

Инструментарий
Для выполнения поделок в этой технике нужен минимальный набор материалов и инструментов: бумага, клей, ножницы и, так называемый, «торцовочный» инструмент.
Бумага для торцевания годится не всякая. Обычно в этой технике используется гофрированная бумага или по-другому креповая. Такая бумага продается практически во всех магазинах товаров для творчества и в культтоварах. Кроме гофрированной бумаги для торцевания подойдут также обычные бумажные салфетки. Из гофрированной бумаги изготавливают непосредственно «торцовочки» – элементы объемной аппликации. Ножницы и клей понадобятся для вырезания и приклеивания этих торцовочек к основе поделки.
В качестве основы используют весьма разнообразные материалы. Собственно говоря, «опушить» гофрированной бумагой можно любую поверхность, к которой эта бумага приклеивается. Поэтому для панно, картин и мозаик берется плоская основа – лист ватмана, картон, легкие потолочные плитки. Для объемных поделок делаются заготовки из пенопласта, газет, папье-маше, пластилина.
Ну а главный инструмент торцевания – длинная тонкая палочка с тупым концом. На роль такого инструмента вполне может подойти карандаш, стрежень или корпус от шариковой ручки, китайская палочка для еды и любая другая подходящая палочка.
Способы и технология зачистки
Приступая к монтажу армированных труб, необходимо предварительно подобрать инструмент для зачистки. Это могут быть, как ручные, так и механические приспособления.
Инструменты для работы
Зачистка из пропиленовых труб выполняется либо с помощью ручных приспособлений, либо посредством механических насадок. Выбор определяется навыками исполнителя, опытом и масштабом работы.

Когда работа выполняется впервые, то правильнее будет остановиться на ручных инструментах. Это позволяет контролировать процесс и выполнить зачистку более точно. Механические приспособления применяются чаще для выполнения более масштабных объемов работы.
Чтобы получить ровный, обработанный срез, для зачистки рекомендуется выбирать приспособления из нержавеющей стали, изготовленные методом опрессовки.
Для ручной зачистки применяются двухсторонние инструменты, что позволяет осуществлять зачистку труб разных диаметров. Для удобства в работе предусмотрены съемные ручки.
Потребуются инструменты:
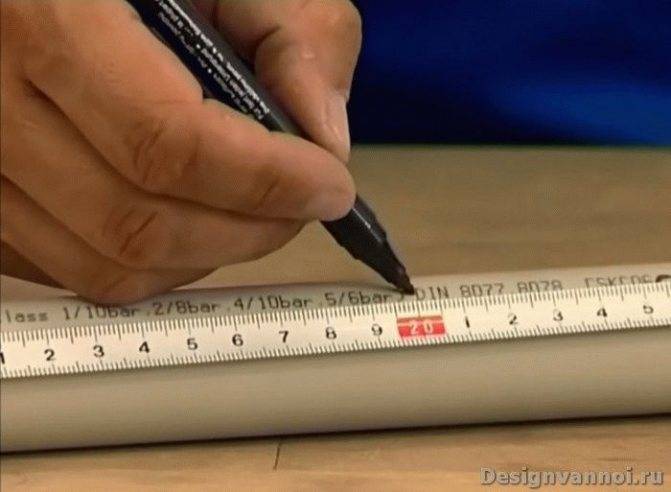
- Карандаш для нанесения разметки уровня слоя, который нужно убрать;
- Ножницы или резак. С их помощью отрезается участок трубы;
- Калибр с зенкером. Калибр помогает восстановить геометрию трубопровода, ровняет место среза, а зенкер делает фаску и убирает лишние заусенцы;
- Кондуктор или трубогиб. Если необходимо делать по проекту углы поворота, то с помощью таких механизмов, труба гнется под определенным радиусом;
- Зачистные муфты. Чтобы убрать металлическую оболочку на трубу надевается муфта. И при ее повороте, находящиеся посредине лезвия убирают внешний слой алюминия. Съемные ручки делают этот процесс быстрым и аккуратным;
- Торцеватель. Лезвия находятся во внутреннем торце приспособления. Идеальный срез получается после нескольких оборотов торцевателя по трубе. Его лезвия убирают средний слой внутри трубы. Процесс выглядит так: надевается торцеватель, делается несколько оборотов, и можно сразу приступать к пайке. Пользоваться торцевателем можно для обработки обычной пластиковой трубы без усиливающего слоя;
- Шейвер. Бывает разным по калибру, в зависимости от диаметра трубы. Обработка выполняется при помощи дрели, на которую вместо биты устанавливается насадка. При этом обороты дрели необходимо тщательно контролировать. Насадки удаляют, как внутренний, так и наружный слой фольги. Выбирать насадку следует в соответствии с типом армирования трубы. После обработки шейвером, можно к дальнейшей работе.
Способы зачистки
Способы зачистки различаются в зависимости от способа армирования, и, соответственно, от того, где располагается укрепляющий армированный слой: снаружи или внутри. Каждый способ зачистки выполняется разными инструментами.
Зачистка внешнего слоя
Если усиление трубы идет за счет нанесения внешнего армирующего слоя, соединение с помощью фитингов возможно только, когда этот внешний слой расплавить, а потом зачистить.
Пренебрегая зачисткой, расплавленная алюминиевая фольга не сможет сцепиться с полипропиленом, и соединение будет ненадежным. Суть зачистки — очищение верхнего слоя на глубину, которая необходима для хорошего сцепления с полипропиленом. Работа выполняется с помощью муфт.
Зачистка внутреннего слоя
В этом случае зачистка необходима, чтобы не допустить взаимодействия алюминия с водой, и как следствие, развития электрохимических процессов, которые разрушат алюминиевый слой в местах соединения трубы с фитингом.
Приступаем к зачистке
Если опыта мало, и планируется зачистка своими руками, лучше воспользоваться ручными инструментами. Работа не требует владения специальных навыков, поэтому новичок с помощью предварительных рекомендаций сможет легко удалить армирующий слой.







Чтобы зачистить край трубы, подбирается муфта необходимого диаметра, фиксируется на трубе, и поворачивается с помощью ручек несколько раз.
На данном этапе – зачистка выполнена, есть ровный край среза.
Ножи удаляют фольгу на глубину около 2 мм всего за несколько секунд.
Справиться с такой задачей может и один человек, использование особых знаний, навыков, дорогостоящего оборудования не нужно, при этом всегда есть возможность демонтажа соединения в случае необходимости.
Размеры и стоимость
Сегодня в продаже можно встретить большое количество разновидностей инструментов, не исключением является и торцеватель. Стоимость данного инструмента варьируется от 300 рублей и до 1000. Разумеется, можно найти товар и по более высокой цене. Выбирая инструмент, необходимо внимательно осмотреть его состояние. Не должно быть никаких повреждений и заусенцев. Любой изъян может повредить трубу при ее помещении в торцеватель, или же труба может не войти в него вовсе. Не менее внимательно следует относиться к состоянию лезвий
Важно, чтобы они были изготовлены из стали, более мягкий материал может повредиться при контакте с алюминием или же не прорезать его
В продаже можно найти и сменные лезвия для инструмента. Разумеется, со временем и при частом использовании они могут придти в негодность. Заменить лезвия куда проще, чем покупать новый инструмент. Наибольшей популярностью сегодня пользуются торцеватели, предназначенные для труб следующих размеров:
- 20/25 мм;
- 32/40 мм;
- 50/63 мм.
Стоимость товара напрямую зависит от его размера. Так, торцеватель для небольших труб будет стоить гораздо дешевле, нежели аналог, предназначенный для труб с размерами 50/63 мм.
Полипропиленовые трубы за счет эксплуатационных параметров, эстетичного внешнего вида и удобства сборки, часто применяются в монтаже инженерных коммуникаций.Благодаря технологии армирования увеличивается надежность и долговечность труб при сохранении всех технологических характеристик полипропилена, трубы по своим качествам не только сопоставимы с металлическими, но и превосходят их.
Однако для длительной и надежной эксплуатации системы трубопроводов необходима правильная обработка, зачистка концов при соединении.
Армированная труба представляет собой изделие с тремя слоями: двумя полипропиленовыми и одним усиливающим. Конструктивная армирующая оболочка обеспечивает сохранение прочности в случае резких температурных изменений.
Такой показатель – как коэффициент температурного удлинения на 6 % выше у труб с алюминиевым армированием, что увеличивает долговечность и надежность трубопровода, в котором используются армированные трубы.
Присутствие алюминиевого слоя в полимерной трубе позволяет поддерживать высокие температуры и предотвращает разрыв коммуникаций в системе. Температурные скачки компенсируются за счет гибкости армирующей основы. Армирование выполняется двумя способами:
- С помощью стекловолокна.
- С помощью алюминиевой фольги.
Выпускаются армированные изделия как с цельным полотном алюминиевой фольги, так и в виде сетки с перфорациями. Вязкий полимер протекает через алюминиевые отверстия, и создает прочное сцепление с защитным слоем, увеличивая надежность трубных изделий даже при повышенных высокотемпературных нагрузках.
Схемы торцевания из гофрированной бумаги слоями
Не за горами Новый год. Дети вместе с родителями непременно будут готовиться к этому празднику. Они смогут смастерить открытку, выложив на ее фасадной стороне елочку.
Подготовьте с детьми:
- бумагу гофрированную;
- рисунок елочки;
- клей и кисточку для него;
- карандаш;
- плотный лист бумаги.
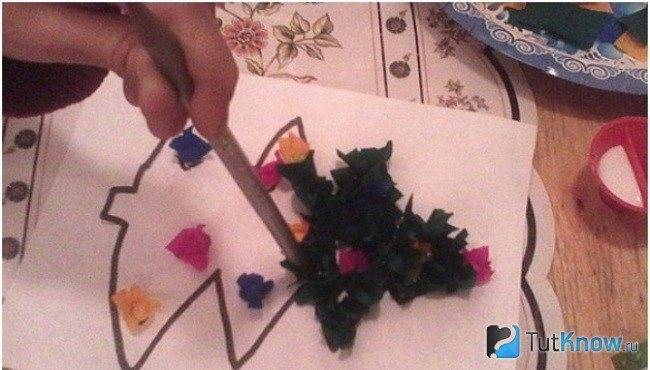
Работа начинается с рисования на листе елочки. Можно использовать для этого шаблон. Нарежьте квадратики из зеленой бумаги, а также из листов другого цвета. Сначала ребенок заполнит контуры елочки намотанными на карандаш квадратиками зеленого цвета. Затем, в некоторых местах поверх них нужно приклеить заготовки других цветов. Они станут украшением елочки.







Но можно делать не торцевание слоями, а по плоскости. Тогда нужно будет сначала приклеить цветные квадратики, которые станут игрушками, а затем заполнить поверхность зелёными.
Маме или бабушке можно подарить сувенирный платок. Они непременно обрадуются, тем более что такую работу сделало их любимое чадо.

Чтобы изготовить платок, нужно взять:
- лист красного картона;
- гофрированную бумагу разных цветов или салфетки;
- клей вместе с кисточкой;
- ножницы;
- карандаш;
- шаблон рисунка.
Если подарок делается к 8 Марта, тогда пусть папа или дедушка переведет шаблон узора на картон. Понадобится треугольная часть основы. Для этого на картоне чертят квадрат, затем он разрезается по диагонали.

Начиная с маленьких участков, пусть малыш заполнит рисунок квадратиками разных цветов. Их понадобится немало. Если у ребенка не хватает терпения крутить торцовки, помогите ему в этом, чтобы не снизить его интерес к работе. В результате получится вот такой замечательный платок. Следующую работу делала вместе с ребенком его мама. Прекрасный пример, который стоит взять на вооружение. В результате получатся грибы и осенние листья, выполненные при помощи торцевания слоями.
Для создания осеннего леса возьмите гофрированную бумагу красного, оранжевого, желтого цвета. Также можно сделать вкрапления при помощи коричневой, зеленой.

Для поделки возьмите:
- цветную бумагу, нарезанную на квадратики со стороной 2 см;
- шаблоны для аппликации;
- палочку для торцевания или карандаш;
- клей;
- ножницы.
Детям удобно клеить при помощи кисточки или, взяв клей карандаш. Обеспечьте их этими материалами, помогите нарезать из бумаги квадратики.

Вы можете взять понравившиеся шаблоны грибов и листиков из интернета или воспользоваться представленными. Можно нарисовать их самим на плотном картоне, вырезать.

Самая кропотливая работа — это вырезание квадратиков и формирование скрученных заготовок. Чтобы придать нужную форму, положите квадратик бумаги на левый указательный палец. Придерживайте его большим пальцем руки. Поставьте в центр заготовки карандаш, закрутите ее. Как вы видите, это еще один вариант формирования деталей. Приклеивать мы будем также и другим способом, чтобы вы выбрали наиболее приемлемый для вас.
Налейте клей в мисочку. Окуная сюда торцовку, прикрепляйте ее на шаблон листочка. Приклеив красную, прямо на нее прикрепите при помощи ПВА желтую. В результате получится интересный эффект. Также приклеивается желтая к оранжевой заготовке, используйте в качестве основы зеленые и коричневые квадратики.
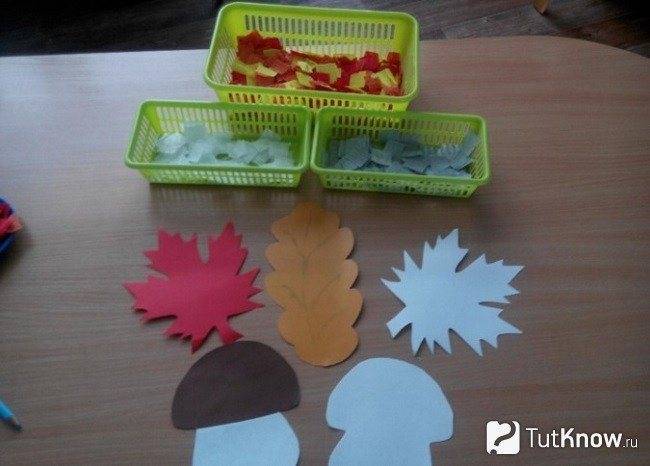
Чтобы сделать грибы, выложите ножку белыми торцовками, а шляпу коричневыми, желтыми или красными.

Инструменты для работы
Монтажный процесс армированного трубопровода начинается с подготовки инструмента. Зачистку для полипропиленовых труб можно приобрести в собственность, взять в аренду или у знакомых монтажников.

Инструмент для зачистки полипропиленовых армированных труб
Производители выпускают торцеватели ручного и механического типа. Выбор приспособления рекомендуется выполнять, учитывая объем работ и навыки монтажника.
Инструмент ручного типа лучше использовать не опытным людям. Такие торцеватели для полипропиленовых труб позволяют проводить высокоточные и подконтрольные операции. Механический инструмент поможет ускоренно выполнять большое количество работ.
Лучше использовать нержавеющие шейверы для полипропиленовых труб. Эти устройства позволяют делать срез без заусенцев.
При ручной обработке лучшее использовать двусторонний инструмент, позволяющий осуществлять зачистку двух трубных изделий разного диаметра. Эти устройства обычно оснащаются съемными ручками в виде двух стержней.






Рекомендуемый набор
Для монтажа армированных полимерных систем понадобятся следующие приспособления:
- карандаш или маркер для разметки глубины удаляемого слоя;
- резак или специальные ножницы для отрезки части ПП трубопроката;
- калибр для восстановления геометрии и зенкер для удаления фасок и заусенцев с тортов;
- трубогиб или кондуктор, когда требуется по проекту изгибать трубы под определенными углами и с радиусами, не превышающими допустимые значения;
- торцовки для полипропиленовых труб в виде зачистных муфт, торцевателей или шейверов для удаления металлического слоя.
Инструмент в виде торцовки для полипропиленовых труб подбирается в зависимости от особенностей армирования изделий и финансовых возможностей исполнителя.
Зачистные муфты имеют лезвия, расположенные посередине. Приспособления надеваются на торцы трубопроката и поворачиваются по ходу движения часовых стрелок. Они позволяют аккуратно и достаточно быстро удалить внешний слой из алюминия.
Торцеватели с внутренними лезвиями позволяют после 2-3 оборотов сделать ровный срез. Этот вид инструмента удаляет на глубину от 1 до 2 мм алюминий, расположенный в середине трубной стенки. Торцевателями при необходимости можно обрабатывать не усиленные полимерные трубопроводы.
Шейверы выпускаются для труб различного круглого сечения. Инструмент нередко используется, как насадка на электродрель. При таком применение необходимо обязательно контролировать обороты электрического инструмента.
Шейверы производятся для снятия алюминиевого слоя, расположенного снаружи и внутри трубной стенки.
Как выбрать
Изделие выбирается
, в соответствии с типом труб, и зажимается в патрон. В высокой скорости вращения кроется недостаток – необходимо, постоянно, вести контроль над процессом. В противном случае можно повредить трубу.
Хотите узнать, как безупречно зачистить торец трубы перед сваркой, посмотрите видеоролик.
Обработка армированных, полипропиленовых, пластиковых и профильных труб перед сваркой является обязательной процедурой. Она позволяет достичь качественного и надежного соединение, которое совершенно не поддастся физическим и механическим воздействиям. Сварная зона не будет растрескиваться и отсоединяться при растяжке.
За счет очистки и снятия оксидного слоя с трубы, удается создать максимально подходящую поверхность, которая будет хорошо схватываться при электромуфтовой сварке в бытовых и производственных условиях.
Все зачистные элементы делятся на две категории — ручные и электрические. К ручным инструментам относят:
- дюралюминиевые зачистки цилиндрового типа, с ножами из инструментальной стали;
- пластиковые скребки с заточенным лезвием;
- конструктивные, шайбовые и трапециевидные фаскосниматели;
- скребки для снятия оксидного слоя с пластиковых труб(в виде цельных конструкций);
- инструменты для очистки трубы от заусенцев(конусного и захватного типа) и другие.
К электрическим:
- насадные скребки на дрель;
- зачистки под перфоратор;
- фаскосниматели под дрель;
- а также, шейверы, различные приспособления и станки.
Каждый инструмент имеет свои особенности применения, которые базируются на таких критериях как, — размер и тип трубы, материал изготовления изделия, функционал приспособления, модель и производитель.
Почему Вам лучше купить инструменты зачистки именно у нас?
Не в каждом магазине собирается такая обширная коллекция зачистного инвентаря для труб разного типа. В этом каталоге представлены инструменты, выполняющие зачистку и обработку поверхностей труб перед их непосредственной сваркой.
Если это армированная труба и нужно убрать с нее пластиковый и частично алюминиевый слой, то отлично подойдут шейверы от Ritmo , представленные на сайте.
Если же требуется подготовка трубы с устранением заусенцев и оксидного слоя, то подойдут изделия от Reed , Rems , ADR Tech и др.
Вся продукция соответствует высоким стандартам качества и имеет необходимые сертификационные документы от производителя.
Компания предлагает только надежные инструменты для разных диаметров труб и видов сварки. Все они обладают следующими качествами:
- не тяжелые, имеют малый вес;
- просты и удобны в эксплуатации;
- острые концы защищены от затупления;
- лезвия и другие металлические элементы не поддаются коррозийному эффекту;
- корпусы выполняются из пластиковых, стальных и прорезиненных материалов высокого качества;
- оснащены удобными съемными рукоятками;
- имеют достаточно низкую стоимость;
- их сервисное обслуживание возможно в ПрофТехСнаб .
Зачистка для пластиковых труб — это важное мероприятие, которое нельзя пропускать при сварке. Иначе соединения будут не надежными и могут деформироваться при первых же нагрузках теплоносителя(если это трубопровод для водоснабжения и отопления дома), механических воздействиях(если планируется проведение оптоволокна , электрических проводов и коммуникационных кабелей) и химических влияниях(когда по трубопроводу пускают опасные вещества газообразного, сыпучего и жидкого типа)
Зачистка и армирование полипропиленовых труб — не самые сложные задачи, но в них присутствует множество нюансов. Об этом и пойдет речь в статье.









Одним из преимуществ полипропиленовых труб является большой срок службы. Их можно использовать в разы дольше изделий из металла. Но срок эксплуатации в значительной степени зависит от качества проведенных монтажных работ. Максимально его повысить можно в том случае, если была правильно произведена зачистка армированных полипропиленовых труб.
Она играет столь высокую роль из-за того, что присутствие различных неровностей и заусенцев будет препятствовать надежному соединению. Еще во время планирования монтажа полипропиленового трубопровода стоит вникнуть в то, зачем требуется данная процедура. Стоит также разобраться, какие существуют инструменты для зачистки полипропиленовых труб (прочитайте: » «)
Отдельное внимание стоит обратить на изделия с армирующим слоем
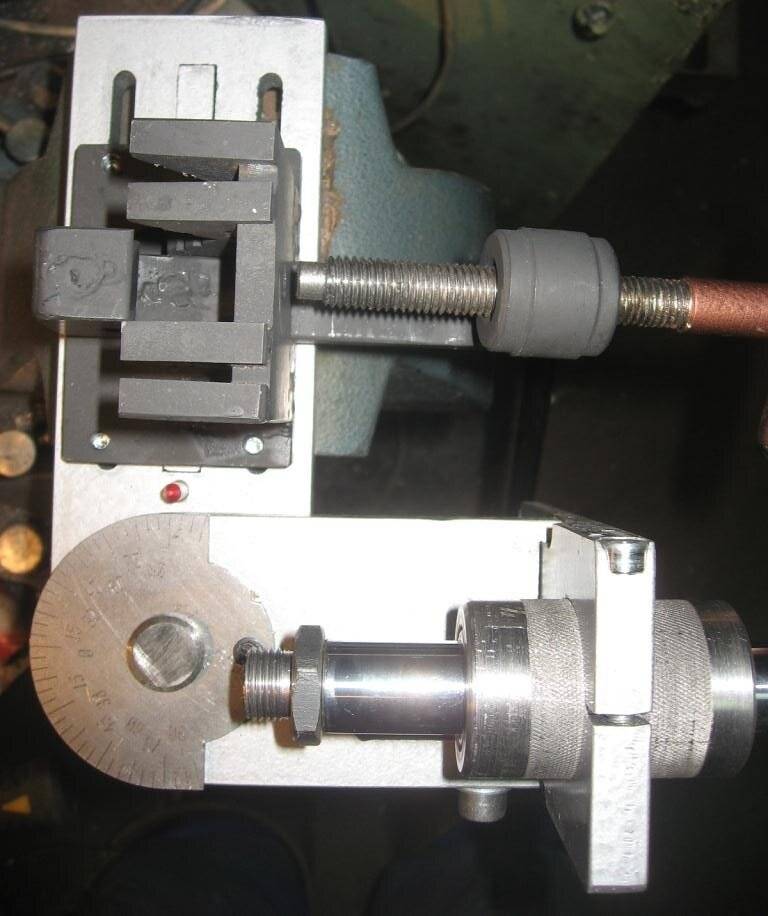
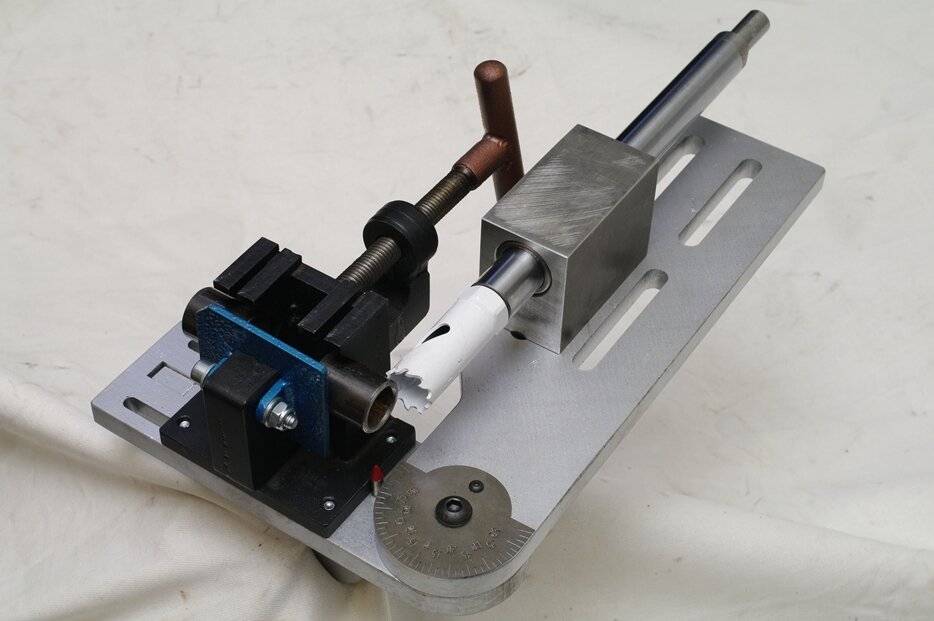
Торцеватель трубы своими руками
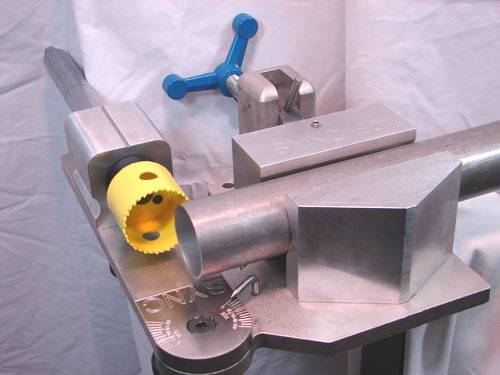
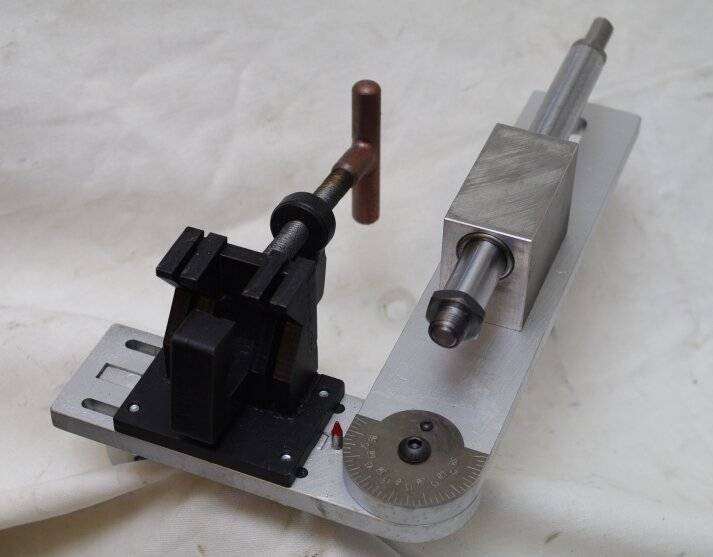
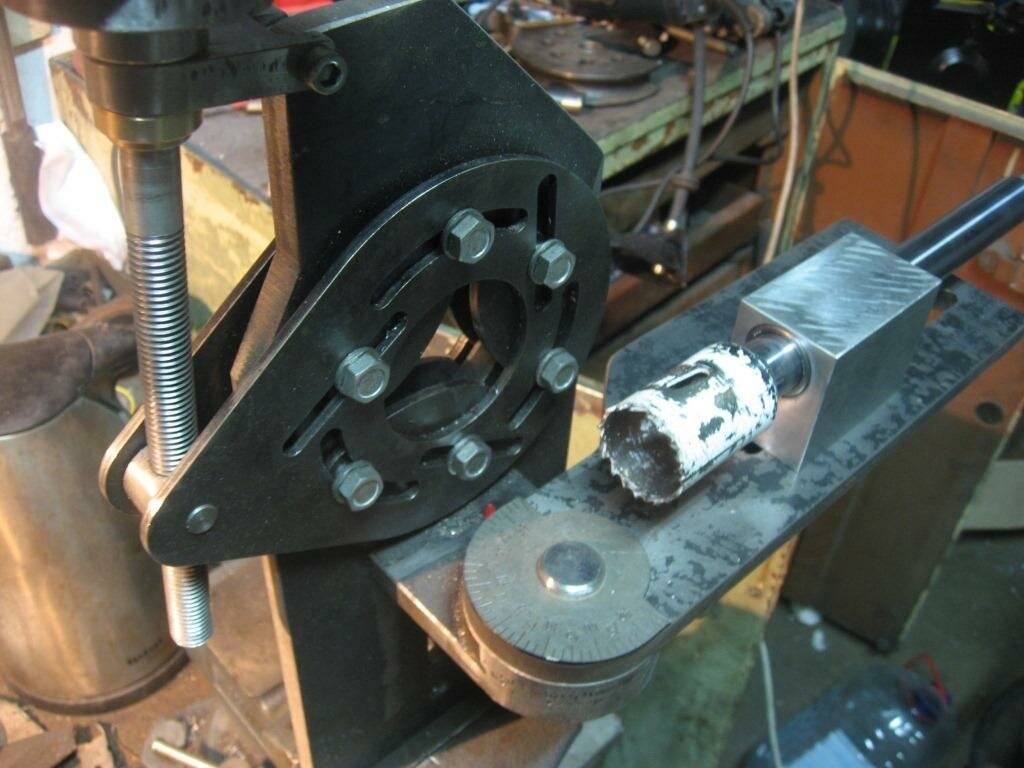
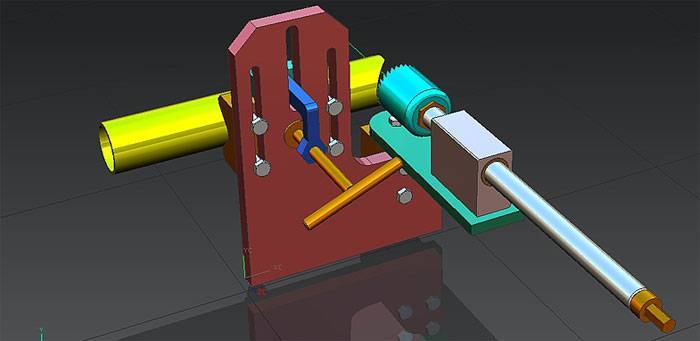
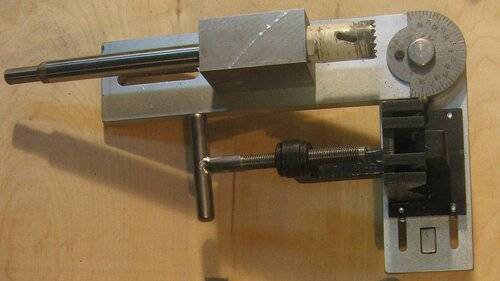
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
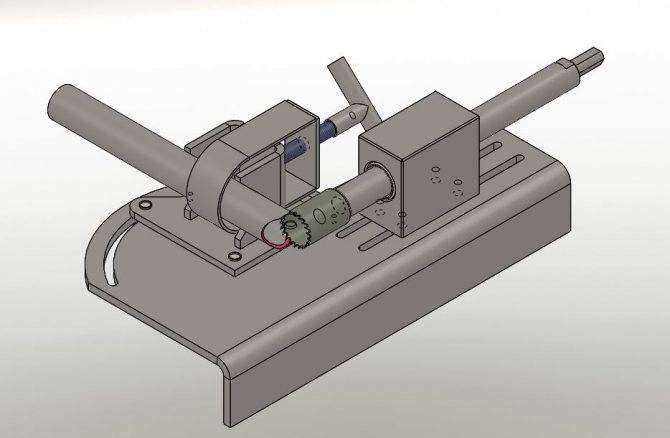
 Конструкция состоит из следующих деталей:
Конструкция состоит из следующих деталей:
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
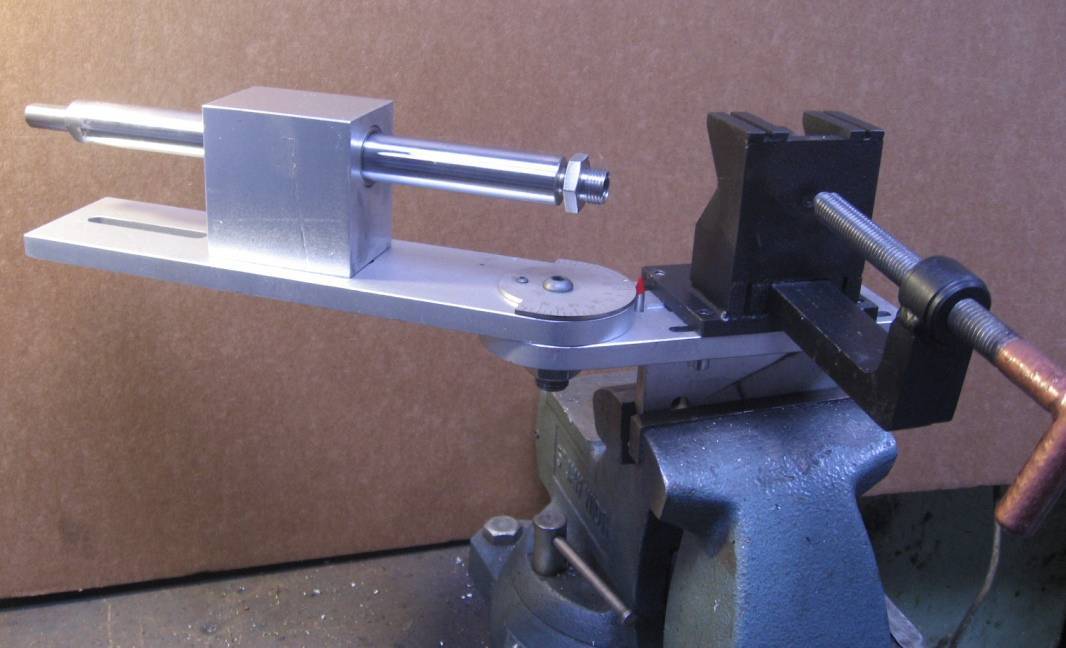
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.
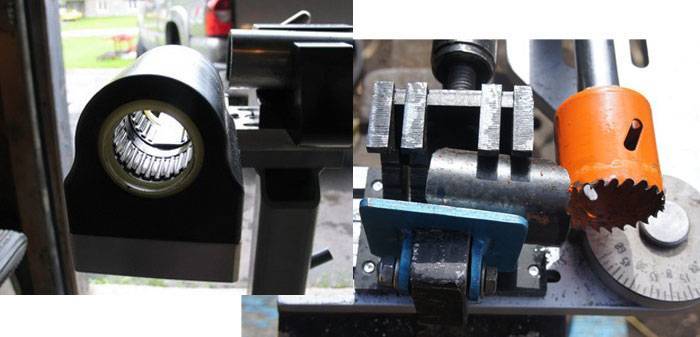
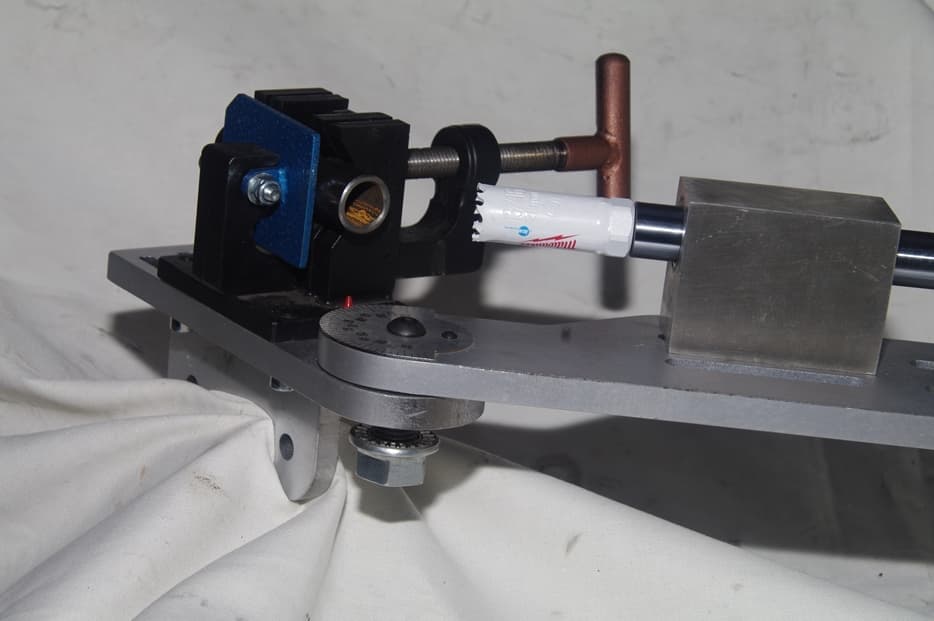
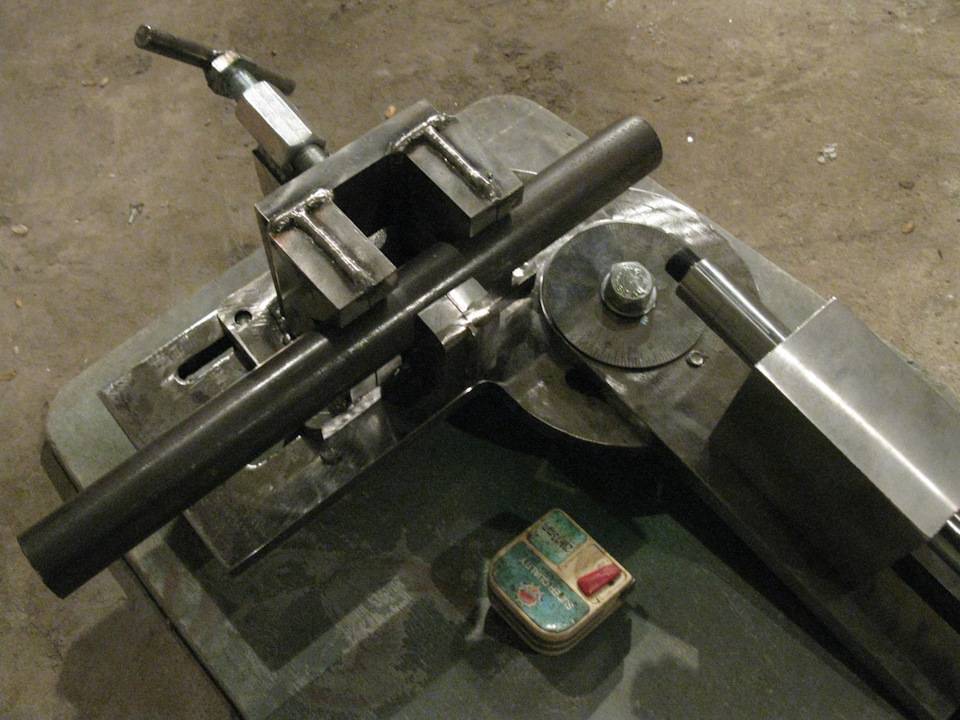
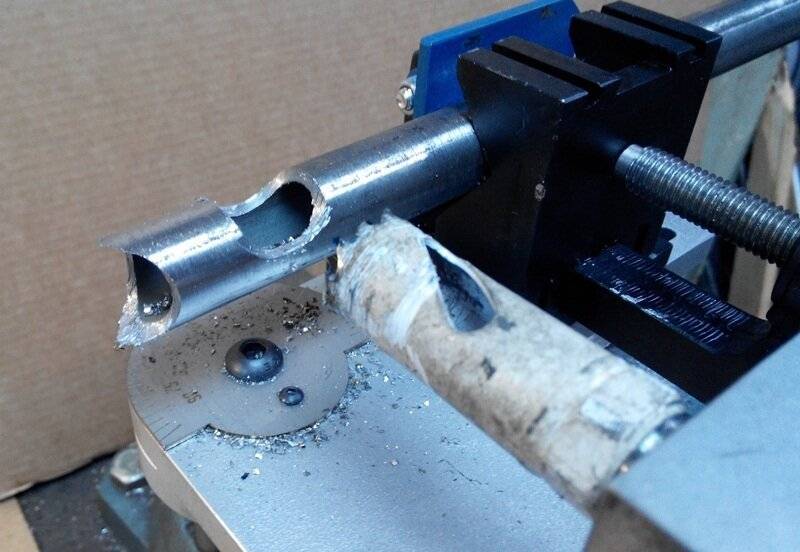
Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе). Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб. Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
 К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
Для изготовления прочих элементов самодельного торцевателя для труб можно использовать профильный прокат – уголки или швеллеры соответствующего размера. Профилирование и изготовление пазов лучше выполнить на координатно-фрезерном станке, гарантировав тем самым их точность и параллельность. Не составит труда изготовить и зажимное устройство, для чего пригодна новая струбцина с необходимым диаметром и длиной.
Поворотный рычаг должен иметь достаточную жёсткость, поэтому для его изготовления необходимо использовать полосу толщиной не менее 12…16 мм. На той части корпуса, где устанавливается поворотный рычаг, стоит нанести угловые риски, по которым легче позиционировать трубу.
Процесс сварки полипропиленовых труб своими руками
Для того, чтобы надежно скрепить трубы между собой необходимо прогреть муфту трубы на определенную глубину, нет необходимости прогревать трубу целиком или только в тонкой кромке соединения. Только после этого можно соединить нагретые детали, состыковав их друг к другу. Оплавленный и мягкий полипропилен с одной трубки смешивается с полипропиленовой массой с другой трубки, надежно сваривая трубки между собой. Предварительно трубы нарезаются, подгоняются друг к другу.
Так же, что очень важно, необходимо выполнить фаску на стыковых соединениях. Есть определенные стандарты выполнения фасок на различных трубах, но общий стандарт — DVS-2207-1 регламентирует фаску под 15 градусов относительно ровной поверхности трубы, углубление не должно превышать 2-3 миллиметра
Для труб отечественного производства необходимо выполнять фаску под 45 градусов, глубина фаски должна составлять десятую часть диаметра трубы. Как правило, для всех труб, которые реализуются в России подходят два варианта фаски. Для выполнения необходим нож или фаскорез, который равномерно снимет фаску со стыка трубы. Сразу же перед проведением сварки поверхность стыка обезжиривается, удаляются заусенцы и грязь.

Для аппарата сварки полипропиленовых труб необходима подставка, которая позволяет движение аппарата по вертикали или горизонтали. Аппарату необходима устойчивость. Регулятор устройства выставляется на 250 градусов — для отечественных труб это оптимальная температура сварки, а так же эта температура абсолютно безопасна для тефлоновых насадок. Наличие регулятора служит скорее для установки температур прогрева и нагрева, резка практически всех труб рекомендована с применением 250 градусов, так что наличие регулятора не определяющий фактор при покупке устройства для сварки. После того, как «утюг» прогрет, можно приступать к сварке труб.









Будет интересно Замена стояка канализации — основные рекомендации и важные моменты
На место стыка одевается фитинг — переходник, эта «конструкция» помещается в зажим, а в трубу просовывается металлический штырь-дорн, своеобразный шаблон, который не даст трубе смяться при нагреве. После нагрева стыка в устройстве необходимо удержать фрагменты некоторое время для спайки. Время удержания регламентировано и зависит от диаметра труб и толщины стенок. Если трубки и фитинг держать слишком долго, то они прокалятся и полностью деформируются, а их использование станет полностью невозможным.

Если же продержать мало, то стыковка может произойти недостаточно герметично, и могут возникнуть утечки в технологической линии. Международные стандарты на каждую трубу содержат специальные данные по времени удержания. Например, для трубки диаметром 50 мм. с шириной стенки в 1,3 миллиметра время удержания составляет 4-6 секунд.

Установка фитинга и продевание дорна в трубу должно производиться с усилием, диаметр дорна должен быть максимально приближен к диаметру трубки. Это объясняется так же и тем, что все насадки выполняются под конус. Этот конус должен соответствовать размеру фаски, которая снимается предварительно. Дорн продевается до места снятия фаски. При вставке трубы в гильзу сварочного аппарата труба доводится до самого конца, но на нее категорически запрещается давить. Если начать сильно давить, то при соединении расплавленный пропилен выйдет не только наружу стыка, но и внутрь, а это может отрицательно сказаться на общей пропускной способности, снизив ее.
Чтобы избежать этого необходимо точно знать глубину гильзы и отмерить такое расстояние на трубе. Опытные сварщики чувствуют все своей рукой и не нуждаются в замерах, но для тех кто решил провести сварку полипропиленовых труб своими руками первый раз замеры обязательны. Муфты двух разогретых труб или разогретый стык и муфту другой трубы следует соединять очень быстро. Вращения и перекосы не допускаются, так как есть всего пара секунд, чтобы изменить скос.





