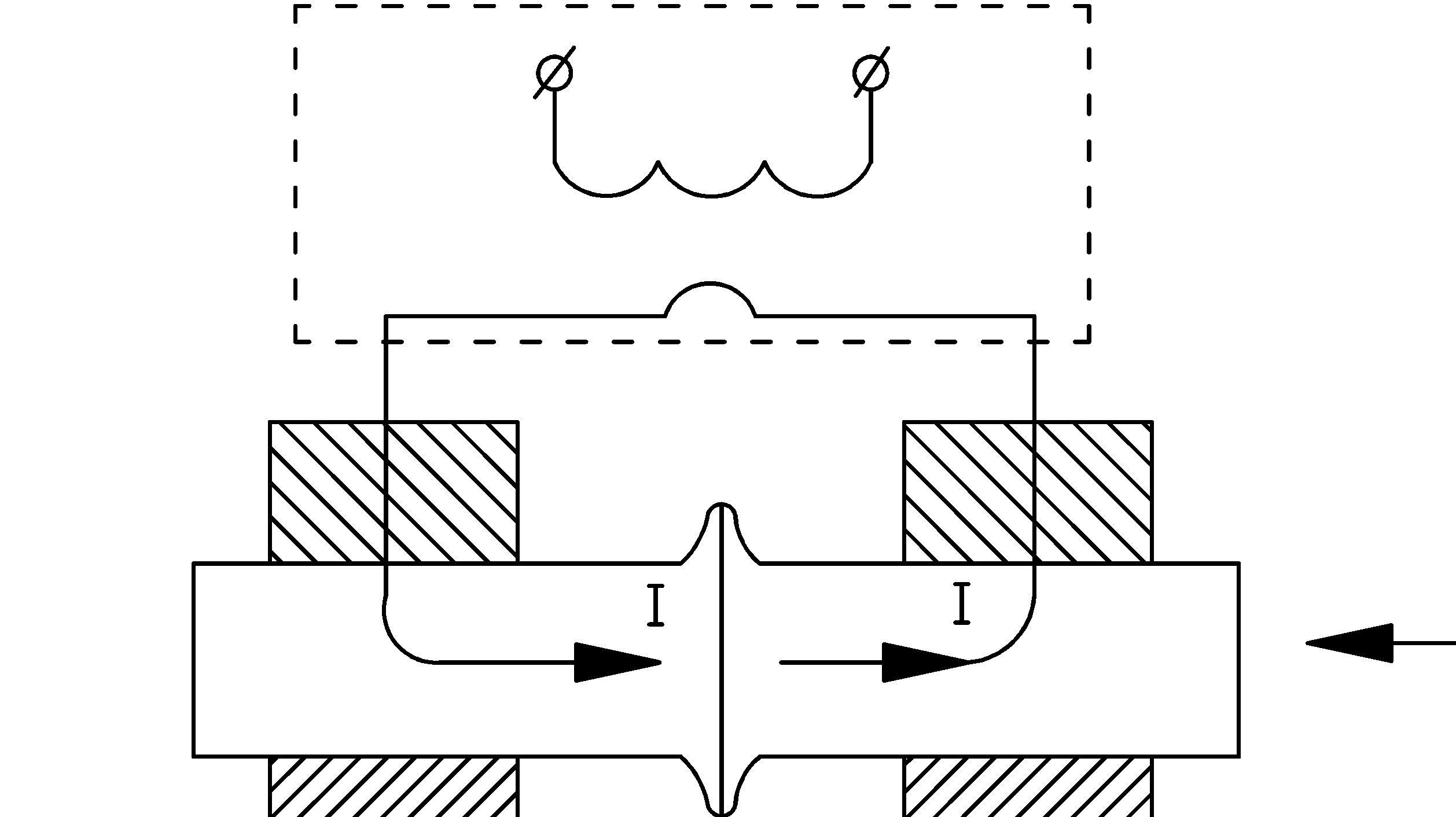
Основные способы контактной стыковой сварки разработаны в конце XIX века. В 1877 году в США Э. Томсон предложил стыковую сварку сопротивлением. В 1887 году русский изобретатель Н.Н.Бенардос запатентовал способы точечной и позднее шовной контактной сварки между угольными электродами. Позднее эти способы, усовершенствованные применением электродов из меди и её сплавов, стали наиболее широко распространёнными способами контактной сварки. Современные способы контактной сварки весьма разнообразны. Основными из них являются: точечная, рельефная, шовная, стыковая сварка сопротивлением и стыковая сварка оплавлением. Контактная сварка — термомеханический процесс образования неразъемного соединения металлов вследствие сцепления их атомов, при котором локальный нагрев свариваемых деталей протекающим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия. Межатомные связи при этом возникают в твердой фазе или через жидкую прослойку расплавленного металла и сохраняются после охлаждения и кристаллизации. Стыковая сварка – способ контактной сварки, когда детали соединяются в процессе совместной пластической деформации нагретых электрическим током торцов деталей при осадке по всей площади сечения. Детали 1 (рис.1) устанавливают в токоподводящих зажимах 2 и 3, один из которых, например, зажим 3 подвижный и соединен с приводом усилия сжатия машины. Сварка состоит из двух этапов – нагрева торцов деталей и их осадки.
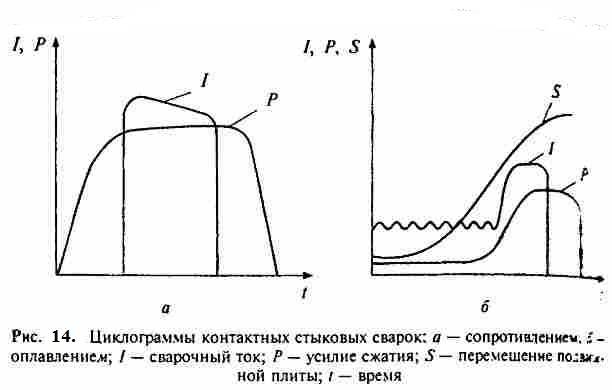
Нагрев деталей при стыковой сварке происходит благодаря тому, что через них проходит электрический ток Iсв и на общем электрическом сопротивлении деталей R выделяется тепло Q (закон Джоуля – Ленца): Q = Iсв2R/t , (1) где: t – время сварки. Общее сопротивление деталей определяется выражением: R = 2Rд+Rк, (2) где: Rд – сопротивление деталей (вылетов деталей из электродов машины); Rk — контактное сопротивление между деталями (при сварке оплавлением Rk – электрическое сопротивление искрового зазора). Сопротивление деталей 2Rд зависит от удельного электрического сопротивления металла ρ, длины их вылетов из электродов машины (установочной длины под сварку) Lсв и площади поперечного сечения деталей S: 2Rд = Kп ρLсв/S , (3) где: Кп – коэффициент поверхностного эффекта (заметно растет до температуры ферромагнитного превращения). По методу нагрева различают два способа сварки — контактная стыковая сварка сопротивлением и контактная стыковая сварка оплавлением. По состоянию металла в зоне сварки они относятся к сварке в твердой фазе, хотя в отдельных случаях, особенно при сварке оплавлением, сварное соединение формируется в твердо – жидком состоянии.
Это интересно: Что такое контактная шовная сварка?
Виды стыковой сварки
Сварка пластин и других металлических изделий встык может проводиться несколькими способами — оплавлением и сопротивлением. Каждый метод имеет характерные особенности и нюансы, которые обязательно нужно соблюдать при проведении сварочных работ.
Сварка оплавлением
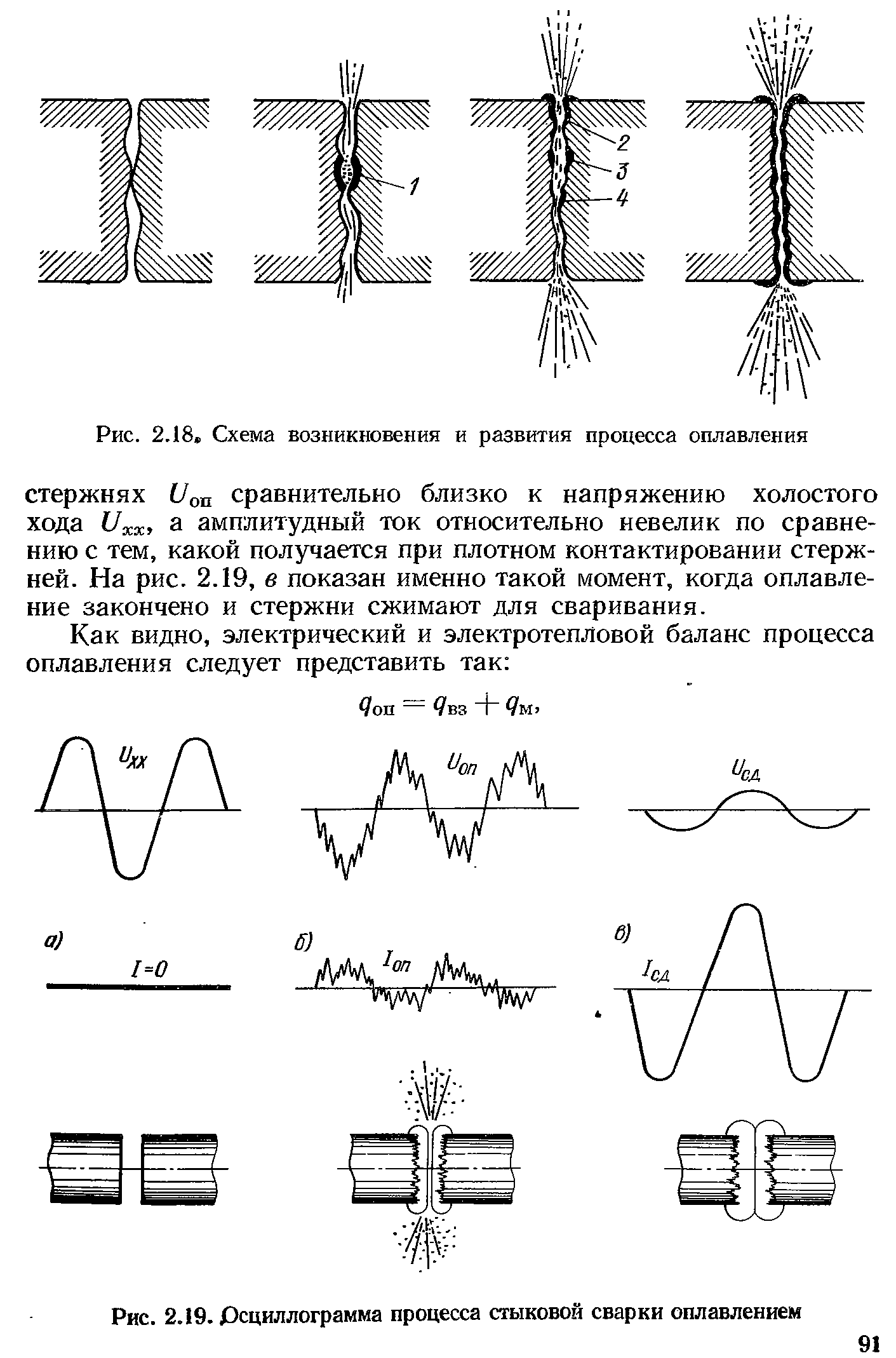
Стыковая сварка оплавлением является популярной технологией, которую используют в разных сферах промышленности. Ее суть состоит в том, что определенный объем напряжения, который подается на область обмоток трансформатора, прекращается, как только два свариваемых изделия соприкоснутся. Если говорить простыми словами, напряжение повышается и в момент наивысшей точки сразу же прекращается его подача. Но при этом сохраняется достаточный объем тепловой энергии для расплавления металлической основы.
На поверхности стыков двух изделий имеются небольшие неровности, именно они обеспечивают хороший контакт между изделиями. Но все же если вы хотите получить отличный результат, то лучше торцевые части сдавить и полностью их выровнять. Это улучшит площадь соприкосновения. Данные условия обеспечат быстрое разогревание и расплавление металла, он в прямом смысле закипит всего за несколько секунд.
Сварка оплавлением характеризуется тем, что при ее проведении могут появляться дополнительные неровности, в которых могут концентрироваться паровые смеси от расплавленных металлов. Но данные пары приносят пользу сварочному процессу, они оказывают защитное воздействие, а именно защищают сварочную зону от негативного воздействия кислорода.
Важно! Контактная стыковая сварка оплавлением проводится с использованием усилия или давления. Его прикладывать необходимо тогда, когда стыки свариваемых изделий уже немного расплавились
В момент, когда происходит сжатие двух изделий, лишний жидкий металл выходит за пределы. Как раз в это время происходит соединение двух элементов. В результате получается прочный и качественный шов, При его осмотре практически не обнаруживается видимых и скрытых дефектов. Дело в том, что продукты разложения, оксидная пленка удаляются вместе с излишками расплавленной металлической массы.
Контактная сварка оплавлением не требует предварительно подготовки и особой обработки металлических поверхностей. Для проведения не нужно подготавливать торцевые части изделий, это существенно экономит время. Если необходимо сварить элементы, которые имеют разное сечение, то заранее можно сделать противоположные скосы. Это намного улучшит контакт между заготовками, увеличит их площадь соприкосновения.
Сварка сопротивлением
Стыковая сварка сопротивлением существенно отличается от сварочного процесса оплавлением. Во время проведения этой технологии изделия прижимаются губками к поверхности электродов. Именно это позволяет получить хороший контакт, а губки отлично удерживают элементы, предотвращают их скольжение.
Затем элементы с усилием прижимают друг к другу, и после подается электрический ток. Именно он начинает постепенно разогревать металлическую структуру. Разогревание металла должно проводиться до той степени, когда он приобретает пластичные свойства. Под сильным давлением изделия соединяются друг с другом. Лишняя расплавленная металлическая масса выходит, вместе с ней удаляется оксидная пленка.
Обратите внимание! Сварка сопротивлением проводится с постоянным давлением, его подача не должна прекращаться пока металлическая структура полностью не остынет и не образуется прочное соединение. Если соблюдать все правила и принципы, то шов выйдет ровным, без изъянов, дефектов с хорошей износостойкостью
Контактная стыковая сварка сопротивлением машины и других изделий требует предварительно подготовки и обработки свариваемых изделий. Их необходимо хорошо зачистить. Кроме этого стоит учитывать, что детали, которые сваренные при помощи сварочного процесса сопротивлением имеют меньшую устойчивость к окислению, поэтому этот метод редко применяется. Также сварка подходит только для деталей с небольшим сечением.
Стыковая сварка сопротивлением и оплавлением. Аппараты для пластиковых труб
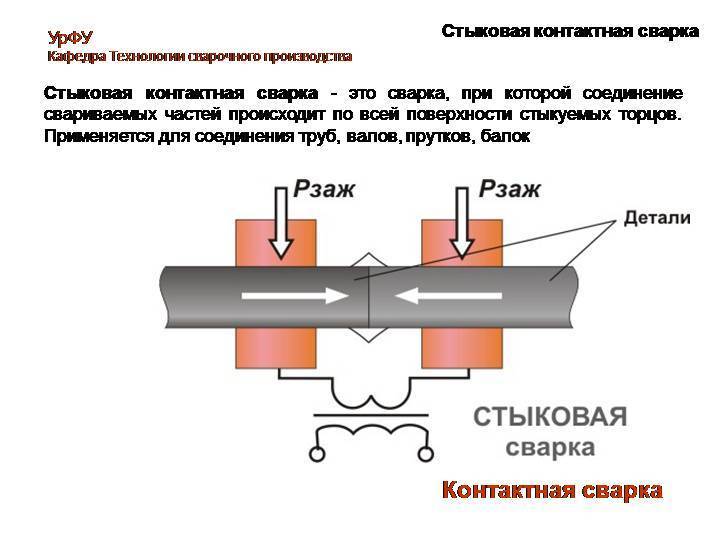
Стыковая сварка — это контактное соединение, где заготовки привариваются по всей площади стыкуемых кромок, при помощи тока и сжатия.
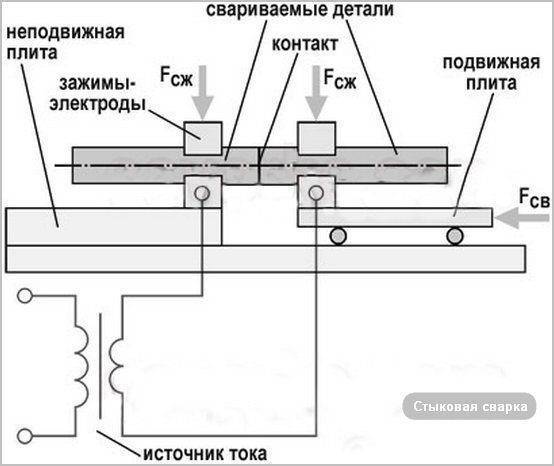
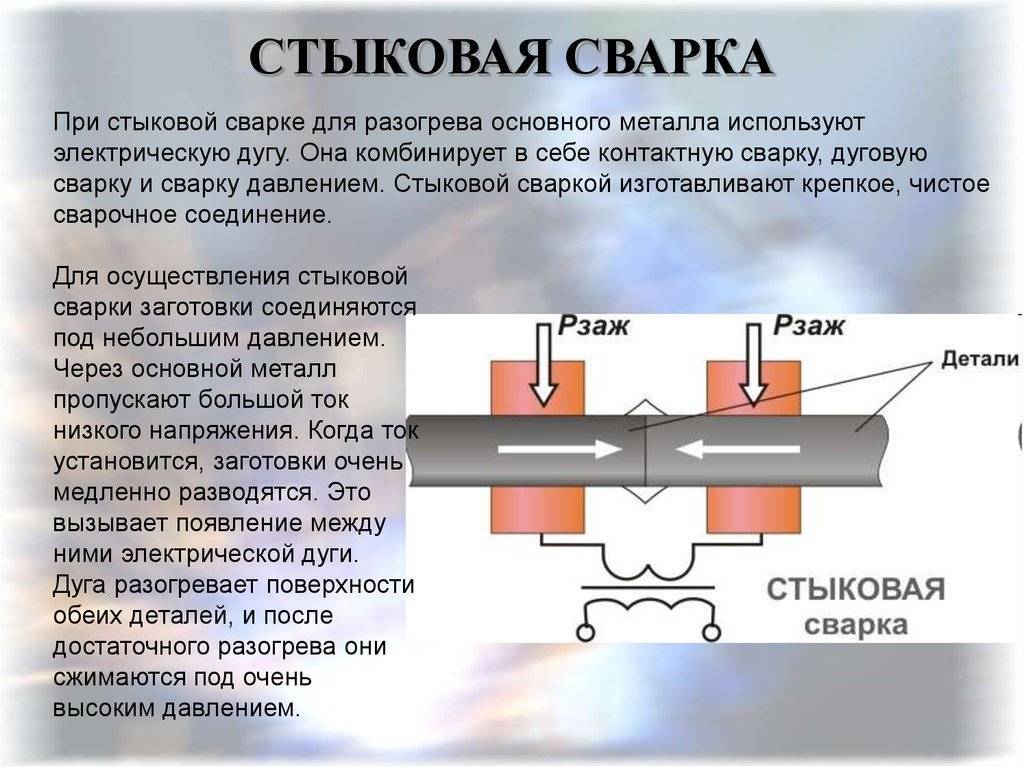
Как происходит процесс
Предназначенные изделия для сварки зажимаются в электродах и прижимаются друг к другу осевым усилием. Одна плита машины всегда стоит на месте, а другая передвигается. Нагрев заготовок происходит от подачи тока на них, на стыке прогрев максимальный.
Стыковая сварка от вида сжатия и подачи тока бывает:
- оплавлением;
- сопротивлением.
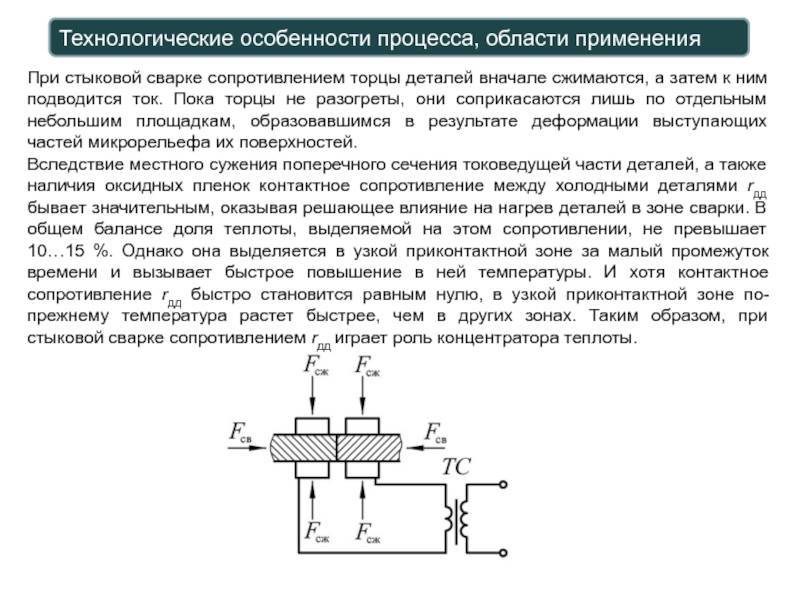
Стыковая сварка сопротивлением
Сначала заготовки прижимаются друг к другу и только потом подается ток, который превращает стыкуемые части в пластическое состояние. Далее, машина сжимает с определенным усилием детали для получения твердого сварного шва. Обесточивание происходит немного раньше.
Рисунок-схема ниже демонстрирует технологию процесса.
Такой технологией соединяют прямоугольные и круглые заготовки. Для качественного сцепления, детали стыков должны быть тщательно зачищены и подогнаны.

Видео: аппарат стыкового соединения (сопротивлением) арматуры и круга.
Стыковая сварка оплавлением
Технология может выполняться прерывистым или непрерывным оплавлением.
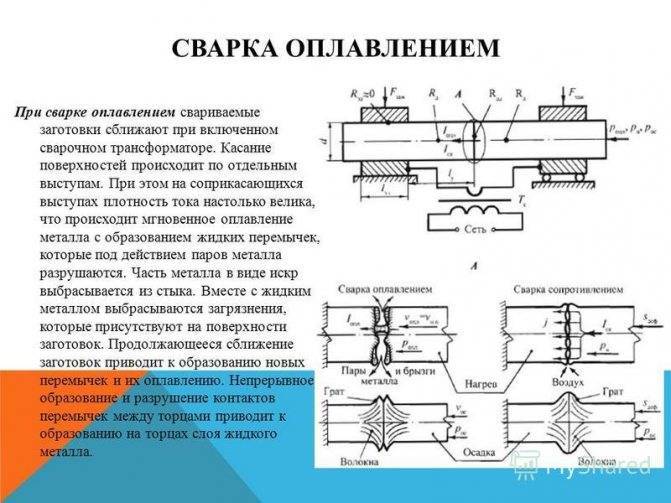
Как происходит стыковая сварка непрерывным оплавлением? Включается ток и начинается постепенное сближение заготовок. Касание стыков происходит по выступающим отдельно кромкам. В виду малой площади выступов, они от тока моментально греются и плавятся.
Часть расплавленного материала вылетает наружу, благодаря этому происходит очищение деталей. В процессе непрерывного сближения и оплавления других маленьких выступов-перемычек, получается расплавленный слой металла. После оплавления заготовок по всему стыку, происходит сжатие с большим усилием.
Схема ниже поможет лучше понять суть технологии.
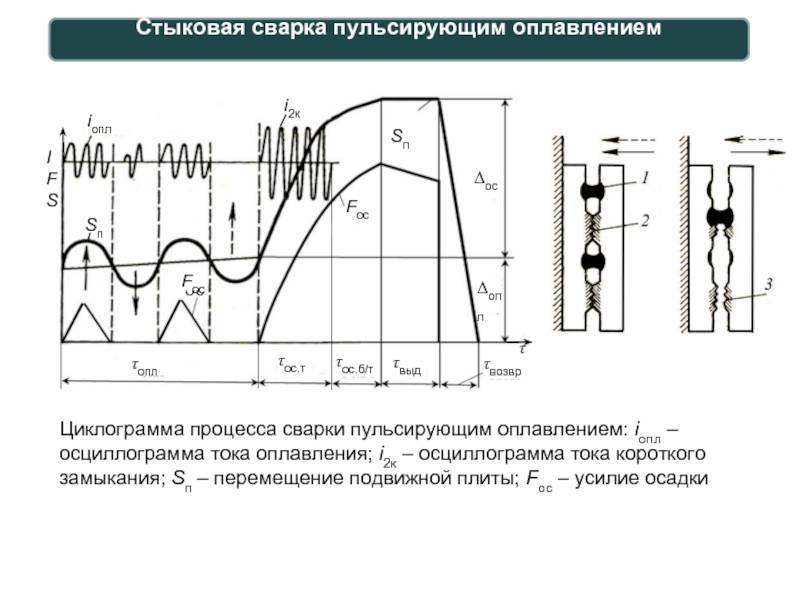
Стыковая сварка прерывистым оплавлением используется для сваривания деталей с большой площадью сечения. Процесс происходит так: электрический ток поступает всегда, а изделия с малым усилием сжимаются и размыкаются. При смыкании и размыкании от притока тока происходит оплавление поверхностей. При появлении жидкого металла, происходит сжатие с усилием, при котором расплавленный металл вытекает из стыка и получается сварной шов.
Технология востребована для соединения:
- трубопроводов;
- арматуры;
- рельсов;
- автомобильных дисков;
- звеньев цепей и т. д…
Видео: машина 130 (метод оплавления) для ленточных пил.
P.S. Итак, стальные заготовки сближают, разогревают током и сжимают, при необходимости шлифуют.
Машины и аппараты для пластиковых труб
Стыковой сварочный аппарат — центрирует, торцует, плавит и сжимает кромки свариваемых изделий. Рассмотрим подробнее, как работают подобные агрегаты!
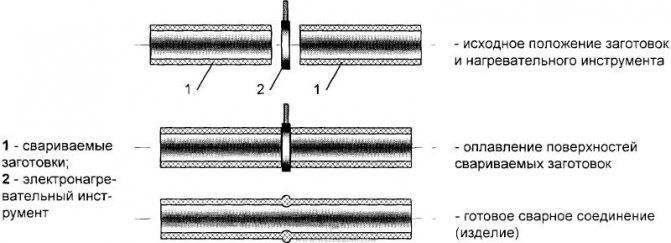
Технология сварки полимерных материалов:
- установка заготовок в удерживающее приспособление;
- центровка деталей и обрезка торцов;
- вставка нагревательного элемента между торцами;
- удаление нагревателя и стыковка (сжатие) деталей.
Устройство аппаратов контактной стыковой сварки труб:
- центратор со шкалой перемещения, с механическим или гидравлическим приводом;
- торцеватель для подгонки торцов;
- нагревательный элемент для полимерных материалов;
- блок управления.
Видео: инструкция по использованию аппаратов стыковой сварки полиэтиленовых труб Turan Makina.
Типы машин для ПНД труб
Сварочные аппараты для стыковой сварки труб подразделяются на несколько видов.
1. Ручные сварочные зеркала. Основа аппарата — это нагревательный элемент (зеркало). Весь процесс выполняется вручную: прижимание и удержание деталей.
Нагревательный элемент Dedalo 280 (сварочное зеркало)
Плюсы. Малые габариты, небольшой вес, доступная цена.
2. Более массивный стыковой сварочный аппарат для пнд труб имеет большую оснащенность. В виде:
- станины с центратором и фиксаторами;
- торцевателя;
- нагревательного элемента;
- механического или гидравлического привода.
Аппараты серии TOP
Так как механический привод работает от мышечной силы сварщика, то аппаратом рекомендуется сваривать трубы диаметром до 150 мм. Гидравлический привод используется для труб всех диаметров.
Также, машина стыковой сварки труб может иметь разные блоки регулировки и контроля за температурой нагрева, и давления сжатия при сварке полиэтилена.
P.S. Металлические и пластиковые трубы свариваются встык специальными аппаратами (машинами) ручными или автоматическими. Сварной шов по герметичности превосходит другие виды соединений.
Технология стыковой сварки
Вне зависимости от разновидности контактной стыковой сварки для ее осуществления используются особые аппараты, а алгоритм действий строится по одному и тому же принципу.
Необходимое оборудование
Роль основного производственного оборудования играет аппарат стыковой сварки. Он состоит из двух модулей: стыковочной машины и сварочного трансформатора. Стыковочная машина служит для создания необходимого осевого давления в зоне сварки и включает в себя:
![Контактная стыковая сварка[метод оплавления и сопротивления]](https://labequip.ru/wp-content/uploads/8/f/d/8fde07cbcdce90112e040cdf9fc692c2.jpeg)



- станину, то есть корпусы с опорной поверхностью;
- плиты и направляющие – обеспечивают соосность заготовок;
- фиксаторы – перемещаются по направляющим, удерживая заготовки;
- механизм привода – служит для создания необходимого давления и передачи его фиксаторам.
Механизм привода, в свою очередь, состоит из блока электродвигателя с редуктором и насосом, а также пневмо- или гидроблока, непосредственно воздействующего на рабочие органы устройства.
Сварочный трансформатор служит для подачи тока на заготовки через специальные зажимы, которые должны обеспечивать минимальное сопротивление и плотно прилегать к свариваемому металлу. В противном случае, велик риск возникновения нежелательных процессов подгорания и плавления в местах контакта.
Подготовка поверхностей к сварке
Свариваемые поверхности очищают от загрязнений и оксидных пленок, шлифуют и обезжиривают. В случае сварки оплавлением этого достаточно.
Кромкование деталей не выполняется, так как в условиях перемещения избытка металла не внутрь, а наружу стыка оно не имеет смысла. Присадочные материалы также не используются.
Процесс сварки
Стыковая сварка заготовок проводится механизированным или автоматизированным методом. Ниже приводится последовательность действий для механизированной сварки, автоматизированная отличается от нее лишь компьютеризацией управления:
- Подготовленные к сварке изделия закрепляются в фиксирующих устройствах на станине сварочного аппарата.
- К заготовкам подключаются зажимы сварочного трансформатора, на его первичную обмотку подается электрический ток.
- В заданной последовательности проводятся нагрев и сжимание стыка. Величина сварочного тока, сила давления и время воздействия определяются из расчетных параметров.
- После кристаллизации стыка отсоединяются зажимы трансформатора, раскрываются фиксаторы. Деталь снимается с устройства.
- Образовавшийся на поверхности стыка грат механически удаляется.
Простота и эффективность данного алгоритма обеспечивают высокую производительность работ при надлежащем качестве стыка.
Классификация сварных соединений
Сварные швы принято классифицировать по нескольким признакам. По расположению:
- Нижние.Потолочные.Горизонтальные.Вертикальные.
В зависимости от протяженности выделяют:
- Сплошные швы.Прерывистые швы.
При сварке возможно выполнение различных типов соединений.
Их имеется довольно много, так, только стыковая сварка труб может быть произведена 32 различными способами. Но основных типов соединений выделяют всего четыре. Среди них:
- Стыковое, когда детали соединяются по одной оси.Нахлесточное, при котором одна деталь накладывается на другую с нахлестом.Тавровое. Этот тип соединения предусматривает сборку деталей в виде перевернутой буквы «Т».
- Угловое, при котором детали соединяются под углом 45 градусов.Сварка труб на просвет производится при работе с толстостенными трубами.
Как проходит подготовка труб к сварке? Согласно технологии при сваривании труб, толщина стенок которых превышает 3 мм, рекомендуется выполнять разделку кромок труб. Эта операция позволяет сделать шов, который будет проходить по всей толщине металла.
То есть разделанный конец трубы позволяет накладывать швы слоями, каждый из которых имеет небольшое сечение, этот способ сварки улучшает структуру шва и способствует уменьшению напряжения в металле.





