

Расположение составных частей станка 250ИТВМ

Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
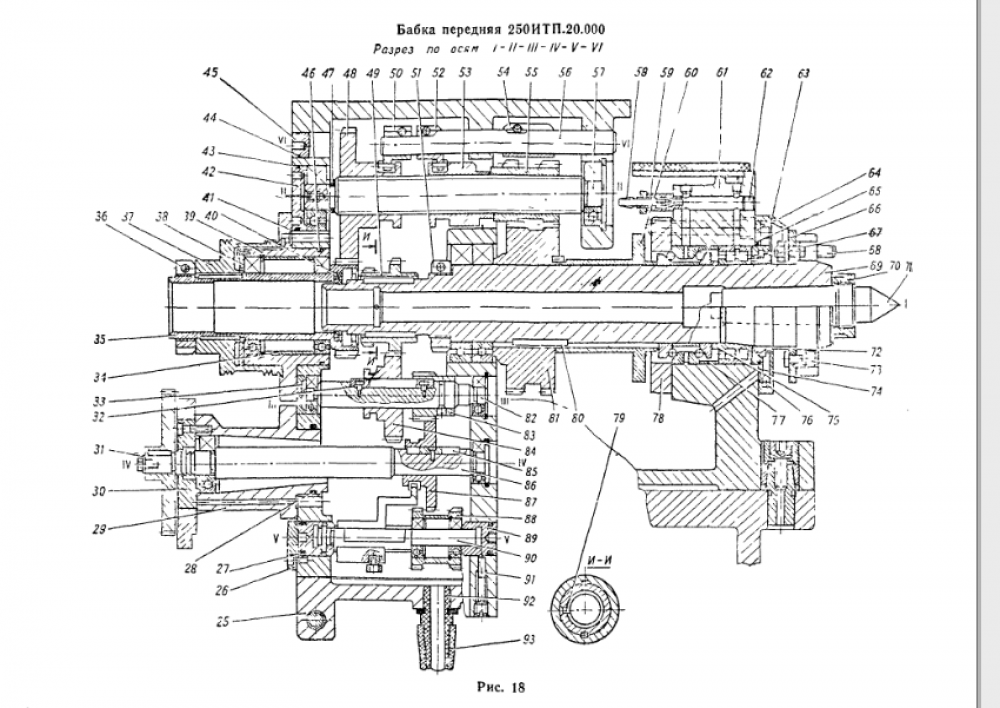
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент. Такая подготовка осуществляется еще во время работы;
- особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.
Конструкционные особенности устройства
Семейство токарных станков Иж разработано так, чтобы обеспечивать минимальное отвлечение персонала и гарантировать стабильные режимы работы. Краткое описание особенностей функционирования и оснащения:
- при токарных работах, подача смазки на ходовой винт осуществляется автоматически;
- фартук, в котором устанавливается механика обработки — гарантирует высокую жесткость упора, снижает нагрузки на механизм коробки передач;
- большие диапазоны движения суппорта, значения подачи, оборотов главного вала обеспечивают высокую производительность, а также качество обработки поверхности;
- для регулировки скорости вращения шпинделя агрегата применен роботизированный механизм, он же отвечает за предварительную установку режима для проведения следующей операции;
- система приводных ремней и общая конструкция системы шестерен главного привода обеспечивают высокую скорость замены шкивов и не требует замены элементов для получения нужного режима эксплуатации;
- задняя бабка сконструирована таким образом, чтобы обеспечивать удобное управление в сочетании с высокой жесткостью.
- при нарезке резьбы не требуется менять колеса гитары за счет особой конструкции механики коробки подач;
- в конструкции головки резцов использована схема с беззазорной сцепкой. Это не только повышает точность установки рабочего органа, но и обеспечивает высокую жесткость;
- работу подачи регулирует всего одна рукоятка.
Конструкция всех моделей семейства отличается высокой прочностью и долговечностью. Все рабочие поверхности выполнены из износоустойчивого хромоникилевого чугуна. Все элементы проходят закалку, шлифовку. Компоновка станков классическая, не предусматривающая продольно фрезерный тип операций.
Для удобства работы оборудование оснащается лампой освещения рабочей области с изменяемым положением.
Системы безопасности включают:
- защиту от коротких замыканий электросистемы;
- структуру аварийного останова главного двигателя при превышении нагрузки на валу;
- блокировочные приспособления для недопущения одновременной подачи в двух направлениях;
- систему предотвращения случаев, когда валик и винт включаются одновременно.
Компания производитель, легендарный завод ИЖМАШ, предлагает несколько модификаций оборудования, отличающихся регулировкой главного привода и другими характеристиками. В частности, существуют системы без редуктора, в которых изменение скорости вращения шпинделя осуществляется модификацией оборотов электродвигателя. В станках такого класса используется более мощная модель привода в 5.5 кВт.
Расположение органов управления станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1

Расположение органов управления токарным станком 250итвм.01
Перечень органов управления станком 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
Технические характеристики 250ИТВМ 01
| 250ИТВМ 01 | 250ИТВМ 03 | 250ИТВМ Ф1 | 250ИТПМ | |
| Максимальная длина обрабатываемого изделия, мм | 500 | 750 | 500 | 500 |
| Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом | 240 168 | 240 168 | 240 168 | 240 168 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 | 24 | 24 | 24 |
| Максимальное сечение резца, мм | 16х16 | 16х16 | 16х16 | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 | 4 | 4 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Перемещение пиноли, мм | 85 | 85 | 85 | 85 |
| Частота вращения шпинделя, мин-1 | 50-2500(25-2500)* | 25-2500 | 50-2500(25-2500)* | 25-2500 |
| Продольная подача, мм/об | 0,01-1,8 | 0,01-1,8 | 0,01-1,8 | 0,01-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 |
| Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1” | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 |
| Класс точности по ГОСТ 8-82 | В высокий | В высокий | В высокий | П повышенный |
| Шероховатость образца изделия, мкм | 0,63 | 0,63 | 0,63 | |
| Габаритные размеры, мм, не более длина ширина высота | 1790 810 1400 | 2005 810 1400 | 1790 955 1580 | 1790 810 1400 |
| Масса, кг, не более | 1180 | 1040 | 1290 | 1180 |
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Обзор токарного станка ИЖ-250: конструкция, модификации, характеристики
Токарные станки серии ИЖ-250 изготавливаются Ижевским . Они представляют собой одну из последних модификаций этого типа оборудования и предназначены для комплектации серийных производственных линий и мастерских.
Конструкция и модификации станка
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.









Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки. Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
С помощью закрытого фартука оператор может осуществлять поперечные и продольные подачи. Это выполняется вручную или при задействовании механизма, соединенного с ходовым валиком.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Технические характеристики оборудования
Для изучения оборудования необходимо детально ознакомиться с его описанием. Основные параметры и особенности эксплуатации подробно изложены в паспорте оборудования. Но для первичного анализа возможностей станка следует знать его основные характеристики.
В зависимости от комплектации и модели станок может обладать массой 1180 кг или 1290 кг. При этом его габариты составляют 179*81*140 см и 179*95,5*159 см соответственно. Максимальный диаметр обкатываемой детали, закрепленной над станиной, не может превышать значения 24 см. При монтаже заготовки над суппортом показатель этого значения ограничен 16,8 см. Предельная длина детали составляет 50 см. Высота оси центров – 15 см.
Токарный станок ИЖ-250 имеет следующие характеристики шпинделя:
- диаметр отверстия – 25 мм. Это дает возможность устанавливать пруток размером 24 мм;
- число ступеней прямого и обратного вращения одинаково и равно 18;
- частоты вращения шпиндельной головки варьируются от 63 до 3150 об/мин;
- на шпиндель может воздействовать допустимый крутящий момент 4 Нм.
Параметры подач:
- максимальное значение длины хода каретки – 50 см;
- значение продольного смещения при совершении одного оборота лимба – 20 мм;
- суппорт может перемещаться в поперечном направлении на 17 см;
- верхние салазки смещаются на 12 см;
- есть возможность формирования метрической и дюймовой резьбы. Питчевые не нарезаются.
Описание задней бабки:
- смещение пиноли возможно на расстояние не более 85 мм;
- цена деления пиноли – 1 мм;
- в поперечном направлении пиноль смещается на ±10 мм.
Для формирования основного движения установлен электродвигатель мощностью 3 кВт. Его необходимо подключать к трехфазной электросети 380 В. также в конструкции предусмотрены силовые агрегаты для обеспечения работы системы охлаждения и смазки. Суммарная потребляемая мощность составляет 3,21 кВт.
Долгий срок эксплуатации во многом обеспечивается благодаря чугунной станине. Ее направляющие проходят обработку токами высокой частоты, что положительным образом сказывается на отсутствие шероховатостей.
Пример восстановления работоспособности модели станка ИЖ-250:
stanokgid.ru
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Назначение ИЖ 250
Токарные классические станки используются в целом спектре операций, как по обработке поверхностей заготовок, так и нарезании резьбы. Особенности технических характеристик моделей семейства ИЖ позволяют использовать агрегаты с высокой степенью универсализации и удобства.
В частности, станок:
- подойдет как для предприятий, занятых мелкосерийным, так и массовым производством, выполняющим операции высокой точности;
- предлагает обработку с несколькими типами фиксации. Оборудование может работать с патроном, цангой, обеспечивать операции с центром;
- в операциях как получистового, так и финишного точения станок по металлу ИЖ позиционируется как оборудование с высокой производительностью.
Отдельные модификации агрегата специально созданы для достижения высокой точности или нагрузочной устойчивости при выполнении грубых работ.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.

Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска
Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.







Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.

Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.

Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Преимущества 250 ИТВМФ1
Наиболее востребован в современных условиях 250 ИТВМФ1 благодаря дополнительному цифровому индикатору. Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Точность размеров составляет от 0,1 до 100 мкм. А также оператору не нужно помнить количество оборотов лимба, самостоятельно, и порой вручную, определять характеристики и параметр. Станок автоматически компенсирует небольшие проблемы взаимодействия собственных деталей, износ режущих частей.
Чтобы считать поперечные передвижения с высокой точностью – до 0,005 мм/об – станок оснащён механизмом-верньером. Ходовой винт соединяется напрямую с гитарой без участия коробки передач.
Модификации ИТВ соответствуют по ГОСТ 8-82 классу точности В, станки ИТП – П.

Строение ИЖ 250ИТВМФ1
Проблемы в эксплуатации и правила безопасности
Факторами, которые влияют на качество точения, являются:
- некорректное затачивание режущих деталей станка;
- неправильный подбор режима эксплуатации;
- несоответствие осей центров в процессе работы в центрах в связи с отклонением задней бабки при поперечном перемещении;
- непрочная фиксация резца;
- плохое крепление шпинделя.
Токарным операциям с металлическими заготовками могут сопутствовать опасные явления и факторы:
- электричество;
- стружка и кусочки металла;
- нагревание обрабатываемых заготовок и оборудования;
- движущиеся детали и механизмы;
- недостаточное освещение рабочей зоны;
- возникновение отблесков.
Чтобы обеспечить безопасность на станке есть защитные кожухи и ограждения рабочей зоны, гитары, вращающихся частей. В момент выполнения токарных операций запрещено снимать защитные ограждения
Важно соблюдать чистоту рабочего места и оборудования. А также обязательно одевать спецодежду – костюм, закрывающий тело от возможного попадания металла, и защитные очки
Перед началом работы обязательно нужно проверить чистоту рабочей зоны, надеть спецодежду и защитные аксессуары, проконтролировать наличие защитных устройств станка, смазку деталей и исправность оборудования. В том числе настроить освещение.










Специфика конструкции станка
Наибольший диаметр детали, которую может обработать агрегат над станиной – 240 мм. Заготовка, обрабатываемая над суппортом, может иметь диаметр до 168 мм. Самая большая длина заготовки составляет 0,5 м.
Частота прямого вращения шпинделя имеет широкий диапазон – от 63 до 3150 об/мин. Обратное вращение шпинделя может производиться с такой же скоростью. Шаг метрической резьбы составляет от 0,2 до 24 мм.
А также станок токарно-винторезный работает с такими нюансами:
- Автоматическое смазывание ходового винта при нарезании резьбы.
- Большой диапазон регулировки скорости оборотов шпинделя и подачи.
- Фартук станка оборудован остановом, способным защитить от перегрузок и, благодаря которому точение может производиться по жёсткому упору.
- Отсутствие зазоров при креплении резца, которое повышает жёсткость и точность её положения в процессе работы.
- Наличие преселективного управления, которое позволяет выбрать скорость работы шпинделя, подготовить станок к следующей операции.
- Удобное строение шпиндельного узла, позволяющее достаточно быстро и легко менять приводные ремни, без разбора самого узла.
- Универсальная коробка передач позволяет нарезать любые виды резьбы, не меняя при этом шестерни на гитаре.
- Станина изготовлена из чугуна с добавками хрома и никеля, направляющие очень гладкие и закалены токами высокой частоты.
- Мнемонический принцип подачи выполняется рычагом, перемещение которого совпадает с направлением движения резца.
Работа станка ИЖ 250
Управление
Токарный станок ИЖ250 оснащён фартуком закрытого типа, который обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
ИЖ 250 характеристики
Технические характеристики станков ИЖ 250 позволяют вести токарные работы повышенной и высокой точности. ЧПУ-станок 250 ИТВФ1 позволяет обеспечить высокую точность обработки, оснащен системой числового программного управления с преднабором координат.
Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм — 21
Наибольшая длина обрабатываемой заготовки, мм — 500, 400
Шпиндель
- Центр в шпинделе передней бабки по ГОСТ32—0029 Морзе 4
- Центр в пиноли задней бабки по ГОСТ32—0024 Морзе 3
- Конец шпинделя фланцевого по ГОСТ 12593—72 — 4К
- Высота резца, мм — 16
- Пределы частоты вращения шпинделя, об/мин — 63—3160
Суппорт
- Наибольшее поперечное перемещение суппорта, мм — 170, 135*
- Цена одного деления лимба продольного перемещения, мм — 0,1

Рисунок — иж 250 базовые и присоединительные размеры суппорта
- Продольное перемещение за один оборот лимба, мм — 20
- Цена одного деления лимба поперечного перемещения, мм — 0,02; 0,005*
- Поперечное перемещение за один оборот лимба, мм — 2
- Дискретность СЦИ, мм*: по координате X — 0,001
- по координате Z — 0,005
Электрооборудование
- Род тока питающей сети — переменный, трехфазный
- Частота тока, Гц — 50
- Напряжение, В — 380
- Количество электродвигателей в станке, шт. — 3
- Мощность электродвигателя главного движения, кВт — 3
- Частота вращения электродвигателя главного движения, об/мин — 1430
- Мощность электродвигателя станции смазки, кВт — 0,09
- Частота вращения электродвигателя станции смазки, об/мин — 2700
- Производительность электронасоса, л/мин, не более — 22
- Мощность двигателя электронасоса, кВт — 0,12
- Частота вращения двигателя электронасоса, об/мин — 2800
- Суммарная мощность всех электродвигателей, кВт — 3,21
- Степень защиты электрошкафа и пульта управления — 1Р44 по ГОСТ 14254—80
- Потребляемая мощность СЦИ, Вт, не более — 100
- Питание СЦИ, В — 110/220
Система смазки
- Станция смазки — С48—12М
- Марка масла для смазки — И-5А ГОСТ 20799—75
- Номинальная подача, л/мин — 1,25
- Точность фильтрации масла, мкм – 40
- Габаритные размеры, мм, не более: длина — 1790
- ширина — 810, 955*
- высота 1400, 1550*
Масса, кг, не более — 1180, 1290*
* Для станка 250ИТВФ1





