

Электроды для резки металлов: виды, достоинства и недостатки
1. Металлические электроды для ручной дуговой резки металла со специальным покрытием.
Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления .
К сведению!
Процесс резки выполняется на повышенных величинах тока, вид напряжения зависит от марки используемых электродов.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды.
Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:
2. Рабочий процесс с применением угольных (графитовых) электродов
практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия:угольные расходники не расплавляются, а постепенно сгорают . Это уменьшает количество расплавленного металла и шлака. Т.е.срез получается более чистым .
Еще одно преимущество угольных расходников – они способны разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
(графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, “сверху-вниз”. Возможно применение и переменного тока.
3. Трубчатые электроды
предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры – поток кислорода отрицательно влияет на стабильность горения дуги.
4. неплавящиеся электроды
используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
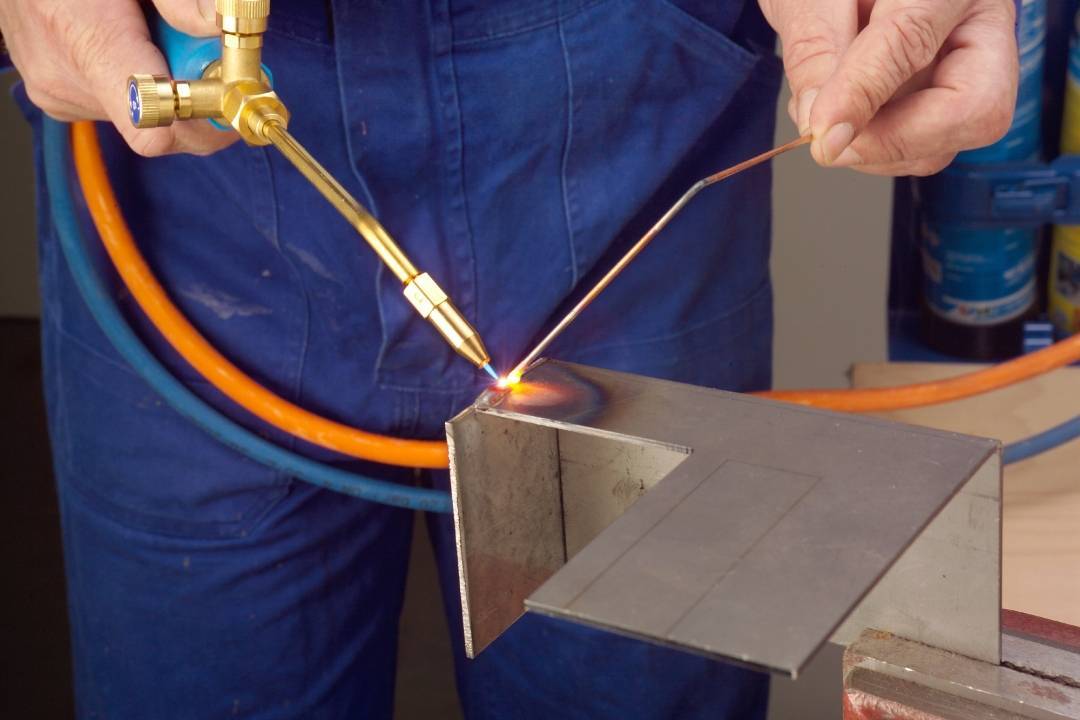
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.
Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.








Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.
Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Безопасность газовой сварки и резки: советы главного сварщика
СОВЕТЫ ГЛАВНОГО СВАРЩИКА
БЕЗОПАСНОСТЬ ГАЗОВОЙ СВАРКИ И РЕЗКИ
СОХРАНИТ ВАМ ЖИЗНЬ И ЗДОРОВЬЕ!
ВСТУПЛЕНИЕ
Газопламенная обработка металлов (газокислородная резка, газовая сварка и т.д.) – это целый ряд технологических процессов, которые объединяет обработка металлов высокотемпературным газовым пламенем. Газопламенные работы сопряжены с рядом вредных воздействий и опасностью для человека и его окружения, наиболее часто встречающимися из которых являются:
– вероятность взрыва газов и их смесей; – вредное действие на организм человека выделяющихся газов, паров и пыли; – возможность ожогов и термического воздействия пламени на организм; – вредное воздействие излучения на зрение; – вероятность механических травм; – повышенная опасность возникновения пожаров.
Помимо известных многим мер и прописных истин по предотвращению подобных случаев, таких как использование спецодежды и обуви, проверки исправности газового оборудования перед началом работ, недопущения курения вблизи баллонов и т.д., в настоящее время существует и различные технические приспособления и аксессуары для снижения риска возникновения вредных воздействий и опасностей для здоровья, жизни человека и окружающего его пространства. Рассмотрим их ассортимент, научимся правильно использовать и сделаем выводы о целесообразности их применения.
КЛАПАНЫ ОБРАТНЫЕ И ЗАТВОРЫ ПРЕДОХРАНИТЕЛЬНЫЕ
Клапан обратный предназначен для предотвращения обратного потока газа в рукава и далее в газовое оборудование. Устанавливается на резак либо горелку. Представляет из себя корпус, в который встроен подпружиненный ниппель, свободно пропускающий поток газа только в одну сторону. Газ, поступающий из рукава под давлением, преодолевая усилие пружины, перемещает ниппель. При возникновении же перед клапаном обратного тока газа с давлением, равного или превышающего входное давление, обеспечивается мгновенное перекрытие потока газа в обратном направлении. Наиболее распространены два типа клапанов обратных: кислородные (КО, синие) и газовые (ГО, красные).
Экспериментальными методами выявлено, что при обратном ударе пламя распространяется быстрее, нежели ударная волна успевает прижать ниппель в обратном клапане, поэтому данное устройство не всегда способно обеспечить защиту в данных условиях. Надежным средством защиты от обратного удара являются огнепреградительные устройства – затворы предохранительные, отличающиеся от обратных клапанов тем, что, кроме запирающего ниппеля, в них также встроен пламягаситель. Таким образом, затвор предохранительный предназначен для предотвращения обратного удара, возникающего при газопламенных работах, в защищаемое газовое оборудование (баллон). Благодаря продуманной конструкции, способен удерживать противоток газа давлением от 0,03 кгс/см и выше, выдерживает не менее 100 обратных ударов подряд. Затворы предохранительные имеют целый ряд модификаций, предназначенных для установки на резак/горелку, редуктор, в разрыв сварочного рукава. С вариантами присоединения затворов предохранительных и клапанов обратных Вы можете ознакомиться здесь.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.
Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.
При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Виды присадочной проволоки
Выполнение сварочного шва не обходится без использования присадок. Они обеспечивают геометрию, повышают эксплуатационные характеристики и гарантируют отсутствие дефектов. Для работ используют следующие виды проволоки.
- Порошковая. Подходит для углеродистой стали, подвергающейся впоследствии термической обработке.
- Алюминиевая. Применяется для сварки заготовок из аналогичного материала.
- Нержавеющая. Используется для легированных сталей.
- Омедненная. Подходит для высоколегированных сплавов.
- Стальная. Такой проволокой свариваются низко и среднелегированные металлы.
Универсальные резаки
В некоторых случаях использовать резак газовый ацетиленовый экономически нецелесообразно. При этом иметь два резака, работающих на разных типах топлива, неразумно. Поэтому на крупных производственных объектах особой популярностью пользуются универсальные газокислородные ножи. Их главная особенность заключается в способности работать от разных видов топлива.

Подавляющее большинство универсальных агрегатов используется для ручной резки нелегированных изделий или сталей с низким процентом углерода в их составе. Наибольшее распространение получил пропановый/ацетиленовый резак. Первый тип газа используется для обработки материалов толщиной до 200 мм, а второй – свыше 300 мм.
Как должна проводиться сварка стали при низких температурах?
Если температура воздуха опускается ниже отметки в ноль градусов, то в этом случае можно проводить сварку деталей, созданных из стальных сплавов до класса C52/40 включительно. При этом нужно учитывать реальную температуру самого стального изделия, а не воздуха, так как разница температур между металлом и окружающей его средой может быть существенной.
Изделия из углеродистой стали, толщина которых не превышает 30 мм, можно сваривать с использованием ручного или же полуавтоматического метода в тех случаях, когда температура воздуха составляет не ниже -20 градусов по Цельсию. К слову, при таком же температурном показателе можно осуществлять сваривание деталей из низколегированных сталей, обладающих небольшой толщиной (до 16 мм). Если же толщина изделий из низколегированной стали превышает данную отметку, то сварка при отрицательных температурах может проводиться лишь в тех случаях, когда воздух охлажден не более чем до -10, а в некоторых случаях до 0 градусов.





![Газовая (кислородная) резка металла [технология и оборудование]](https://labequip.ru/wp-content/uploads/a/7/2/a723d5407a552f78532cc994d6484091.jpeg)



Когда речь заходит о других условиях, то в этом случае следует обязательно проводить предварительный нагрев стального сплава в том месте, где будет осуществляться сварка. Нагревать металл нужно до температуры от 120 до 160 градусов по Цельсию. При этом прогреваться материал должен с обеих сторон стыка и охватом до 10 см.

В некоторых случаях сварку стали можно проводить и при экстремально низких температурах, например, даже при -40 градусах по Цельсию. В этом случае вырубка дефектов швов (как и самого металлического сплава) может проводиться после того, как соответствующий участок металла будет нагрет до температуры порядка 110 градусов по Цельсию. А вот заварка дефектов швов может выполняться, когда соответствующий участок будет подогрет до температуры около 210 градусов по Цельсию.
Что касается способов подогрева стального сплава перед сваркой, то для достижения требуемого результата может использоваться газокислородная или пропановая сварочная горелка. Проверить, нагрелся ли металл до нужной температуры, можно с использованием термокарандашей, специальной термокраски или же контактных термопар.
При сварке нержавеющей стали не стоит забывать и об общих рекомендациях к такому процессу, ознакомиться с которыми можно здесь.

В заключение
Процесс сварки в зимний период имеет свои особенности, однако нужно не забывать про общие рекомендации по обеспечению работы — обеспечение комфортных условий работы для мастера сварщика, чередование режима труда и отдыха, обеспечение укрытия детали от осадков, соблюдение режимов сварки и техники безопасности. Вы можете прочесть также наш отдельный материал, посвященный теме обслуживания сварочного оборудования.
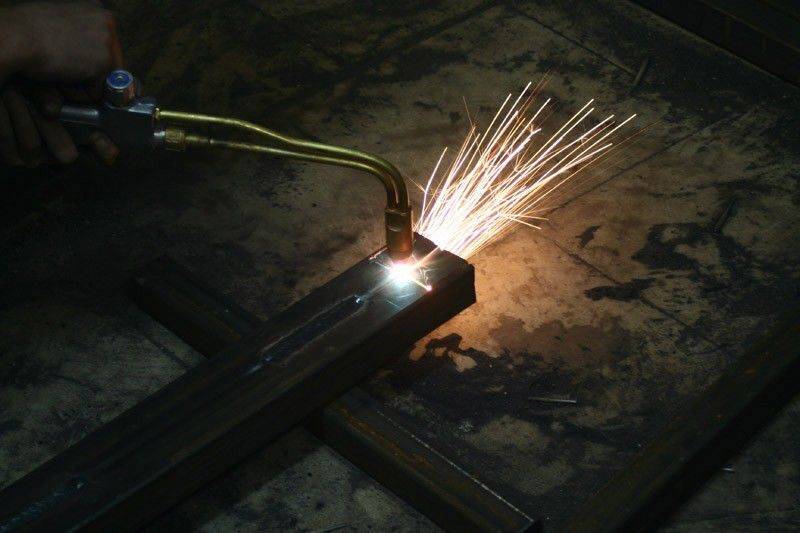
Преимущества и недостатки электродуговой резки
Резка сваркой, как и любая технология, имеет свои достоинства и недостатки, учёт которых позволит сделать работу быстро и достичь ожидаемого результата. К основным недостаткам метода относятся:
- низкая производительность, которая обусловлена невысокой скоростью работы;
- плохое качество реза, получаемого в результате затвердевания натеканий с обратной стороны заготовки.
Перечисленные недостатки делают метод неприменимым в условиях, когда требуется выдерживать точную разметку при резке металла.
Главные преимущества, которые отличают этот метод:
- отсутствие необходимости приобретения специального дорогостоящего оборудования, инструментов;
- отсутствие особых требований к окружающим условиям;
- быстрое обучение приёмам работы и освоение оборудования;
- возможность работы с постоянным или переменным током.
Многие организации строительной, ремонтной, автомобильной сферы, а также домашние умельцы успешно применяют резку электросваркой, так как этот метод предназначен для несложной, недорогой резки различных металлических поверхностей.
Преимущества и недостатки
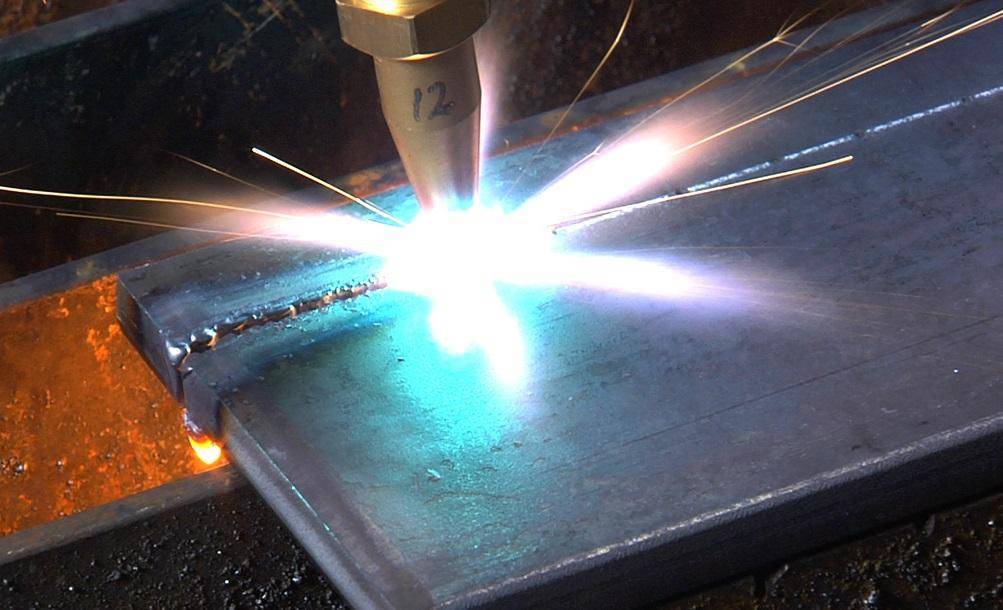
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Применение флюса
Защитить внешнюю поверхность сварочной ванны от негативного воздействия внешних факторов помогает использование флюсов. Они обеспечивают формирование сварного шва и получение требуемых свойств наплавленного материала. Использование данного расходного материала оказывает на сварочный процесс ряд положительных эффектов.
- Интенсивное плавление металла.
- Стабильность горения дуги.
- Снижение потери энергии.
- Оптимизация расхода посадочного материала.
- Формирование поверхности сварного шва.
- Получение требуемых свойств наплавленного материала.
В качестве составляющих флюсовых смесей используют буру и борную кислоту. Они наносятся на присадочную проволоку или непосредственно на сварные заготовки. Данный материал не используется при сварке углеродистой стали. Без него не обходится работа с медью, алюминием и их сплавами.
Где купить сварочные материалы?
Доставляем расходные материалы для газовой сварки по всей России
. По Краснодарскому краю, Ростовской области и Республике Крым курьером своей машиной. Время доставки по Краснодарскому краю — следующий день после оформления заказа, в Ростовскую область и Республика Крым наша машина ходит один раз в неделю.
В другие регионы доставка заказа с помощью транспортных компаний СДЭК и Деловые линии, время доставки до пунктов выдачи транспортных компаний городов Европейской части России 2 — 3 дня после оплаты. Примерные сроки доставки за Урал можно уточнить во время оформления заказа или позвонив по бесплатному телефону 8 800 50-50-021
Возможен самовывоз из розничных магазинов в городах Краснодар, Ростов-на-Дону, Туапсе и Сочи.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
 Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.









Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Газораспределительные рампы, трубопроводы и рукава для газовой сварки
В случае, когда сварка выполняется
при большом расходе горючего газа, питание налаживают от газораспределительной
рампы. Рампа состоит из двух коллекторов, гибких трубопроводов и рампового редуктора.
На каждом из коллекторов смонтирован запорный вентиль, который даёт возможность
замены газового баллона на одном из коллекторов, не останавливая, при этом,
работу другого. Уменьшение давления газа происходит за счёт рампового редуктора.
Давление кислорода, азота и воздуха понижают от 1,5МПа до 0,15МПа (в отдельных
случаях до 0,03Мпа). Давление ацетилена, пропана, бутана и других горючих газов
– от 1,9МПа до 0,01МПа.
Подача кислорода и горючих газов от газораспределительных рамп к рабочим местам
происходит по трубопроводам.
Трубопроводы для подачи ацетилена разделяют на три группы, в зависимости от
рабочего давления:
-низкого давления, до 0,01МПа;
-среднего давления, от 0,01 до 0,15МПа;
-высокого, свыше 0,15МПа.
Трубопроводы для подачи кислорода, в зависимости от рабочего давления, также
бываю трёх групп:
-низкого давления, до 1,6МПа;
-среднего давления, от 1,6 до 6,4МПа;
-высокого, свыше 6,4МПа.
Арматура и трубопроводы для подачи ацетилена изготовлены из стали и окрашены
в белый цвет. Арматуру и трубопроводы для подачи кислорода изготавливают из
латуни или бронзы и окрашивают в голубой цвет.
Рукава (шланги) для газовой сварки
Рукава
(шланги) для газовой сварки необходимы для подачи кислорода и горючих газов
от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими,
чтобы не создавать затруднений при работе сварщика.
Изготавливают рукава из вулканизированной резины с тканевыми прокладками по
ГОСТ9356. Различают три класса рукавов для газовой сварки:
Класс I – для подачи горючих газов под давлением до 0,63МПа. Рукава данного
класса окрашены в красный цвет.
Класс II – для подачи горючих жидкостей (бензин, керосин и др.) под давлением
0,63МПа. Такие рукава окрашивают в жёлтый цвет.
Класс III – данный класс рукавов предназначен для подачи кислорода под давлением
до 2,0МПа. Окрашены эти рукава в голубой цвет.
Рукава состоят из внутренней резиновой прослойки (резиновой камеры), далее
идёт слой оплётки металлическими ниятми и слой наружной резиновой прослойки.
Стандартом предусмотрены следующие типоразмеры рукавов для газовой сварки:
| Внутренний диаметр, мм | 6±0,5 | 9±0,5 | 12±1,0 | 16±1,0 |
| Наружный диаметр, мм | 14±0,5 | 18±1,0 | 22,5±1,0 | 26±1,0 |
Цвет руковов зависит от проводимого ими газа. Ацетиленовые рукава окрашены
в красный цвет, кислородные – в синий. В случае работы от газового баллона,
длина рукава не должна быть меньше, чем 8м. В случае применения ацетиленового
генератора, длина рукавов, идущих от него, должна быть 10м и более.
Дополнительные материалы по теме:
| Газовая сварка чугунаГазовая сварка медиСпособы газовой сваркиТехнология газовой сварки | Техника безопасности при газовой сваркеСварочная проволока для газовой сваркиФлюсы для газовой сварки |





