

Применяемые электроды и методы
Сваривание чугуна производится разными видами электродов. Электроды из стали обеспечивают прочный шов, со структурой, близкой к химическому состоянию серого чугуна.
Чаще всего они применяются для сварки громоздких деталей, где не требуется последующая обработка швов с помощью инструментов.
Применяя медные с добавлением никеля или стали электроды, можно получить шов с наплавлением, который легко обрабатывать.
Медно-никелевые электроды применяются там, где нельзя повышать твердость в отдельной части детали. Сами наплавы образуются за счет многослойной укладки валиков.
Электроды из меди и железа лучше применять, если стоит задача устранения небольших отдельных эффектов.
Видео:
Наплавка при сварке этим электродом также хорошо поддается обработке. Сам шов будет представлять из себя медно-железный сплав, обогащенный углеродом.
Соединение с поверхностью металла обеспечено за счет стальных кристаллов и частичного проникновения меди в поры.
Железно-никелевые и чисто никелевые электроды могут быть использованы только для коррекции небольших изъянов на основных рабочих поверхностях деталей.
Технология сварки чугуна реализуется одним из следующих способов:
- газовая сварка чугуна;
- дуговая;
- термитная;
- путем заливки жидкого раствора.
Рассмотрим наиболее часто используемые – газовую и дуговую.
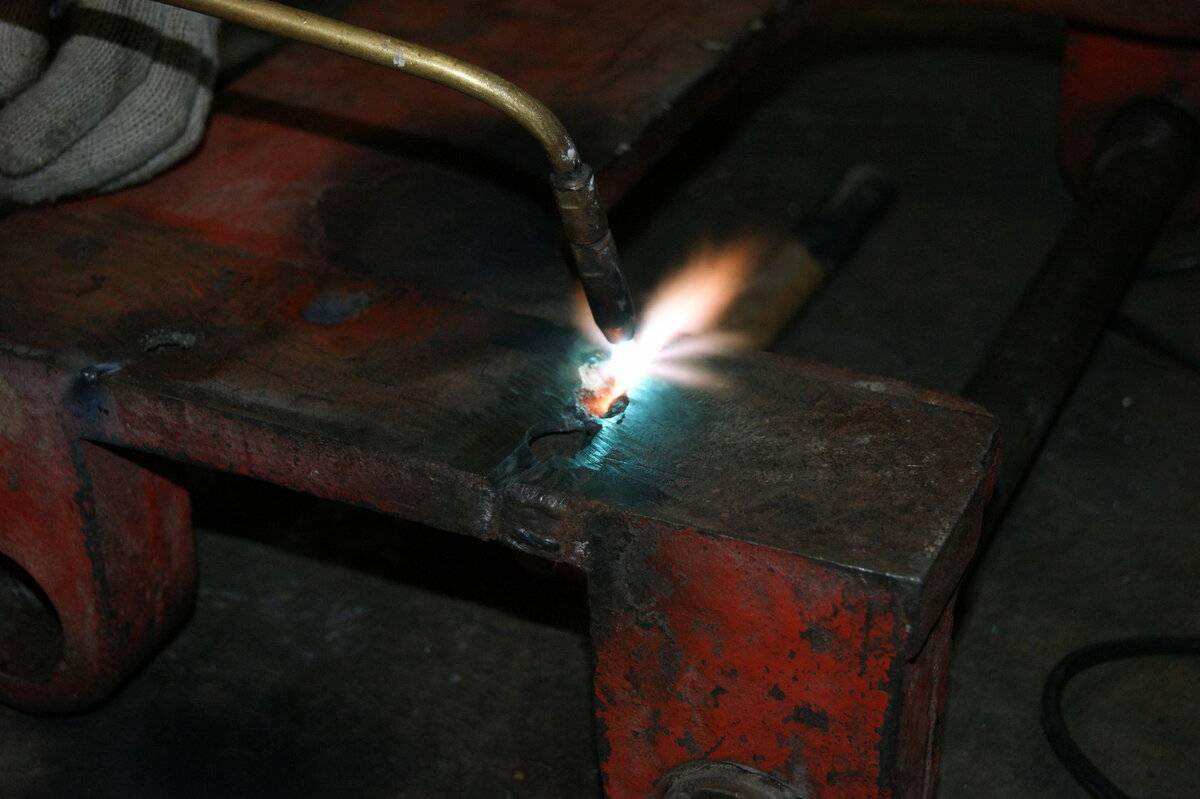
Сварка газом
Газовая сварка чугуна используется как самый надежный метод, когда наплавленный металл имеет структуру, близкую к самим деталям.
При газовом методе нагрев и охлаждение происходят равномернее и медленнее, чем при дуговой, поэтому риск получить отбеленную зону по шву гораздо меньше, а графитизация происходит при более благоприятных условиях.
Это минимизирует внутреннее напряжение шва и предотвращает появление трещин.
Как присадка используются прутки марки А и Б для сваривания толсто- и тонкостенных отливок при низкой температуре и для износостойких наплавок.
Видео:
В прутах марки Б содержится больше кремния, что позволяет улучшить графитизацию.
Газовая сварка чугуна обязательно происходит с флюсом, который переводит тугоплавкие окислы в легкоплавкие шлаки и предотвращает появление окисления в сварочной ванне.
Детали сложной формы или с разным сечением необходимо предварительно нагреть.
Дуговая сварка
Дуговая сварка фактически является плавлением, при котором повышение температуры краев происходит за счет теплоты электрической дуги.
Дуговая сварка существенно позволяет снизить риск появления закаленных участков сварного шва. Предварительная работа по зачистке и формовке производится в обязательном порядке.
Следует участь, что дуговая сварка должна соответствовать двум основным требованиям – сваривание должно идти на больших токах и процесс должен быть непрерывным.
Классификация происходит по следующим критериям:
- вид электрода – плавящийся или неплавящийся;
- вид дуги (свободная или сжатая);
- тип взаимодействия дуги и чугуна (трехфазная дуга, дуга прямого или косвенного воздействия).
Дуговая сварка может быть автоматической под флюсом, ручной или с применением защитного газа — сварка чугуна аргоном.
При ручном методе края детали совмещают и между плавящимся или неплавящимся электродом и деталью возбуждают электрическую дугу.
Видео:
https://youtube.com/watch?v=cEy9j8ucsdo
Кромки и электрод при нагреве плавятся и образуют сварную ванну, которая после остывания станет сварным швом.
Из всех методов с использованием защитного газа, наиболее надежным считается сварка чугуна аргоном. В ее процессе сварной шов защищается инертным газом.
Сварка чугуна полуавтоматом требует весьма аккуратно осуществлять подбор величины тока и скорости подачи проволоки.
Для работы полуавтоматом требуется использование порошковой проволоки, без нее качество сварного шва будет неудовлетворительным.
Типы используемой проволоки ПП АПЧ 1, 2 или 3, соответственно, для холодной, полугорячей и горячей сварки.
Работы в условиях дома или гаража могут быть произведены сварным инвертором, который можно приобрести по разумной цене в специализированных отделах или магазинах.
Видео:
Работа по свариванию чугуна инвертором представлена на видео, внимательно ознакомьтесь с ним, ведь многие процессы проще усвоить после просмотра.
В статье мы рассмотрели варианты, как может быть осуществлено сваривание чугуна различными методами.
Подбор электродов

Из-за своего физико-химического состава, чугун имеет свои качества, которые учитываются при выборе электродов.
Электрод состоит из внутреннего стержня и внешней обмазки. Должна быть полная совместимость материалов, например, чугунный электрод не может варить медь. Покрытие при нагревании выделяет газ, который защищает от окисления жидкий металл в ванне.







Сила тока указана для заварки в нижнем положении. Для сварки, например вертикальных труб, этот показатель уменьшают на 15-25А.
Медно-никелевые электроды (медь 30%, никель 65%) применяются, когда соединению не требуется большой прочности. Плотность шва удовлетворительная, но хорошо обрабатывается резкой.
Можно ли варить чугун простыми стальными электродами?
Да, но шов получится невысокого качества, т.к. сталь плохо сцепляется с чугуном.
При заварке медными электродами сварной шов – плотный, но недостаточно прочный.
Когда к конструкции предъявляются повышенные требования, используют марки УОНИ 13/55, МР-3С и подобные, для углеродистых и низколегированных сталей. Бренд ESAB – ОК 61.30, ОК – 63.35 и российские аналоги ЦЛ-11, ОЗЛ-8 и др.используются для сварки нержавейки.
Хранить электроды в сухом месте. Если они отсырели, необходимо их просушить при 250º – можно в духовом шкафу.
Ассортимент расходников большой и, чтобы выбрать правильно, надо читать сведения, указанные на упаковке.
Чугун: виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
- Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
- При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
- Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
- Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
- При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего
Его делают перпендикулярно первому – так достигается прочность соединения.
После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.





Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
https://youtube.com/watch?v=Xoamtv9bsXs
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Способы сварки чугуна
Заварить чугун можно одним из трех методов:
- Холодным.
- Полугорячем.
- Горячем.
Горячий вид имеет такие особенности:
- проводиться с предварительным нагревом свариваемых элементов;
- требует нагрева до 600°С;
- невозможен в домашних условиях;
- высокотемпературная обработка подразумевает обязательное использование средств, увеличивающих время остывания.
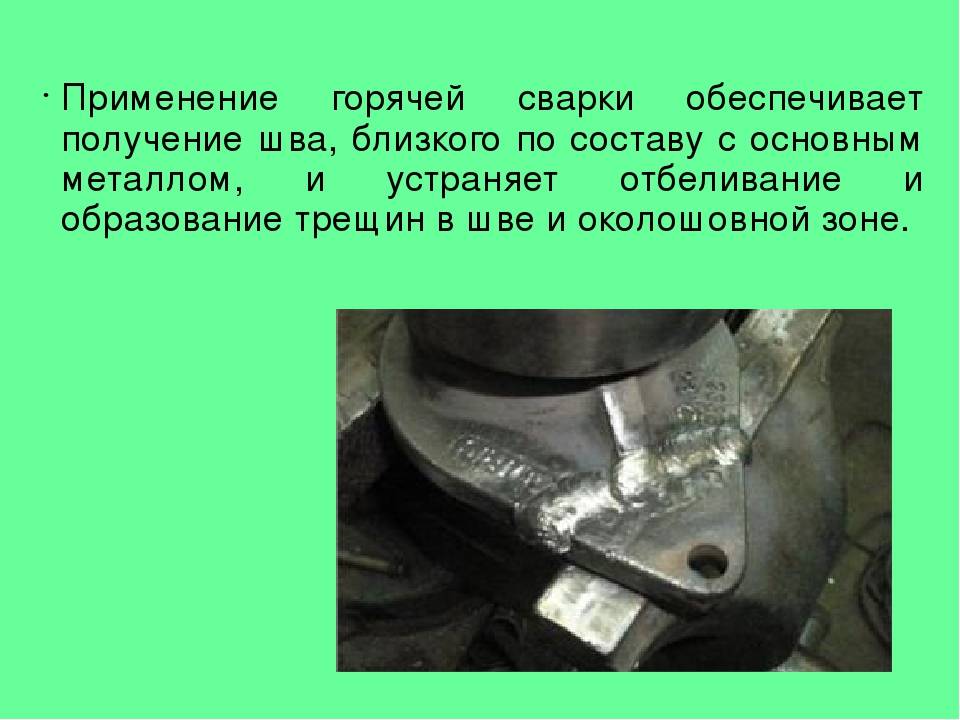
Этот метод (газовый) отличается надежным соединением свариваемых деталей, поскольку они имели предварительное нагревание. Однако необходимость нагрева делает невозможными использование этого метода в домашних условиях. Но на производстве этот метод пользуется наибольшей популярностью, особенно при соединении крупногабаритных деталей.

Полугорячая сварка возможна также только в производственных условиях. Она мало чем отличается от предыдущего метода, но температура нагрева в этом методе уменьшена до 300-400°С. Дополнительный нагрев придает прочности свариваемым деталям, а низкая температура сваривания позволяет сократить расходы во время производства.
Холодная технология имеет наибольшую популярность проведения в домашних условиях из-за невозможности осуществить другие методы. При этом рабочие поверхности не нагреваются. Сваривание проводиться при помощи электродов по чугуну или проволоки с графитовым стержнем.
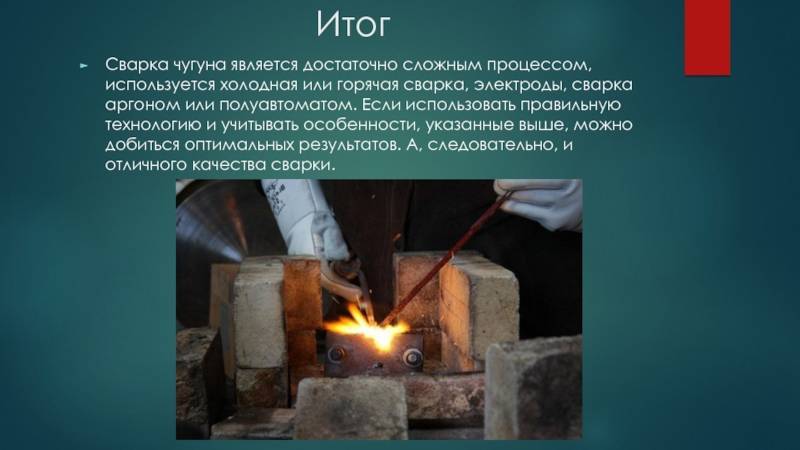
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.

Подготовка поверхности
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй
Важно не перегревать материал
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Сварка ЧУГУНА с секретом , ДЕДОВСКИЙ СПОСОБ, так сможет каждый!
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими
Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
- металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
Сложности сварки чугуна
Качественный сварочный шов определяется по двум параметрам: плотность (отсутствие трещин в соединении) и возможность обрабатывать шов в дальнейшем с помощью механических инструментов (например, выравнивать или шлифовать).
В некоторых случаях от сварочного шва может требоваться стойкость к высоким температурам или однородность цвета.
Химический состав сплава чугуна не дает возможности добиться соответствия даже двум базовым параметрам.
Основные причины, мешающие качественной сварке чугунных деталей:
Работа по сварке чугуна потребует более серьезной подготовки свариваемых поверхностей, чем при сварке, например, стали.
Подготовительная работа зависит от того, какую проблему в изделии требуется устранить или какие детали нужно сваривать.
В любом случае, необходимо тщательно очистить место сварки от примесей и, особенно, от масла. Механическая очистка производится наждачной бумагой или щеткой, установленной на болгарку.







Использовать максимальные обороты при этом нельзя, так как щетка будет повреждена. На минимальных оборотах можно добиться очистки поверхности для сварки.
Удаление масляных вкраплений, если таковые имеются, происходит с помощью нейтрального растворителя.
Для предотвращения истечения жидкого сплава часто требуется произвести формовку краев.
Ее выполняют проволокой или графитовыми пластинками, скрепленными смесью из кварцевой фракции и жидкого стекла. Эта технология настолько сложна в зависимости от того, какая марка чугуна будет свариваться, какое содержание в деталях углерода, что на эту тему подготовлена не одна дипломная работа.
Основные виды сварки
Специалисты используют 2 вида сварки чугуна – холодный способ и горячий. При холодной сварке необходимо применение электродов, специально предназначенных для сварки чугуна.
Можно сваривать чугунные изделия в холодном состоянии (без подогрева) с применением стальных электродов, изготовленных из низкоуглеродистой стали, но это требует больших усилий от сварщика и понимания им процессов, которые происходят в зоне сварки. Обусловлено этой свойствами чугуна. Металл после окончания сварки быстро охлаждается и это приводит к его хрупкости, что может вызвать появление трещин.
| Состав низколегированных прутков | |||||
| Марка | С | Si | Ni | Sn | Cu |
| I | 3.2-3.6 | 3.4-4.0 | 0.1-0.2 | 0,3-0,5 | — |
| II | 3.0-3.4 | 3.0-3.6 | 0.4-0.6 | — | 2.0-3.5 |
| III | 3.0-3.4 | 3.0-3.6 | 0.2-0.5 | 0,1-0,3 | 1.0-2.0 |
Кроме того, между швом и основным металлом образуется отбеленный чугун, а за ним следует закаленный, что может вызвать появление пор, которые являются недопустимыми дефектами.
При сварке холодным способом еще используют электроды, изготовленные из аустенитного чугуна и из цветных металлов.
Электроды изготовляют из прутков круглой формы, выполненных методом литья, марка применяемого чугуна при этом А или Б. Их диаметр лежит в пределах 4 ÷ 12 мм, при этом прутки Ø 4 мм имеют длину 250 мм, Ø 6 мм – 350, остальные имеют длину 450 мм. Прутки из чугуна марки А применяются при проведении газосварочных работ и являются материалом для изготовления стержней электродов, применяемых при сварке чугунных изделий горячим способом. Прутки марки Б помимо сварки чугуна в горячем состоянии, могут применяться для изготовления стержней электродов, которые используются при проведении сварки полугорячим и холодным способами.
| Состав чугунных стержней для сварки чугуна | ||||||||
| Марка | С | Si | Мn | Р | S | Сr | Ni | Назначение |
| А | 3.0-3.5 | 3.0-3.4 | 0.5-0.8 | 0.2-0.4 | До 0.08 | До 0.05 | До 0.3 | Для горячей сварки |
| Б | 3.5-4.0 | 0.3-0.5 | Для горячей и полугорячей сварки |
Сваривать такими электродами можно только в одном положении — нижнем. Сила тока зависит от Ø электрода и находится в пределах 270 ÷ 650 А. Из электродов, изготовленных из цветных металлов, при сварке чугуна используют медные электроды, изготовленные из монель-металла и из никелевого чугуна, имеющего аустенитную структуру.
Медные электроды рекомендуется применять для сварки изделий, которые должны иметь плотные швы и работающих при незначительных статических нагрузках. Их изготавливают из стержней меди Ø 3 ÷ 6 мм, обернутых стальной проволокой или лентой, имеющих низкое содержание углерода. На стержень наносят специальное покрытие — меловое или состоящее из сложного состава.
Такого же диаметра и длины изготавливают стержни из монель-металла (медно-никелевые) и никелевого аустенитного чугуна.Сварка может выполняться как на постоянном токе, так и на переменном.
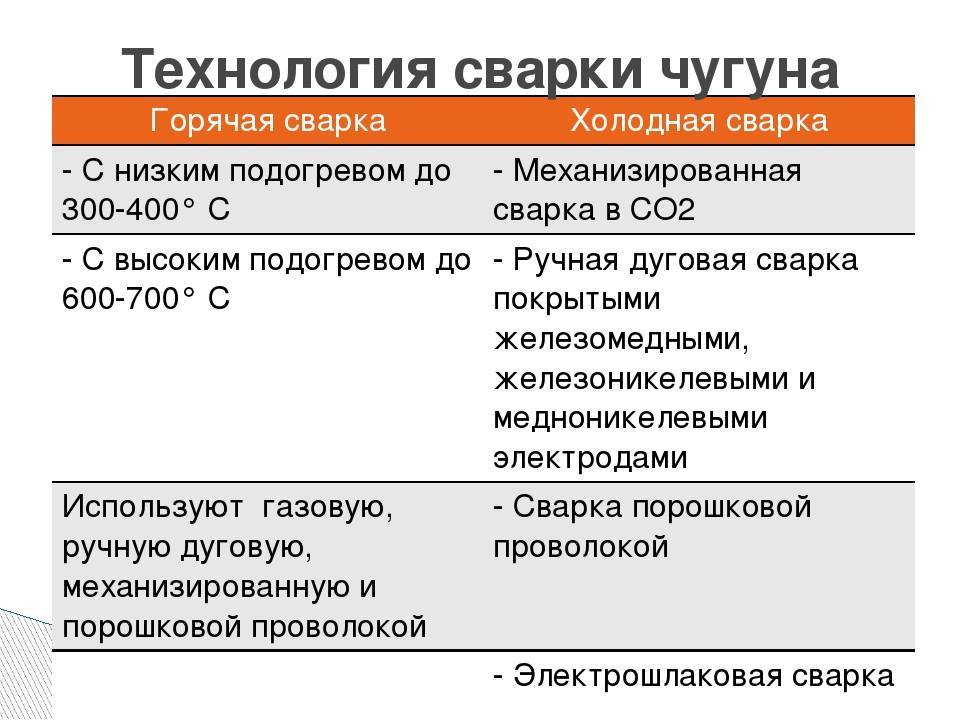
Отбеливание чугуна и появление закалочных структур можно избежать, применив более продуктивный вид сварки – горячую. В зависимости от температуры предварительного подогрева изделия перед сваркой, различают следующие виды горячей сварки:
- теплую (не более 200 0С);
- полугорячую (нагрев в районе 300 ÷ 400 0С);
- горячую (500 ÷ 600 0С).
В любом случае температура предварительного подогрева не должна превышать 650 0С, чтобы избежать структурных превращений в самой структуре чугуна.
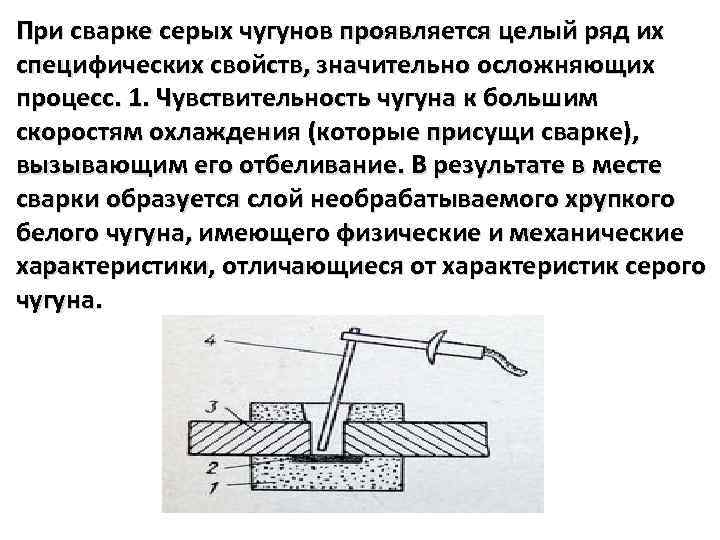
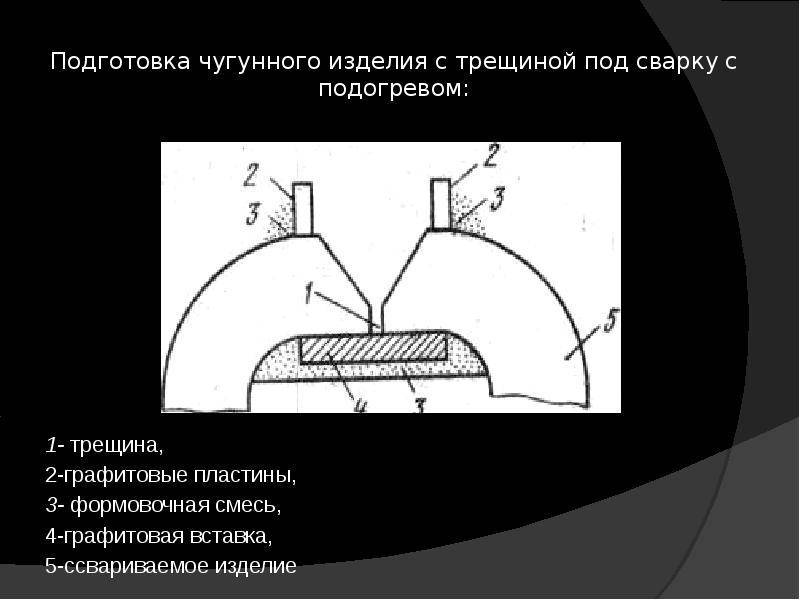
Формовка места сварки (1-деталь, 2-формовка, 3-графитовые пластины) A — несквозной раковины B — облицовка графитовыми пластинами C — недолива кромки
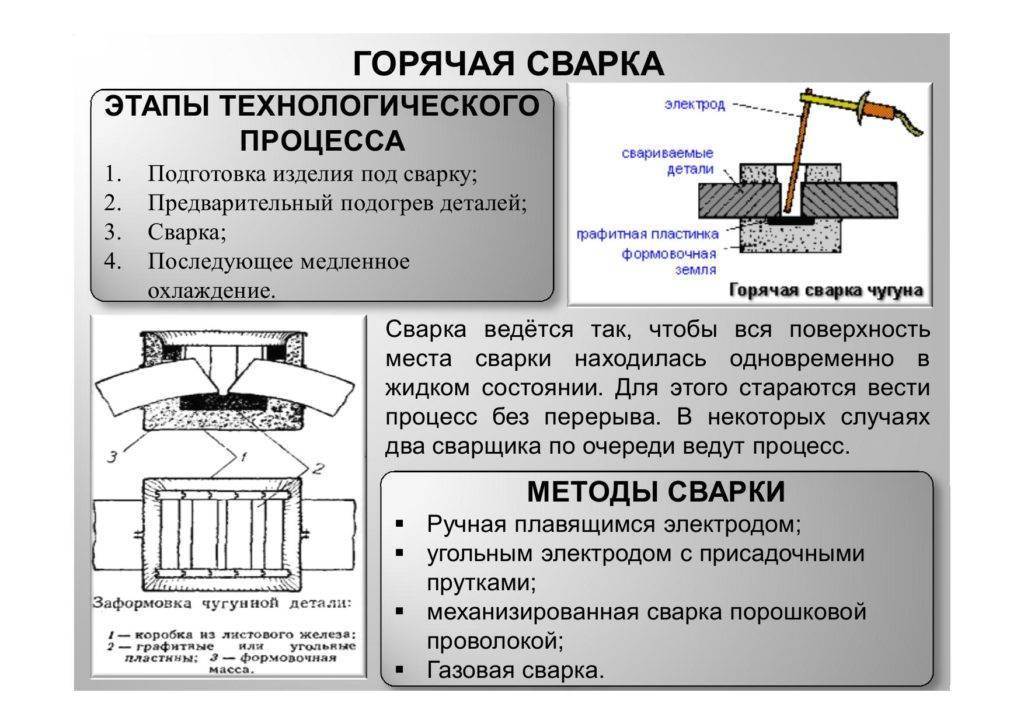
Этапы процесса проведения горячей сварки следующие:
- подготовка изделия к сварке;
- прогрев до необходимой температуры (в горне, муфельной печи, нагревательном колодце и т.д.);
- сборку (с применением струбцин или прихваток) и установку изделия под сварку;
- собственно сам процесс сваривания;
- охлаждение (медленное).
Все виды горячих способов сварки требуют медленного охлаждения изделия или конструкции после проведения сварочных работ. Это позволит избежать нежелательного отбеливания чугуна, что делает его хрупким. Чаще всего изделие сразу после сварки отправляют в печь и там охлаждают, выключив печь. Иногда такое охлаждение может происходить сутками — зависит от габаритов изделия. В домашних условиях пользуются специальными средствами, которые защитят изделие от быстрого остывания (теплосберегающий материал, например, асбест, шлак, сухой кварцевый песок, древесный уголь).
Сварку осуществляют на постоянном токе обратной полярности. Иногда сварку проводят переменным током, но только в том случае, если длина кабелей от сварочного трансформатора не большая, а напряжение холостого хода более 70 В.





