

Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети. Невыполнение этого правила грозит замыканием и небезопасно для специалиста
Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
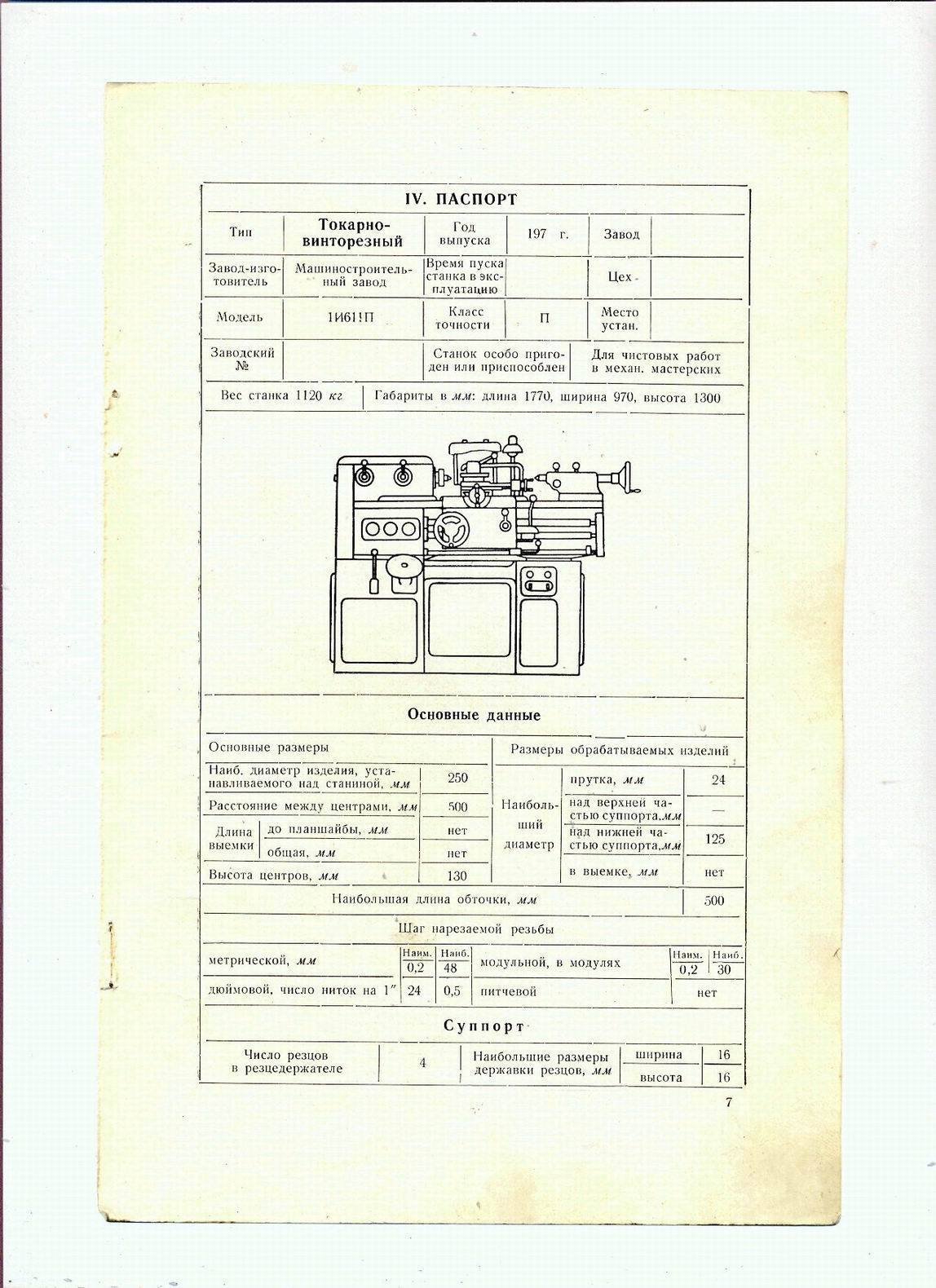
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
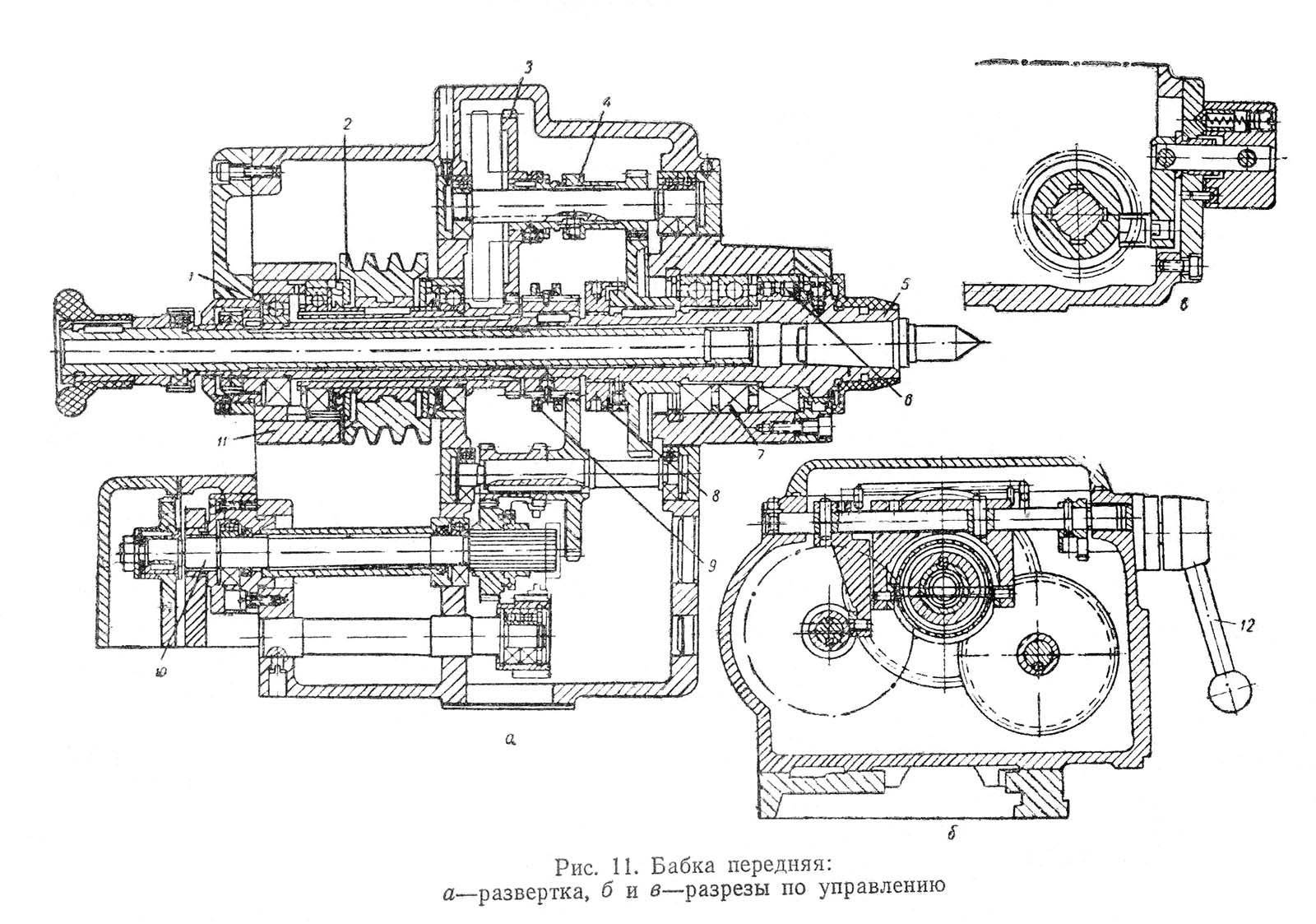
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.

Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.

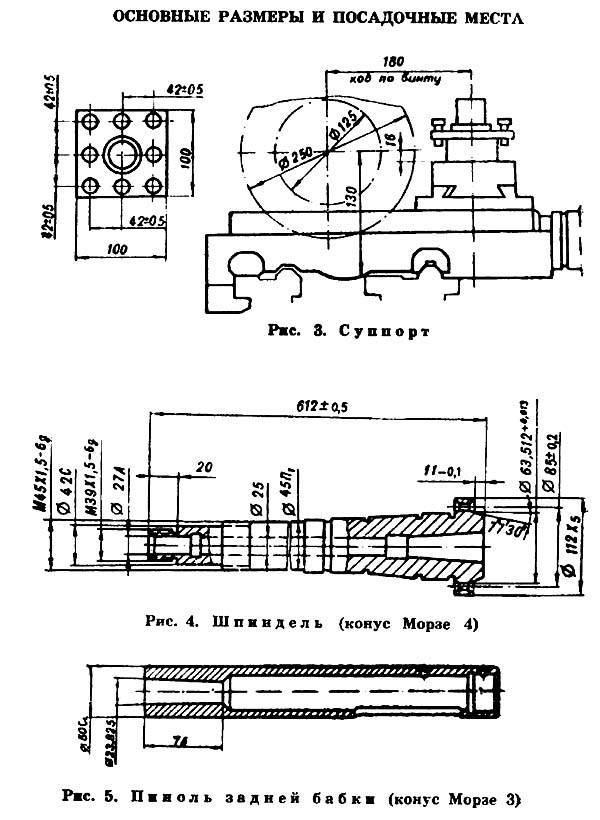
Шпиндель
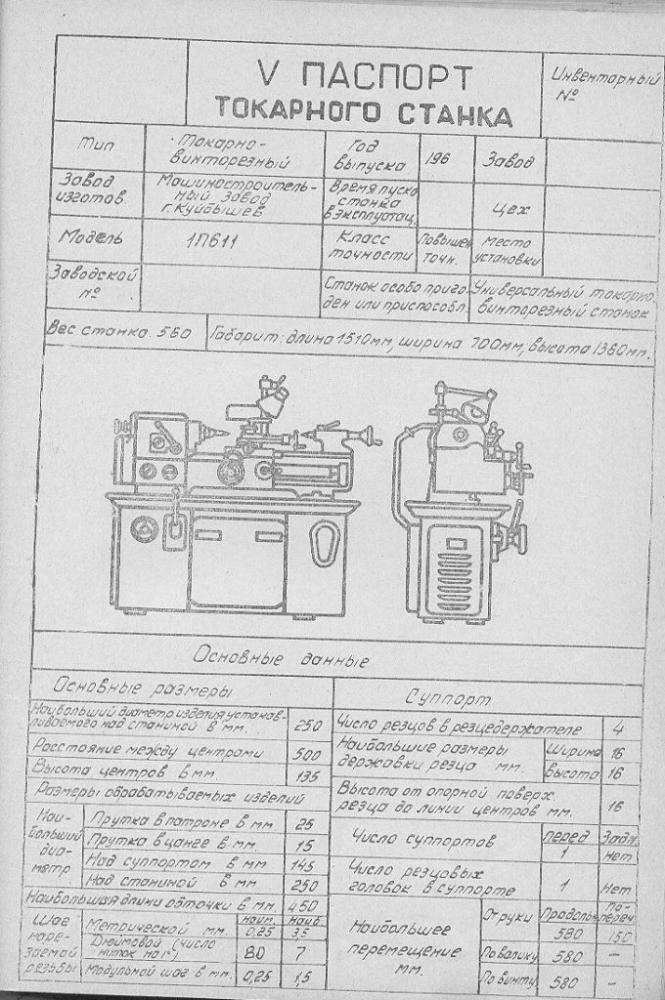
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.

Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.

Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
Особенности конструкции
Станок спроектирован и изготовлен по типовой схеме токарного оборудования. В конструкцию входят такие узлы и агрегаты как:
- Станина.
- Передняя и задняя бабки.
- Суппорт;
- Фартук и другие компоненты
Станина
Это литая деталь, в составе которой выполнены ребра жесткости. На верхней части выполнены направляющие по которым происходит перемещение суппорта и задней бабки. Направляющие прошли необходимую термическую обработку и шлифование. Такая обработка заметно облегчает перемещение по ним других узлов станка.
Передняя бабка токарно-винторезного станка 1П611
Этот узел установлен в левой стороне станины. В его состав входят следующие компоненты:
- шпиндель;
- органа управления;
- набор .
Шпиндель может получать вращение от:
- шкива;
- передачи;
- муфты.
В этом компоненте установлены подшипниковые узлы, состоящие из роликовых и упорных подшипников. Это вызвано тем, что они хорошо воспринимают и осевые и радиальные нагрузки.
Шпиндельный узел
Шпиндель вращаеться с четырнадцатью скоростями. Количество оборотов на нем составляет 33,5 – 3000 об./мин. Скорость обратного вращения лежит в тех же пределах.
В теле шпинделя выполнено отверстие 26,5 мм. Это позволяет обрабатывать прутки до 25 мм в сечении. Но необходимо учесть, что с применением цанговых зажимов предельный размер прутка не должен превышать 16 мм.
Рабочий конец шпинделя выполнен по ГОСТ 12593-72. На нем может быть установлен токарный патрон, в котором производят фиксацию заготовки.
Внутренний конус, в который закрепляют технологическую оснастку (центра), Морзе 4.
Смазка зубчатых колес, размещаемых в этом узле, происходит за счет создания масляного облака. Масло подается плунжерным насосом.
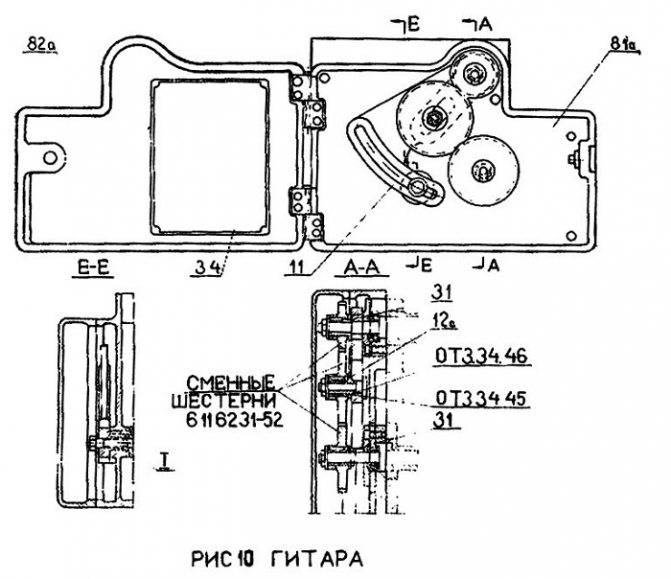
Гитара
Этот узел необходим для получения резьбы разного профиля. В ее состав входят:
- корпус, закрепляемый на передней бабке;
- наборы шестерен с разными параметрами.
- регулировку привода осуществляют сменой наборов разных шестерен.
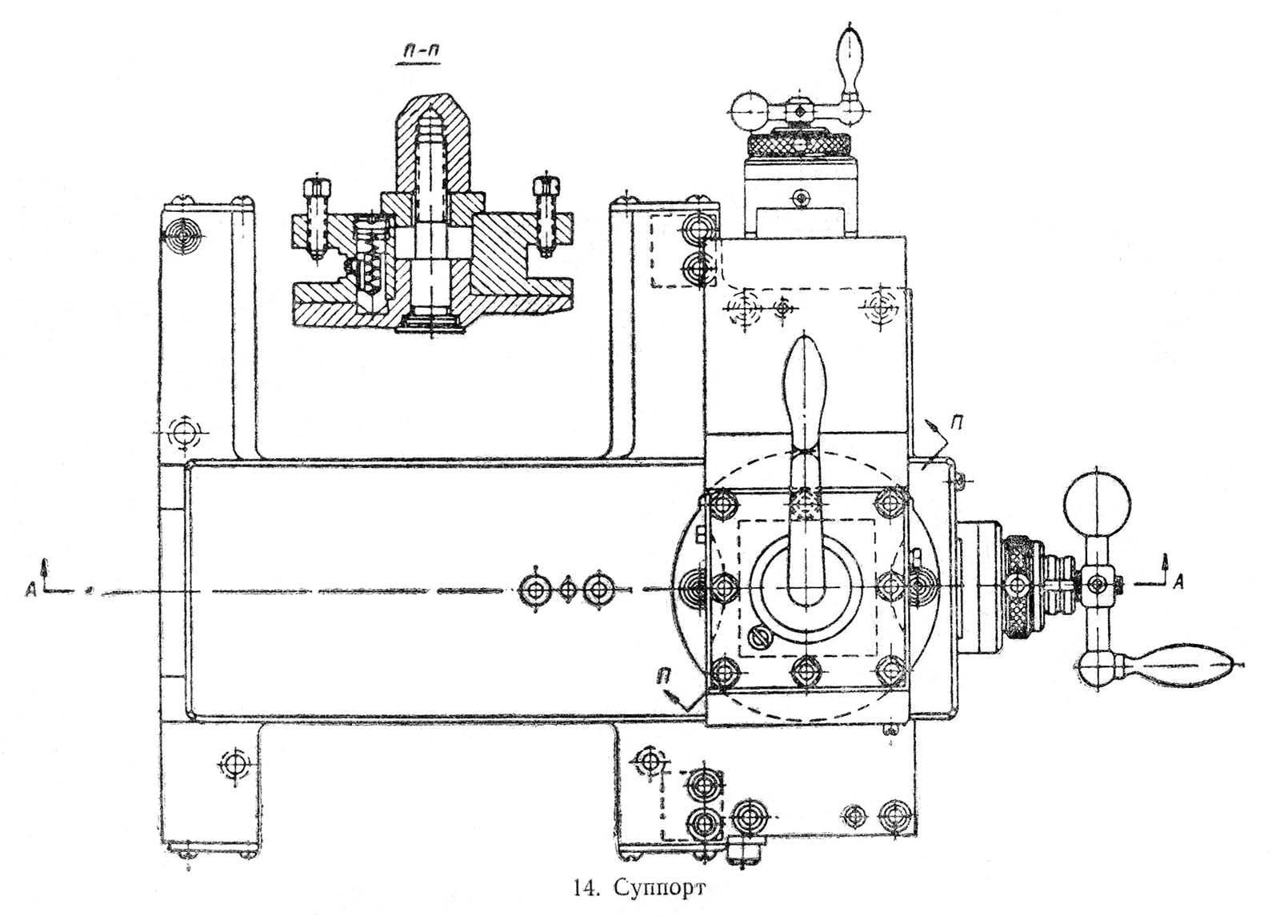
Суппорт
Суппорт этого оборудования перемещается на направляющих, сформированных в продольном направлении. К суппорту фиксируют фартук.
На верхней части выполнены направляющие, по которым происходит перемещение поперечных салазок. На них выполнены пазы в форме буквы Т. В этих пазах происходит крепление резцедержателя. На суппорте устанавливают защитный экран, предохраняющий рабочего и людей рядом с ним находящихся от стружки, возникающей в процессе резания.
Этот узел может перемещаться на расстояние до 580 мм вдоль оси шпинделя и 150 в поперечном направлении. Для обеспечения продольного перемещения применяют 24 скорости.
Рабочая подача суппорта составляет от 0,05 до 0,7 мм на один оборот шпинделя.
Смазка подшипников производят через масленки.
Верхние салазки
В них входит резцедержатель, на котором кроме резцов допустимо закрепление технологической оснастки. Они могут передвигаться на в 150 мм. Точность хода составляет 0,2 мм. Предельный угол поворота равен 45 градусам. Для выполнения работ на этом оборудовании применяют токарные резцы с сечением 16*16.
Задняя бабка
Ее назначение состоит в поддержке длинномерных заготовок центром. Это помогает избежать радиального биения. Кроме этого, в пиноли, которая входит в состав этого узла закрепляют инструмент, например, стержневой, или технологическую оснастку, например, плашкодержатель.
Пиноль может выдвигаться вперед, навстречу шпинделю. Эту операцию можно выполнять при помощи штурвала и винтовой пары, на которой закреплена пиноль. Она может выдвигаться на 70 мм.
Задняя бабка может быть зафиксирована в любом месте станины. Для этого использую рычажный механизм.

Смазывание задней бабки выполняют через шариковые масленки.
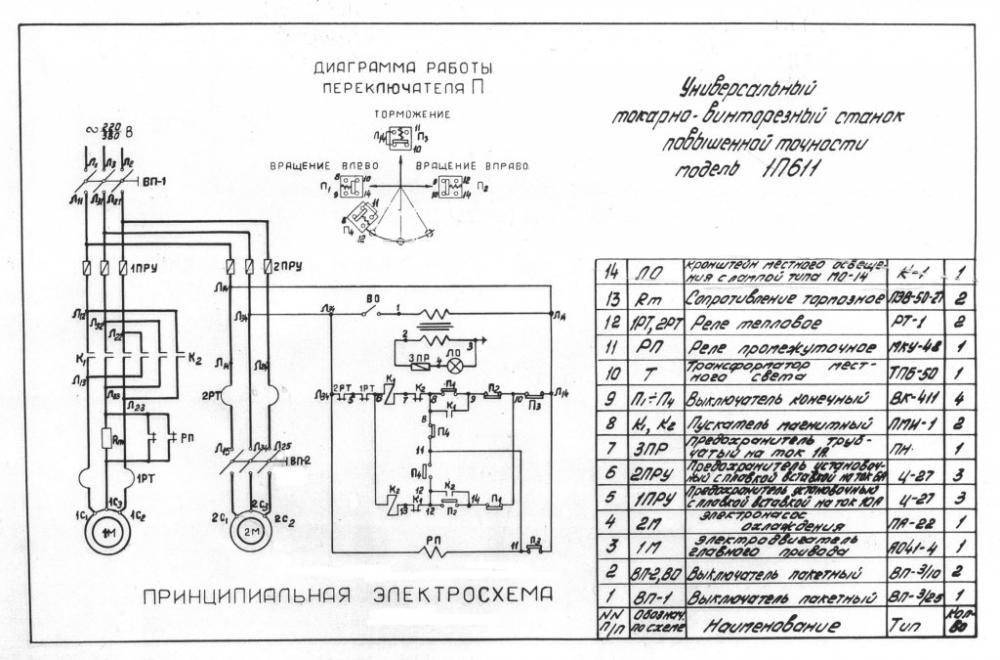
Электрическая часть
В нее входят два электрических двигателя, один выполняет функции главного привода, второй задействован в системе охлаждения. Суммарная мощность составляет 1,62 кВт.
Кроме них в состав электрооснащения входит такая арматура как:
- автоматика включения/выключения.
- тормоз;
- локальное освещение;
- защитная арматура.
В комплект оборудования входит и электрический шкаф, в него подводят питание. В нем размещены автоматы выключения, реле, переключатели и предохрантели.
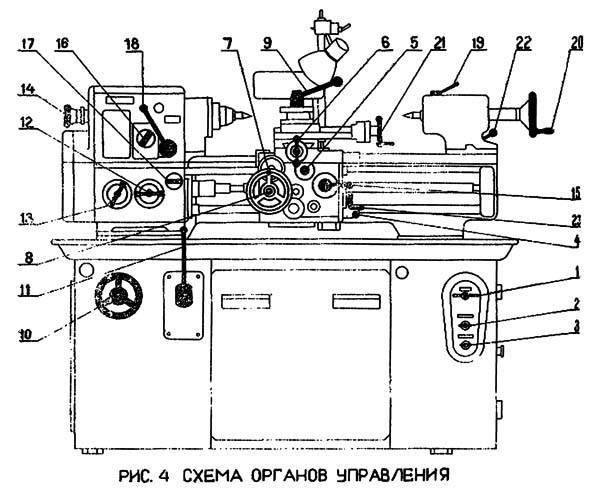
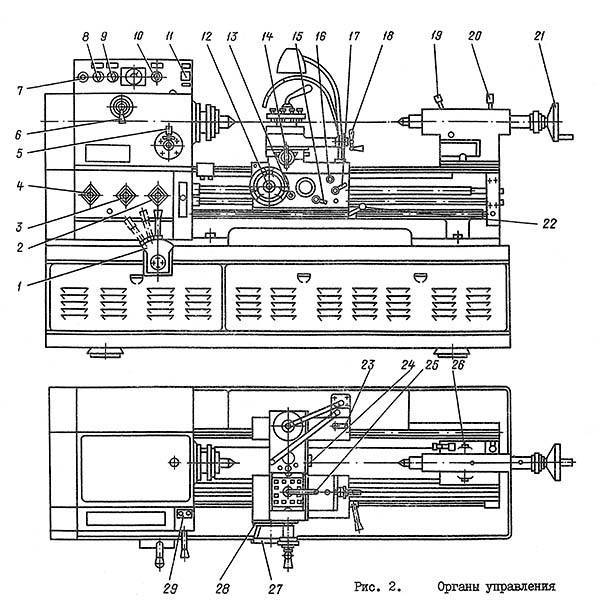
Управление
Рукоятки управления размещены на лицевой панели передней бабки и фартука. С их помощью токарь может выставлять требуемые режимы работы.
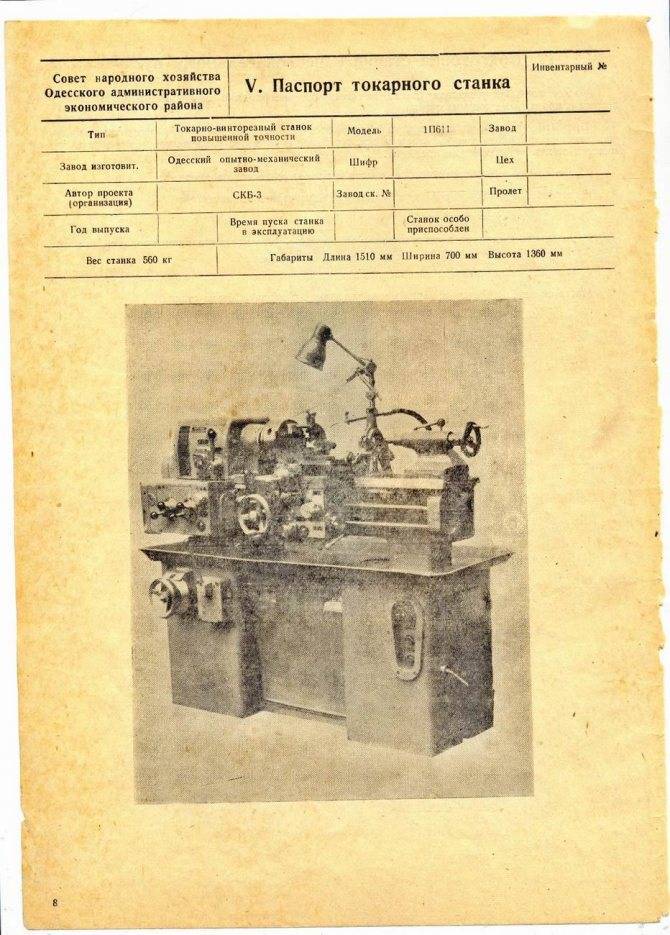
Сведения о производителе токарно-винторезного станка 1ИС611В
Изготовитель и разработчик токарного станка модели 1ИС611В — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУØ 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности Ø 300
- 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ Ø 320
- 1336м — станок токарно-револьверный Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный Ø 400
- ИЖ-250, ИЖ-250П — станок токарно-винторезный повышенной точности универсальный Ø 250
- ИТ-42 — станок токарный с ЧПУ Ø 320
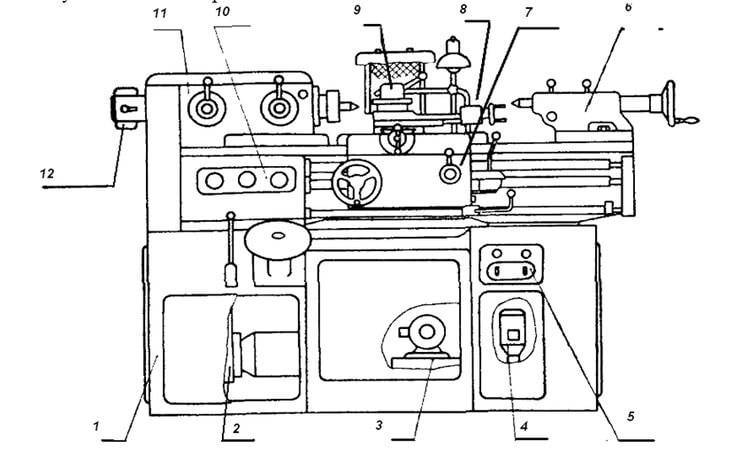
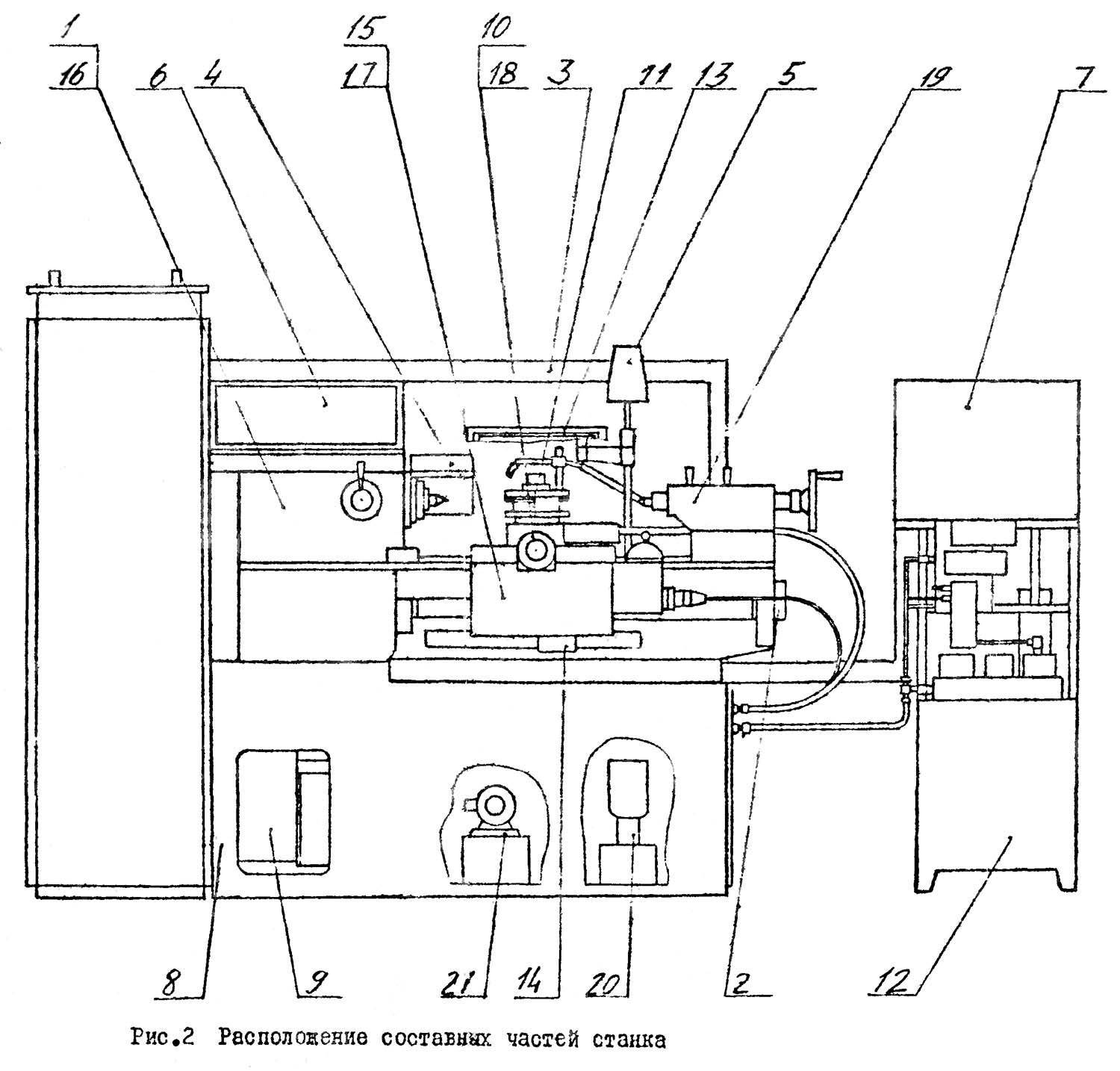
Конструкция основных узлов токарно-винторезного станка 1П611
Станок состоит из следующих узлов: станины, тумбы, редуктора, бабки передней, гитары, коробки подач, фартука, суппорта, бабки задней, системы охлаждения, принадлежностей, ограждения, электрооборудования и переключателя.
Станина
Станина устанавливается и закрепляется на тумбе станка, имеет призматические направляющие для суппорта, плоскость и призму для задней бабки. Между направляющими находятся овальные окна для ссыпания стружки. Боковые стенки станины связаны поперечными П-образными ребрами. Левая часть станины расширена в месте установки передней бабки.
Передняя бабка устанавливается на обработанную плоскость 1 (рис. 8), совпадающую с плоскостью передней направляющей.
Установка шпинделя станка параллельно направляющим станины достигается прижимом упорных выступов передней бабки к вертикальной обработанной плоскости направляющих 4.
Передняя бабка закрепляется на станине четырьмя винтами.
Плоскость 3 служит для крепления коробки подач, рейки и заднего кронштейна.
Для прохода ремней на передней стенке имеется уступ 2. По обе стороны этого уступа имеются проемы под корпус коробки подач. С коробкой подач соединяется ходовой винт 7 и ходовой валик 6, правые концы которых смонтированы в заднем кронштейне 5 станины.
Тумба
Тумба станка — сварной конструкции.
Нижняя и верхняя , части тумбы — жесткие рамки 3 и 8 (рис. 9) из уголков, к которым приварены тонкие листы (обшивка).
В тумбе, на плите натяжного устройства 7, смонтирован редуктор. Между плитой и редуктором имеются резиновые прокладки 6 для уменьшения вибраций, передаваемых станку от редуктора. Сзади плита натяжного устройства закрывается крышкой 5 из листового материала.
Слева в тумбе через овальное окно в передней стенке вынесено управление скоростями редуктора. Спереди слева к тумбе прикреплен оригинальный переключатель с рукояткой управления вращением электродвигателя. В передней части тумбы имеется ниша для ног рабочего. Справа в тумбе размещен шкаф электрооборудования 4, а на ее переднюю стенку вынесены рукоятки выключателей.
Между электрошкафом и редуктором расположен бак охлаждения с электронасосом. К верхней части тумбы приварено тонколистовое сварное корыто 1, в котором собирается стружка и охлаждающая жидкость при работе с охлаждением. Охлаждающая жидкость через фильтр 2 корыта сливается в бак охлаждения. Фильтр легко снимается для очистки.
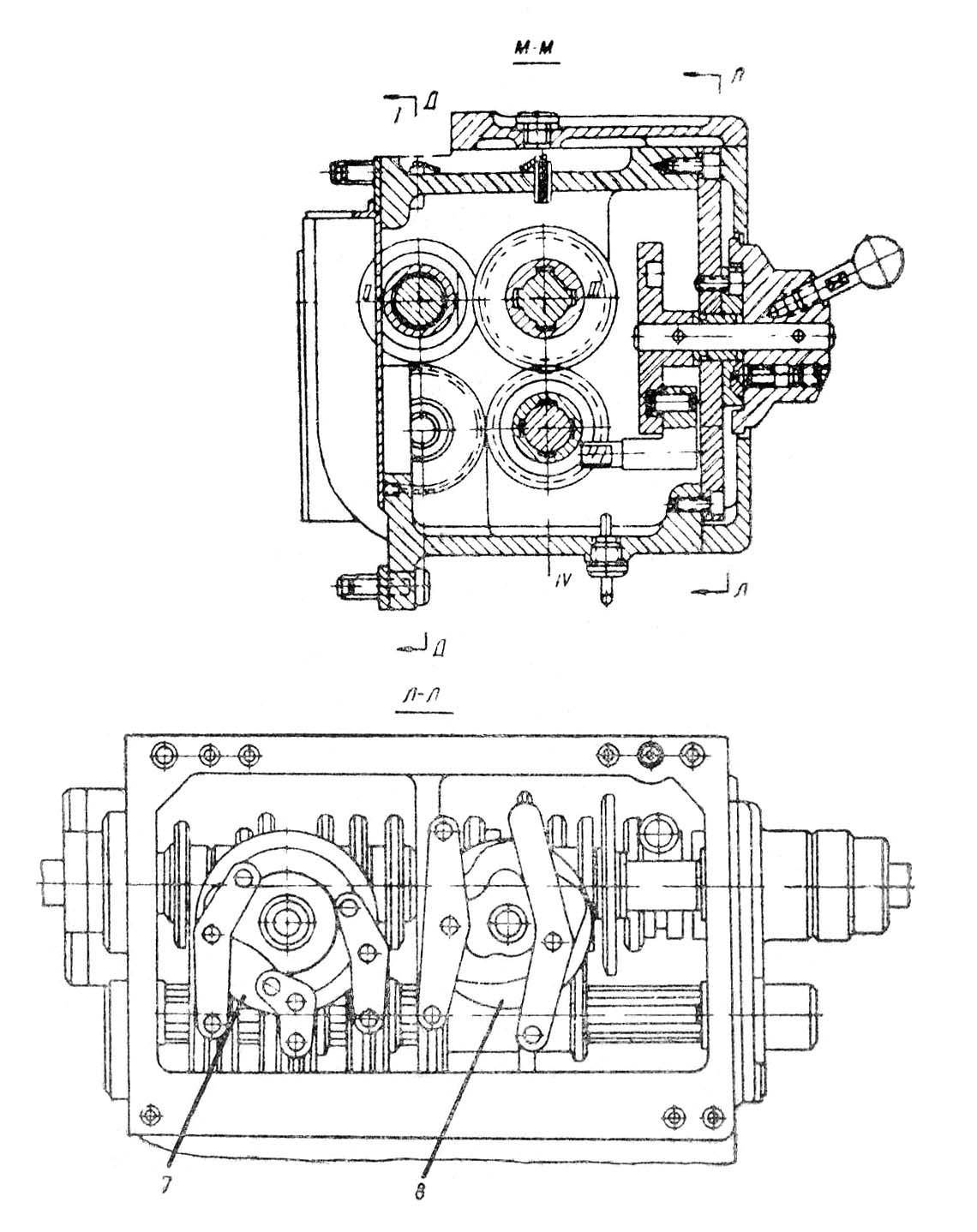
Редуктор
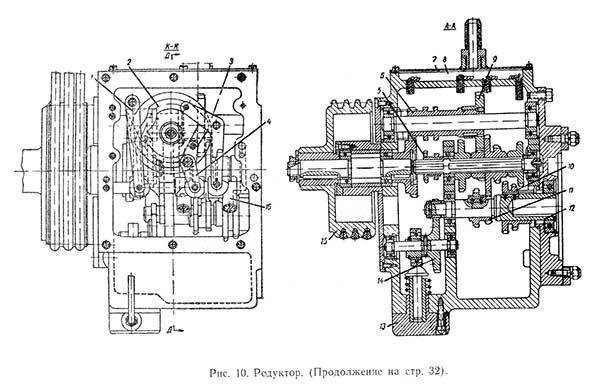
Редуктор токарно-винторезного станка 1п611
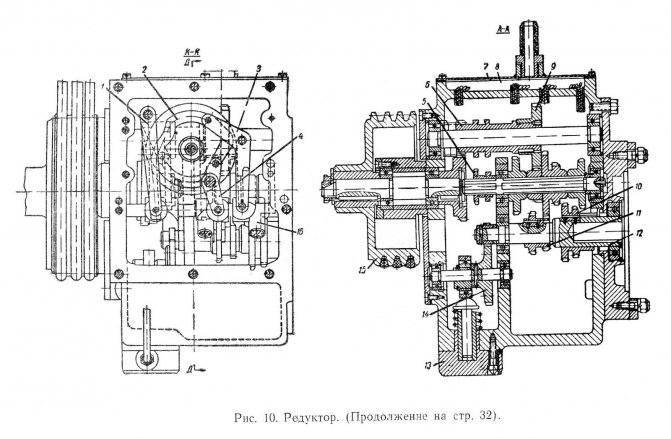
Редуктор состоит из 8-и ступенчатой коробки скоростей, механизмов управления и смазки.
Вращение редуктору передается от электродвигателя, прифланцованного к корпусу редуктора. Механизмы редуктора передают выходному шкиву 15 (рис. 10) восемь различных чисел оборотов — знаменатель ряда геометрической прогрессии 1.41. Управление передвижными блоками редуктора 5, 6, 9, 10, 11 осуществляется при помощи диска 2 с пазами на торцах. В пазы входят ролики рычагов 1, 3, 4; рычаги перемещают вилки 16, 17 и 19, сидящие на штанге 18. От первого валика 12 редуктора получает вращение валик с шестерней-эксцентриком 14. Шестерня-эксцентрик приводит в движение плунжерный насос 13; от последнего смазка подается в переднюю бабку, откуда сливается через крышку 7 в масляную ванну редуктора 8, расположенную сверху, и смазывает механизмы редуктора. Редуктор вместе с фланцевым электродвигателем прикреплен к плите натяжного устройства. Вращением маховичка 21 по лимбу 20 устанавливается необходимая скорость вращения шпинделя.
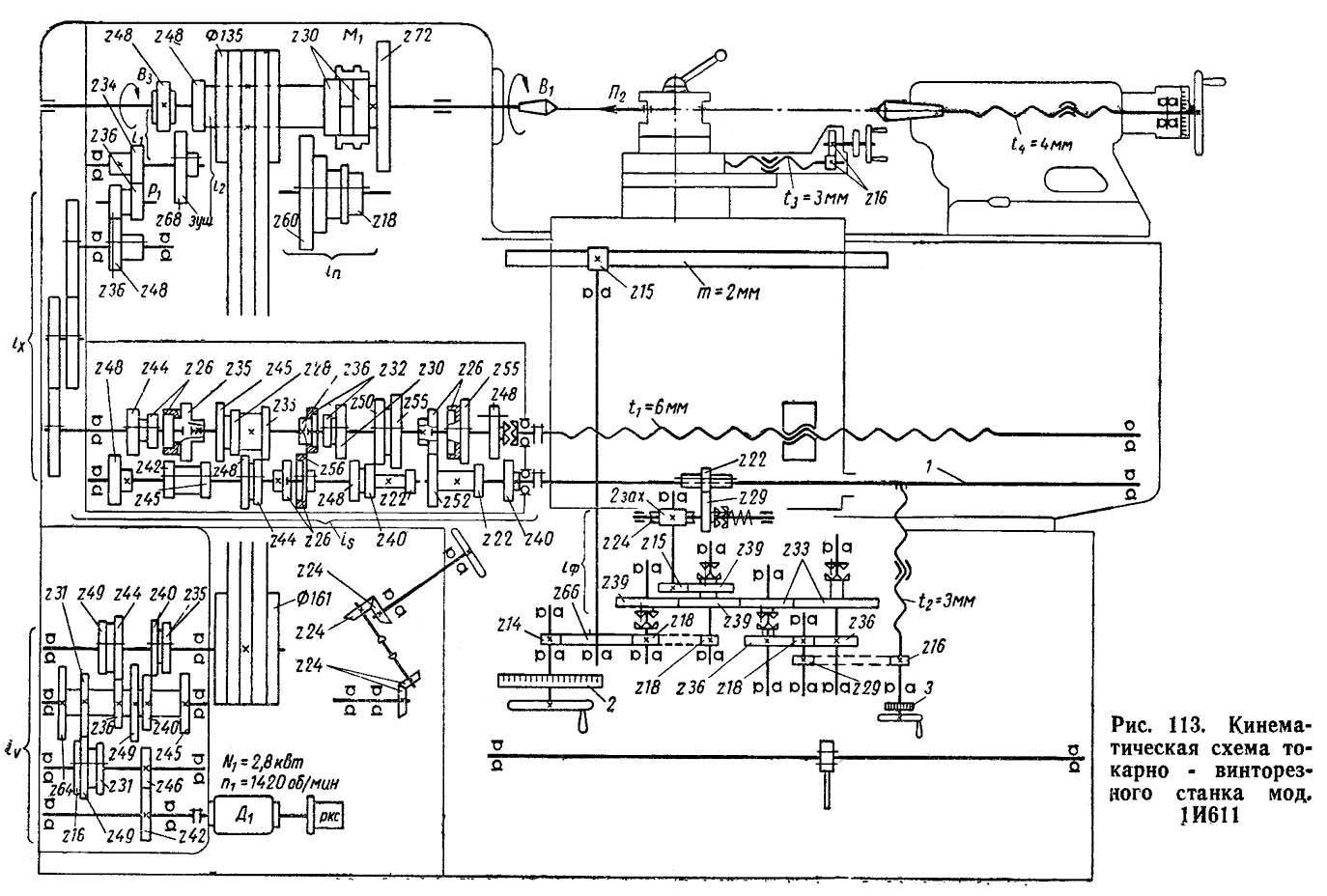
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.



Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Использование токарного станка 1П611
Назначение станка 1П611:
- осуществление токарных работ;
- нарезка резьбы;
- отрезка заготовок.
Его используют для обработки заготовок:
- с применением кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
- с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.

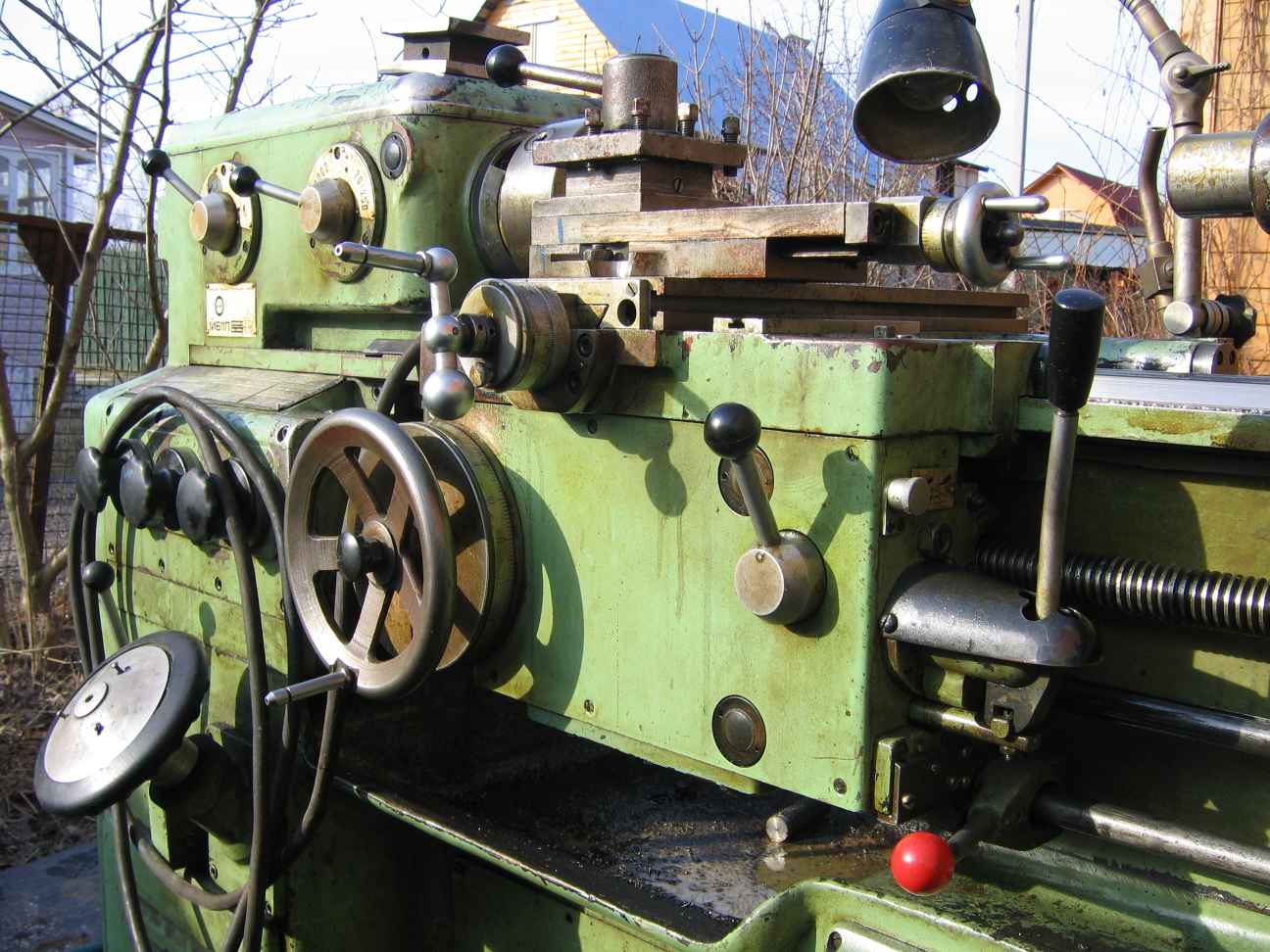
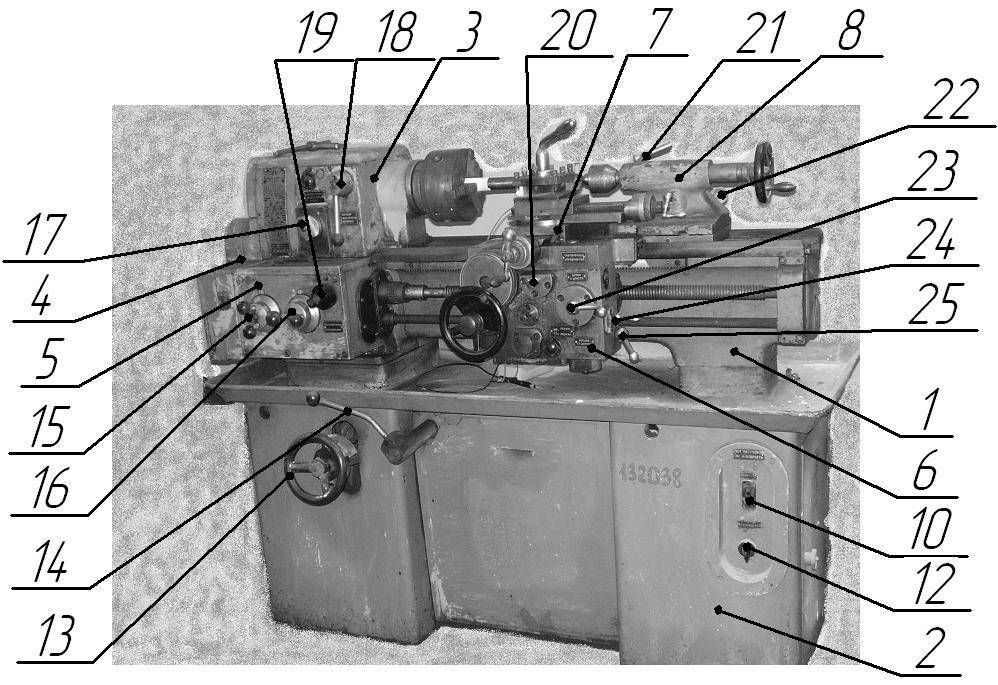
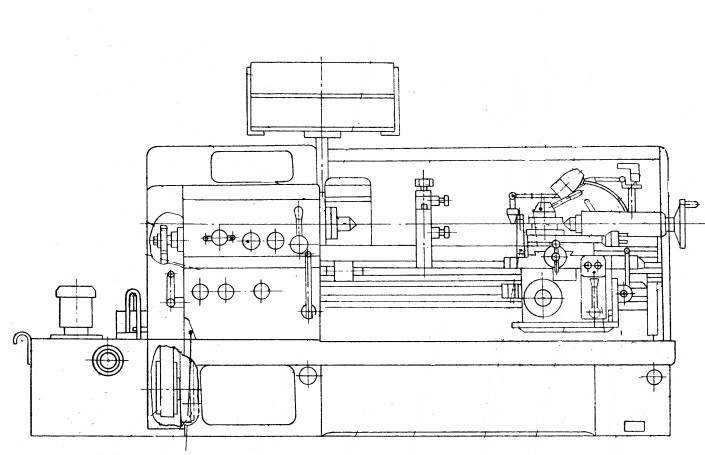
Внешний вид станка 1П611
Образование необходимых размеров деталей на станке происходит за счет процессов резания. Для этого используют инструмент, обеспечивающий обработку заготовок различной степени готовности. Заготовки могут быть получены разными методами (например, штамповкой) и механическая обработка позволяет получить деталь высокой точности.
При токарной обработке используют лезвийный инструмент (резцы, сверла, развертки). Обработка ведётся в патроне или в центрах. На станке заготовка вращается, а инструмент перемещается относительно неё. Припуск на заготовке срезается, обеспечивая нужные размеры детали. Это задается подбором нужных величин подачи, глубины и скорости резания.
Заготовка закрепляется в патроне, вращаемым шпинделем. А он вращается при помощи ременной передачи от электродвигателя. Величина подачи зависит от скорости перемещения суппорта с закрепленным инструментом.
Использование токарного станка 1П611
Назначение станка 1П611:
- осуществление токарных работ;
- нарезка резьбы;
- отрезка заготовок.
Его используют для обработки заготовок:
- с применением кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
- с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.

Внешний вид станка 1П611
Образование необходимых размеров деталей на станке происходит за счет процессов резания. Для этого используют инструмент, обеспечивающий обработку заготовок различной степени готовности. Заготовки могут быть получены разными методами (например, штамповкой) и механическая обработка позволяет получить деталь высокой точности.
При токарной обработке используют лезвийный инструмент (резцы, сверла, развертки). Обработка ведётся в патроне или в центрах. На станке заготовка вращается, а инструмент перемещается относительно неё. Припуск на заготовке срезается, обеспечивая нужные размеры детали. Это задается подбором нужных величин подачи, глубины и скорости резания.
Заготовка закрепляется в патроне, вращаемым шпинделем. А он вращается при помощи ременной передачи от электродвигателя. Величина подачи зависит от скорости перемещения суппорта с закрепленным инструментом.
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.




Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.





