

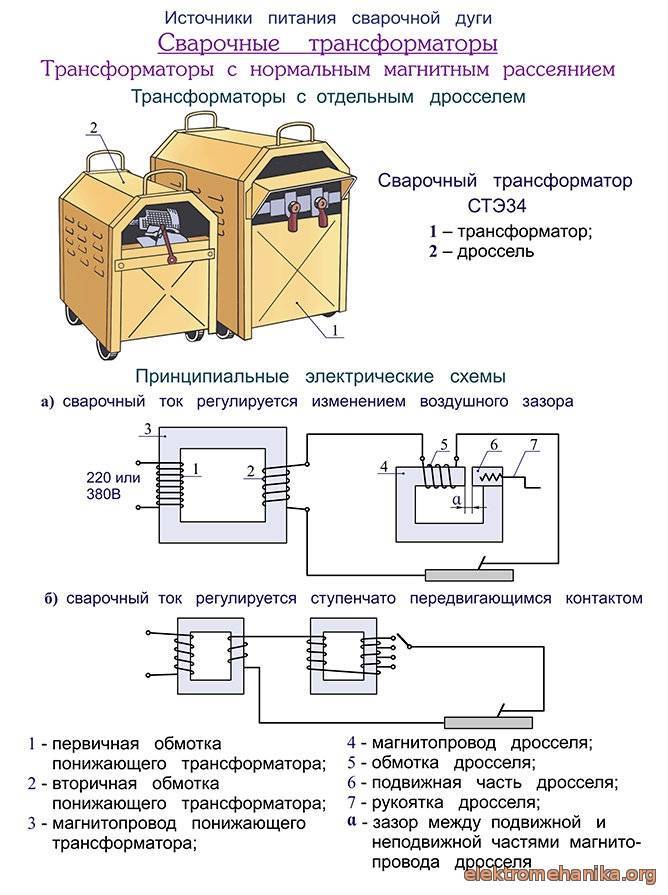
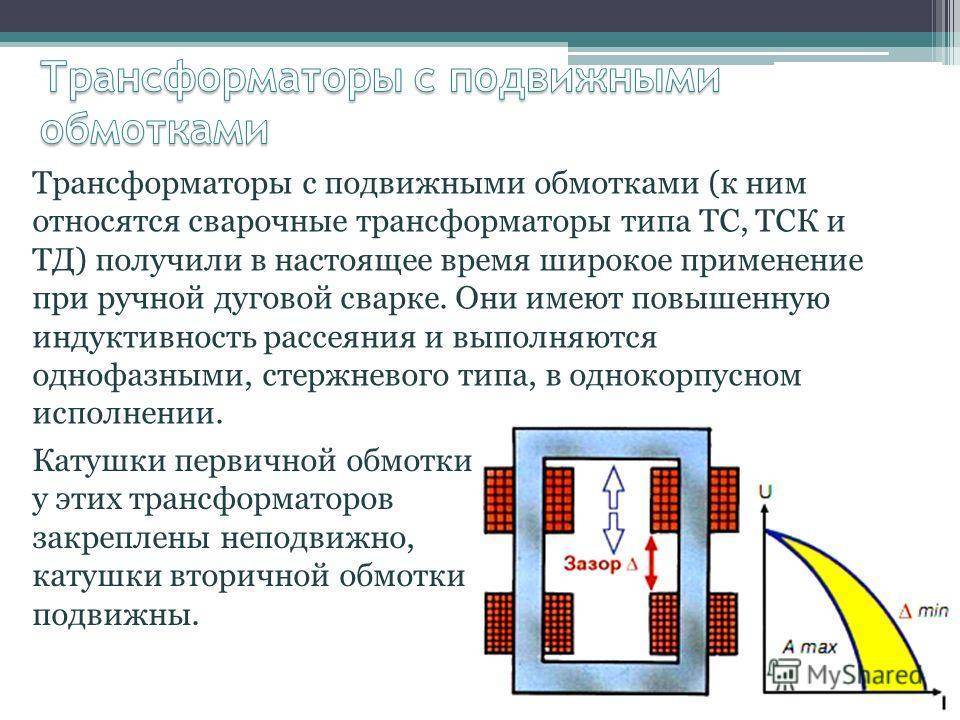
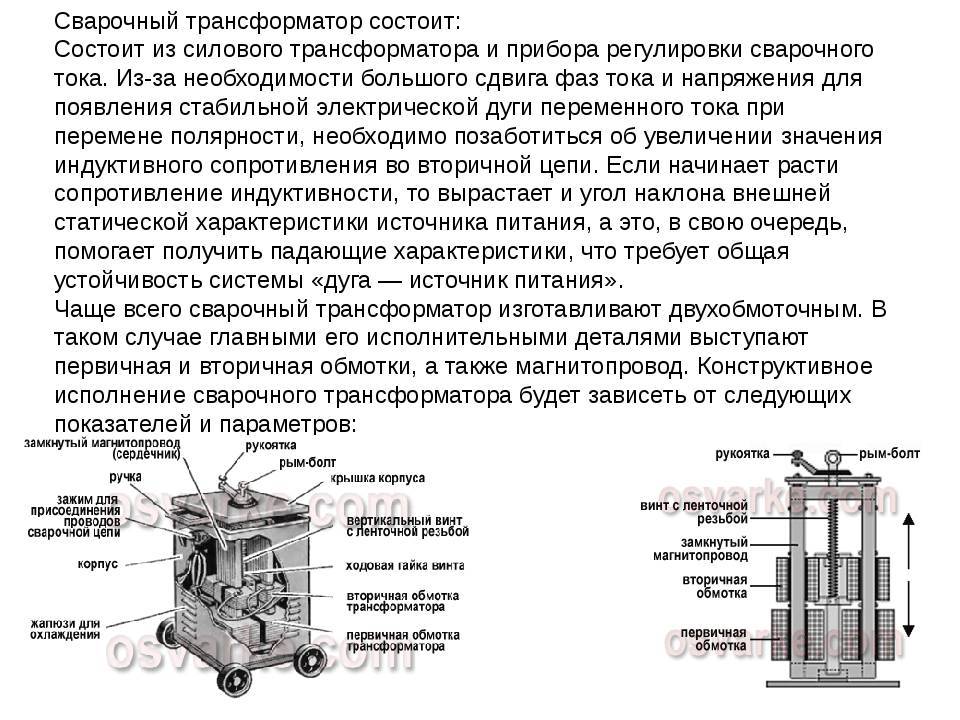
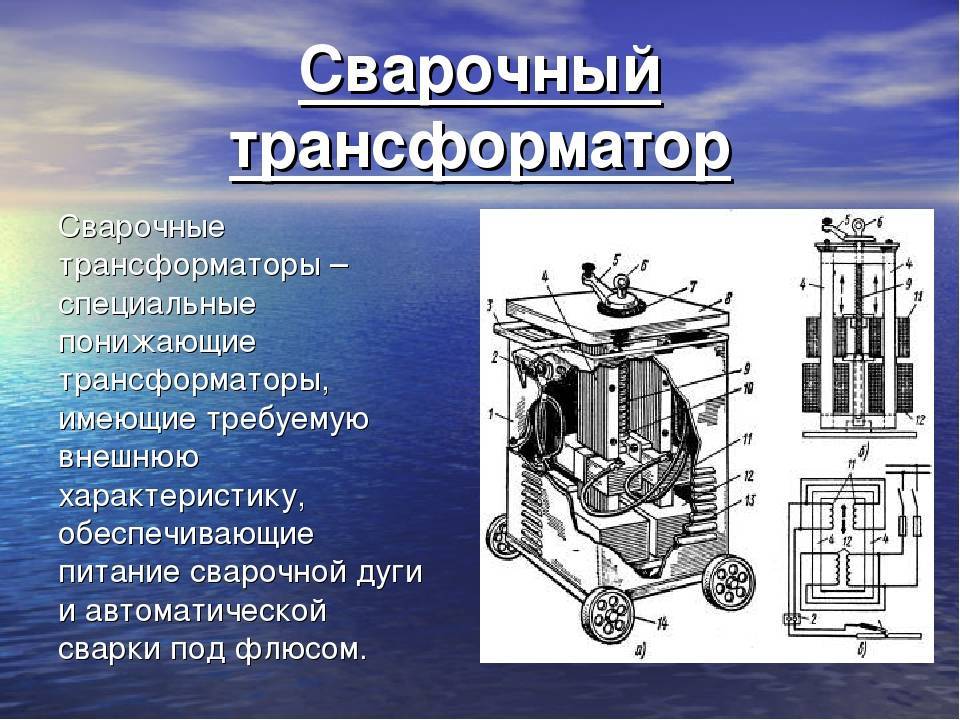
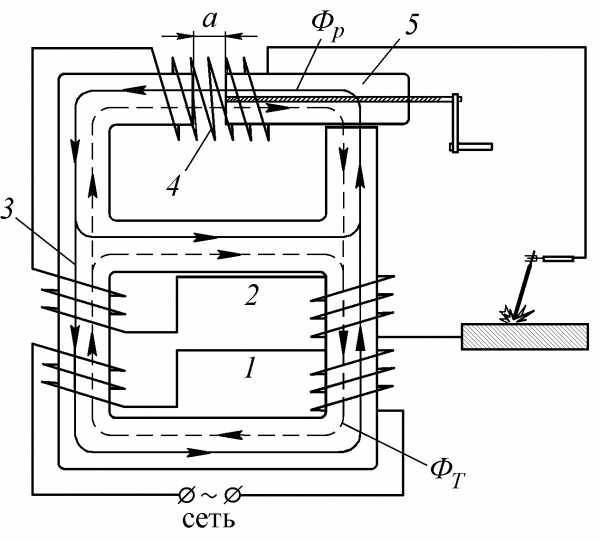
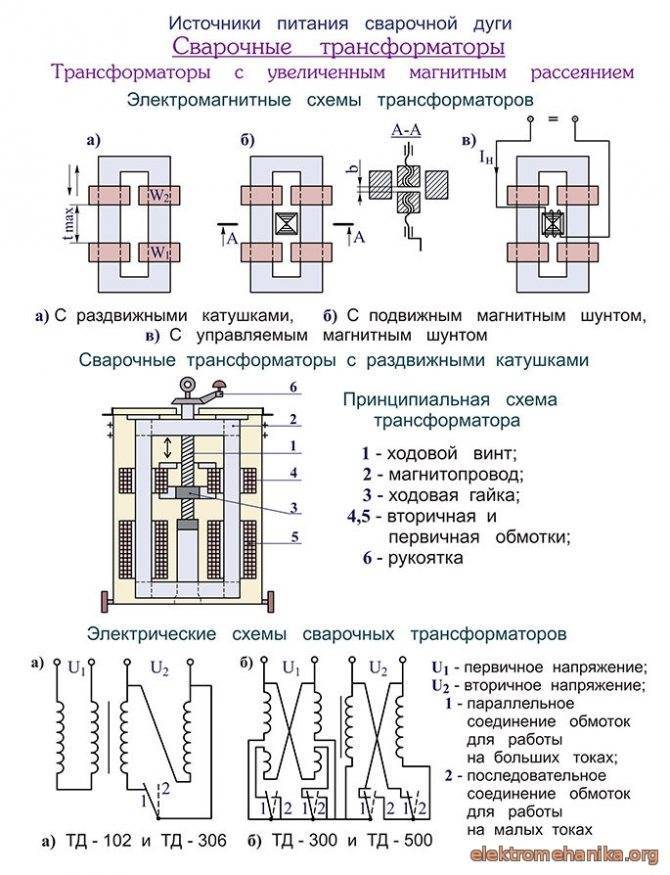
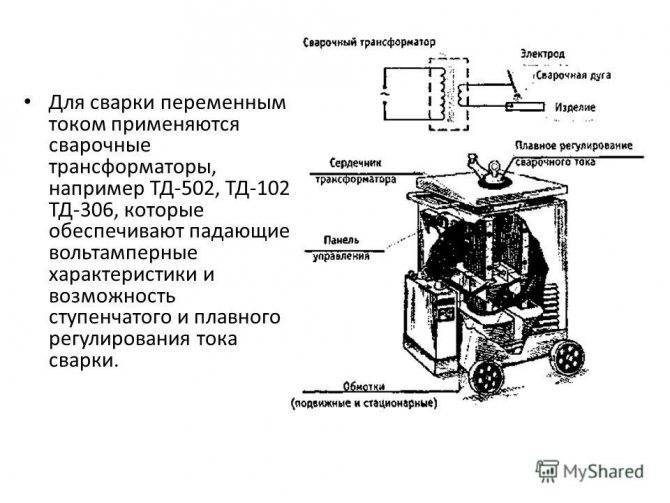
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».

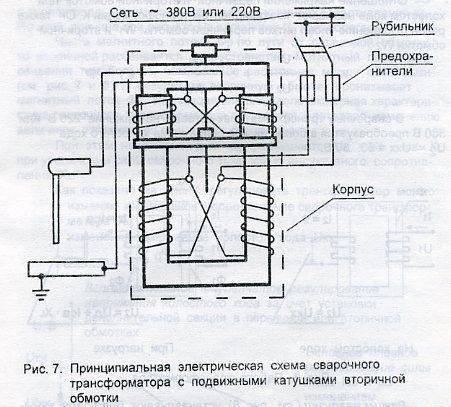
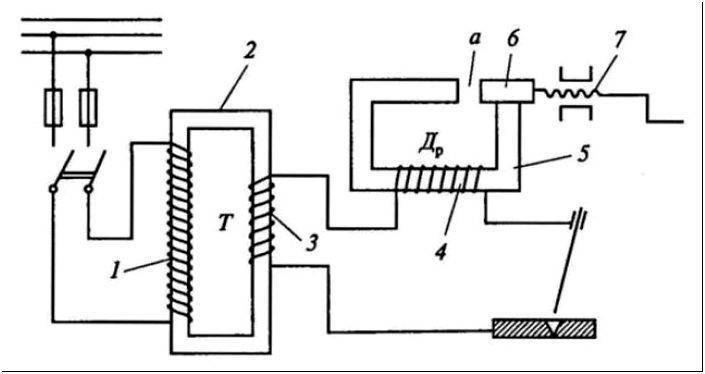
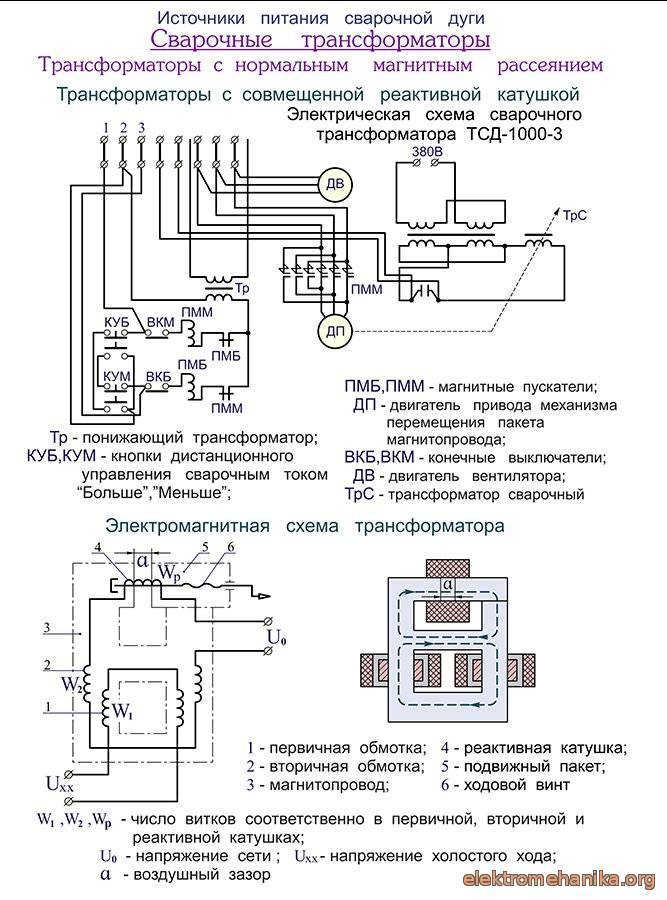
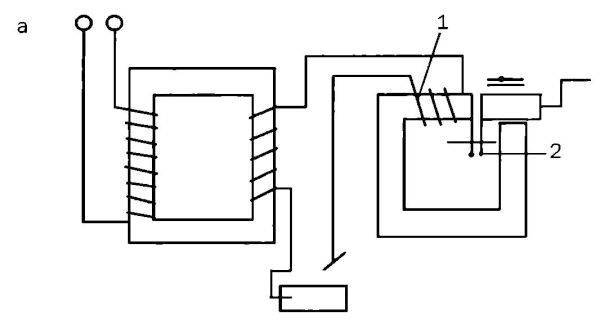
Электрическая схема сварочного трансформатора типа ТДМ
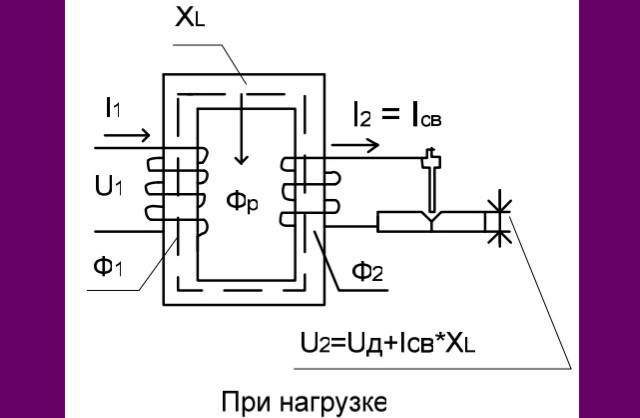
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
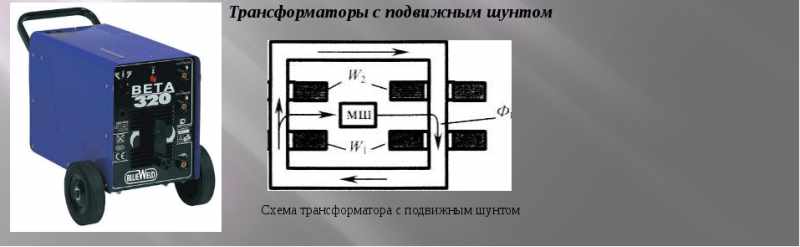
Сварочная аппаратура с шунтом
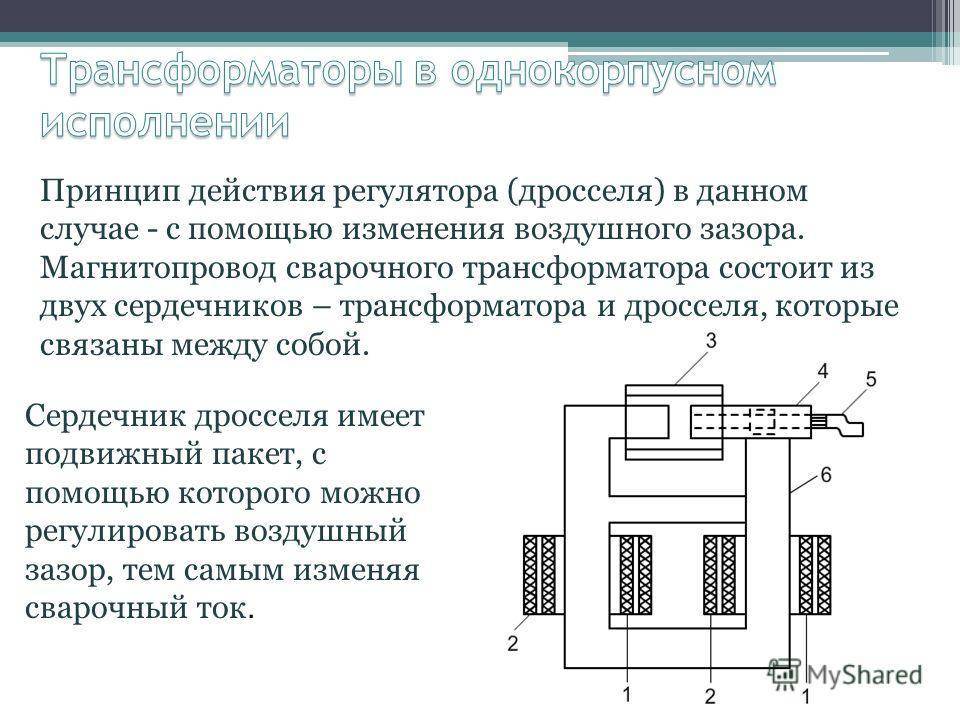
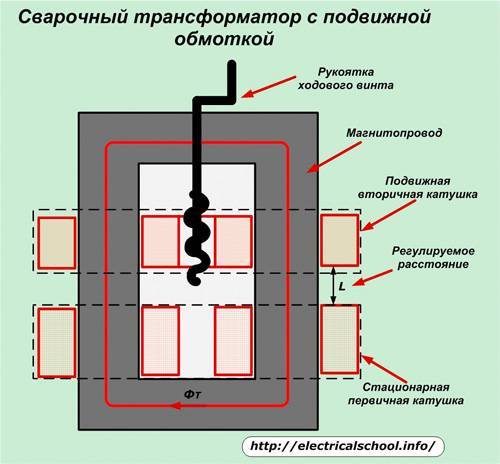
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.

Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.

Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
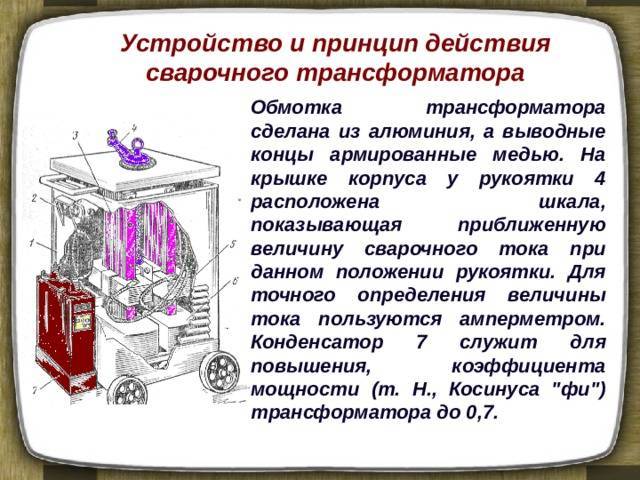
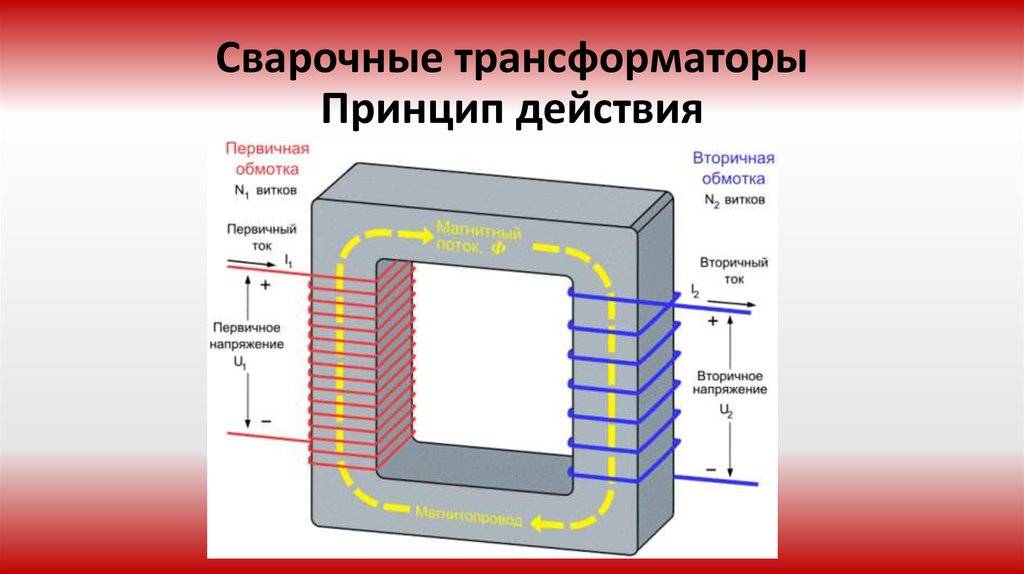
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.


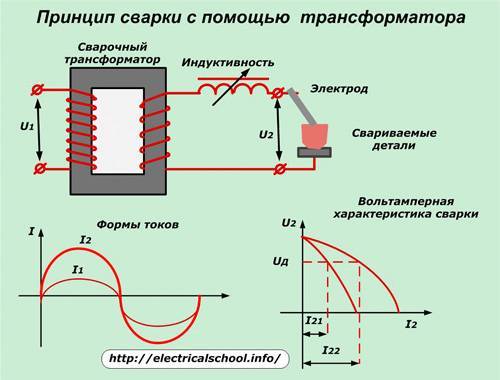


Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
На этом видео показан принцип работы трансформатора:
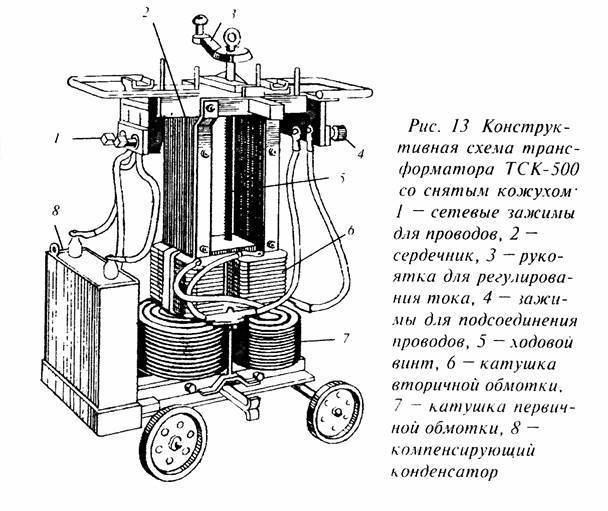
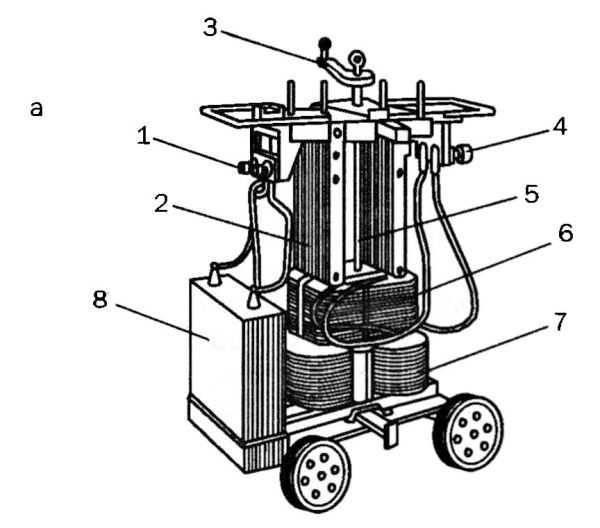
Промышленные образцы
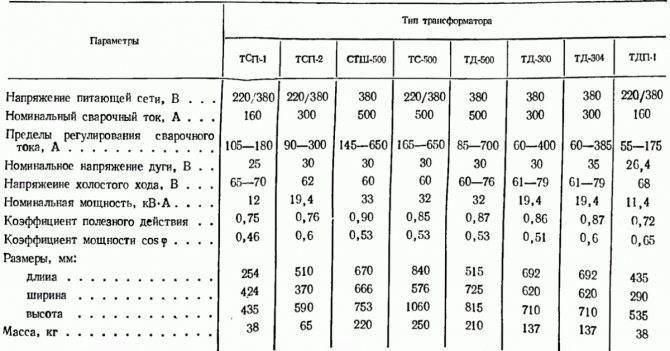
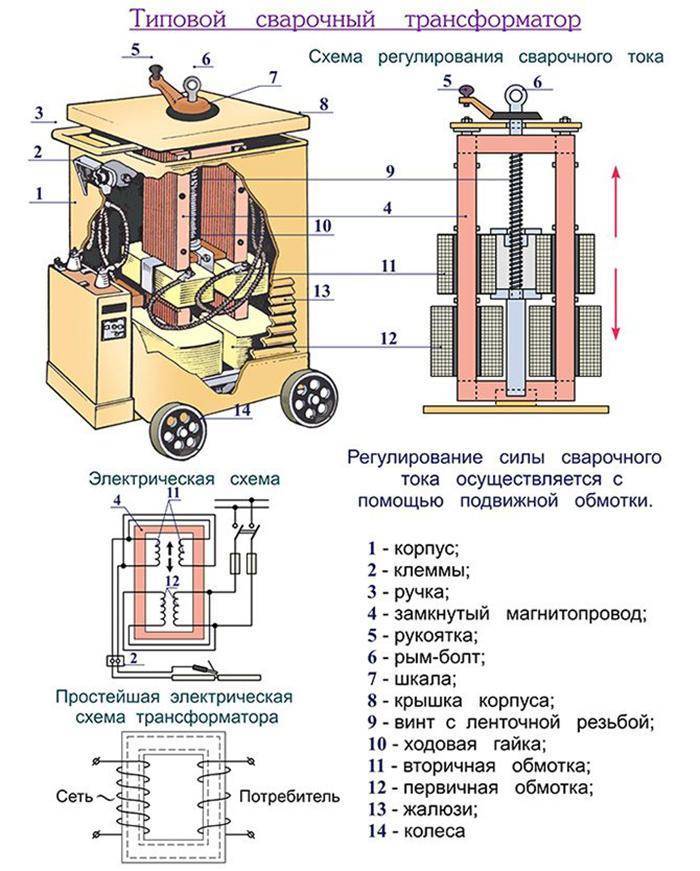
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
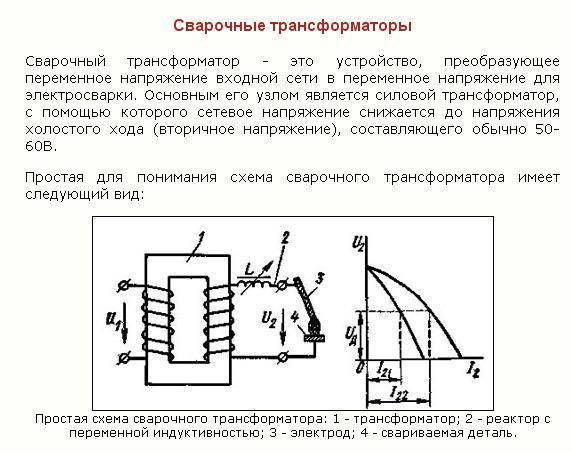
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Советуем изучить Дифференциальный автомат надежная защита электрических цепей и человека
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее


Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками. Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.

В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В. Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Советуем изучить Варианты изготовления блоков питания для шуруповерта 18 в
Основные технические характеристики
Выбирая трансформаторное оборудование любого российского производителя необходимо будет оценить технические характеристики. У большинства моделей характеристики схожи, но иногда имеют место быть различия, которые определяют эффективность, быстроту и безопасность работы.
Основной характеристикой любого сварочного оборудования являются показатели номинального тока сварки. Этот параметр обозначает, какой по своей толщине металл можно будет обработать определенным инструментарием. Чем больше значение, тем, понятно, что более эффективнее будет работа по большим слоям металла.





Для обычных сварочных работ, например, домашних и бытовых, подойдут трансформаторные аппараты с силой тока до 160 Ампер. В тоже время, если предвидятся средней длительности работы средней сложности, то лучше выбирать модель с силой тока около 200 Ампер. Для профессиональных работ, например, работ с прочными метал конструкциями, швеллерами, широкополосными уголкам выбирают варианты оборудования, которые обладают силой тока в 220 Ампер.
Выходное напряжение — вторая по своей важности характеристика, которая характеризует то, какое напряжение образуется на участке цепи электрод-изделие. Аппараты с минимальными значениями силы тока имеют параметр не более 50 Вольт, средние — около 70, а профессиональные — 80. Если сварочный механизм трансформаторного типа будет использоваться для сварки специфических сплавов, то напряжение должно составлять не менее 90 Вольт
Если сварочный механизм трансформаторного типа будет использоваться для сварки специфических сплавов, то напряжение должно составлять не менее 90 Вольт.
Выходное напряжение устанавливается в соответствии с используемой для определенного типа работ силой тока. Если подбор будет неправильный, то работа не будет эффективной. Например, если установлен 220 А ток, но напряжение минимальное, то образуется на изделии поры и шлак.
Продолжительностью включения называют величину, которая определяет в процентном соотношении сколько может работать аппарат без перерыва при максимальной нагрузке. Если указывается, что продолжительность включения равна 70 процентам, то это значит, что если сварочный аппарат трансформаторного типа включить на десяти минут, то семь минут работает без перерыва. Но обязательно следует отключить устройство по прошествии времени, как минимум на три минуты.
 Диаметр установленного электрода определяет то, каково будет значение тока сварки. Значение этого параметра указано в эксплуатационном листе.
Диаметр установленного электрода определяет то, каково будет значение тока сварки. Значение этого параметра указано в эксплуатационном листе.
Тип сварочного тока определяет, для каких именно целей можно будет использовать трансформаторный аппарат. В зависимости от этой характеристики определяют, к какому типу относится подаваемый ток — перемененный или постоянный. При помощи первого можно проводить работы по сварке черного металла. Постоянный же ток дает большие возможности, с помощью эффективны работы по любым видам металла, в том числе и цветным.
Присутствуют в продаже специальные электроды, позволяющие при помощи аппарата с переменным током проводить сварку и цветных металлов, но в таком случае алгоритм действий усложняется. Гораздо проще изначально выбрать трансформаторный сварочный аппарат с постоянным током, который подходит для выполнения большей части бытовых и профессиональных операций.

Тип сварки — важная характеристика, от которой зависит не только эффективность сварки, но и то, сколько прослужит сам механизм. Есть варианты сварки проволокой в среде инертного газа, а также неподвижными электродами в газовой среде. Эти характеристики могут различаться у различных видов трансформаторных аппаратов.
Тип аппарата — эта характеристика не часто указывается в эксплуатационном листе. Но стоит понимать, что присутствуют варианты с тиристорных фазорегуляторами и с регулируемой дросселью иди подвижными сердечниками. Как показывает практика, первый вариант превосходит два последних. Дело в том, что при использовании тиристорного фазорегулятора импульс существенно быстрей проходит через нулевое значение.
Фактор приводит к тому, что затуханий происходит меньше, меньшая амплитуда, а также к тому, что сварочная дуга горит более стабильно и дольше. В результате этого шов сварки получается качественным и долгослужащим. Такие аппараты не имеют установленных внутри подвижных деталей, поэтому они служат дольше. Подходят не только для выполнения работ на производстве, но и для использования в бытовых условиях — дома или на даче.

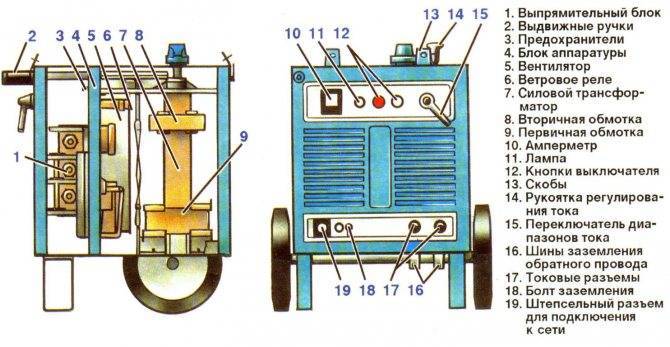
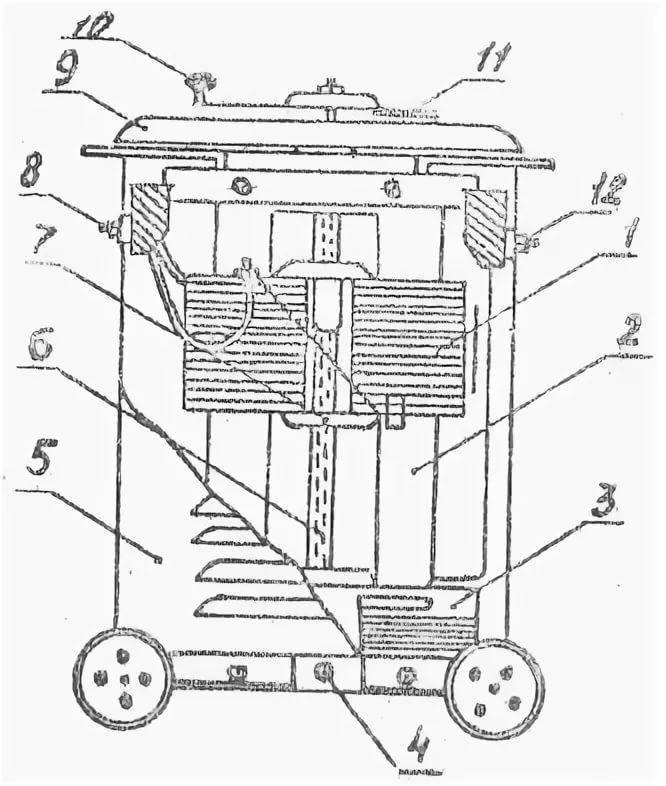
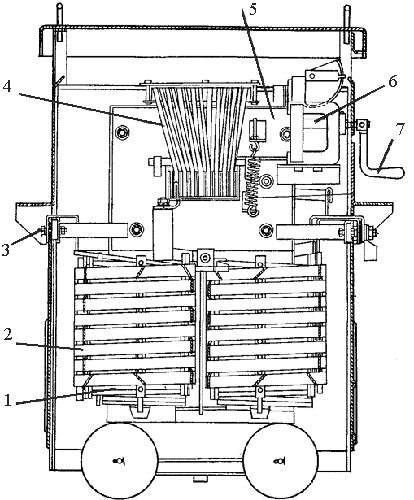
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
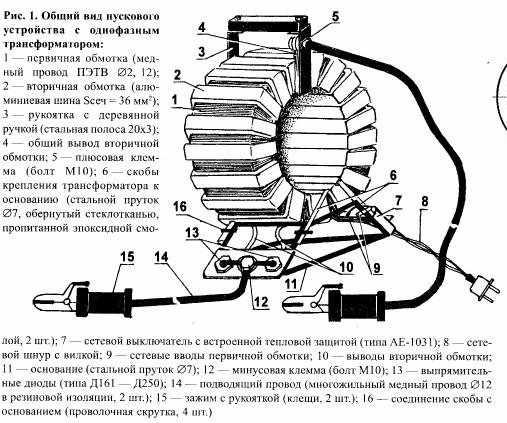
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.

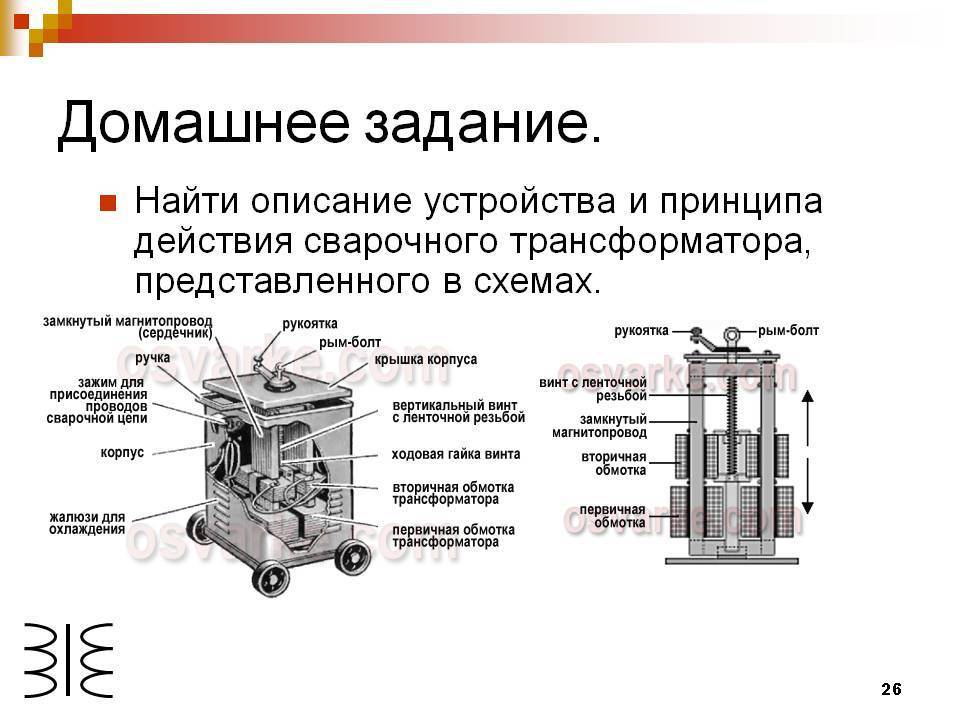


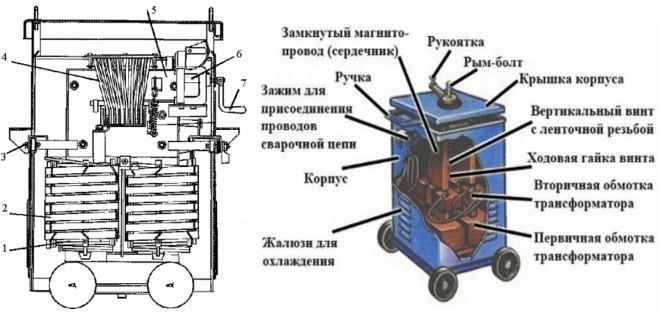
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
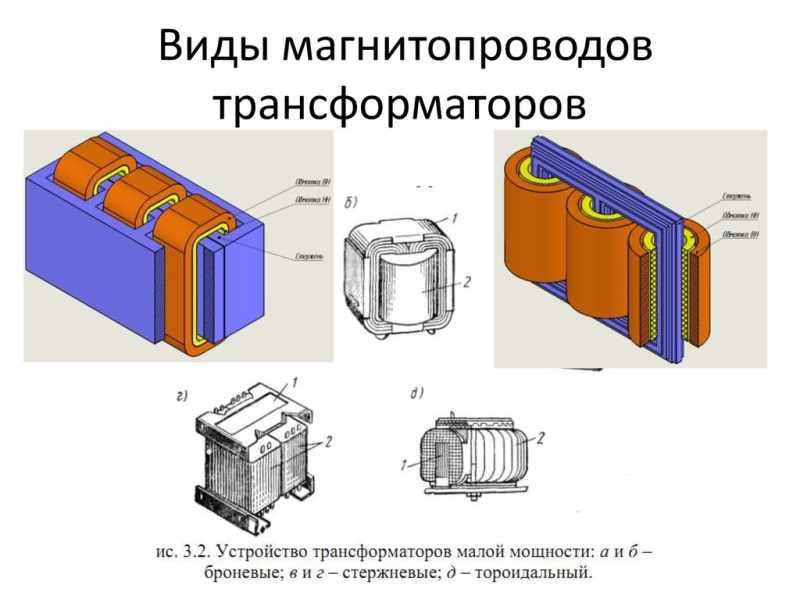
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
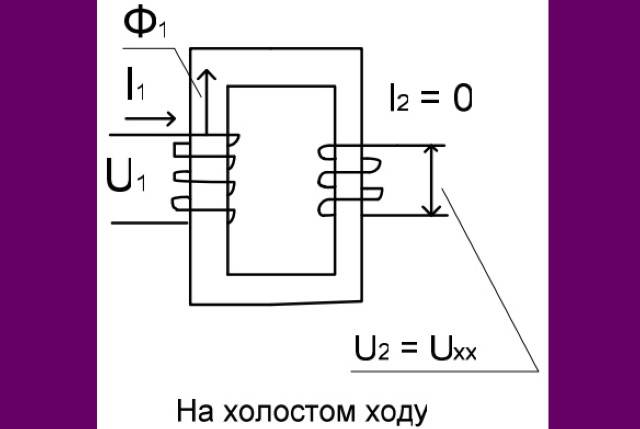
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
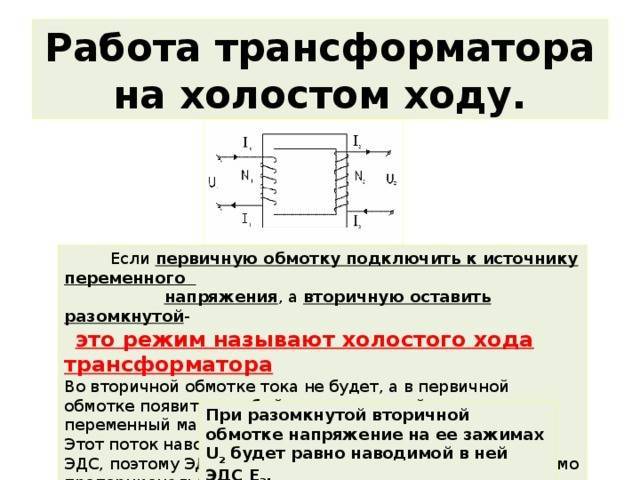
Как определить коэффициент трансформации
Что такое «холостой ход трансформатора»? По сути, это особый режим работы устройства, условием которого является разомкнутость вторичной обмотки, а первичная обмотка имеет номинальное напряжение. В таком состоянии, при проведении ряда расчетов, можно определить точные параметры целого ряда показателей, например, для трансформаторных устройств распространенного однофазного типа так рассчитываются:
- коэффициент трансформации;
- активное, полное, индуктивное сопротивление ветви намагничивания;
- коэффициент мощности, процентное значение тока и измерения холостого хода.
Алгоритм проведения измерений холостого хода выглядит так:
- Измеряется ток, который был приложен к первичной обмотке, посредством измерительных приборов, которые включены в общую цепь.
- Замыкается вторичная обмотка на вольтметре. Сопротивление должно быть такой величины, чтобы значение тока вторичной обмотки приближалось к минимальной отметке.
- Величина тока холостого хода в первичной обмотке минимальна относительно значения номинала, если сравнивать с прикладываемым напряжением, которое приводит в равновесие электродвижущая сила первичной обмотки. И оба этих показателя отличаются незначительно, а значит значение хода электродвижущей силы в первичной обмотке можно определить по данным вольтметра.
Наиболее точны
е искомые значения можно получить, используя обмотки различного напряжения – низкого и высокого. Точность таких измерений будет определяться разницей номиналов между ни
ми.
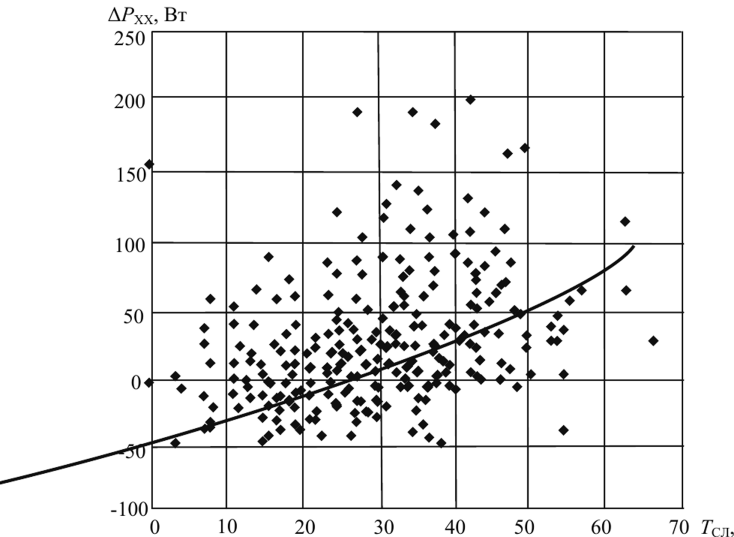
Схема потерь электроэнергии.
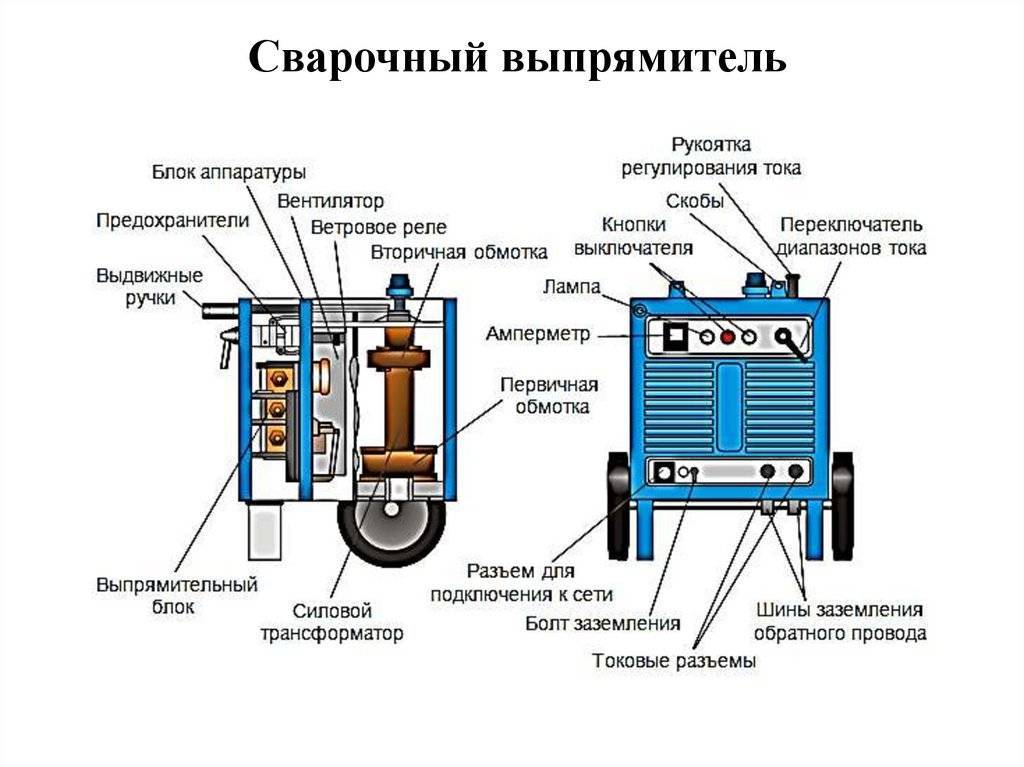
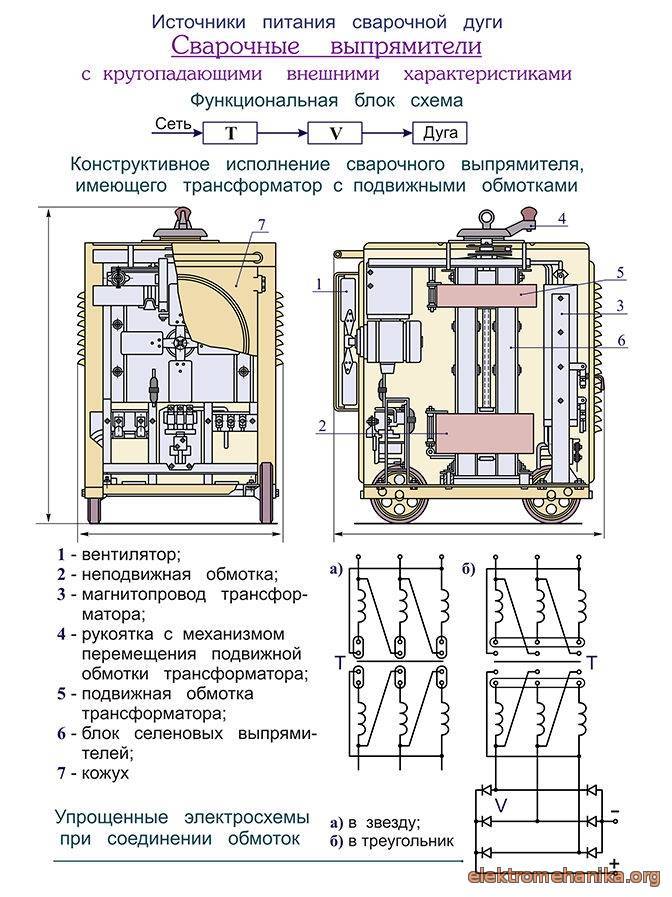
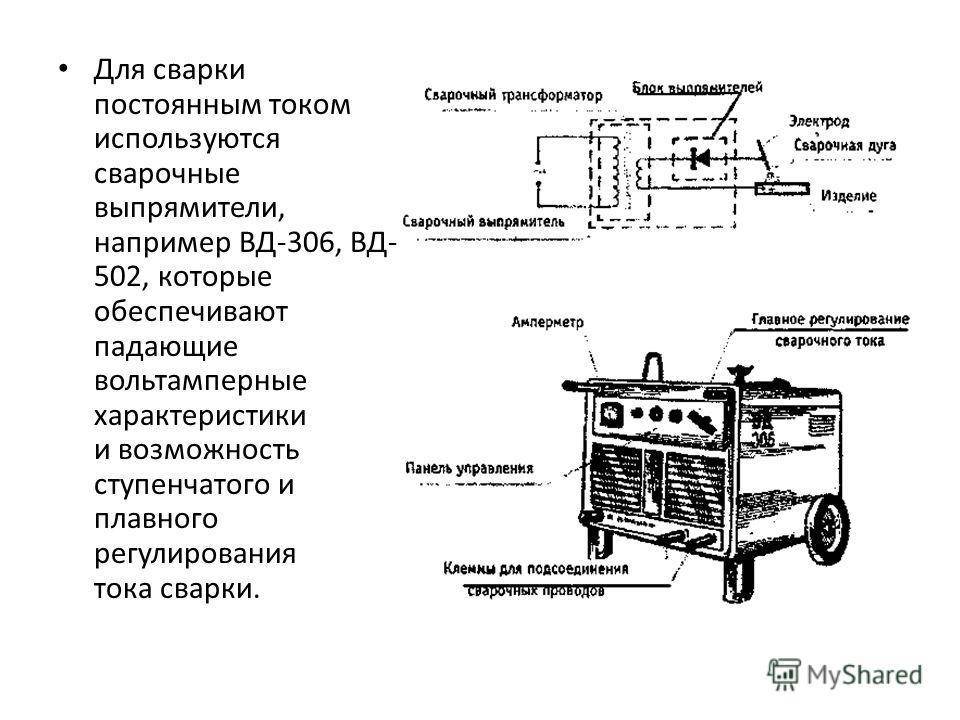
Устройство сварочного выпрямителя
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.
Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация. Это именно то, для чего конструируются выпрямители.



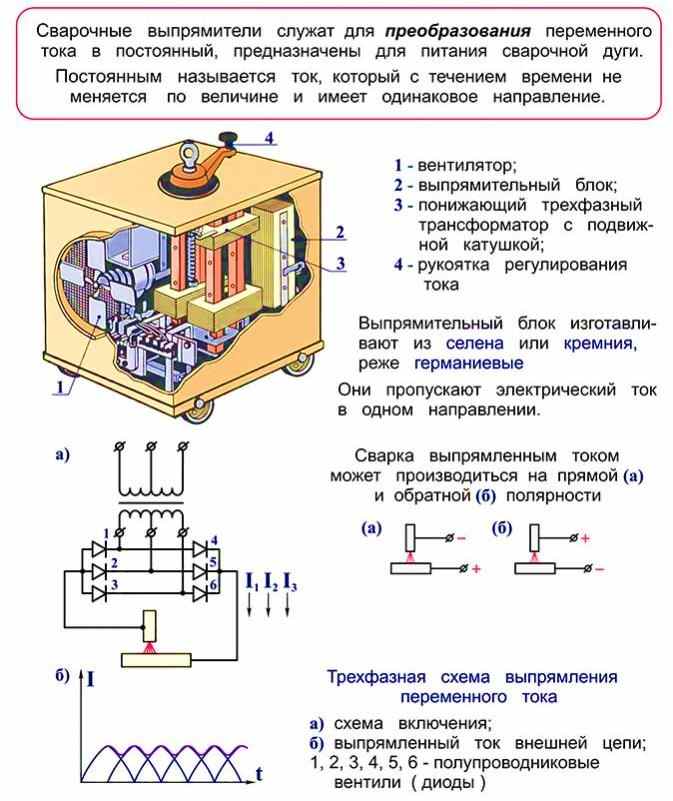
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Классификация сварочных трансформаторов
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.
Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.

Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
Характеристики и виды
Назначение прибора определяет его конструктивные особенности:
- Показателей мощности промышленного оборудования хватает для того, чтобы обеспечить сразу несколько рабочих мест. Как правило, это сложные многопостные устройства.
- Для бытовых нужд применяется однопостный инструмент.
По типу конструкции трансформаторы делятся на:
- Модели, имеющие номинальное рассеивание магнитного поля. Такое оборудование состоит из регулировочного дросселя и самого трансформатора.
- Приборы с повышенным магнитным рассеиванием отличаются сложной конструкцией, состоящей из стабилизатора, конденсатора, обмоток и иных частей.
- Тиристорные приборы — относительно новая разновидность сварочного оборудования, которое состоит из тиристорного регулятора фазы и силового трансформатора. Эти аппараты весят гораздо меньше, нежели другие разновидности.





