

Описание конфирмата
Это нечто среднее между винтом и шурупом.
- У конфирмата конец стержня тупой, а не острый, как у шурупа.
- В головке евровинта, как правило, выполнено отверстие под шестигранник, что является редкостью для шурупов, но часто встречается у винтов.
- Резьба конфирмата с особым профилем и увеличенным шагом предназначена, как у шурупов, для нарезки внутренней резьбы в отверстии и надёжной фиксации в деревянной детали.
Тупой наконечник не позволяет непосредственно ввинчивать эту крепёжную деталь в дерево. Поэтому необходимо предварительно разметить и высверлить отверстия под крепежи. Но проблема в том, что для того чтобы сделать их обычными инструментами, потребуется три сверла на каждую дыру.
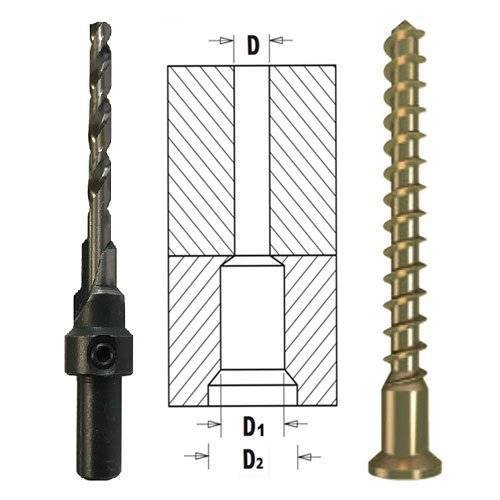
Особенностью евровинта является и то, что его стержень состоит из двух частей — резьбовой и гладкой. Соответственно, возникает необходимость сначала сверлить отверстие меньшего диаметра для резьбовой части, затем частично увеличивать отверстие сверлом большего диаметра для цилиндрической части, примыкающей к головке конфирмата. Третья операция — раззенковка под саму головку. Таким образом, отверстие под конфирмат состоит из трёх участков, требующих применения трёх разных свёрл.
Правила сверления
Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Порядок и правила сверления заключаются в следующем:
Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам.
Сделать точную разметку на деталях с учетом припусков.
Зафиксировать одну либо обе обрабатываемые детали в нужном положении.
Сверлить отверстие, контролируя положение инструмента.
Хорошим помощником в работе станет приспособление для сверления. Подобные универсальные изделия есть в продаже, но можно и сделать их самостоятельно. Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению.
Очень удобно использовать универсальные устройства для присадки мебельных деталей. Используют их для выполнения предварительных отверстий меньшего диаметра.
Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно в итоге получается выигрыш по времени, а главное по точности отверстий.
Особенности конструкции
Отверстие должно быть ступенчатым, так как конфирмат имеет части разного диаметра. Поэтому и специальные сверла под него должны повторять форму крепежа. Добиться этого удается с помощью соответствующей конструкции.
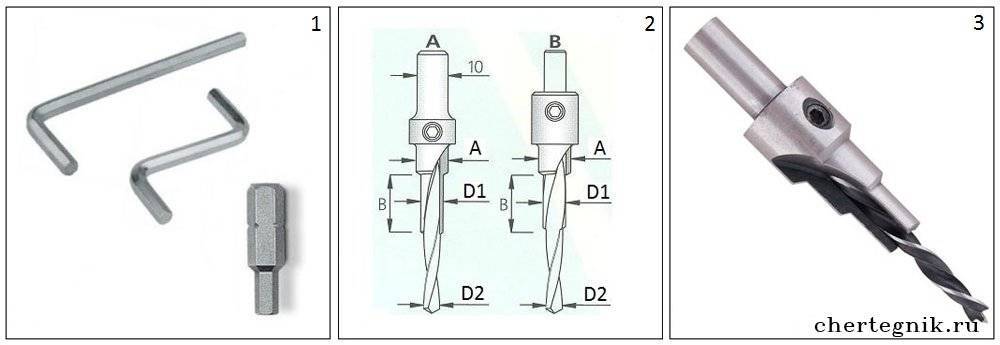
С патроном дрели соединяется крепежная часть. В ней имеется отверстие (глухое) под съемное сверло. Посадка последнего — скользящая, производится с незначительным зазором. Это предотвращает изгиб и поломку. Режущая часть — ступенчатая, позволяющая сделать отверстие с несколькими диаметрами за один раз. Конструкция может быть и неразборной.
Сверло для евровинта обладает следующими особенностями строения:
- Передняя часть выполнена под острым углом. Это необходимо для лучшего вхождения и обеспечивает центровку отверстия.
- Угол винтовой канавки — такой же, как у резьбы в конфирмате. Крепеж хорошо заходит и надежнее держит.
- Можно регулировать положение упорной части. Это помогает избежать пересверливания: не нужно дополнительно следить за глубиной дырки.
- Полировке поверхности перьев придается особое значение. Это уменьшает трение и способствует лучшему удалению стружки. Последняя убирается через отверстия в торце упора.
- Контактная площадь упора делается как можно меньше, чтобы не сминать боковые поверхности дырки. Стойкость сверла остается в допустимых пределах.
- Упор не только центрирует, но и осуществляет зенкование, необходимое для лучшего захода шляпки. То есть отверстие получается под ключ, можно сразу вставлять конфирмат.
Как подбирать сверло?
Решающее значение имеют два обстоятельства – размеры сверла и производитель. Начнём с последнего.
В продаже часто встречаются свёрла под конфирматы китайского производства. При внешне привлекательной цене такой инструмент не отличается стабильной стойкостью. Причины – в несоответствии марки стали условиям, при которых она будет работать, и нарушение режима термической обработки материала.
Китайское сверло под конфирмат может быть изготовлено из ЛЮБОЙ инструментальной стали (хорошо ещё, если из 9ХС, но встречается оснастка, произведённая из стали типа У7 или У8). Такое сверло при работе достаточно быстро отпускается, в результате его твёрдость (первоначально вроде бы и соответствующая указанным выше значениям) снижается, а инструмент затупляется. Работающий инстинктивно увеличивает силу нажатия на инструмент, но результатом может стать выкрашивание, а то и разрушение материала в зоне отверстия. Несоответствующий требованиям режим термообработки приводит к вероятному изгибу сверла при работе, причём проявится это не сразу, а при попытке последовательно получить несколько отверстий для конфирмата. Поэтому надёжнее приобретать свёрла под конфирмат отечественного производства (котируются изделия Тульского инструментального завода, а также продукция от ООО «БСИ-инструмент»), либо изготовленные в Америке (торговая марка DeWalt) или Швейцарии (бренд «Archimedes»)

Цены на рассматриваемые товары следующие: для отечественных свёрл под конфирмат, в зависимости от диаметра и длины – от 150 до 220 руб., для импортных – от 520 руб.






Выбирая сверло под конфирмат, стоит обращать внимание и на его технологические характеристики:
- Глубина посадочной части сверла должна соответствовать размеру гладкой части стержня конфирмата.
- Угол зенковочной части упора должен быть равен 45°, с небольшим радиусным переходом к резьбовой части сверла.
- Перьевая часть должна обладать минимальной шероховатостью.
- Сверло под конфирмат может иметь разборное и неразборное исполнение (в последнем случае сверло запрессовывается в упор). На качество отверстия это не повлияет, но неразборный вариант менее универсален. В свою очередь, крепление разборного сверла периодически следует подтягивать стопорным винтом.
- Для работ с конфирматными свёрлами необходим только высокооборотистый инструмент.
Конструктивные особенности свёрл под конфирматы
Долговечное сверло под конфирмат должно обладать следующими эксплуатационными характеристиками:
- Твёрдостью в пределах 61…64
- Удовлетворительной ударной вязкостью (kc = 150…165).
- Стойкостью против изгиба.
- Термостойкостью до температур 120…150°С.
При таких параметрах инструмент может долговременно реализовать свои основные функции – быстрое формообразование внутреннего диаметра с высоким качеством, а также предотвратить сколы и иные дефекты, которые могут возникать при получении отверстий и полостей в малопластичных материалах.
Поскольку отверстия, получаемые для данной разновидности крепежа, обязательно должны иметь ступенчатый перепад диаметров по высоте, то сверло под конфирмат всегда является составным. Крепёжная часть сверла служит для присоединения оснастки к патрону дрели или станка при помощи стопорного винта. В этой части имеется глухое посадочное отверстие под установку собственно сверла, при этом посадка сверла – скользящая, с минимальными зазорами, что исключает поперечный изгиб и поломку сверла под конфирмат при его работе. Режущая часть выполняется ступенчатой. Это позволяет производить обработку нескольких диаметров за один цикл сверления.
Сверло под конфирмат имеет следующие характерные особенности своего строения:
- Острый угол заходной части, благодаря чему облегчается первоначальное вхождение инструмента в материал, и обеспечивается центровка будущего отверстия.
- Уклон в винтовой канавке, полностью совпадающий по углу с соответствующим наклоном резьбы в конфирмате.
- Полированную с повышенным качеством поверхность перьев, что снижает трение, и улучшает удаление стружки из полости обрабатываемого отверстия. Удаление стружки при этом производится через отверстия, которые расположены на торцевой части упора.
- Размер установки упорной части может быть предварительно отрегулирован так, чтобы исключить возможное пересверливание. Поэтому при работе с таким сверлом не требуется постоянного контроля за глубиной получаемого отверстия.
- Площадь контактной части упора всегда выполняется минимально допустимой — для того, чтобы сохранить стойкость сверла, и одновременно не допустить смятия боковой поверхности отверстия.
- Помимо центровки режущей части, упор производит зенкование торцевой части поверхности отверстия под головку конфирмата. Поэтому за один проход получается полностью подготовленное отверстие под ввинчивание крепежа.
Таким образом, сверло под конфирмат заменяет собой два обычных сверла – под само отверстие, и под коническую часть для головки крепежа.

Виды конфирматов и отверстий под них
Внешне евровинт напоминает шуруп, от которого он принципиально отличается диаметром и формой нарезанного зуба. Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в несколько раз. В результате надежность соединения существенно увеличивается.
Один конфирмат заменяет 3-4 шурупа аналогичной длины. Для мебели из ЛДСП показатели еще более впечатляющие. Середина листа является самой рыхлой частью материала. Тонкий шуруп не способен надежно зафиксироваться. Евровинт за счет большего диаметра захватывает более твердые слои ЛДСП и не случайно, что производители однозначно отдают предпочтение именно ему.

Производители предлагают линейку изделий с разными размерами для различных типов соединений. Не все модели можно найти в магазине. Некоторые используются только для специальных целей. Их можно заказать или приобрести в специализированных торговых точках.
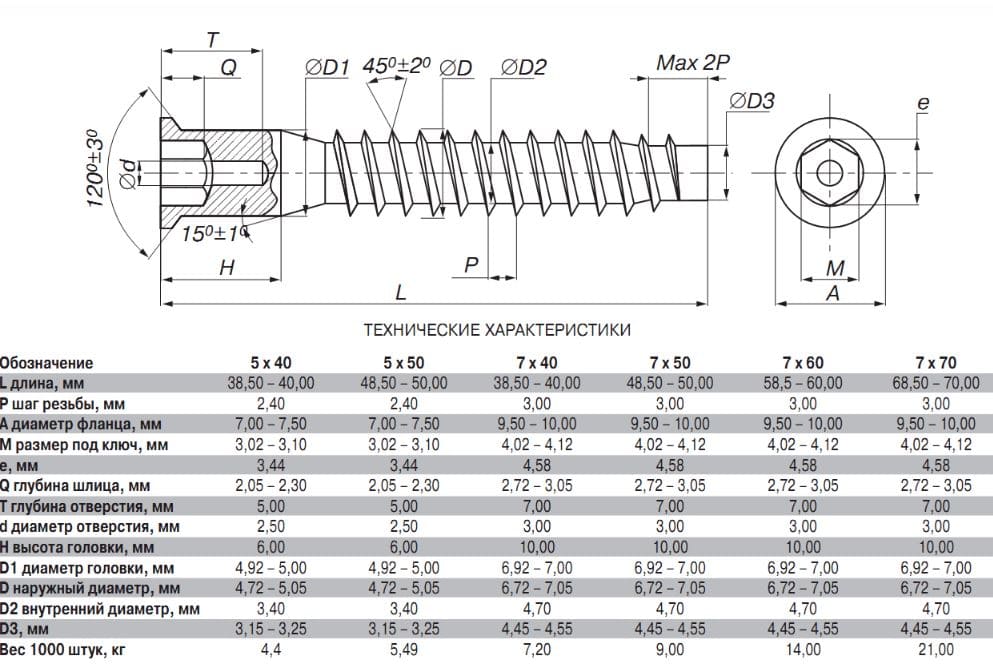
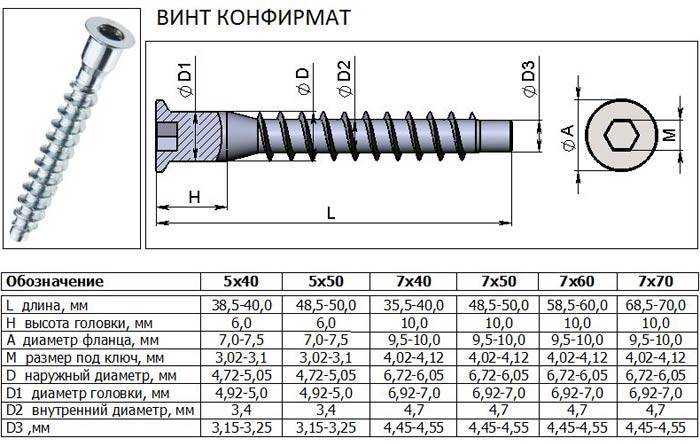
Способ закручивания конфирмата зависит от формы головки. Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра (5 мм) применяется ключ 3 мм, а для больших изделий (7 мм) 4 мм.
В соответствии с таблицей определяются размеры сверла. В зависимости от материла отверстие под резьбу делается либо 3, 5 мм либо 4, 5-5 мм. Для головки конфирмата необходим диаметр 5 мм и 7 мм соответственно, в зависимости от марки.
Как выполняется крепеж с помощью евровинтов
Для использования конфирматов требуются определенные навыки работы с такими крепежными элементами, а также знание особенностей материала, из которого выполнены соединяемые изделия. Сверление под конфирмат выполняется инструментом, диаметр которого составляет 4,5–5 мм. При этом лучше всего использовать сверла, на которых закреплена ступенчатая фреза, позволяющая сразу снять фаску под расположение головки винта. Применяя такой инструмент, можно получить готовое отверстие за один проход. Фреза в этом случае формирует идеальную поверхность под шляпку винта, чего нельзя сказать о сверле, которое при извлечении может оставлять на краях отверстия сколы (их, однако, будет прикрывать впоследствии шляпка конфирмата).

Последовательность установки евровинта
Еврошурупы, если сравнивать их с крепежными элементами других типов, обеспечивают более надежную фиксацию соединяемых деталей. Объясняется это более широким расположением резьбовых элементов, которые надежно врезаются в материал. Устанавливают конфирматы вручную, а также с помощью электродрели с соответствующими насадками или шуруповерта. Тем, кто не имеет опыта работы с такими крепежными элементами, лучше устанавливать их вручную, чтобы в случае чрезмерного сопротивления винта иметь возможность в любой момент извлечь его из соединяемых мебельных элементов.








Конструктивные особенности свёрл под конфирматы
Евровинты ставят как на изделия из твердых пород древесины, так и на мебель из ЛДСП и ЛМДФ. В этих случаях нагрузка на инструмент высокая. При выборе некачественных изделий происходит заметный износ режущей кромки. Нужно убедиться при покупке, что сверло под конфирмат имеет твердость 61−64 по Роквеллу. На упаковке уважающий себя производитель это значение указывает.
Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия. Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть также как и Р9М5 и Р18 это быстрорежущая сталь.
Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под конфирмат и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки. Конструкция повышает производительность работы в несколько раз.
Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать. Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным.
Использование трех разных по диаметру сверл
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал. Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Преимущества
Для евровинта необходимо отверстие. Сложность заключается в том, что по своей конструкции он неоднороден: наружный диаметр резьбы и размер головки отличаются. Есть еще шляпка. Все это нужно учитывать для надежного крепления. Можно сделать следующее:
- Просверлить отверстие, соответствующее длине конфирмата. Его диаметр делается чуть меньше, чем у наружной резьбы.
- Головка еврошурупа — чуть шире. Она должна плотно входить в отверстие, но не слишком, иначе могут появиться трещины. Верхнюю часть уже проделанного отверстия придется расширять сверлом с необходимым диаметром.
- Чтобы шляпка хорошо вошла, необходимо освободить место и под нее. Для получения нужного гнезда дополнительно производится обработка с помощью зенковки. Хотя некоторые мастера этот шаг опускают: достаточно немного сильнее закрутить конфирмат.
То есть для того, чтобы вставить один евровинт, нужно иметь два подходящих сверла и, желательно, зенковку. Потребуется проделать несколько операций, каждая из которых может окончиться неудачей, особенно для новичка:
- положение отверстия и его угол может быть взят неверно, что отразится на надежности соединения;
- при зенковке возможны сколы.
Значительно упростить процесс, сэкономить время и нервы способно специальное конфирматное сверло. Обычно оно заменяет собой все описанные выше инструменты и позволяет сделать отверстие быстро, одним движением. Хорошие образцы не портят края отверстия или делают это незначительно. Небольшой брак обычно можно закрыть шляпкой или заглушкой. Изделия подходят:
- для твердой и мягкой древесины;
- для ДСП с покрытием и без него;
- для пластика.
Производители устройств
Правильное название крепежной детали — одноэлементная стяжка. Пользуются этим термином для заполнения данных при заказе, для составлении отчетной документации на профильных предприятиях. В обиходе более привычно слышать другие названия, например, «евровинт», «еврошуруп».
Слово конфирмат появилось благодаря торговому названию компании Hafele из Германии Confirmat. Появилась эта категория крепежных элементов еще в 70-е годы прошлого века, но настоящую популярность они обрели в 90-х годах. С тех пор изделия выпускаются многими отечественными и зарубежными производителями, в том числе и успешно работающей до наших дней компанией Hafele.
Спрос на изделия в большом объеме покрывают российские предприятия. Это ЗАО Ижевский завод мебельной фурнитуры ФМС, АО «Металлист» и многие другие. Широко представлены на рынке изделия китайских производителей, качество которых не всегда на должном уровне. Но одному из старейших предприятий поднебесной Haining Yicheng Hardware Co., Ltd. доверять можно.

Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.










Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
Как подбирать сверло?
Прежде чем приступить к работе по сборке мебели нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте. Если есть готовое приспособление нужной марки, то проблем не будет.
Однако часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие. Настоятельно не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм.
В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Если же в работе детали мебели из ЛДСП или ЛМДФ, то они в лучшем случае вспучатся, а в худшем треснут.

Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы. Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм. Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано под диаметр 7 мм.
Оно универсально, поскольку размер головки не играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Небольшой люфт иногда даже удобен. При небольших ошибках соединение можно ослабить, скорректировать положение детали и снова затянуть винт. Даже отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.

Сверло под мебельный евровинт
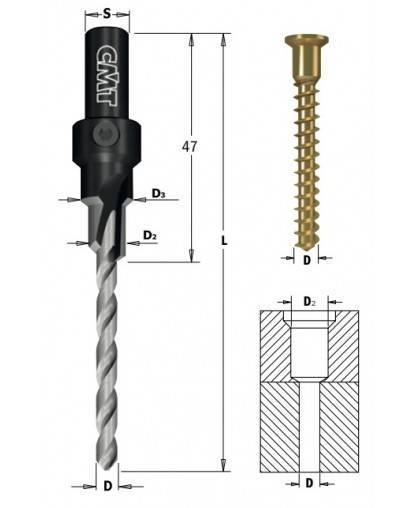
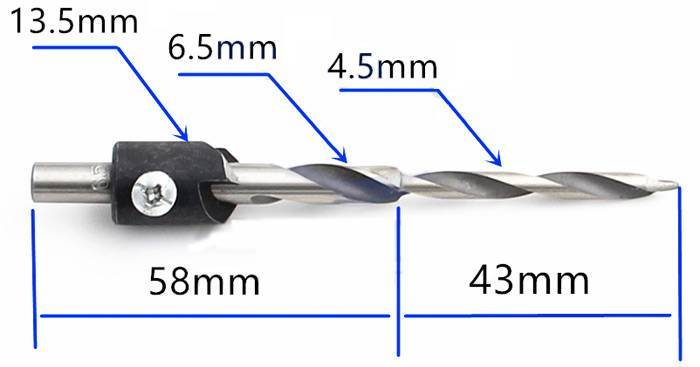
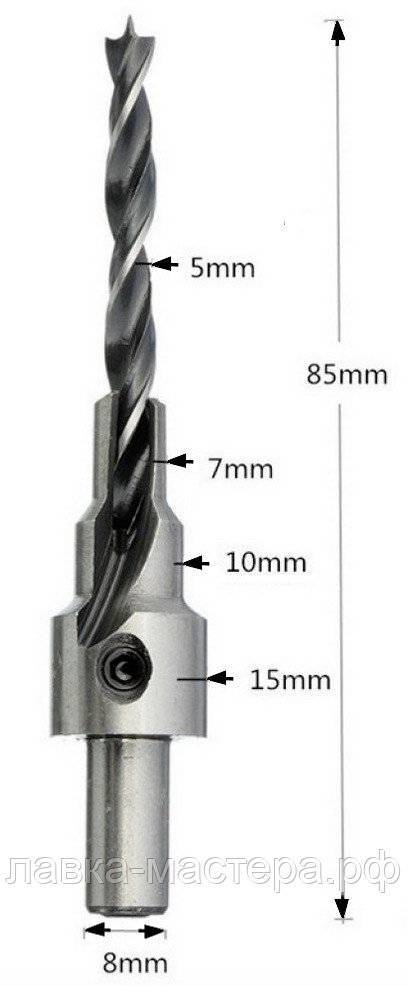
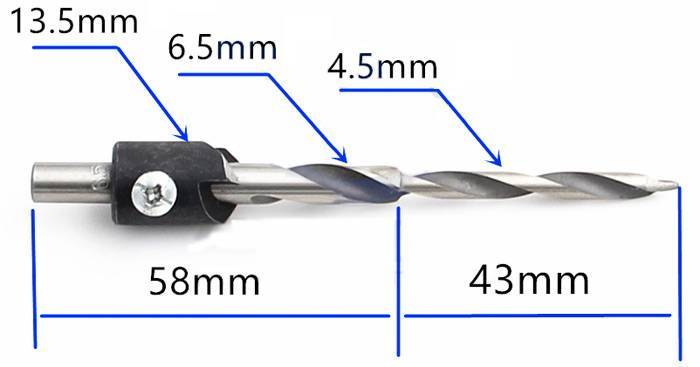
Для того чтобы сократить количество операций и ускорить сборку, разработано специальное сверло для конфирмата. Инструмент состоит из трёх частей. Первая предназначена для проходки части отверстия под резьбу. Вторая — для гладкой части евровинта. Третья — для зенковки конусовидного углубления под головку.
Диаметр сверла под конфирмат определяется по наиболее популярным размерам евровинтов.
Основные маркировки
Распространены свёрла следующих маркировок:
HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
Рассмотрим для примера наиболее часто используемый евровинт 7×50. Диаметр отверстия под резьбу для него равен 4,7 мм, для цилиндрической части — 6,7 мм. Соответствующие диаметры сверла — 4,5 и 6,5 мм либо 5 и 7 мм. Для точности центровки отверстия наконечник инструмента выполнен в виде пера. Сверло бывает как неразборным, так и составным, что позволяет производить точную подстройку размеров.
Производители устройств
Инструменты такого типа выпускаются как отечественными предприятиями, так и рядом зарубежных компаний. Какой производитель лучше? Наиболее дешёвыми являются свёрла, сделанные в КНР. Но китайские изготовители зачастую не соблюдают технологическую культуру. В частности, используют не быстрорежущие, а другие марки инструментальных сталей.
Необходимо учитывать, что подготовка отверстий для евровинтов выполняется высокооборотным инструментом и в больших объёмах. Это приводит к довольно сильному нагреву инструмента. Не предназначенная для этого сталь отпускается, её твёрдость снижается. В результате приходится прикладывать большие усилия при сверлении, что может привести к браку при подготовке отверстий.
Гораздо качественней инструменты производства американской компании DeWalt или швейцарской Archimedes. Однако стоимость их в 2−3 раза больше, чем отечественных, при вполне сопоставимом качестве. Поэтому в большинстве случаев вполне достаточно приобрести отечественное изделие, например, выпущенное Тульским инструментальным заводом.
Как подбирать сверло?
Решающее значение имеют два обстоятельства – размеры сверла и производитель. Начнём с последнего.
В продаже часто встречаются свёрла под конфирматы китайского производства. При внешне привлекательной цене такой инструмент не отличается стабильной стойкостью. Причины – в несоответствии марки стали условиям, при которых она будет работать, и нарушение режима термической обработки материала.







Китайское сверло под конфирмат может быть изготовлено из ЛЮБОЙ инструментальной стали (хорошо ещё, если из 9ХС, но встречается оснастка, произведённая из стали типа У7 или У8). Такое сверло при работе достаточно быстро отпускается, в результате его твёрдость (первоначально вроде бы и соответствующая указанным выше значениям) снижается, а инструмент затупляется. Работающий инстинктивно увеличивает силу нажатия на инструмент, но результатом может стать выкрашивание, а то и разрушение материала в зоне отверстия. Несоответствующий требованиям режим термообработки приводит к вероятному изгибу сверла при работе, причём проявится это не сразу, а при попытке последовательно получить несколько отверстий для конфирмата. Поэтому надёжнее приобретать свёрла под конфирмат отечественного производства (котируются изделия Тульского инструментального завода, а также продукция от ООО «БСИ-инструмент»), либо изготовленные в Америке (торговая марка DeWalt) или Швейцарии (бренд «Archimedes»)
Цены на рассматриваемые товары следующие: для отечественных свёрл под конфирмат, в зависимости от диаметра и длины – от 150 до 220 руб., для импортных – от 520 руб.
Выбирая сверло под конфирмат, стоит обращать внимание и на его технологические характеристики:
- Глубина посадочной части сверла должна соответствовать размеру гладкой части стержня конфирмата.
- Угол зенковочной части упора должен быть равен 45°, с небольшим радиусным переходом к резьбовой части сверла.
- Перьевая часть должна обладать минимальной шероховатостью.
- Сверло под конфирмат может иметь разборное и неразборное исполнение (в последнем случае сверло запрессовывается в упор). На качество отверстия это не повлияет, но неразборный вариант менее универсален. В свою очередь, крепление разборного сверла периодически следует подтягивать стопорным винтом.
- Для работ с конфирматными свёрлами необходим только высокооборотистый инструмент.
Керосинорез. Разделка толстолистового металла
Паллетоупаковщик. Автоматизированная упаковка груза
Как просверлить отверстие под размещение конфирмата
Конфирмат вворачивается в предварительно подготовленное отверстие, поэтому вопрос о том, как сверлить такое отверстие, достаточно актуален. Для этого потребуются следующие инструменты и материалы:
- шуруповерт или электрическая дрель;
- бита соответствующего размера;
- сверло для конфирмата;
- измерительный инструмент, в качестве которого может быть использована линейка (или строительная рулетка);
- карандаш;
- шило.
Для облегчения разметки и выдерживания строго перпендикулярного положения сверла используют шаблон для сверления отверстий под конфирмат
Размеры отверстия под еврошуруп
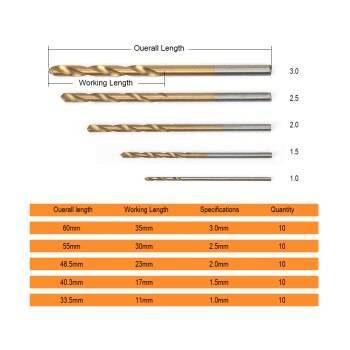
Для сборки мебели обычно используются еврошурупы, размеры которых составляют 6,4х50 мм. Для выполнения отверстий под такой конфирмат, наружный диаметр резьбы которого составляет 6,4 мм, а размер поперечного сечения тела винта – 4,4 мм, используется сверло с диаметром 4,5–5 мм. Сверление отверстий под конфирмат данного типа следует выполнять на глубину не менее 50 мм. Если диаметр отверстия будет больше указанного значения, то евровинт просто не будет держаться, если меньше – может разорвать мебельный элемент, в который вкручивается.
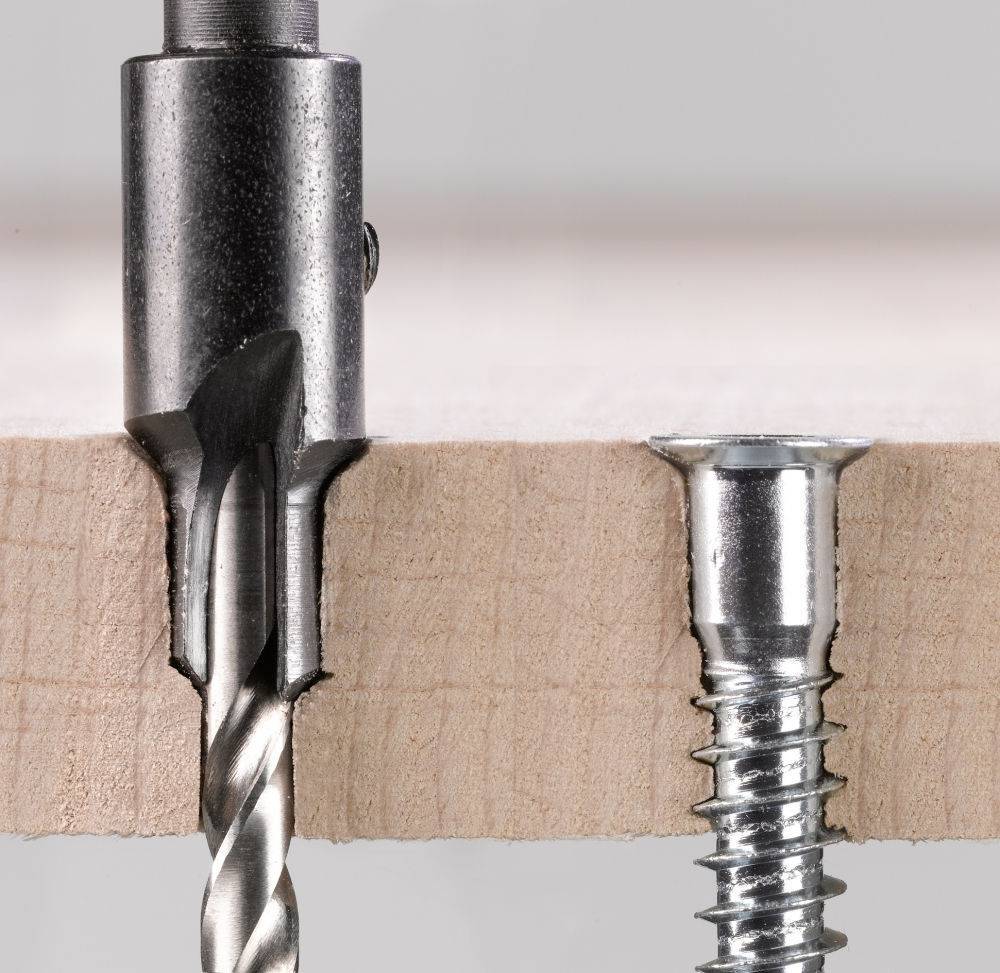
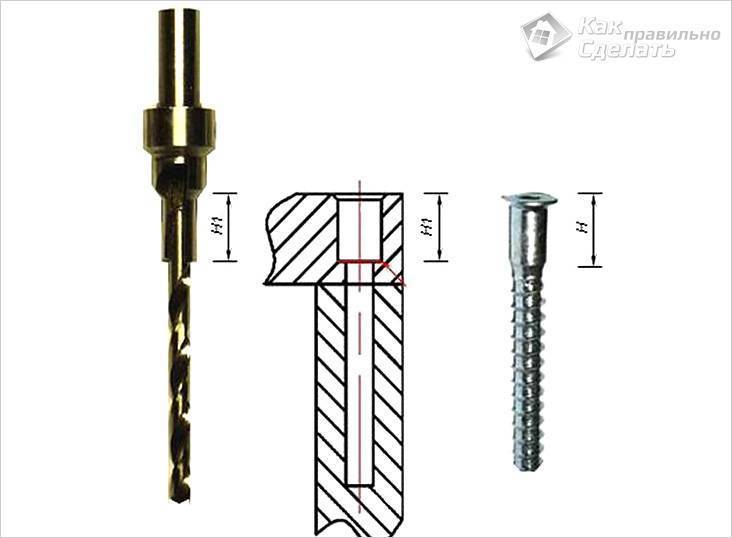
Ступенчатое сверло подбирается исходя из размеров конкретной модели евровинта
Сверло, при помощи которого делают отверстия для конфирмата, должно быть оснащено специальной рабочей головкой. Она, с одной стороны, подготавливает расширенное отверстие под шейку винта, с другой – проводит зенковку места, где будет размещаться его шляпка. Для размещения конфирмата сверло можно использовать и обычное, но в таком случае необходимо подготовить места для шейки крепежа и его шляпки.
Разметка мест сверления
Надежность и качество соединения, выполняемого при помощи конфирматов, во многом зависят от точности разметки будущих отверстий для них. На элементе, который будет накладываться на торец другого элемента мебельной конструкции, делают два типа разметки:
- глубина сверления (5–10 см);
- центр будущего отверстия (если толщина стыкуемой детали составляет 16 мм, он должен находиться на расстоянии 8 мм от края плиты).
Схема сверления отверстий под евровинт
Чтобы выполнить разметку мест сверления максимально точно, можно воспользоваться следующим несложным приемом: в накладываемой детали после предварительной разметки выполняют сквозное отверстие, через которое, приложив первую деталь ко второй, вращающимся сверлом намечают место расположения второго отверстия под еврошуруп.
Выполнение отверстий
Чтобы максимально качественно выполнить отверстия под размещение конфирматов, желательно следовать нижеприведенным рекомендациям.
- Перед сверлением детали необходимо подложить под нее кусок ненужного ДСП: это позволит избежать появления сколов на выходе создаваемого отверстия.
- Формированием мест под шейку и шляпку конфирмата в уже выполненном отверстии можно заниматься, держа обрабатываемую деталь на весу.
- Выполняя сверление как в пласте детали, так и в ее торце, сверло располагают строго перпендикулярно. Это позволит получить качественный результат и не повредить деталь.
- При одновременном сверлении двух деталей их необходимо надежно зафиксировать в требуемом положении, для чего можно использовать струбцины и другие зажимные приспособления. Это наиболее точный и быстрый способ создания отверстий для конфирматов.
- При сверлении отверстий под шканты используемый инструмент желательно оснастить ограничителем глубины, что позволит не испортить обрабатываемые детали, просверлив их насквозь.
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.










Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Сверление в двух деталях одновременно
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.



Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:


А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Виды конфирматов и отверстий под них
Поскольку данный вид крепежа применяется исключительно для слоистых материалов типа ДВП, фанеры или ламината, особое значение имеет точность размеров соответствующего отверстия, а также перпендикулярность его оси опорной поверхности. Несмотря на то, что ГОСТа на конфирматы пока нет, крепёж уже имеет свои особенности и размерный ряд, которого негласно придерживаются производители. Это:
- Специальная асимметричная резьба под дерево на стержне, с увеличенным, против обычного шагом.
- Отсутствие острой кромки на торце стержневой части.
- Увеличенная головка, состоящая из невысокого цилиндрического подголовка и развитого усечённого конуса, на торце которого высаживается отверстие под внутренний шестигранник (иногда такое отверстие выполняется и в идее крестообразного шлица).
- Стержень конфирмата должен состоять из гладкой цилиндрической части, которая примыкает к подголовку (она обеспечивает центрирование крепежи и придаёт соединению повышенную жёсткость) и резьбовой части.
- Особый угол профиля резьбы (45°), который обеспечивает надёжное соединение материалов между собой.
Конфирматы выпускаются из оцинкованной стали типа сталь 08 по ГОСТ 1050 и – реже – из анодированного алюминия. К крепежу обычно прилагается изогнутый торцевой ключ.
Отверстия, изготавливаемые в ламинированных/шпонированных панелях, должны соответствовать следующим размерам серийно производимых свёрл:
- HSS 5×50;
- HSS 6,3×50;
- HSS 7×50;
- HSS 7×70.
Аббревиатура HSS (High-Speed Steels) означает, что для изготовления свёрл под конфирмат должны применяться быстрорежущие инструментальные стали. Наиболее подходящими марками из отечественных сталей этого класса считаются Р18 и Р9М5, а ближайшим зарубежным аналогом является сталь марки HSS 4341.






