

1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
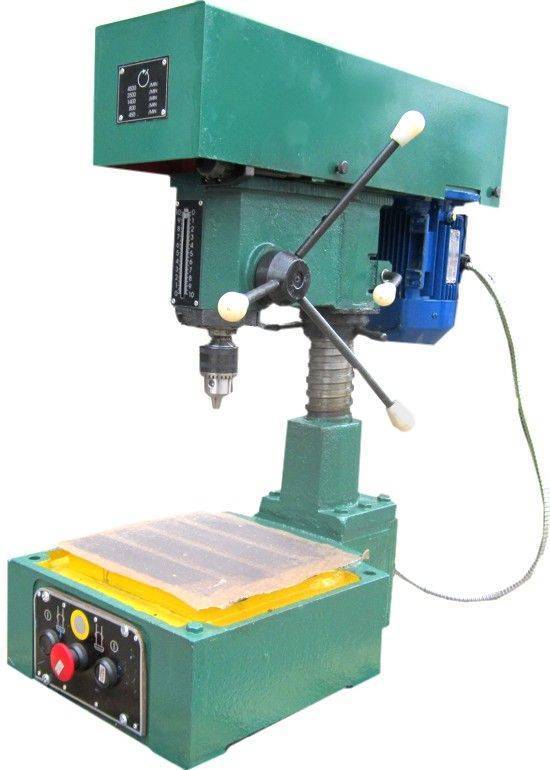
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.
Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением “Ф1” в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением “Ф2” – оборудование с прямоугольными и позиционными системами ЧПУ, с “Ф3” – числовой программный комплекс является контурным. А обозначение “Ф4” говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.
Related Posts via Categories
- Сверлильный станок – о незаменимом оборудовании во всех ракурсах
- Приспособление для сверления отверстий – сверлильный станок станет в разы функциональнее!
- Bosch PBD 40 – высокоточный настольный сверлильный станок
- 2М112 – простой в конструкции настольный сверлильный станок
- 2Р135Ф2 – популярный сверлильный станок с числовым программным управлением
- 2Н125 – универсальный станок вертикального типа
- Сверлильный станок своими руками – все достаточно просто!
- 2М55 – радиально-сверлильный колонный станок с массой конструктивных достоинств
- 2А135 – сверлильный станок для мелкосерийного производства
- 2Н118 как универсальный и максимально простой в работе сверлильный станок
Самодельный сверлильный станок из дрели с движком от бытовой техники — пошаговая схема изготовления
Домашняя дрель может использоваться в качестве основного элемента самостоятельно собранного станка для сверления, для монтажа которого понадобятся:
- станина или устойчивое и надежное основание;
- устройство, обеспечивающее подачу питания;
- закрепляющее основание для сверлильного элемента.

В результате сборки у мастера получится качественный и производительный сверлильно-присадочный станок, имеющий свои выгоды.

Преимущества конструкции
Собранные с использованием электрической дрели станки для сверления глубоких отверстий отличаются комплексом эксплуатационных преимуществ:
- оптимальная компактность и небольшой вес конструкции;
- возможность переноса и использования от аккумуляторов;
- получение качественных и точных по параметрам отверстий;
- быстрая сборка и демонтаж оборудования без потери времени;
- выполнение разных работ и обработка всех материалов.

Для ремонтных мероприятий и обслуживания дома станка будет достаточно, а вот для гаража и более масштабных процедур лучше выбрать другой тип устройства.

Асинхронный двигатель
Выбирая альтернативные варианты, из чего можно собрать станок для сверления можно отказаться от идеи применения нужной в хозяйстве электрической дрели.
Особенности изготовления
Процедура, как сделать станок для сверления своими руками не сложная, но необходимо учитывать советы мастеров:
для небольшого сверлильного станка лучше выбирать асинхронный двигатель из старой стиральной машины;
для установки достаточно мощного двигателя понадобится более прочное и максимально устойчивое основание;
двигатель в процессе проектирования и сборки установки важно разместить ближе к стойке, что снизит уровень вибрации;
соединение с помощью шестигранников должно быть максимально прочным и надежным для повышения износостойкости узла.

Этот станок сложнее собрать даже при наличии доступной схемы, но его основным преимуществом остается усиленная мощность, что подходит для обработки разных поверхностей.

Советские токарные станки по металлу и дереву
- Данный агрегат – одна популярнейших марок, которая нашла применение во множестве мастерских. Даже учебные заведения используют токарный станок ИТ-1М для развития навыков у своих учеников. Впервые эта модель появилась на Ивановском станкостроительном предприятии, где сотрудники
- Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в
- В продаже можно встретить достаточно большое количество станков, которые устанавливаются в домашних условиях для проведения самых различных работ. На протяжении длительного периода большой популярностью пользовался токарный станок Универсал 2. Конструктивные особенности определяют то, что подобное
- Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности,
- Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров
- Станок токарно-винторезный 1М63Н предназначен для всех видов обработки поверхностей вращения заготовок, включая выполнение конусов и нарезание резьб большинства принятых стандартов с одним или несколькими заходами. В отличие от предшественника марки 1М63, токарно-винторезный станок 1М63Н имеет
- Токарно-револьверный станок 1341 относят к оборудованию токарной группы. Использование токарно-револьверного станка с комплектом инструмента позволяет производить комплекс работ: проточку наружных и внутренних поверхностей, канавок; засверловку; обработку зенкером для получения точных размеров и уступов; при использовании разверток
- Ранее был широко распространено оборудование Рязанского завода 1М65 — токарно-винторезный станок. Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может
- Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов. Область применения Покупателями
- В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно
stankiexpert.ru
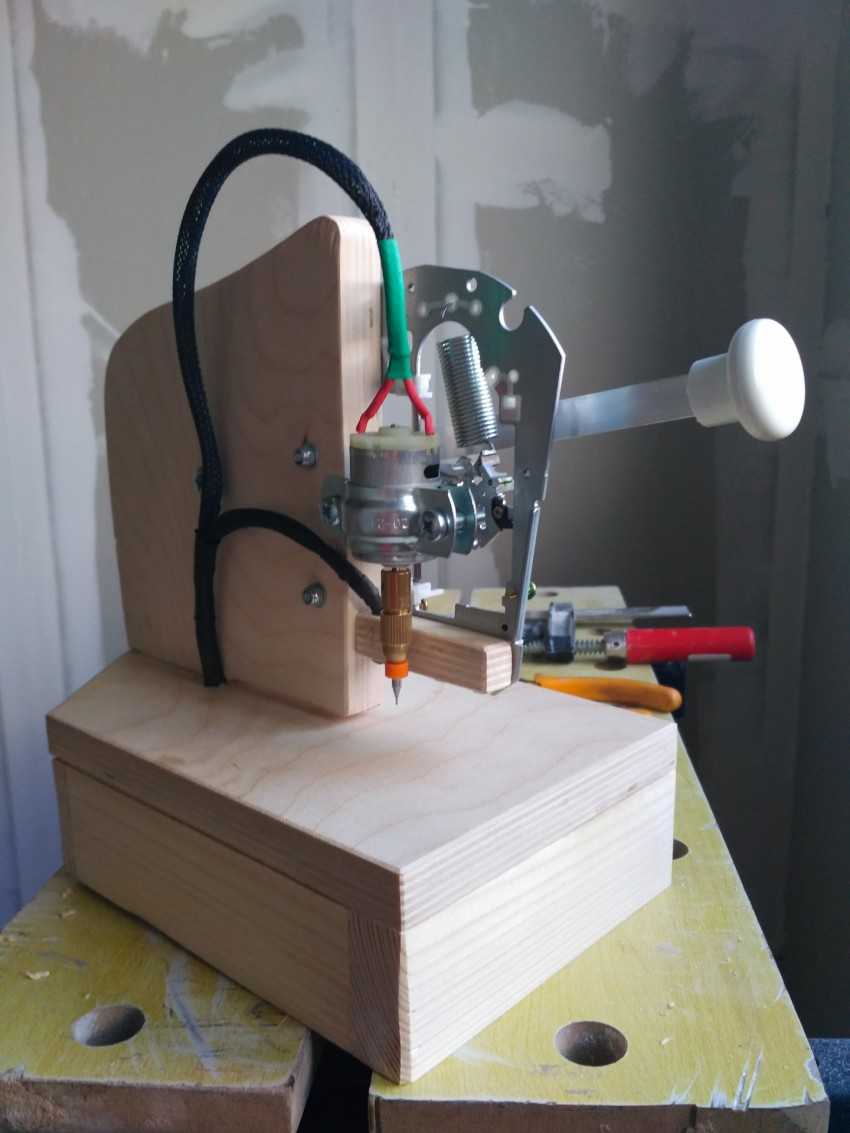
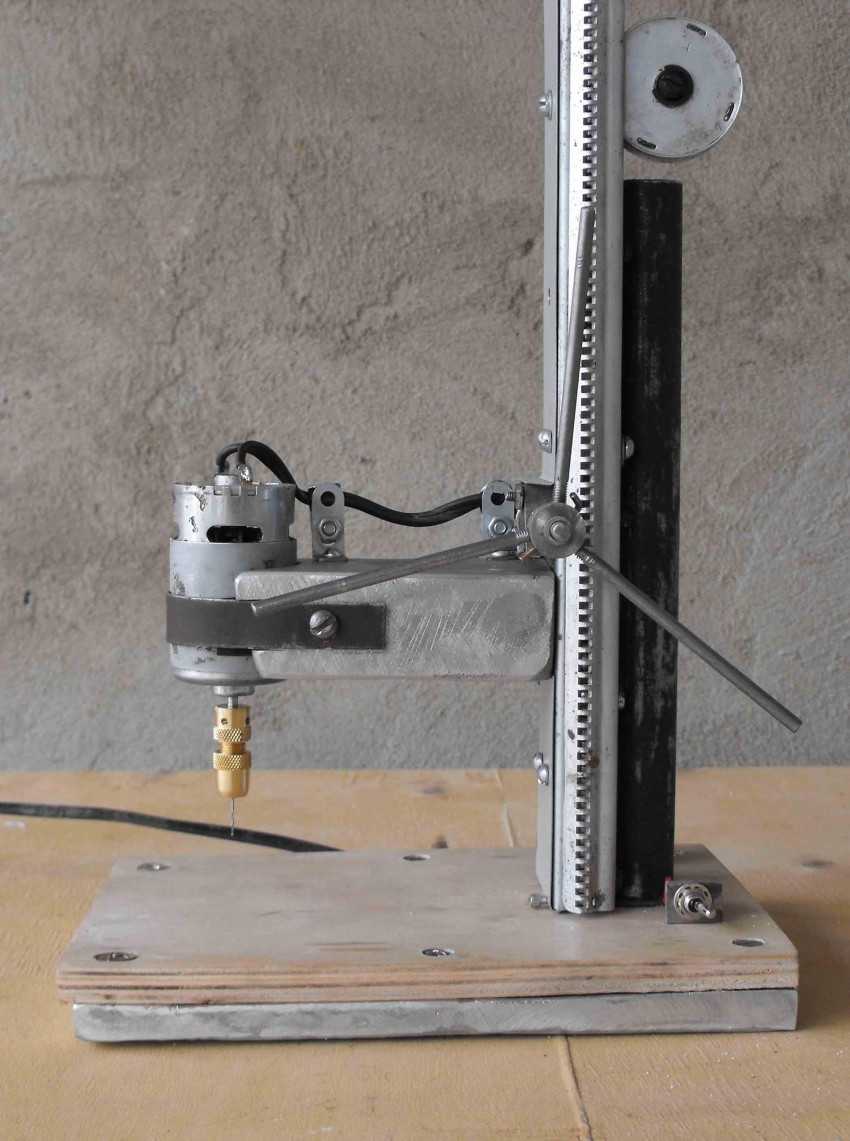
Как самостоятельно изготовить сверлильный станок для печатных плат
Печатная плата – это пластина, выполненная из диэлектрического материала, на поверхности которого нанесён слой металла, проводящего электрический ток. Толщина подобных изделий составляет 1,5–4,5 мм.
В связи с этим сверлильный станок, предназначенный для засверливания печатных плат, является мини-станком, то при его изготовлении необходимо учитывать следующие особенности:
- у такого станка отсутствует необходимость в наличии большой электрической мощности;
- нет потребности в значительном ходе головки станка с установленным в нём сверлом;
- станок должен иметь небольшие размеры, позволяющие его использовать на рабочем столе радиолюбителя или человека, занимающегося изготовлением электронных систем;
- отсутствие необходимости в значительной мощности позволяет выполнить подобную установку на более низком классе напряжения и без использования громоздких патронов, предназначенных для установки свёрл большого диаметра;
- на станках данного назначения для установки свёрл используются специальные переходники и цанги, что обусловлено их малыми диаметрами.
Работа с печатными платами − это «тонкое» и скрупулёзное занятие, требующее тщательности выполнения работ и точности изготавливаемых отверстий
Изготовить самодельный сверлильный станок для печатных плат можно по технологии, рассмотренной в случае использования электродрели или шуруповёрта, с той лишь разницей, что в качестве привода можно использовать электрические двигатели меньшего напряжения и размеров.
Алмазно-расточной станок
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х.1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим









Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д
4/5 Смотреть
4/5 Смотреть
Расточные станки
Расточные станки по металлу
Расточные станки предназначены для работы с крупными заготовками. Расточной станок широко используют как в серийном, так и в индивидуальном производстве.
На расточных станках можно не только проводить сверление и растачивание, но и более тонкие операции, в частности нарезку резьбы и зенкерование. Современные расточные станки дают возможность выполнять полную обработку различных заготовок без необходимости использования дополнительного оборудования. В отличие от других станков, расточные обладают горизонтальным или вертикальным шпинделем. В шпиндель помещают инструмент для обработки заготовок. В расточном станке используют борштанги с резцами, зенкера, сверла, фрезы.
Все расточные станки подразделяются на 3 большие группы: координатно-расточные, горизонтально-расточные и алмазно-расточные станки.
Расточные станки имеют следующие доступные к заказу модификации:
| 262Г | 2650Ф2 | 2А680Ф1 | ИР1400ПМФ4 |
| 278 | 2651Ф1 | 2А754В | ИР1400ПФ4 |
| 2410 | 2651Ф2 | 2А776В | ИР1600МФ4 |
| 2411 | 2653Ф1 | 2А777В | ИР1600Ф4 |
| 2421 | 2655ГФ1 | 2А78 | ИР200ПМ1Ф4 |
| 2431 | 2655ДФ1 | 2А78Н | ИР200ПМФ4 |
| 2450 | 2655Ф1 | 2Б460 | ИР2637КМФ4 |
| 2455 | 2655Ф2 | 2Б460А | ИР2637КФ4 |
| 2457 | 2705В | 2Б660Ф1 | ИР2637ПМФ4 |
| 2458 | 2705П | 2В423 | ИР2637ПФ4 |
| 2459 | 2706А | 2В440А | ИР320ПМФ4 |
| 2615 | 2706В | 2В460 | ИР500 |
| 2620 | 2706П | 2В620 | ИР500ПМФ4 |
| 2622 | 2706С | 2В622Ф11 | ИР600 |
| 2636 | 2711В | 2В622Ф11-1 | ИР800МФ4 |
| 2637 | 2711П | 2В622Ф13 | ИР800ПМ1Ф4 |
| 2656 | 2712В | 2В622Ф4 | ИР800ПМ8Ф4 |
| 2657 | 2712П | 2Г660ГФ2 | ИР800ПМФ4 |
| 2665 | 2713В | 2Г660Ф2 | ИС1250 |
| 2431С | 2713П | 2Д450 | ИС1250ПМФ4 |
| 2431СФ10 | 2714В | 2Д450АМФ2 | ИС1250ПФ40 |
| 243ВМФ2 | 2733П | 2Д450АФ10 | ИС1250С |
| 243ВФ2 | 2754В | 2Д450АФ2 | ИС2000 |
| 2440СФ4 | 2776В | 2Д450ПР | ИС2А636 |
| 2455АФ1 | 2777В | 2Е440А | ИС2А637 |
| 2455И | 2781В | 2Е450А | ИС320 |
| 245ВМФ2 | 2781П | 2Е450АМФ4 | ИС320ГЛОБУС |
| 24К40СФ4 | 2782В | 2Е450АФ1-1 | ИС500ПМФ4 |
| 24К60АФ4 | 2782П | 2Е450АФ30 | ИС630 |
| 24К70АФ4 | 278Л | 2Е450АФ4 | ИС800 |
| 24К70СФ4 | 278Н | 2Е460А | ИС800ГЛОБУС |
| 2614Ф1 | 2А430 | 2Е460АФ1 | ИС800ПМФ4 |
| 2620В | 2А450 | 2Е470А | КУ533 |
| 2620ВФ1 | 2А450АФ10 | 2Е470АФ1 | КУ533МФ4 |
| 2620Г | 2А459АМ1Ф4 | 2Е470Н | ЛГ7 |
| 2620ГФ1 | 2А459АФ4 | 2Е656 | ЛГ8 |
| 2620Д | 2А470 | 2Е78Л | ЛР355Ф1 |
| 2620Е | 2А620 | 2Е78П | ЛР372Ф1 |
| 2620Ф11 | 2А620-1 | 2Л450А | ЛР380Ф1 |
| 2622В | 2А620Ф1 | 2Л614 | ЛР395ПМФ4М |
| 2622ВФ1 | 2А620Ф11 | 2Л614Ф1 | ЛР434Ф4 |
| 2622Г | 2А620Ф1-1 | 2М614 | ЛР501ПМФ4 |
| 2622ГФ-1 | 2А620Ф1-2 | 2М614Г | ЛР521ПМФ4 |
| 2622Д | 2А620Ф2 | 2М614ГФ1 | ЛР543МФ4 |
| 2622К | 2А622 | 2М615 | ЛТ520 |
| 2622П | 2А622-1 | 2М615Г | МСГ1200МФ4-1 |
| 2623ПМФ4 | 2А622МФ2 | 2М615ГФ1 | МСГ1200Ф13-1 |
| 2623ПФ4 | 2А622МФ4-1 | 2Н636ГФ1 | МСГ1200Ф4-10 |
| 2627МФ4 | 2А622ПФ1 | 2Н636Ф2И-01 | МСГ6062МФ4 |
| 2627ПМФ4 | 2А622Ф1 | 2Н636Ф2И-11 | МСГП6101МФ4-10 |
| 2627ПФ4 | 2А622Ф2 | 2Н637ГФ1 | МСГП6101МФ4-6 |
| 2636Г | 2А622Ф4 | 2Н637Ф2И-01 | МСГП6101МФ4-8 |
| 2636ГФ1 | 2А636Ф1 | 2Н637Ф2И-11 | МСГП6101Ф13-10 |
| 2636ГФ2 | 2А636Ф2 | 2П637МФ4 | МСГП6101Ф13-6 |
| 2636Ф1 | 2А637Ф1 | 2Р637 | МСГП6101Ф13-8 |
| 2637Г | 2А637Ф2 | 2Р637-10 | РТ965 |
| 2637ГФ1 | 2А656РФ11 | ИР1250ПМФ4 | РТ965Ф3 |
| 2637ГФ2 | 2А656Ф11 | ИР1250ПФ40 | СРС-2И |
| 2637Ф1 | 2А660Ф1 | ИР1250Ф40 | |
| 2650Ф1 | 2А680 | ИР1400МФ4 |
Горизонтально-расточные станки отличаются от остальных моделей горизонтальным расположением шпинделя. В технологическом цикле необходимые движения сообщаются отдельным компонентам. Основным движением устройства считается вращательно-поступательное перемещение шпинделя вдоль собственной оси. Движение может сообщаться как непосредственно инструменту в шпинделе, так и заготовке, которая установлена на столе. В данных станках выделяют и вспомогательные движения. К ним относятся перемещения бабки в вертикальной плоскости и перемещение стола в двух координатах.
Координатно-расточные станки применяют для работы с различными отверстиями. Расточные станки дают возможность не только работать с отверстиями различных диаметров, но и учитывать взаимное расположение некоторых компонентов, относительно базовой плоскости. Этот тип станков очень широко применяют в серийной промышленности. Есть и возможность производить разметку. Для более точного учета перемещений, станки нового поколения снабжаются дополнительными измерительными приборами, в частности оптическими устройствами. Универсальные поворотные столы дают возможность работать с заготовками и в полярной системе координат. Выделяют станки с двумя и тремя стойками. Основным движением в станке считается перемещение шпинделя.
1 Dewalt Dwe1622k

Высокой производительностью обладает сверлильный станок премиум-класса Dewalt Dwe1622k. В нем все предусмотрено для комфортной и быстрой работы. Светодиодная подсветка позволяет выполнять операции сверления или фрезерования в условиях ограниченной видимости. В зону резания может автоматически подаваться смазочно-охлаждающая жидкость, обеспечивая высокую скорость обработки. При аварийном отключении питания станок самопроизвольно не включится после подачи электроэнергии. В патрон можно вставлять сменный инструмент с хвостовиком 19 мм. Максимально усилить сцепку с заготовкой позволяет мощный магнит.
Отечественные слесари и фрезеровщики лестно отзываются о производительности сверлилки Dewalt Dwe1622k. Комфорт в работе обеспечивает эффективная светодиодная подсветка и возможность быстрой смены инструмента. К недостаткам можно отнести высокую цену.
Что необходимо учитывать при выборе сверлильного станка
Для начала следует определиться с мощностью сверлильного станка. При частом использовании в коммерческих целях лучшим выбором будет покупка модели с электродвигателем более 600 Вт. Для гаража или для дома вполне хватит и маломощного оборудования
Чем выше мощность, тем более толстый материал можно сверлить.
Важной характеристикой станка считается величина отверстия. В бытовых целях диаметр отверстия ограничивается показателем 16 мм
В производственной цепочке приходится делать глубокие отверстия диаметром до 60 мм.
Высокую производительность обеспечивают модели с небольшим весом, наличием нескольких режимов вращения, с возможностью подсвечивания рабочей зоны.
Не стоит забывать и о безопасности. Прозрачный защитный экран предотвратит выброс стружки и опилок. Также важной функцией будет предотвращение самопроизвольного включения, если перед этим был временно обесточен станок.
Внимание! Представленная выше информация не является руководством к покупке. За любой консультацией следует обращаться к специалистам!
РАСТОЧНАЯ ОСНАСТКА
СХЕМА КОМПЛЕКТАЦИИ ОПРАВОК РАСТОЧНЫХ БЛОКАМИ РАСТОЧНЫМИ ОПРАВКИ РАСТОЧНЫЕ
БЛОКИ РАСТОЧНЫЕ ОДНОРЕЗЦОВЫЕ
БЛОКИ РАСТОЧНЫЕ ДВУХРЕЗЦОВЫЕ
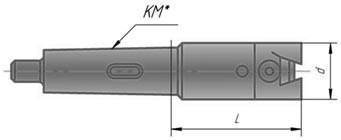
Оправки расточные с цилиндрическим хвостовиком
Обозначение 6300-4011.00 Диапазон расточки 40…63 мм.
Оправки расточные с коническим хвостовиком типа ВЕ по ГОСТ 25557-2006
Патроны расточные
Предназначены для чистовой расточки отверстий Ø 8…45 мм. Применяется на станках с ЧПУ, сверлильно-расточных и фрезерных групп, а такжена станках типа «ОЦ». Патрон расточной имеет точный механизм перемещения резца. Цена деления лимба – 0,01 мм на диаметр расточки.
Резцы расточные и оправка рекомендуемые к патронам расточным 6300-4018
Марка твердосплавной режущей пластинки оговаривается при заказе.
Головки расточные с микрометрической регулировкой режущей кромки
Предназначены для чистового растачивания отверстий диаметром от 45 до 125 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением.
-погрешность перемещения резца ±0,01мм на один оборот лимба -цена деления шкалы лимб-гайки 0,02мм на диаметр расточки -исполнения хвостовиков по ГОСТ 25827-93 (возможно изготовление с различными стандартами хвостовика DIN,MAS) -применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу).

Головка расточная для черновой и получистовой расточки отверстий
Предназначены для чернового растачивания отверстий диаметром от 55 до 140 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением на расточных станках .
-исполнения хвостовиков по ГОСТ 25827-93, ГОСТ 25557-2006 (возможно изготовление по отдельному заказу с различными стандартами хвостовика DIN,MAS,Конус Морзе) -применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу)
Головки расточные GWZA
НАЗНАЧЕНИЕ
Головки расточные GWZA применяются на координатно-расточных, горизонтально- расточных, фрезерных станках, станках с ЧПУ для высокоточной расточки внутренних поверхностей, обточки наружных поверхностей и торцов и т.п.









ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
•Диаметр расточки – 2 – 250 мм •Диаметр хвостовика резцов – 18 мм •Перемещение ползуна — ±15 мм •Градуировка шкалы подачи – 0,005 мм •Оборот ручной подачи – 3 мм •Оборот автоматической подачи – 0,02; 0,04; 0,06 мм •Габаритные размеры – 84х58х80 мм
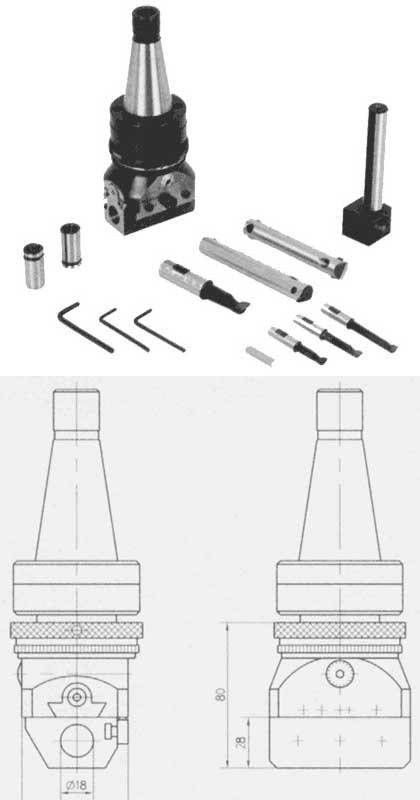
УСТРОЙСТВО ИЗДЕЛИЯ

1- штифт защиты от перегрузки 2 – стопорное кольцо 3 – приводное кольцо 4 – корпус с направляющими 5 – цилиндрический штифт 6 – винт с внутренним шестигранником 7 – Т-образный сухарь 8 – ползун 9 – зажимной винт 10 — стопорный винт 11 – червяк 12 – тормозное кольцо 13 — рукоятка
ПРАВИЛА ЭКСПЛУАТАЦИИ
·Перед установкой головки в станок необходимо ее расконсервировать. ·Крепление головки в шпинделе станка осуществляется с помощью зажимного винта, ввинчиваемого в резьбовое отверстие с тыльной стороны хвостовика. ·Выберите расточной резец, установите его в одно из отверстий в ползуне 8 (в соответствии с обрабатываемой заготовкой), отрегулируйте и зафиксируйте винтом 9. ·Смазку направляющих поверхностей производить один раз в смену с предварительной очисткой этих мест от стружки, пыли и грязи. ·Запрещается прикладывать к любым деталям ударную нагрузку. ·Головки должны эксплуатироваться в закрытом помещении, в котором отсутствуют пары кислот и другие примеси, могущие вызвать коррозию. ·Для долговременного хранения головку необходимо вычистить, покрыть коррозионно стойкой смазкой и упаковать в полиэтиленовый мешок.
ПАРАМЕТРЫ ТОЧНОСТИ
Перпендикулярность перемещения головки относительно оси хвостовика: GWZ-50, GWZ-50А – 0,01/20 мм GWZ-75, GWZ –75А – 0,01/30 мм GWZ-100, GWZ-100А – 0,012/50 мм ·Точность смещения головки (при смещении на 0,05 мм) – 0,008 мм
КОМПЛЕКТ ПОСТАВКИ
Головка расточная – 1 шт. Ключ – 3 шт. Техническая документация – 1 комплект
ГОЛОВКИ РАСТОЧНЫЕ GWZ
Zitrek DP-82
Продолжает ТОП сверлильный станок Zitrek DP-82.
Он обладает двигателем мощностью 400 Вт и используется для сверления отверстий в металлических изделиях, твердых полимерных материалах и древесине.
Станок укомплектован шпинделем с ходом 50 мм, в который вставляется патрон со сверлом диаметром до 13 мм. Он имеет 9 скоростей работы в диапазоне от 500 до 2620 оборотов в минуту, что позволяет выбрать оптимальный вариант для обработки конкретного материала.
Стол для заготовки у этого станка регулируемый. Его можно настроить по высоте и углу наклона. А специальные пазы в основании станка позволяют устанавливать зажимное оборудование, чтобы обрабатывать заготовки более крупных размеров.
Для безопасной работы патрон станка прикрыт прозрачным экраном. Он защищает от стружки и рабочего мусора, и при этом не закрывает обзор. Также имеется защитных кожух ременной передачи и кнопка аварийной остановки для экстренного выключения станка.
Те, кто уже приобрели Zitrek DP-82, отзываются о нем в основном положительно, отмечая небольшую стоимость, высокую точность сверления и компактные размеры.
В общем, отличный недорогой вариант для личного пользования дома или в гараже.
- Мощность: 400 Вт.
- 9 скоростей работы.
- D сверла: до 13 мм.
- Скорость: 500 – 2620 об/мин.
- Ход шпинделя: 50 мм.
- Регулировка высоты стола.
- Регулировка угла наклона.
- Аварийная остановка.
- Размеры: 400 х 450 х 260 мм.
- Вес: 17 кг.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.
Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.
При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).







Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.
Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
6 Токарно-фрезерно-сверлильные центры
В конце нашего обзора, посвященного сверлильным станкам, несколько слов скажем о комбинированных и многофункциональных токарно-фрезерно-сверлильных центрах, которые, по сути, являются многошпиндельными агрегатами, сочетающими в своей конструкции ключевые преимущества фрезерного, токарного и сверлильного оборудования. С их помощью производят обработку не только стальных и чугунных конструкций, но и изделий из сверхтвердых сплавов, латуни, сплавов на основе алюминия.
Популярные сверлильные фрезерно-токарные центры:
- АТ125: уникальный настольный агрегат компактных размеров;
- GMS-2600 от “GOODWAY”: управление в одно и то же время девятью осями при обработке двух заготовок;
- СХ-16: сравнительно недорогое оборудование с множеством функций от китайских производителей.





